
1 - Définition du cuivre non allié
Ce métal présente des propriétés physiques et mécaniques suivantes :
[*]Symbole chimique : Cu
[*]Densité de l'ordre de 8,96
[*]Conductibilité thermique élevée de l'ordre de 335 kcal.m/m2.h °C
[*]Très bonne conductivité électrique
[*]Amagnétique
[*]Point de fusion de l'ordre de 1083° C
[*]Coefficient de dilation élevé de 0,0172 mm / m entre 0 et 100° C
[*]Résistance à la corrosion avec l'acide chlorhydrique (HCl)
[*]Bonne malléabilité et ductilité
Ce métal présente des inconvénients :
[*]Se couvre d'une couche d'hydrocarbonate (vert de gris) avec H2O + CO2.
[*]Se dissout à chaud dans l'acide sulfurique concentré.
[*]Forme des dépôts toxiques avec l'acide acétique
[*]Est sensible à la cavitation.
[*]Électrolyse entre le cuivre et l'aluminium en atmosphère saline
2 - Caractéristiques mécaniques du cuivre non allié
Ce métal présente, à l'état pur, les caractéristiques mécaniques suivantes :
| État de livraison | Rm en mm[SUP]2[/SUP] | Re en N/mm[SUP]2[/SUP] | Allongement A% |
| RECUIT | 200 | 70 | 45 |
| 1/4 DUR - H11 | 270 | 210 | 25 |
| 1/2 DUR - H12 | 300 | 250 | 14 |
| 4/4 DUR - H14 | 350 | 320 | 6 |
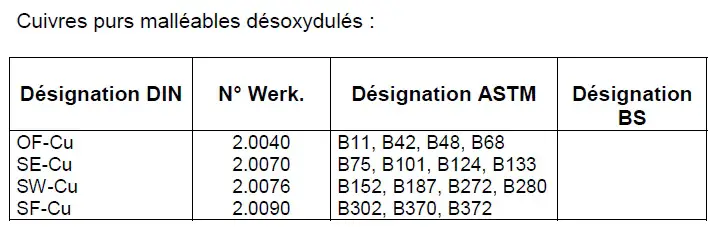
3 - Généralités sur le soudage du cuivre pur
Ce matériau est parfaitement soudable en TIG (141 / GTAW) ou en MIG (131 / GMAW). Il est toutefois recommandé d'utiliser une nuance de cuivre exempte d'oxygène (cuivre désoxydulé type Cu B ou Cu C). En effet à 900° C, l'oxygène se combine au cuivre pour créer un eutectique nommé oxydule (Cu[SUB]2[/SUB]O) aux joints des grains. A ce stade, le cuivre n'est plus ductile.
Un simple pliage longitudinal à 180° d'un joint soudé permet d'apprécier la soudabilité d'une nuance de cuivre.
Si la face tendue de l'éprouvette présente des criques et des fissures, votre nuance de cuivre n'est pas désoxydulée. Il sera nécessaire d'opter alors pour un brasage fort ou un soudo-brasage en remplacement du soudage.
Ce métal présente, à l'état pur, des caractéristiques physiques qui lui sont propres :
[*]Sa conductibilité thermique est très importante. Le technicien soudeur devra donc préconiser un préchauffage lent et homogène de l'ordre de 200° C à 600° C suivant les dimensions des pièces pour limiter la dissipation de la chaleur. Le risque de collage ne devra pas être minimisé. La source de courant de soudage devra être puissante et rapide. Le refroidissement devra être régulier et lent.
[*]Son coefficient de dilatation est élevé. Il sera nécessaire de maîtriser les dilatations importantes du matériau soudé. Des contraintes internes très importantes peuvent être l'origine de fissuration et de criques.
[*]Le bain de fusion est très fluide. Le technicien soudeur devra opter pour un support de l'envers du bain et des préparations spéciales.
4 - Les procédés de soudage du cuivre pur
Le cuivre se soude relativement bien en TIG / 141 / GTAW. Le procédé TIG est préférentiellement utilisé pour les épaisseurs inférieures à 8 mm.
Le cuivre se soude relativement bien en MIG / 131 / GMAW. Le procédé MIG est préférentiellement utilisé pour les épaisseurs supérieures à 6 mm.
Pour le TIG, le courant de soudage est de type continu et la polarité est négative à l'électrode (polarité directe). Un amorçage Haute Fréquence est recommandé pour l'allumage de l'arc. Aucun besoin de flux décapant.
Pour le MIG, le courant de soudage est de type continu et la polarité est positive au fil électrode.
5 - Les gaz industriels de soudage en TIG / GTAW
Les gaz industriels de soudage de type inerte (aucune addition de gaz oxydant ou réducteur) sont les seuls utilisables pour le soudage des cupro-aluminiums. Une protection gazeuse inerte à l'envers du joint est recommandée.
| GAZ DE PROTECTION POUR LE SOUDAGE TIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Amorçage très difficile. Stabilité d'arc moyenne. Coût important |
| GAZ DE PROTECTION POUR LE SOUDAGE TIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| MÉLANGES BINAIRES | |||
| ARGON + 30 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 50 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 70 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Stabilité d'arc moyenne. Coût important |
6 - Les gaz industriels de soudage en MIG / GMAW
| GAZ DE PROTECTION POUR LE SOUDAGE MIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| GAZ PUR | |||
| ARGON | |
|
Utilisable dans la grande majorité des applications de soudage MIG. |
| GAZ DE PROTECTION POUR LE SOUDAGE MIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| MÉLANGES BINAIRES | |||
| ARGON + 30 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 50 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 70 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Stabilité d'arc moyenne. Coût important |
7 - Les métaux d'apport de soudage du cuivre non allié
Le soudage du cuivre désoxydulé type Cu B ou Cu C exige un fil d'apport en cuivre de haute pureté. Toutefois, une addition en faible quantité d'éléments désoxydants comme le manganèse (Mn), le silicium (Si) ou l'argent (Ag) évitera l'apparition de criques et de fissuration possible du cordon de soudure au refroidissement.
Patrick Morisson, collaborateur de la société CASTOLIN nous signale qu'un fil type CuSi3 (avec addition de silicium) est préféré au fil en cuivre pur non allié pour ses caractéristiques mécaniques. Un fil CuAg (avec addition d'argent) offre un meilleur mouillage, permet de réduire les températures de préchauffage et augmente la facilité opératoire et le confort du personnel soudeur. Le fait d'utiliser un métal d'apport à 1% ou 2% d'argent permet aussi de préserver une bonne conductivité électrique (car il faut savoir qu'un cuivre soudé en TIG ou en MIG perd environ 50% de sa conductivité électrique)
Le diamètre de la baguette dressée de fil TIG sera compris entre Ø 1,6 mm et 3,2 mm.
Le diamètre du fil électrode sera compris entre Ø 1,2 mm et 1,6 mm pour le soudage MIG.
8 - Les températures de préchauffage du cuivre non allié
Le préchauffage est nécessaire pour le soudage TIG / GTAW avec protection gazeuse sous Argon quelque soit l'épaisseur soudée. Le préchauffage n'est pas indispensable en soudage MIG / GMAW. Le contrôle de la température entre passes doit être effectuée régulièrement et la température de préchauffage doit être maintenue en cours de réalisation. Il est recommandé de placer de l'argon à l'envers du joint lors du préchauffage pour éviter une oxydation surfacique.
| QUELQUES TEMPÉRATURES DE PRÉCHAUFFAGE | |||||
| Epaisseur en mm | 2 | 3 | 5 | 6 | 8 |
| Température en ° Celsius | 200° | 250° | 300° | 350° | 450° |
9 - Les préparations de joints en TIG / GTAW
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE TIG | |||
| Epaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| De 1,5 à 2,0 mm | 120 à 190 ampères | Ø 1,6 mm | 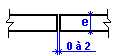 |
| De 2,0 à 3,0 mm | 150 à 220 ampères | Ø 2,0 mm | |
| De 3,0 à 4,0 mm | 200 à 300 ampères | Ø 2,4 mm | |
| De 4,0 à 6,0 mm | 280 à 350 ampères | Ø 2,4 mm | 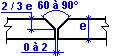 |
| De 6,0 à 8,0 mm | 300 à 450 ampères | Ø 3,2 mm | |
Patrick Morisson, de la société CASTOLIN nous signale que le fait de ne pas laisser de jour ou jeu entre bords dans la préparation entraîne très souvent l'apparition de fissuration à chaud.
Par exemple : un jeu de 1,5 à 2 mm entre les bords de tôles de 5 à 6 mm d'épaisseur est préférable pour limiter ce risque.
10 - Les défauts de soudage
Les principaux défauts de soudage rencontrés sont :
[*]Les manques de fusion : Ils proviennent principalement d'un régime thermique trop faible (intensité de soudage trop faible ou température de préchauffage trop basse) ou d'une mauvaise position de la torche de soudage
[*]Les soufflures ou porosités : Le cuivre est sujet aux porosités.
11 - Hygiène et protection lors du soudage du cuivre
Patrick Morisson nous signale aussi que le soudage électrique du cuivre produit de nombreux composés volatils (oxydes et autres) qui peuvent provoquer ce qui est communément appelé la "fièvre du cuivre".
Cette fièvre se traduit par des maux de tête, des nausées et une forte fièvre pendant une durée de 12 heures. Lors d'une opération de soudage du cuivre, il est fortement recommandé de s'équiper d'une cagoule ventilée avec apport d'air.
12 - Document à télécharger
| TABLEAU DU DOCUMENT A TÉLÉCHARGER | ||||
| Auteur / Émail | Titre de la présentation | Octets | Temps | Télécharger |
| CASTOLIN | Le cuivre et les alliages de cuivre (France) Acrobat Reader |
46 Ko | 5" |  |
13 - Quelques liens Internet utiles
14 - Vos commentaires et remarques
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

