25 réponses -
Accéder à la dernière réponse
#1


R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
Sujet : Question Posée Besoin de conseil soudure cuivre.
Salut à tous
J'ai un petit chantier de soudure à faire, je dois changer le fond d'une cuve d'alambic en cuivre.je compte souder au tig, en angle extérieur et les tôles font 3 mm.
Je dispose d'un tig ims 210 ac/dc et différents diamètres d'électrodes 2% lanthane, torche refroidissement liquide (bientôt, le montage est en cour j'y reviendrais) et de tout les type de diffuseur possible.
Donc je pense utiliser
70A/mm (les 210A vont y passer)
Électrode bleu 3.2mm affûtée
Buse n°10
Apport 2,5 mm
Argon
Pré chauffage 200°C au chalumeau
Qu'en pensez vous?
Je tiens a signaler que je n'ai jamais souder de cuivre au tig.
#2

Invité
Bonsoir
Votre poste est sous dimensionné pour ce type d'application
Mathieu
#3


tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
pour souder le cuivre c'est dingue la puissance qu'il faut car la chaleur cavale dans la pièce, mais peut être qu'en préchauffant beaucoup au chalumeau vous allez vous en sortir, et la soudure en angle extérieur demande un peu moins d'énergie
#4

micke007 En ligne le 04/01/2024 à 17:38 (30 messages sur soudeurs.com)
Hello bonjour ,
Pour ton alambic quelles sont les dimensions ??
BaT Michel
#5

Bonjour ,
Je vous invite à lire l'article technique disponible sur le site :
Comment réaliser le soudage TIG et MIG des cuivres ?
Bien cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par R8évolution
Salut à tous
J'ai un petit chantier de soudure à faire, je dois changer le fond d'une cuve d'alambic en cuivre.je compte souder au tig, en angle extérieur et les tôles font 3 mm.
Je dispose d'un tig ims 210 ac/dc et différents diamètres d'électrodes 2% lanthane, torche refroidissement liquide (bientôt, le montage est en cour j'y reviendrais) et de tout les type de diffuseur possible.
Donc je pense utiliser
70A/mm (les 210A vont y passer)
Électrode bleu 3.2mm affûtée
Buse n°10
Apport 2,5 mm
Argon
Pré chauffage 200°C au chalumeau
Qu'en pensez vous?
Je tiens a signaler que je n'ai jamais souder de cuivre au tig.
Bonjour ,
Je vous invite à lire l'article technique disponible sur le site :
Comment réaliser le soudage TIG et MIG des cuivres ?
Bien cordialement,
#6
micke007 En ligne le 04/01/2024 à 17:38 (30 messages sur soudeurs.com)
Holala pour moi dans MA langue , je dirais Destillationsgefäss ou encore Destillierapparat . Pour moi plus facile
Grüsse locouarn
#7
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir R8évolution,
Je vous invite à télécharger la ressource didactique ci-dessous disponible dans la rubrique Téléchargements :
http://www.soudeurs.com/vbdownloads.php?do=download&fileid=22
Bien cordialement,
#8
micke007 En ligne le 04/01/2024 à 17:38 (30 messages sur soudeurs.com)
Dominique merci , article technique très bon . Métal d'apport CU Si3 excellent mais le prix !!!!! Nous réparions des cuves de cuissons , poids 2,5 T , capacité 1T , double parois de 12 m/m a 14m/m . ( cuisson a la vapeur - refroidis eau froide ) alors te dis pas ce que les soudures prenaient .
#9
R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
Bonsoir à tous,
La cuve fais 900mm de diamètre pour 1200mm de haut grosso modo.
Oui je peux écrire alambic mais je ne savais pas comment l'écrire la première fois...
Merci Dominique pour les dossiers technique que je vais éplucher.
Bon du coup pré chauffage, 210A en DC et je vous dirais ce qu'il en est.
Je soude samedi ou dimanche.
#10

pasor En ligne le 08/02/2021 à 16:19 (487 messages sur soudeurs.com)
Bonjour R82VOLUTION
souder le cuivre au TIG tu seras obligé de faire un préchauffage
le cuivre demande beaucoup apport de chaleur
tout dépent les taille de ta pieces
pour avoir éssayé au tig sans préchauffage sur du 2mm a 250A acune fusion
donc préchauffage obligatoire
sinon procédé MIG
cordialement
#11
R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
Bonjour et merci à tous pour vos réponses.
Je viens vous faire un petit REX.
Donc la cuve de l'alambic est soudée.,
j'ai mis 210A (poste à fond et je doit dire que je suis agréablement surpris par mon 210 AC/DC IMSERVICE )
Mon refroidisseur de torche maison que je présenterais dans un poste futur marche super bien, la torche ne chauffe pas d'un poil même à 210A, par contre va falloir que je revois la masse (j'ai réussi à faire rougir la pince)
J'ai donc utiliser un tungstène de 2.4 mm multistick,70A par mm(210A pour la tôle de 3mm) en angle extérieur, sans pre-chauffage, le bain se forme au bout de 30 sec.
Environ et après il faut géré l'avance à mesure que ça chauffe.
Pour finir je dirais que le ressenti du bain est un peu comme l'inox et que le cuivre se soude très bien.les photos suivront prochainement quand j'aurais un peu de temps pour ouvrir l'ordi.
Je suis actuellement sur mon smartphone.
#12
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour R8évolution,
Merci pour ce premier retour d'expérience.
Il faudrait nous parler SVP dans votre REX du type de préchauffage, du type de gaz de protection endroit (et peut être envers...) et du type et nuance de baguette dressée TIG que vous avez utilisé pour souder ce fond de cuve en cuivre.
Merci de vos précisions.
Cordialement
#13


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Dominique, je crois bien que R8evolution a écrit "sans préchauffage" :rolleyes:. Par contre j'attends avec impatience le REX avec photos de cette soudure que tout le monde disait quasi-impossible, surtout sans préchauffage...
Il est clair que la pince de masse en tôle, avec 210 A, elle doit faire la tronche. On ne parle pas du métal d'apport, c'est sans ?
J'ai enfin hâte de voir ce refroidisseur maison...
Cordialement.
#14
Invité
re moi aussi j attend le rex avec impatience :)
pour la pince d origine je ne m en suis jamais servi
j ai acheté du costaud pour ne pas y revenir ainsi que pour le porte électrode MMA
cordialement Ricou26:)
#15
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Suite à ce sujet, j'ai voulu tester par moi même la soudure TIG du cuivre, ce que je n'avais jamais pratiqué.
J'ai réalisé des essais sur des chutes de tubes, de 16mm pour commencer puis de 27mm (ép. 1mm dans les deux cas).
Le résultat est plutôt satisfaisant (de mon point de vue...) mais je livre quelques constatations qui sembleront sans doute évidentes aux spécialiste mais qui peuvent intéresser des novices comme moi :
- Question préparation, j'ai coupé un morceau de tube (200mm pour le diamètre 27) en deux parties égales. Extrémités ébavurées à la lime et décapées à la brosse, bords jointifs.
- Tout d'abord, je précise que le but était de souder (et non de braser), sans métal d'apport autant que possible.
- L'intensité est à régler en fonction de l'épaisseur à souder mais aussi de la masse des pièces.
La chaleur se diffusant très vite, une petite pièce demandera moins d'intensité qu'une pièce plus massive.
Il faut donc commencer par faire un essai avec peu d'intensité puis augmenter jusqu'à trouver le bon réglage.
Toutefois, si au début le bain est un peu long à se former, au fur et à mesure de la soudure la pièce chauffe énormément et le risque de percer augmente.
Il est possible de procéder par segments alternés pour réduire le risque.
Pour ces tubes de 1mm d'épaisseur, j'étais à 55 A pour le tube de 27. Torche WP9, buse N°8 avec diffuseur à tamis et tungstène de 1.6, argon à 5-6 l/mn)
- Quand le risque de percer devient ingérable, se pose la question d'un métal d'apport.
Je me suis contenté d'un bout de fil électrique dénudé et çà marche !
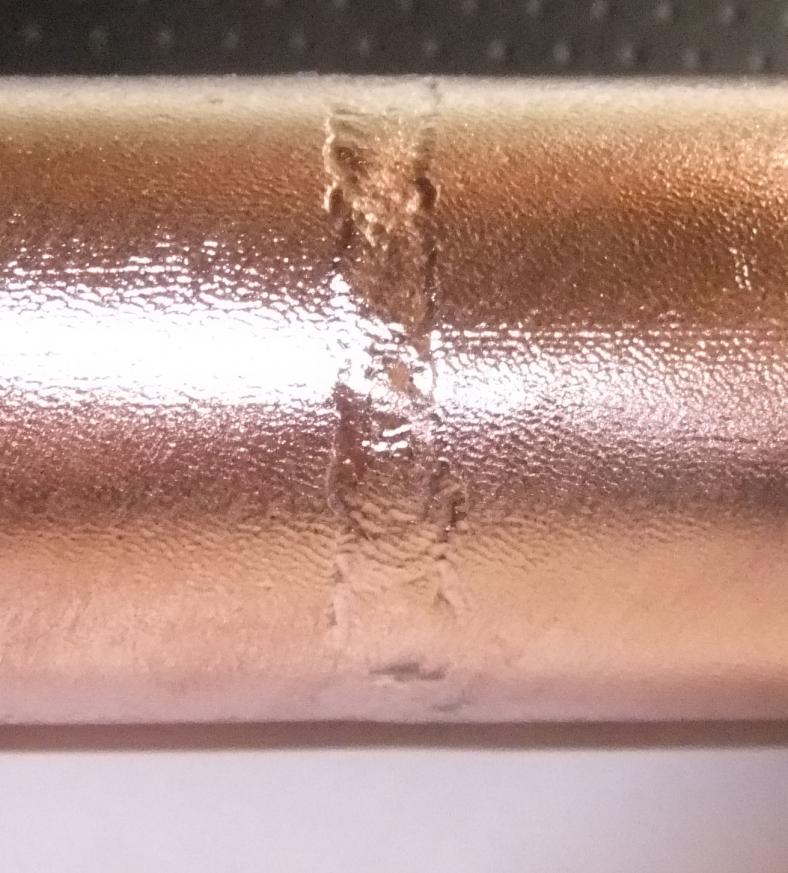
Voici une petite image du résultat (extérieur).
Pour l'intérieur, difficile de prendre une photo mais la fusion semble bien traverser, sans toutefois former d'aspérité interne. La résistance mécanique est celle du tube d'origine.
Bien entendu je suis très loin du cas de l'alambic en terme d'épaisseur comme de masse totale, et je me garderais de triompher au premier essai.
Mais je constate juste que c'est tout à fait accessible sans être un pro.
Cordialement.
#16
R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
Bonsoir.
J'ai utilisé du fil électrique rigide de 2,5 mm2 pour l'apport, protection endroit avec de l'argon et une buse n°9 débit 7L/min, pas de protection envers, (je sais ça fait du rochage mais pas assez de gaz et l'intérieur sera meulé par la suite).
Ce soir on a refait le tour pour faire l'étanchéité entre la paroi latérale et le fond de cuve (ce sera plus explicite avec des photos) , c'était pas prévu mais j'y avais pensé, le 1er coup c'était du 3mm en angle extérieur bord à bord, et ce soir du 3mm avec du 1mm chevauchant à plat avec 160A et je dois dire que même si c'est pas parfait je me suis appliqué à souder à main levée et j'arrive à fondre 1 mètre de fil sans m'arrêter et en étant régulier.
Je n'ai malheureusement pas pris de photo ce soir.
Je comptais vous faire un petit reportage photo hier soir mais mon PC m'a pris la tête.
Ce n'ai que partie remise ne vous inquiétez pas.
#17
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Je suis un peu surpris quand vous parlez de rochage sur du cuivre.
Je n'ai pas constaté ce problème sur mes essais.
Si c'est le cas, dans une cuve à usage alimentaire c'est plutôt fâcheux, meulé ou pas...
Dans ce cas, et si l'accès est possible, pourquoi ne pas souder à l'intérieur ?
Bref, un croquis aiderait à comprendre.
Cordialement.
#18

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Selon la pince de la masse que vous utilisez,celle ci va rougir il vaut mieux utiliser une pince étau, contrairement à une pince crocodile.
Et aussi blanchir la surface sur laquelle elle va être posée.
#19
Invité
Bonsoir à tous:)
oui on ne peut pas dire que la pince de masse et aussi le porte électrode MMA livré avec le poste TIG 210 AC DC sont de bonne qualité moi j ai tout changé
deux liens en dessous
le premier une pince étaux c est celle que j ai acheté pour mon 210 ACDC
sur l autre lien une pince pouvant serrer sur un assez gros profilé ça peut être utile :)
les prix sont corrects :o
Prise de Masse 600 A ETAU LAITON
Prise de Masse 800 A ETRIER
cordialement Ricou26:)
#20
R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
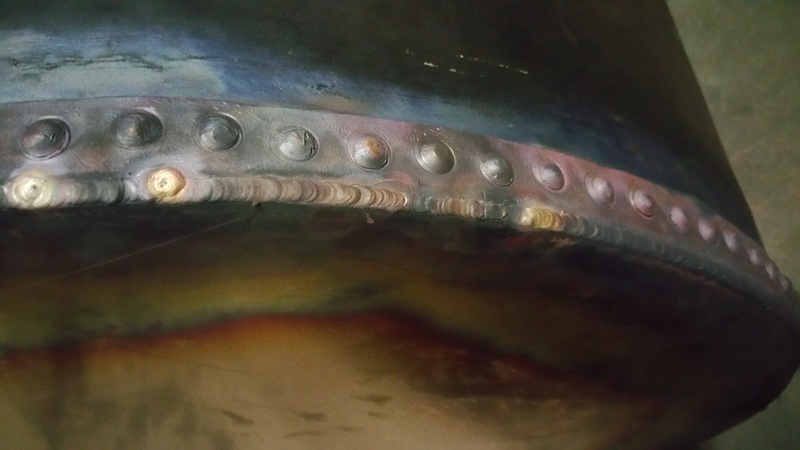
Comme promis voici quelques photos de mes soudures.
https://i37.servimg.com/u/f37/19/38/74/57/20161212.jpg
https://i37.servimg.com/u/f37/19/38/74/57/20161211.jpg
rebouchage de trous sur la parois de 1mm
https://i37.servimg.com/u/f37/19/38/74/57/20161210.jpg
Je suis désolé je n'arrive plus à mettre directement les images sur le forum.
{kind=link}
{kind=link}
{kind=link}
#21
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Je vois une fissure sur l'un des point à gauche ce n'est peut être pas profond ,il évident qu'il faut vérifier.
Sur la photo 1210.
#22
R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
Cest pas une fissure je l'ai vu aussi et je croyais aussi celà. C'est du noir dans un trait de grattage. L'alambic à déjà fais quelques coulée avec succès aucune fuite.
#23
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Merci pour les photos.
Bon travail, qui apporte de la variété d'expériences sur ce forum et qui a eu le mérite de faire échanger.
Pour ma part il m'a incité à tenter le cuivre au TIG, ce que je n'avais jamais essayé.
Cordialement.
#24
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Alors très beau travail .
#25
R8évolution En ligne le 19/05/2020 à 21:01 (94 messages sur soudeurs.com)
Merci pour les compliments, niveau régularité je suis pas encore au niveau de Mr W et bien d'autres mais je m'amelior et c'est le principal. Mon client et content, prochaine étape assister à une coulée et ça ça risque de ne pas être le plus simple du travail :)
#26

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Et un grand merci Locouarn,
Pouvoir souder du petit tube cuivre, c'est une question que je me pose depuis longtemps sans jamais avoir pris le temps d'y répondre.
Je sais maintenant que c'est très joliment possible.
Cordialement
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412

jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00