
25 réponses -
Accéder à la dernière réponse
#1


SIRIUS RAOH En ligne le 05/02/2019 à 17:15 (6 messages sur soudeurs.com)
Sujet : Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
Bonjour à tous,
je suis en train de faire un tableau imprimable récapitulant les différents réglages sur un poste TIG
,j'ai voulu faire un mémo pour les réglages de base de mon poste tig à l'aide d'informations glanées sur le net et à force d'entre couper ces données j'en ai déduis ce tableau.
Il est bien sûr à parfaire car je ne suis pas un pro,loin de là,et c'est maintenant que je compte sur vous pour me relire et corriger ce tableau.
Bien sûr quand il sera unanimement terminé tout le monde pourra en profiter librement et le modifier car je laisse le fichier source édité avec open office.
L'idée est de gagner du temps et d'économiser du gaz en adoptant directement les bons réglages grosso modo et adapter ensuite les réglages fins directement sur la pièce à souder.
C'est un mémo visuel simplifié mais complet,tenant sur une seule page.
Chacun pourra donner de son expérience,c'est une liste à vocation coopérative et j'espère que vous serez nombreux à vous intéresser à ce sujet.
Voici donc le fameux pdf et dites moi ce que vous en pensez en se mettant surtout au niveau du débutant.
Dans l'attente de vous lire prochainement.
Afficher la pièce jointe
Afficher la pièce jointe

#2


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
J'ai également éprouvé le besoin de faire un tel pense-bête lorsque j'ai débuté, mais on se rend compte très vite que c'est inutile.
Concernant votre tableau, je note toutefois plusieurs corrections à faire :
Tout d'abord remplacer l'anglicisme "ampérage" par le bon mot français qui est "intensité" (comme "voltage" pour lequel le bon terme est "tension").
Ensuite votre correspondance entre les N° de buses et le diamètre est incohérente et inutile.
Le diamètre fait simplement 1,6 x N° puisque c'est exprimé en 1/16".
Enfin vos débits d'argon me semblent très insuffisants, les valeurs de balance me surprennent (mais on ne connait pas les polarités) et la fréquence est un choix assez personnel.
Bref, on ne va pas réinventer la poudre.
Toutes les bases sont déjà dans ce document et les réglages les plus souvent utilisés sont dans les mémoires du poste... et surtout du soudeur.
Cordialement.
#3

Riko38 En ligne le 31/05/2025 à 10:42 (124 messages sur soudeurs.com)
personnellement en réglage fréquence en mode AC je reste en dessous de 100 hz
car je n'ai pas vu de différence entre 150 et 70...
mais je ne suis qu'un débutant!
mais mes oreilles me remercient
#4
SIRIUS RAOH En ligne le 05/02/2019 à 17:15 (6 messages sur soudeurs.com)
Bonsoir et merci de vos réponses.
Locouarn dit à juste titre : j'ai moi aussi éprouvé l'envie d'un tel pense bête quand j'étais débutant....mais tu ne l'es plus et cela te semble inutile.
Je sais lire et écrire et aujourd'hui voir un abécédaire me fait sourire,c'est la même logique.
Pour moi débutant et aussi les autres,un tel document serait une bonne base fondamentale pour éviter le tâtonement et utiliser les bonnes pratiques dès le début,car s'il est facile d'apprendre ,désapprendre est contre productif.
Ok pour l'intensité,je garde.
Pour les débits d'argon,je me base sur les débits utilisés avec diffuseur à tamis,économie de gaz oblige,de presque 50% comme dit dans le manuel ci dessus.
Les mémoires,implémentées dans le poste....ben non, pas pour moi en tout cas,j'ai des potars sur mon poste.
Au niveau des tensions de soudage,on est bon ou pas ?
Pour les polarités,on reste standard,la torche au négatif et la masse au plus.
la fréquence est un choix assez personnel.Oui tout à fait je donne ici une moyenne qui marche pas trop mal selon les dire de certains.
Ensuite votre correspondance entre les N° de buses et le diamètre est incohérente et inutile.....ici je me suis dis que les diamètres de buses peuvent être utiles selon l'électrode choisie...il est dit que le diam interieur doit faire 4x celui de l'electrode,et que si on utilise une buse de 6,on doit régler le débit de gaz à 6 l/min.c'est surement à peaufiner effectivement.
Question: quand on est en mode AC pour l'alu,on peut utiliser le mode pulse ou pas ?selon moi non,mais j'ai un doute !
Pour riko : oui 100 hz ça va encore au dessus,celà sert à avoir un arc précis et rigide pour certains travaux.
Ya t'il d'autres paramétres qui ne vont pas,selon vous?
Merci de vos réponses en tout cas.
Bonne soirée
#5
vassi974 En ligne le 17/01/2021 à 17:41 (9 messages sur soudeurs.com)
+1 pour le "memo débutant" que je serais heureux de mettre à la corbeille plus tard, quand je pourrais m'en passer.
Je procède comme çà pour tous ce qui est technique: afficher les infos fondamentales sur le mur face au poste de travail, et pour le moment je trouve cette méthode efficace.
#6
Bonjour,
Très bonne idée merci
iPa64 En ligne le 31/08/2019 à 15:02 (59 messages sur soudeurs.com)
Envoyé par SIRIUS RAOH
Bonjour à tous,
je suis en train de faire un tableau imprimable récapitulant les différents réglages sur un poste TIG
...
Afficher la pièce jointe
Afficher la pièce jointe
Bonjour,
Très bonne idée merci
#7

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonjour
Trop de paramètres sont a prendre en compte pour obtenir le bon réglage.
Position , épaisseurs différentes des assemblages , température, vitesse , et j'en passe.
Voilà pourquoi je rejoint l'avis de Locouarn.
Rien ne vaut un essai préalable.
Cordialement
#8


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
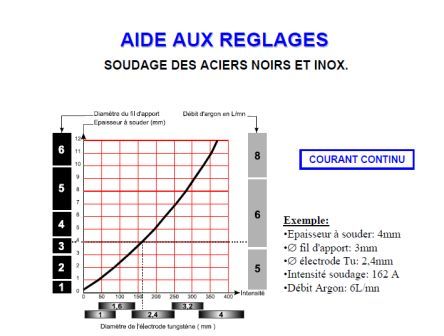
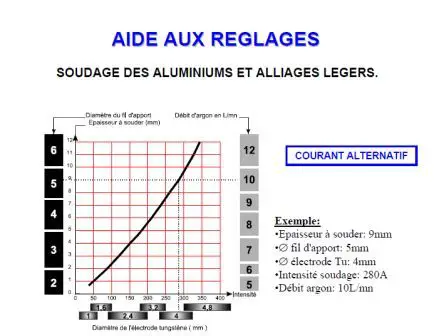
j'ai retrouvé dans mes archives deux diagrammes d'aides aux réglages pour le TIG DC et TIG AC je pense que c'est peut être plus simple d'utilisation qu'un tableau.
#9

Bonsoir Christwin
Merci beaucoup pour cet échange de ressources didactiques.
Si cela peut servir à nos lecteurs débutants pour s’y retrouver.
Amicalement
Dominique
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par christwin
Bonjour,
j'ai retrouvé dans mes archives deux diagrammes d'aides aux réglages pour le TIG DC et TIG AC je pense que c'est peut être plus simple d'utilisation qu'un tableau.
Bonsoir Christwin
Merci beaucoup pour cet échange de ressources didactiques.
Si cela peut servir à nos lecteurs débutants pour s’y retrouver.
Amicalement
Dominique
#10
yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
L'abaque est intéressant , mais il ne faut pas tenir compte des diamètres de fil d'apport.
C'est une bonne ressource pour les débutants.
Cordialement
#11

Invité
Bonsoir à tous:)
merci pour ce partage:)
ces tableaux sont peut être à modifié en fonction de la nature des électrodes Tungstène utilisées là en occurrence le tableau est fait pour des électrodes Tungstène pur non?
or j'utilise des Multi strike :o
et je note que sur le tableau en AC et aussi en DC on est bien en dessous de 200 ampères pour l'utilisation d’électrodes de diamètre 2.4
pour moi les électrodes 2.4 Multi strike sont utilisable jusqu’à 200 ampères en AC comme en DC:o
amicalement Ricou26:)
édit finalement non on est en limite avec la 2.4 sur un des deux tableaux mais c'est bon :D
oui pour le diamètre du métal d'apport je suis d'accord avec Yanng22:D
#12
Merci !
Le débit argon est-il donné pour des diffuseurs à tamis ? Merci
iPa64 En ligne le 31/08/2019 à 15:02 (59 messages sur soudeurs.com)
Envoyé par christwin
Bonjour,
j'ai retrouvé dans mes archives deux diagrammes d'aides aux réglages pour le TIG DC et TIG AC je pense que c'est peut être plus simple d'utilisation qu'un tableau.
Merci !
Le débit argon est-il donné pour des diffuseurs à tamis ? Merci
#13
iPa64 En ligne le 31/08/2019 à 15:02 (59 messages sur soudeurs.com)
Voici une variante que je trouve intéressante, au premier abord peut sembler plus chargé, mais finalement je trouve plus lisible est complète.

#14
Bonjour ,
pas spécialement, tout le monde se gargarise avec des diffuseurs à tamis ! à mon époque celui-ci avait été développé uniquement pour pouvoir sortir le tungstène de la buse pour pouvoir souder dans des angles très fermés, il est possible de sortir l'électrode de 40 à 50 mm, il m'est même arrivé de souder sans buse d’ailleurs regardez sur certaine tête de soudage tig orbitale il le font couramment.
christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Envoyé par iPa64
Merci !
Le débit argon est-il donné pour des diffuseurs à tamis ? Merci
Bonjour ,
pas spécialement, tout le monde se gargarise avec des diffuseurs à tamis ! à mon époque celui-ci avait été développé uniquement pour pouvoir sortir le tungstène de la buse pour pouvoir souder dans des angles très fermés, il est possible de sortir l'électrode de 40 à 50 mm, il m'est même arrivé de souder sans buse d’ailleurs regardez sur certaine tête de soudage tig orbitale il le font couramment.
#15
Riko38 En ligne le 31/05/2025 à 10:42 (124 messages sur soudeurs.com)
sauf qu'en orbital ya plus de 20l/minutes et avec un post gaz de 30secondes......
#16
Excusez moi, mais j’ai de la peine à mettre en relation certaines informations:
Exemple acier 2,5mm, électrode 2.4, 100A, buse normale de 8, on m’avait donné 12l/min c.à.d environ 1l/mm de diamètre buse( voir -3l/m pour un amateur donc 9l/min ). Dans mes tests je suis descendu à 8l/min sans voir de différence, Maintenant si je regarde le tableau la plus grande valeur de débit argon est de 8l/min et pour une épaisseur 2.5mm 100A ( comme pour mon test ) 5l/mm.
Ce que serait une bonne nouvelle, parce que j’ai tué ma bouteille d’argon en 2 jours d’exercices. :rolleyes:
Et si 5l/min suffisent quel no de buse utiliser pour mon exemple ? No5 ?
Et avec un diffuseur à tamis on devrait pouvoir encore baisser de 30% en théorie, c’est bien ça ?
J’espère que tout cela n’est pas trop embrouillé :rolleyes:
Merci
iPa64 En ligne le 31/08/2019 à 15:02 (59 messages sur soudeurs.com)
Envoyé par christwin
Bonjour ,
pas spécialement, tout le monde se gargarise avec des diffuseurs à tamis ! à mon époque celui-ci avait été développé uniquement pour pouvoir sortir le tungstène de la buse pour pouvoir souder dans des angles très fermés, il est possible de sortir l'électrode de 40 à 50 mm, il m'est même arrivé de souder sans buse d’ailleurs regardez sur certaine tête de soudage tig orbitale il le font couramment.
Excusez moi, mais j’ai de la peine à mettre en relation certaines informations:
Exemple acier 2,5mm, électrode 2.4, 100A, buse normale de 8, on m’avait donné 12l/min c.à.d environ 1l/mm de diamètre buse( voir -3l/m pour un amateur donc 9l/min ). Dans mes tests je suis descendu à 8l/min sans voir de différence, Maintenant si je regarde le tableau la plus grande valeur de débit argon est de 8l/min et pour une épaisseur 2.5mm 100A ( comme pour mon test ) 5l/mm.
Ce que serait une bonne nouvelle, parce que j’ai tué ma bouteille d’argon en 2 jours d’exercices. :rolleyes:
Et si 5l/min suffisent quel no de buse utiliser pour mon exemple ? No5 ?
Et avec un diffuseur à tamis on devrait pouvoir encore baisser de 30% en théorie, c’est bien ça ?
J’espère que tout cela n’est pas trop embrouillé :rolleyes:
Merci
#17
Bonsoir iPa64:)
il ne faut pas vous prendre la tête avec les numéros de buses comme déjà dit le numéro de la buse ne correspond pas à un diamètre
vous achetez un pied à coulisse pas cher et vous mesurez le diamètre de votre buse de 5 et vous faites cela pour toutes les buses
que vous serez amené à utiliser et puis c'est tout
pour info ;) ( j'ai mesuré );)
une buse numéro 5 a un diamètre de 7 millimètres
une buse numéro 8 a un diamètre de 11.5 millimètres
une buse numéro 7 a un diamètre de 10 millimètres et ainsi de suite
1 litre de gaz par millimètre de diamètre de buse c'est une base on peut affiner en moins ou plus
avec les diffuseurs à tamis comme le précise Christwin on peut sortir la Tungstène beaucoup plus qu'avec une buse standard (dans les angles c'est pratique)
on peut aussi diminuer aussi le débit de gaz par rapport à une buse standard de mème diamètre
J'ai lu sur le document ESAB que l'on peut aller jusqu’à 50% de moins avec un diffuseur à tamis
perso je diminue que de 20%
il faut tester les réglages et mesurer le débit de gaz au bout de la torche avec la pipette ( au début de son apprentissage on gaspille plus de gaz)
de mème que sur le tableau pour le métal d'apport TIG des diamètres de 4, 5 ou bien 6 ne sont pas si facile à trouver que cela :D
avec du 3 on fait déjà pas mal de chose sauf souder du très fin mais bon pour vos débuts le très fin n'est pas d'actualité
amicalement Ricou26:)
Invité
Envoyé par iPa64
Excusez moi, mais j’ai de la peine à mettre en relation certaines informations:
Exemple acier 2,5mm, électrode 2.4, 100A, buse normale de 8, on m’avait donné 12l/min c.à.d environ 1l/mm de diamètre buse( voir -3l/m pour un amateur donc 9l/min ). Dans mes tests je suis descendu à 8l/min sans voir de différence, Maintenant si je regarde le tableau la plus grande valeur de débit argon est de 8l/min et pour une épaisseur 2.5mm 100A ( comme pour mon test ) 5l/mm.
Ce que serait une bonne nouvelle, parce que j’ai tué ma bouteille d’argon en 2 jours d’exercices. :rolleyes:
Et si 5l/min suffisent quel no de buse utiliser pour mon exemple ? No5 ?
Et avec un diffuseur à tamis on devrait pouvoir encore baisser de 30% en théorie, c’est bien ça ?
J’espère que tout cela n’est pas trop embrouillé :rolleyes:
Merci
Bonsoir iPa64:)
il ne faut pas vous prendre la tête avec les numéros de buses comme déjà dit le numéro de la buse ne correspond pas à un diamètre
vous achetez un pied à coulisse pas cher et vous mesurez le diamètre de votre buse de 5 et vous faites cela pour toutes les buses
que vous serez amené à utiliser et puis c'est tout
pour info ;) ( j'ai mesuré );)
une buse numéro 5 a un diamètre de 7 millimètres
une buse numéro 8 a un diamètre de 11.5 millimètres
une buse numéro 7 a un diamètre de 10 millimètres et ainsi de suite
1 litre de gaz par millimètre de diamètre de buse c'est une base on peut affiner en moins ou plus
avec les diffuseurs à tamis comme le précise Christwin on peut sortir la Tungstène beaucoup plus qu'avec une buse standard (dans les angles c'est pratique)
on peut aussi diminuer aussi le débit de gaz par rapport à une buse standard de mème diamètre
J'ai lu sur le document ESAB que l'on peut aller jusqu’à 50% de moins avec un diffuseur à tamis
perso je diminue que de 20%
il faut tester les réglages et mesurer le débit de gaz au bout de la torche avec la pipette ( au début de son apprentissage on gaspille plus de gaz)
de mème que sur le tableau pour le métal d'apport TIG des diamètres de 4, 5 ou bien 6 ne sont pas si facile à trouver que cela :D
avec du 3 on fait déjà pas mal de chose sauf souder du très fin mais bon pour vos débuts le très fin n'est pas d'actualité
amicalement Ricou26:)
#18
iPa64 En ligne le 31/08/2019 à 15:02 (59 messages sur soudeurs.com)
En fait j’ai mal posé ma question.
Sur le premier tableau de christwin, le débit argon est donné à 5l/min jusqu’à 3mm d‘épaisseur et dans leur exemple pour du 4mm c’est 6l/min.
Ces valeurs sont étrangement basses, avec quoi les mettre en relation ?
Merci
#19
Riko38 En ligne le 31/05/2025 à 10:42 (124 messages sur soudeurs.com)
Moi je procède comme ça
Avec diffuseur grillagé
Tungstène 1.6 = Buse de 6 = 6 litres
Tungstène 2.4 = Buse de 8 = 8 litres
En utilisation amateur c'est parfait.
C'est mon point de vue, pas une généralité
++
#20
Merci pour votre point de vue
Et aussi merci pour la rapidité de la réponse
bon après-midi
iPa64 En ligne le 31/08/2019 à 15:02 (59 messages sur soudeurs.com)
Envoyé par Riko38
Moi je procède comme ça
Avec diffuseur grillagé
Tungstène 1.6 = Buse de 6 = 6 litres
Tungstène 2.4 = Buse de 8 = 8 litres
En utilisation amateur c'est parfait.
C'est mon point de vue, pas une généralité
++
Merci pour votre point de vue
Et aussi merci pour la rapidité de la réponse
bon après-midi
#21
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Pour rappel théorique :
L'orifice de sortie du gaz de protection sur une buse de torche TIG est mesurée en pouce (système de mesure américain).
Un pouce correspond à 25,4 mm en système métrique.
L'augmentation du diamètre des buses se fait par incrément de 1/16 de pouce, soit 1,587 mm environ 1,6 mm.
Exemple:
Une buse numéro 4 représente 1/4 de pouce ou 4/16", ce qui donne: (4 / 16) x 25,4 = 6,35 mm d’ouverture.
Une buse N° 5 correspond à la conversion = 5 x 1.6 = 8 mm.
Une buse N° 7 correspond à la conversion = 7 x 1.6 = 11 mm.
Une buse numéro 8 représente 1/2 pouce ou 8/16", ce qui donne: (8 / 16) x 25,4 = 12,7 mm
La plus petite buse est la numéro 3 (3/16’’) et la plus grosse est le numéro 16 soit un 1" ou 25,4 mm de diamètre.
Amicalement
Dominique
#22
Bonsoir Dominique:)
je voulais être sur de n'avoir pas fait de bêtise lorsque j'ai mesuré la buse de 5 au pied à coulisse pour mesurer les intérieurs
mais désolé pour une buse numéro 5 j'arrive à 7.5 si je met le calibre sur 8 ça ne rentre pas dans la buse
du coup avant de dire que ton calcul était faux;)
je suis allé chercher mon autre pied à coulisse à l'atelier ( un bon à montre ) et là la sentence est sans appel le calcul est parfait
une buse de 5 donne bien 8 mm de diamètre
amicalement Ricou26:)
Invité
Envoyé par Dominique ADMIN
Bonjour
Pour rappel théorique :
L'orifice de sortie du gaz de protection sur une buse de torche TIG est mesurée en pouce (système de mesure américain).
Un pouce correspond à 25,4 mm en système métrique.
L'augmentation du diamètre des buses se fait par incrément de 1/16 de pouce, soit environ 1,6 mm.
Exemple:
Une buse numéro 4 représente 1/4 de pouce ou 4/16", ce qui donne: (4 / 16) x 25,4 = 6,35 mm d’ouverture.
Une buse N° 5 correspond à la conversion = 5 x 1.6 = 8 mm.
Une buse N° 7 correspond à la conversion = 7 x 1.6 = 11 mm.
Une buse numéro 8 représente 1/2 pouce ou 8/16", ce qui donne: (8 / 16) x 25,4 = 12,7 mm
La plus petite buse est la numéro 3 (3/16’’) et la plus grosse est le numéro 16 soit un 1" ou 25,4 mm de diamètre.
Amicalement
Dominique
Bonsoir Dominique:)
je voulais être sur de n'avoir pas fait de bêtise lorsque j'ai mesuré la buse de 5 au pied à coulisse pour mesurer les intérieurs
mais désolé pour une buse numéro 5 j'arrive à 7.5 si je met le calibre sur 8 ça ne rentre pas dans la buse
du coup avant de dire que ton calcul était faux;)
je suis allé chercher mon autre pied à coulisse à l'atelier ( un bon à montre ) et là la sentence est sans appel le calcul est parfait
une buse de 5 donne bien 8 mm de diamètre
amicalement Ricou26:)
#23
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ricou26
Ce que j’ai indiqué dans mon message ci-dessus n’est que de la théorie
Dans la pratique il faut prendre en compte la tolérance dimensionnelle de fabrication des céramiques.
Ceci étant dit il suffit d’appliquer un débit de gaz de soudage équivalent au diamètre intérieur réel de la buse céramique et non à son numéro imprimé sur le côté.
Amicalement
Dominique
#24
Riko38 En ligne le 31/05/2025 à 10:42 (124 messages sur soudeurs.com)
Avec diffuseur grillagé on peut réduire c'est justement le but pour moins dépenser de gaz
Et je parle dans une application non pro
#25
Bonjour Riko38:)
dans le document Esab il est écrit ( pour Locouarn c'est une bible:D) que l'on peut réduire jusqu’à 50% la consommation de gaz
avec des diffuseurs grillagés
perso je ne suis jamais allé jusqu'à cet extrémité il faut tester et voir en fonction
par contre je sort le tungstène de 1.5 cm et ça c'est top
@ Dominique qui écrit ceci en dessous
Dans la pratique il faut prendre en compte la tolérance dimensionnelle de fabrication des céramiques.
bin je sais pas si la tolérance est la mème que pour des roulements à bille mais j'en ai pris plusieurs de numéros 5 au hasard
et pas achetées au mème endroit et ça donne toujours 8 mm
et parmi celles que je possède il n'y en a pas une avec la sortie mal fini ou ovale :) ( je parles des roses évidement pour les Pyrex j'en ai pas encore acheté )
je pense que l'on peut faire confiance au calcul
amicalement Ricou26:)
Invité
Envoyé par Riko38
Avec diffuseur grillagé on peut réduire c'est justement le but pour moins dépenser de gaz
Et je parle dans une application non pro
Bonjour Riko38:)
dans le document Esab il est écrit ( pour Locouarn c'est une bible:D) que l'on peut réduire jusqu’à 50% la consommation de gaz
avec des diffuseurs grillagés
perso je ne suis jamais allé jusqu'à cet extrémité il faut tester et voir en fonction
par contre je sort le tungstène de 1.5 cm et ça c'est top
@ Dominique qui écrit ceci en dessous
Dans la pratique il faut prendre en compte la tolérance dimensionnelle de fabrication des céramiques.
bin je sais pas si la tolérance est la mème que pour des roulements à bille mais j'en ai pris plusieurs de numéros 5 au hasard
et pas achetées au mème endroit et ça donne toujours 8 mm
et parmi celles que je possède il n'y en a pas une avec la sortie mal fini ou ovale :) ( je parles des roses évidement pour les Pyrex j'en ai pas encore acheté )
je pense que l'on peut faire confiance au calcul
amicalement Ricou26:)
#26
Dux En ligne le 17/03/2022 à 16:32 (2 messages sur soudeurs.com)
Bonjour à toutes et tous,
Au sujet du paramétrage des postes TIG, j'ai galéré pendant pas mal de temps, avant de trouver ces 3 vidéos, qui expliquent vraiment de façon compréhensible et pédagogique les réglages pour le :
-
courant continu non pulsé https://www.youtube.com/watch?v=OQfoUZZvaLA
-
courant continu pulsé https://www.youtube.com/watch?v=o6cA70xQQgo
-
courant alternatif https://www.youtube.com/watch?v=EjBg_t9mUys
Si ça peut aider la communauté, c'est avec plaisir.
Belle journée à toutes et tous.
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412
jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00
