Une documentation technique ALW sur les différents raccords de bouteilles de gaz industriels
Une documentation technique sur les différents raccords de bouteilles de gaz industriels - Air Liquide
Le document est en langue française.
Il est au format Adobe Acrobat PDF compressé avec ZIP.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Une documentation technique sur la manipulation des bouteilles de gaz industriels - Air Liquide
Une documentation technique sur la manipulation des bouteilles de gaz industriels
Air Liquide Le document est en langue française.
Il est au format Adobe Acrobat PDF compressé avec ZIP
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - Air Liquide
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - Air Liquide - 4 pages
Auteur :
http://www.soudeurs.com
Copyright :
http://www.soudeurs.com
Le document est au format
Adobe Acrobat PDF est en langue française.
Le fichier est compressé en zip avec l'utilitaire
WINRAR /
WINZIPIl est constitué de
4 pages.
Le fichier a été créé par l'équipe technique du site
www.soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Si une erreur typographique s'est glissée dans le document, veuillez nous alerter par mail, Merci
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - Messer
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - Messer - 5 pages
Auteur :
http://www.soudeurs.com
Copyright :
http://www.soudeurs.com
Le document est au format
Adobe Acrobat PDF est en langue française.
Le fichier est compressé en zip avec l'utilitaire
WINRAR /
WINZIP Il est constitué de
5 pages.
Le fichier a été créé par l'équipe technique du site
www.soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeur.com.
Si une erreur typographique s'est glissée dans le document, veuillez nous alerter par mail, Merci
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - Air Products
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - Air Products - 3 pages
Auteur :
http://www.soudeurs.com
Copyright :
http://www.soudeurs.com
Le document est au format
Adobe Acrobat PDF est en langue française.
Le fichier est compressé en zip avec l'utilitaire
WINRAR /
WINZIP
Il est constitué de
3 pages. Le fichier a été créé par l'équipe technique du site
www.soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeur.com.
Si une erreur typographique s'est glissée dans le document, veuillez nous alerter par mail, Merci
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - LINDE
Liste par ordre alphabétique des noms et compositions des gaz industriels de soudage - LINDE - 5 pages
Auteur :
http://www.soudeurs.com
Copyright :
http://www.soudeurs.com
Le document est au format
Adobe Acrobat PDF est en langue française.
Le fichier est compressé en zip avec l'utilitaire
WINRAR /
WINZIP
Il est constitué de
5 pages.
Le fichier a été créé par l'équipe technique du site
www.soudeurs.com
Il faut être membre inscrit et identifié pour accéder à la ressource.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Si une erreur typographique s'est glissée dans le document, veuillez nous alerter par mail, Merci
Transport des bouteilles de gaz
Transport des bouteilles de gaz
Une feuille Excel pour calculer le coefficient correcteur de débit de gaz avec débitmètre étalonné à
Un petit programme sur Excel pour calculer le coefficient correcteur de débit de gaz avec débitmètre étalonné à l'argon - Air Liquide
Le document est en langue française
Le document est au format Excel compressé avec Winzip.
Le fichier Excel est envoyé par Manu (un fidèle membre du site depuis 2003)
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Tableau de guide de sélection de gaz de soudage LINDE 2012
Tableau de guide de sélection de gaz de soudage LINDE 2012
Guide des gaz de soudage LINDE 2013
Guide des gaz de soudage LINDE 2013
Linde France S.A.
au capital de 40 064 950 | RCS Lyon 392 631 248 | TVA FR 58 392 631 248.
523, cours du 3e Millénaire | 69800 Saint Priest | Tél : 04 72 79 62 62 | Fax : 04 72 79 62 63
www.linde-gas.fr | Matériel et gaz online :
www.lindeshopping.fr
Commandez vos gaz en ligne :
www.lindegasonline.fr
Gaz et mélanges gazeux pour soudage à l'arc
Gaz et mélanges gazeux pour soudage à l'arc - Böhler Welding
Feuille de calcul pour le facteur de correction de l'utilisation d'un mélange argon + hélium sur un
Voici un petit fichier qui permet de calculer le débit à afficher sur un débitmètre argon, quant on utilise un mélange argon + hélium.
Vous n'avez qu'a indiquer le pourcentage d'hélium dans le mélange, le débit voulu et le débit à afficher sera calculé.
Frédéric Thiollier
Linde France
Fiche technique Air Liquide ARCAL FORCE
Fiche technique Air Liquide ARCAL FORCE en Français
Fiche technique Air Liquide ARCAL MAG
Fiche technique Air Liquide ARCAL MAG
Brochure gaz de la gamme Mison chez Linde
Voici la brochure de la gamme des gaz Mison, expliquant la réduction d'ozone dans les fumées de soudage en TIG et MIG / MAG.
Livre blanc de la chaude de retrait par Linde group en langue anglaise.
Bonjour à tous,
Veuillez trouver ci joint le livre blanc de la chaude de retrait par Linde (en anglais).
Choisir le bon gaz pour souder par PANGAS
Les gaz de protection proposés par PanGas pour lesprocédés MIG-MAG et TIG sont classés en deux grandesfamilles que nous appelons «Competence-Line» et«Performance-Line».
Nous aimerions vous présenterbrièvement les principales caractéristiques de ceslignes de produits.
Rôle et Choix du gaz de protection par AIR LIQUIDE
Dans la fabrication métallique de construction soudée, les procédés de soudage à l’arc électrique sous protection gazeuse sont très utilisés.
• TIG (Tungstène Inerte Gaz) pour tous matériaux • MIG (Métal Inerte Gaz) pour les aluminiums et alliages • MAG (Métal Active Gaz) pour les aciers alliés et non alliés • Plasma pour tous matériaux
Pour chacune de ces applications, il existe une palette de gaz et mélanges gazeux, aussi il devient difficile de définir quelle protection gazeuse est la plus adaptée. Au cours de ces dernières années, Air Liquide a développé dans son Centre R&D, une gamme de gaz et mélanges gazeux en fonction de leurs aptitudes à assurer : • La stabilité de l’arc • Les performances du mode opératoire • La qualité des cordons de soudure obtenue tant par ses caractéristiques mécaniques et métallurgiques que par l’esthétique du joint soudé.
Le diagramme de Schaeffler automatisé de Patrick HABLOT
Cette feuille de calcul Excel (compressée en ZIP) vous permet de déterminer automatiquement la structure métallurgique de votre assemblage soudé à partir du diagramme de Schaeffler.
Cette feuille contient des macros Excel. Ce fichier Excel est l'oeuvre de Patrick HABLOT
Calcul de l'énergie de soudage (apport de chaleur) en courant pulsé
Cette feuille de calcul Excel permet de déterminer l'énergie de soudage (ou apport de chaleur) en procédé TIG courant pulsé avec oscillation de la tête de soudage.
Elle calcule l'énergie de soudage de chaque secteur programmé et réalise la moyenne de l'énergie de soudage.
Ce fichier nous a été aimablement envoyé par la société POLYSOUDE à NANTES.
Ce fichier est l'oeuvre de la société POLYSOUDE FRANCE
Le fichier est compressé dans une archive ZIP.
Le fichier est placé sur le serveur du site Soudeurs.com
Feuille Excel de calcul de température de préchauffage selon Séférian
Feuille de calcul Excel de la température de préchauffage d'un assemblage soudé selon la formule de Séférian
Le document est au format Excel XLS
Le document est compressé en archive avec Winzip
Le document est en langue française.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Auteur de la feuille Excel : David ZELAZNY
Feuille de calcul EXCEL de coût de soudage -1 page - Your Welding Partner
Feuille de calcul EXCEL de coût de soudage -1 page - Your Welding Partner
Le document est au format Excel XLS
Le document est en langue française.
Le document est compressé dans une archive ZIP.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Auteur du document : Jacques GOUBIN
Feuille de calcul de la température de préchauffage d'un assemblage soudé
Feuille de calcul de la température de préchauffage d'un assemblage soudé
Le document est au format Excel XLS
Le document est compressé dans une archive ZIP
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Qualité et Règles de dimensionnement en fatigue des cordons de soudure d'angle
Qualité et Règles de dimensionnement en fatigue des cordons de soudure d'angle - 2002 - 11 pages
Le document est au format Adobe Acrobat PDF est en langue française.
Il est constitué de 11 pages.
Le fichier est en langue française.
Le fichier est compressé dans une archive ZIP.
Le fichier a été trouvé par le moteur de recherche Google.fr
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Feuille de calcul EXCEL de poids de métal d'apport selon la préparation
Feuille de calcul EXCEL de poids de métal d'apport selon la préparation
Le document est au format Excel XLS
Le document est en langue française.
Le document est compressé dans une archive ZIP.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Auteur du document : David COLNOT
Calcul d'énergie suivant EN 1011-1 / Carbone équivalent et calcul de préchauffage (SEFERIAN et IIS)
Calcul d'énergie suivant EN 1011-1 / Carbone équivalent et calcul de préchauffage (SEFERIAN et IIS)
Voici une mise à jour de la feuille de calcul Excel du carbone équivalent et du calcul de préchauffage suivant SEFERIAN et IIS.
En effet j'ai ajouté une feuille sur le calcul de l'énergie suivant l'EN 1011-1
Cordialement
David ZELAZNY
Le tableau de sélection des petits postes de soudage MAG d'entrée de gamme pour carrossiers
Le tableau de sélection des petits postes de soudage MAG d'entrée de gamme pour carrossiers et bricoleurs - 1 page
Bonjour, Mon fichier en pièce jointe est loin d'être complet et fiable à 100%.
Tous les prix ne sont pas renseignés et en plus il se peut qu'il y ait quelques erreurs dans les données techniques...
Néanmoins, ça fait une simple base de données pour les MIG/MAG d'entrée de gamme de carrossieret bricoleur.
Auteur :Pierre E.
Copyright : Pierre E.
Le document est au format Microsoft Excel XLS
Le document est en langue française. Il est constitué de 1 page.
Le fichier a été envoyé par courrier électronique par l'auteurLe fichier est hébergé sur le serveur du site Soudeurs.com.
N'hésitez pas à faire connaitre notre site en envoyant le lien par mail
Une feuille Excel de conversion des unités de mesure
Une feuille Excel de conversion des unités de mesure
Le document est en langue anglaise
Feuille de calcul du coût de soudage en soudage TIG orbital selon Diane EMMERSON - MAGNATECH - 2001
Feuille de calcul du coût de soudage en soudage TIG orbital selon Diane EMMERSON - MAGNATECH - 2001
Auteur : Diane EMMERSON
Copyright : Diane EMMERSON - MAGNATECH - 2001
Le document est au format Excel XLS
Le document est compressé avec Winzip
Le document est en langue française.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
N'hésitez pas à faire connaitre notre site en envoyant le lien par mail
Feuille de calcul de la température de préchauffage d'un assemblage soudé et diagramme de Schaeffler
Feuille de calcul de la température de préchauffage d'un assemblage soudé et diagramme de Schaeffler
Le document est au format Excel XLS
Le document est compressé avec Winzip
Le document est en langue française.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
FEUILLE DE CALCUL EXCEL DES CONSOMMATIONS DE GAZ ET DE FIL EN SOUDAGE
FEUILLE DE CALCUL EXCEL DES CONSOMMATIONS DE GAZ ET DE FIL EN SOUDAGE
Cette feuille de calcul Excel vous permet de déterminer les consommations de gaz industriel de soudage et de fil d'apport pour vos travaux de soudage.
Ce fichier est aimablement mis à disposition sur le site Soudeur.com par Arnaud POUZET.
Origine : Arnaud POUZET
Copyright : Arnaud POUZET
Format : M.S. EXCEL
Le fichier est compressé avec Winzip.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Le nouveau diagramme de Schaeffler automatisé 2012 sous Excel de Patrick HABLOT
Cette feuille de calcul Excel (compressée avec zip) vous permet de déterminer automatiquement la structure métallurgique de votre assemblage soudé à partir du diagramme de Schaeffler selon le taux de dilution et les analyses des métaux de base et d'apport. .
Cette feuille contient des macros Excel.
Le choix des aciers de base est simplifié grâce à des listes déroulantes à choix multiple
Les produits d’apport ont été actualisés et le choix des produits d’apport est beaucoup plus large
Toute remarque sera la bienvenue.
Ce fichier peut être diffusé sur le site Soudeurs.com
Ce fichier Excel est l'oeuvre de Patrick HABLOT
Calculate the heat input according EN 1011-1
Calculate the heat input according EN 1011-1
Guide de conception - Structures en acier inoxydable
Cette troisième édition du guide de conception a été préparée par le Steel Construction Institute comme un document contractuel du projet de valorisation RFCS – Structural design of cold worked austenitic stainless steel (contrat RFS2-CT-2005-00036).
C’est la révision complète de la deuxième édition dont la portée a été étendue aux aciers inoxydables austénitiques formés à froid et qui a été entièrement actualisée avec les nouvelles références des Eurocodes.
Cette troisième édition se réfère donc aux parties appropriées de l’EN 1990, de l’EN 1991 et de l’EN 1993. L’approche ingénierie incendie du Chapitre 7 a été actualisée et de nouveaux paragraphes sur la durabilité des aciers inoxydables dans les sols et le bilan financier du cycle de vie ont été ajoutés.
Trois nouveaux exemples de calcul ont été introduits pour démontrer l’intérêt d’utiliser l’acier inoxydable formé à froid. Ils ont été élaborés par les partenaires suivants :
• L’Université Polytechnique de Catalogne (UPC)
• L’Institut Suédois de Construction Métallique (SBI)
• Le Centre de Recherche Technique de Finlande (VTT)
Un Comité de pilotage de projet, comprenant des représentants de chaque organisme partenaire et des organisations de parrainage, a surveillé le travail et a contribué au développement du guide de conception.
Les organisations qui suivent ont participé à la préparation de la 3ème édition :
• Le Steel Construction Institute (SCI) (coordinateur du projet)
• Centro Sviluppo Materiali (CSM)
• Le CUST, Université Blaise Pascal de Clermont-Ferrand
• Euro Inox
• RWTH, Institut de Construction Métallique, Aix-La-Chapelle
• VTT, Centre de Recherche Technique de Finlande
• L’Institut Suédois de Construction Métallique (SBI)
• L’Université Polytechnique de Catalogne (UPC)
La contribution française a été assurée par Hamid Bouchaïr et Jean-Pierre Muzeau (CUST).
Introduction au dimensionnement des assemblages soudés et boulonnés - ESDEP - Leçon 11.1.2
Introduire le concept de dimensionnement des assemblages en s'attachant particulièrement à décrire les mécanismes de transmission des efforts dans diverses configurations d'assemblages.
Les composantes principales des assemblages soudés et boulonnés sont décrites.
Le concept de transmission d'efforts entre éléments assemblés est présenté et les différents types de composantes par lesquelles transitent les charges sont identifiés.
Les étapes à franchir lors de la distribution des efforts, la détermination des critères de résistance et la vérification de la résistance des composantes sont établies d'une manière générale, en prélude à une couverture plus détaillée du sujet dans les leçons 11.2, 11.3 et 11.4.
Généralités sur les assemblages soudés - ESDEP - Leçon 11.2.1
Décrire les différents types de soudures utilisées dans les structures et fournir l'information de base sur la préparation et la qualité des soudures.
Les caractéristiques mécaniques et géométriques des soudures sont décrites.
Les principes fondamentaux relatifs à la préparation des bords, l'ajustage et la qualité des soudures sont exposés.
Assemblages soudés : Bases du calcul des soudures - ESDEP - Leçon 11.2.2
Présenter les méthodes générales de calcul de la résistance des soudures en bout et d'angle.
Les bases du calcul de la résistance des soudures sont établies.
Une partie importante de la leçon traite de la distribution réelle des contraintes et de la déformabilité des soudures d'angle et en bout.
Quelques résultats expérimentaux sont présentés afin de mettre en évidence le bien-fondé des formules de calcul.
Assemblages soudés : Applications du calcul des soudures d'angle - ESDEP - Leçon 11.2.3
Utiliser les méthodes de calcul exposées dans l'Eurocode 3 pour les soudures d'angle.
Cette leçon illustre le calcul des soudures d'angle soumises à des charges selon des directions différentes.
Une comparaison entre la méthode de la contrainte moyenne et la méthode alternative suggérée dans l'Eurocode 3 est effectuée.
Feuille de consommation de gaz et de fil pour les procédés MIG/MAG - TIG - LASER
FEUILLE DE CALCUL EXCEL DES CONSOMMATIONS DE GAZ ET DE FIL EN SOUDAGE POUR LES PROCEDES MIG/MAG - TIG - LASER
Cette feuille de calcul Excel vous permet de déterminer les consommations de gaz industriel de soudage et de fil d'apport pour vos travaux de soudage .
Ce fichier est aimablement mis à disposition sur le site Soudeur.com par Arnaud POUZET.
Origine : Arnaud POUZET et Jacques GOUBIN
Copyright : Arnaud POUZET et Jacques GOUBIN
Format : M.S. EXCEL
Le fichier est compressé avec Winzip.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
dimensionnement des soudures + quantité de métal déposé
Ce fichier permet de
- dimensionner les soudures d'angle
- calculer les quantités de métal déposé des soudures d'angle et bout-à-bout
Feuille de calcul des quantités de métaux d'apport
Feuille de calcul Excel des quantités de métaux d'apport
Cette feuille de calcul Excel vous permet de déterminer les consommations de métaux d'apport pour vos travaux de
soudage .
Ce fichier est aimablement mis à disposition sur le site Soudeurs.com par Laurent LAHAILLE.
Origine : Laurent LAHAILLE
Copyright : Laurent LAHAILLE
Format : M.S. EXCEL
Le fichier n'est pas compressé avec Winzip.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Structures en acier inoxydable Guide de conception - Euro Inox et le Steel Construction Institute
Cette troisième édition du guide de conception a été préparée par le Steel Construction
Institute comme un document contractuel du projet de valorisation RFCS – Structural design
of cold worked austenitic stainless steel (contrat RFS2-CT-2005-00036). C’est la révision
complète de la deuxième édition dont la portée a été étendue aux aciers inoxydables
austénitiques formés à froid et qui a été entièrement actualisée avec les nouvelles références
des Eurocodes. Cette troisième édition se réfère donc aux parties appropriées de l’EN 1990,
de l’EN 1991 et de l’EN 1993. L’approche ingénierie incendie du Chapitre 7 a été actualisée
et de nouveaux paragraphes sur la durabilité des aciers inoxydables dans les sols et le bilan
financier du cycle de vie ont été ajoutés.
Méthodes normalisées pour éviter la FAF (Préchauffage) de David PERRIN
Méthodes normalisées pour éviter la FAF (Préchauffage) de David PERRIN
Feuille de calcul permettant de déterminer les paramètres de calcul et les domaines de validité des méthodes normalisées pour éviter la fissuration à froid lors du soudage (FAF).
Se reporter aux normes pour l'utilisation des paramètres et abaques de température de préchauffage (Tp)
Seule la méthode B (CET) donne directement une valeur de la température de préchauffage Tp sans utilisation d'abaque.
A. Méthode CE: NF EN 1011-2
B. Méthode CET: NF EN 1011-2 (IIW-1630-91 & 1631-91)
C. Méthode CEN: FD CEN ISO/TR 17844 (JIS B 8285)
D. Méthode CEN: FD CEN ISO/TR 17844 (ANSI/AWS D1.1)
Le calcul du besoin de métal d'apport de VOESTALPINE BOHLER
Le calcul du besoin de métal d'apport de VOESTALPINE BOHLER
Feuille Excel de calcul volume et poids métal déposé selon configuration
Je voulais simplement partager avec vous un petit programme établi sur excel avec des Macros
Je vous mets en copie le fichier Test pour essai et éventuelles remarques pour amélioration
Mode d'emploi
1. Ouverture du fichier Feuille MENU visible, toutes les autres cachées (xlSheetVeryHidden)
2. Sur le Feuille MENU
Pour l'instant un seul type de
soudure (
Soudure d'angle )
Vous cliquer sur l'image
3. Sur la Feuille
SOUDURE ANGLE
ETAPE 3
Vous renseigner les cases en jaunes
Ensuite vous valider sur le bouton Bleu
4. ETAPE 4
Vous choisissez le
procédé de soudage
111 - ELECTRODES ENROBEES ou
136 -
MAG AVEC FIL FOURRE
Vous renseignez les Combobox ( ActiveX )
Le résultat dans la cellule Orange
Je continue avec les autres type de
soudure
Vous pouvez comparer les résultats avec le lien sur la feuille MENU
Attention les formules sont dans les colonnes masquées
Les codes sont libres
Bonne soirée
Guide de la réparation et maintenance par soudage - 2ème édition - 130 pages - ESAB
Guide de la réparation et maintenance par soudage - 2ème édition - 130 pages - ESABDans ce manuel, vous trouverez les produits ESAB pour la réparation et la maintenance ainsi que la façon de les utiliser. Ces recommandations doivent être utilisées comme un guide. Pour d'autres informations sur ces produits veuillez consulter votre vendeur spécialisé ou le représentant de la marque. ESAB améliorant constamment ses produits, se réserve le droit de modifier sans préavis les caractéristiques contenues dans ce catalogue. D'autre part, les opérations de soudage faisant intervenir de nombreux paramètres qui ne sont pas sous notre contrôle, le Groupe Esab ne peut être en aucun cas tenu pour responsable du résultat obtenu sauf accord écrit de notre part. Le document est au format Adobe Acrobat pdf Le document est en langue française. Il est constitué de 130 pages. Le fichier est hébergé sur le serveur du site Soudeurs.com.
Guide du soudage des cuivres et alliages cuivreux de CASTOLIN
Le soudage des cuivreux ne pose pas de problème particulier à partir du moment ou l'on identifie clairement la nuance à assembler, que l’on connaît l’usage de la pièce finie (exemple : caractéristiques mécaniques, corrosion, antifriction) et que l’on tient compte de la forte conductibilité thermique de cette famille métallurgique.
Fiche de synthèse procédé TIG pour formateur
J'ai réalisé des fiches synthèses des procédés de soudage EE, TIG et MAG que nous affichons dans chaque cabine de soudage dans mon établissement.
Je me suis inspiré de données du site Soudeurs.com plus des docs diverses des fournisseurs de postes.
Je pense que ces fiches pourraient servir à des formateurs soudage ou des débutants
Fiche de synthèse procédé ARC EE pour formateur
J'ai réalisé des fiches synthèses des procédés de soudage EE, TIG et MAG que nous affichons dans chaque cabine de soudage dans mon établissement.
Je me suis inspiré de données du site Soudeurs.com plus des docs diverses des fournisseurs de postes.
Je pense que ces fiches pourraient servir à des formateurs soudage ou des débutants
Fiche de synthèse procédé MAG pour formateur
J'ai réalisé des fiches synthèses des procédés de soudage EE, TIG et MAG que nous affichons dans chaque cabine de soudage dans mon établissement.
Je me suis inspiré de données du site Soudeurs.com plus des docs diverses des fournisseurs de postes.
Je pense que ces fiches pourraient servir à des formateurs soudage ou des débutants.
Guide du soudeur de Lincoln Electric AC-225C
Guide du soudeur
Welder’s Guide
Guía del Soldadura
SOURCE DE COURANT DE SOUDAGE AC-225C (60 Hz Model)
Introduction au soudage - Luc FAIRON - Technifutur ASBL - 29 pages
Introduction au soudage - Luc FAIRON - Technifutur ASBL - 29 pages
Auteur : Luc FAIRON
Copyright :
http://www.stes-apes.med.ulg.ac.be/
Le document est au format PowerPoint PPT est en langue française.
Il est constitué de 29 pages.
Le fichier a été trouvé par le moteur de recherche Google.fr
Le fichier est hébergé sur le serveur du site Soudeurs.com
Fiche technique de l'hardox 400 et l'hardox 450
Fiche technique de l'hardox 400 et l'hardox 450
Document au format PDF
Qualité et Règles de dimensionnement en fatigue des cordons de soudure d'angle - 2002 - 11 pages
Qualité et Règles de dimensionnement en fatigue des cordons de soudure d'angle - 2002 - 11 pages
Le document est au format Adobe Acrobat PDF
Le document est en langue française.
Il est constitué de 11 pages.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Fiche technique électrode enrobée SAFER N48
Fiche technique électrode enrobée SAFER N48
Document au format PDF
Le soudage des fontes en SMAW et OAW
Le soudage des fontes en SMAW et OAW
Un dossier très intéressant intitulé : Le soudage des fontes en SMAW (ARC E.E.) et OAW (OXYA)
Auteurs :
Pierre DAIGLE et Denis PLANTE
Site web :
http://www.soudotec.com
Le document technique est constitué de 20 pages.
Le fichier est au format Adobe Acrobat PDF.
Les facteurs influençant la compacité des soudures sur tôles pré-peintes
Les facteurs influençant la compacité des soudures sur tôles pré-peintes
Document au format PDF
Guide du soudage TIG orbital de Polysoude et Fronius
Guide du soudage TIG orbital de Polysoude et Fronius
Parmi les différents procédés de soudage industriels, le soudage TIG orbital (Tungsten Inert Gas) sest peu à peu imposé comme une technique très efficace.
Malheureusement, les multiples possibilités quil peut offrir sont très peu connues des professionnels.
Lindustrie aérospatiale, laviation, les trains à grande vitesse, les secteurs nucléaire, pharmaceutique et agroalimentaire, les systèmes micro électroniques pour ne citer que les exemples les plus prestigieux ont recours au soudage orbital.
Mais il faut savoir que les infrastructures qui assurent notre approvisionnement quotidien en électricité, en pétrole et en gaz utilisent, elles aussi, ce procédé de soudage.
Vous trouverez dans le présent guide tout ce quil faut savoir sur le soudage TIG orbital
Document au format PDF
QUE SIGNIFIE L'EN 1090 POUR LA CONSTRUCTION METALLIQUE? [PARTIE 1]
SOUDAGE DES CONSTRUCTIONS METALLIQUES SUR BASE DE L'EN 1090-1 ET -2
Dans un proche avenir, de grands changements vont toucher de nombreuses entreprises de construction métallique.
Il sera obligatoire d'identifier, à l'aide du marquage CE, chaque élément d'une construction métallique mise sur le marché européen.
La 1ère partie sera consacrée à divers aspects de l'EN 1090-1 et également d'une partie de l'EN 1090-2 qui sont importants pour le soudage.
La 2e partie approfondira les aspects spécifiques au soudage de l'EN 1090-2.
Document au format PDF
SOUDAGE DE CONSTRUCTION METALLIQUE SUR BASE DE L'EN 1090-1/-2 [PARTIE 2]
L'article paru dans le numéro précédent a attiré l'attention sur l'importance des normes EN 1090-1 et -2.
La partie 2 de l'article sera plus spécialement consacrée à la norme EN 1090-2 qui reprend non seulement les exigences quant à la qualification des modes opératoires de soudage et du personnel de soudage mais traite également la coordination en soudage et les critères d'acceptation.
Un aperçu des exigences posées au soudage est repris dans le tableau 1.
Document au format PDF
L'organisation de l'Assurance Qualité en soudage d'un constructeur en vue d'un audit
L'organisation de l'Assurance Qualité en soudage d'un constructeur en vue d'un audit de certification selon EN ISO 3834-2 ou EN 15085-2
Jacques GOUBIN - Septembre 2007 - 16 pages
Auteur : Jacques GOUBIN
Copyright : Jacques GOUBIN
Le document est au format Microsoft Word est en langue française.
Il est constitué de 16 pages.
Le fichier a été envoyé par l'auteur par courrier électronique.
Le fichier est compressé avec Winzip
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Les types de joints soudés selon la norme NF EN 22553
Les types de joints soudés selon la norme NF EN 22553
Une demande de nombreux visiteurs du site concernait la définition des joints soudés, ayant participé à l'élaboration de la proposition française concernant la possibilité de désignation alpha-numérique d'un joint soudé, je vous adresse une partie de l'approche sur le sujet.
Auteur : Jacques GOUBIN
Format : Fichier Word compressé avec Winzip
Le fichier comporte 3 pages avec plusieurs illustrations.
Le fichier est placé sur le serveur du site Soudeurs.com.
Soudage de l'acier au manganèse X 120 Mn 12 / 1.3401
Soudage de l'acier au manganèse X 120 Mn 12 / 1.3401 de Bohler
Document au format PDF
Le rechargement dur par soudage
Le rechargement dur par soudage de Bohler
Document au format PDF
Lattes céramiques de soudage et leurs applications
Lattes céramiques de soudage et leurs applications de Böhler
Document au format PDF
Entreposage et étuvage des fils fourrés et électrodes enrobées
Entreposage et étuvage des fils fourrés et électrodes enrobées de Böhler
Document au format PDF
Soudage des aciers à béton
Soudage des aciers à béton - Böhler Welding Group Schweiz AG
Document au format PDF
Les brasures les plus importantes pour le praticien
Les brasures les plus importantes pour le praticien de Böhler Welding Group Schweiz AG
Soudage des aciers résistants contre l'usure
Soudage des aciers résistants contre l'usure - Böhler Welding
Document au format PDF
Documents de contrôle pour les produits de la métallurgie
Documents de contrôle pour les produits de la métallurgie
Böhler Welding Group Schweiz AG
Document au format PDF
Alliages à base de cobalt contre les contraintes d'usure à de hautes températures de fonctionnement
Alliages à base de cobalt contre les contraintes d'usure à de hautes températures de fonctionnement
Böhler Welding Group Schweiz AG
Document au format PDF
Techniques de base du brasage fort.
Le petit fascicule livré en pièce jointe est de nature à dissiper tout malentendu sur le brasage.
Je vous invite à le lire, les explications sont très pertinentes et cassent beaucoup d'à priori.
Même les professionnels peuvent y trouver de quoi parfaire leurs connaissances
Le fichier de 6,9 Mo est au format PDF.
Aide mémoire de soudeur Canadien rédigé par Pierre DAIGLE
Voici un aide mémoire de soudeur Canadien que j'ai créé cette année 2013
Ce document contient des informations techniques selon les unités et les normes canadiennes
Le fichier est au format PDF
Il est constitué de 83 pages
Page 4 à 7 Sécurité et oxycoupage
Page 8 à 12 Abréviations procédé de soudage, procédé de coupage et abréviation sur les plans
Page 13 Poids des plaques
Page 14 Charte de conversion
Page 15 à 18 Conversion des décimaux en fractions et facteurs de conversion
Page 19 Grosseur des soudures d’angle selon épaisseur des matériaux
Page 20 à 23 SMAW électrodes, polarité et ampérage
Page 24 Charte d’oxycoupage selon les épaisseurs
Page 25 à 39 Mathématiques et formules variées, trigonométrie
Page 40 à 42 Allocation de pliage, longueur tendue et fibre neutre
Page 43 à 48 Symboles de soudage
Page 49 à 52 Gaz de soudage GMAW
Page 53 à 57 Fils et baguettes de soudage GMAW et GTAW
Page 58 à 59 Électrode de tungstène
Page 60 à 62 Désignation des plaques, HSS, poutres etc.
Page 63 à 67 Les lignes sur un plan
Page 68 Les cotes
Page 69 Symboles des matériaux
Page 70 à 75 Les types d’aciers selon leur taux de carbone & leurs classifications
Page 76 Caractéristiques de certains métaux
Page 77 Effets des éléments d’alliage dans l’Acier
Page 78 Classification de l’aluminium
Page 79 Étincelles de meulage
Page 80 L’escalier
Page 81 à 83 Divisions d’espaces
Guide de référence pour systèmes de coupage plasma Hypertherm
Guide de référence pour systèmes de coupage plasma Hypertherm
Coupage au plasma
Le coupage plasma est un procédé qui utilise un orifice de buse optimisé ionisé à très haute température pour étrangler un gaz qui permet de faire fondre et de sectionner des sections de métaux conducteurs.
Welder’s qualification test certificate according to EN ISO 9606-1:2013
Ce document synthétise les codifications utilisées pour les certificats de qualifications de soudeurs selon EN ISO 9606-1 : 2013
Cette feuille est éditée par l'organisme allemand DVS
www.dvs-ev.de/DVS-Pruefstellen
Soudage acier martensitique X20Cr13 1.4021 X30Cr13 1.4028 X38CrMo14 1.4419 X46Cr13 1.4034
Certaines précautions sont nécessaires lors du soudage des aciers inoxydables martensitiques, à cause de la transformation martensitique qui a
tendance à provoquer des fissures (parfois différées) à des températures inférieures à 400°C.
Il est recommandé de préchauffer les pièces entre 200 et 300°C avant de les souder.
Dans les procédés de soudage nécessitant l'utilisation de gaz de protection (TIG, MIG, plasma), l'utilisation de l'hydrogène et de l'azote est strictement
interdite.
Les aciers inoxydables martensitiques peuvent être assemblés par soudage par points et par soudage à la molette, mais aussi par soudure à l'arc.
Un traitement thermique de post-soudage est recommandé pour les nuances dont la teneur en carbone est supérieure à 0,2%..
Livre blanc (anglais) de l'EN1090 par Linde Group
Bonjour à tous,
Vous trouverez, en cliquant sur le lien ci dessus, le livre blanc, en Anglais, de la norme EN1090, édité par le groupe Linde.
livret du guide du soudage INNERSHIELD LINCOLN ELECTRIC en Français
Voici le livret.
Il est composé de deux fichiers à télécharger
Cordialement,
livret du guide du soudage INNERSHIELD / 114 de LINCOLN ELECTRIC en Français
Bonsoir,
Voici le livret en une seule partie.
Bon téléchargement !
Cordialement,
Soudage et assemblage-soudage, guide d'auto apprentissage
Ce guide a été produit par le Comité sectoriel de la main-d’œuvre dans la fabrication métallique industrielle (CSMOFMI) en collaboration avec le Centre d’élaboration des moyens d’enseignement du Québec (CEMEQ), grâce à la contribution financière de laCommission des partenaires du marché du travail (CPMT).
Ouvrage particulièrement bien fait et synthétique (normal c'est from canada !!!) édité par le "Comité Sectoriel de la main d'oeuvre dans la fabrication métallique Industrielle" (CSMOFMI pour faire plus court)
De bonnes bases pour une approche du Soudage.
Disponible directement à cette adresse:
http://www.comiteperform.ca/IMG/pdf/
Comment aborder un projet en soudage robotisé
Comment aborder un projeten soudage robotisé
Olivier CHEMINAT, Laurent JUBIN – Cetim
Les lundis de la mécaniqueMidi-Pyrénées Innovation, ToulouseLe 3 juin 2013
Recommandations pour la détermination des classes d’exécution selon la NF EN 1090-2
Ces Recommandations ont été rédigées afin de faciliter la compréhension et l’application de la norme NF EN 1090-2+A1 :2011 et d’établir un guide de détermination des classes d’exécution des éléments de structure en acier, à l’intention des prescripteurs, bureaux d’études et de contrôle et des entreprises de construction métallique. Ce document ne se substitue pas à la norme NF EN 1090-2.
Ce document fournit des recommandations utilisables par les différents intervenants pour déterminer les niveaux d'exigences associés à la fabrication et au montage des différents éléments d'une structure en acier ou mixte acier-béton.
Ce document n'a pas vocation à se substituer aux pièces contractuelles qui peuvent traiter de ce sujet avec une approche différente, liée aux spécificités éventuelles d'un ouvrage ou d'un élément d'ouvrage.
TECHNIQUE DE RECHARGEMENT A L'ARC - M.A. E L O U E D & F. L A N D O L S I & S. B E N N E C I B
Le rechargement est une variante du soudage qui consiste, non pas à assembler des pièces métalliques entre elles, mais à recouvrir leur surface d'une ou plusieurs couches d'un métal identique ou différent.
On peut ainsi :
reconstituer une pièce usée;
conférer localement à des pièces neuves une résistance meilleure que celle du corps de la pièce (à l'usure, à l'oxydation à chaud...) ou encore améliorer leur coefficient de frottement.
Dans le rechargement à l'arc, le métal est déposé à partir d'une électrode « de rechargement » dont les caractéristiques sont fonction de ce qui est demandé au métal ainsi déposé.
VÉRIFICATION / VALIDATION D’UN GÉNÉRATEUR DE SOUDAGE PAR GYS
Dans le cadre de la norme EN1090, un générateur de soudage doit subir un contrôle de cesparamètres de soudage.
Cette vérification permet de délivrer un « Constat de Validation ».La procédure de validation suivante découle de la norme référente EN 50504.
L’objectif de cette démarche est d’assurer un résultat de soudage correct et reproductibledans le temps.
La validation d’un équipement de soudage selon lanorme EN 50504 est une action de vérification desperformances du produit par rapport à ses réglages.
SOUDAGE MAG EN CONSTRUCTION MÉTALLIQUE FIL PLEIN OU FIL FOURRÉ ? par P. MACQUET
Cette rubrique retrace les principes et compare les avantages et inconvénients des deux
principales variantes du procédé MAG utilisées dans la profession : le soudage avec un
fil d’apport massif et le soudage avec un fil d’apport fourré. Contrairement à certaines
idées reçues, l’analyse proposée tend à démontrer que le procédé avec fil fourré sous
gaz associe les avantages métallurgiques des électrodes enrobées et des performances
technologiques et économiques encore améliorées par rapport à celles obtenues en
MAG avec fil plein.
Problèmes de magnétisme rémanent en soudage par SREM
Problèmes de magnétisme rémanent en soudage par SREM
Soudage et Techniques connexes - Janvier - Février 2007
Petit aide mémoire pour les soudeurs
Bonjour,
J'ai rédigé un petit aide mémoire pour les soudeurs
Cordialement
Feuille Excel des équivalences de 130 électrodes enrobées
Feuille Excel des équivalences de 130 électrodes enrobées
Tableau de comparaisons de dix postes à souder TIG 2018
Tableau de comparaisons de dix postes à souder TIG 2018
Groupement des métaux d'apport selon norme européenne
Groupement des métaux d'apport selon norme européenne
Dangers associés au soudage et gestion des risques - LINDE
Dangers associés au soudage et gestion des risques - 74 pages - LINDE - CANADA
la responsabilité de travailler de manière sécuritaire et de ne pas sexposer ni exposer les autres personnes au travail au danger incombe à tout le monde.
Les procédés de soudage , de découpage et les procédés connexes présentent tous de nombreux risques professionnels potentiels pour les soudeurs et les autres.
Un danger peut être défini comme quelque chose qui est susceptible doccasionner une blessure ou davoir des effets néfastes pour la santé.
Le risque de blessures et deffets néfastes à la santé est en fonction de la manière dont les dangers sont traités ou contrôlés.
Le document est au format Adobe Acrobat pdf
Le document est en langue française.
Il est constitué de 74 pages.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Document au format PDF
LES ÉLECTRODES EN TUNGSTÈNE THORIÉ
LES ÉLECTRODES EN TUNGSTÈNE THORIÉ par Daniel DUGRILLON Contrôleur de sécurité
Depuis le début de leur utilisation, il y a environ 60 ans, les électrodes en tungstène thorié ont connu une faveur grandissante en raison des avantages qu'elles présentent sur les électrodes de tungstène pur.
Actuellement, nous estimons à plus de deux millions le nombre d'électrodes réfractaires au thorium consommées annuellement en France.
Ces électrodes sont obtenues par frittage du tungstène et d'oxydes de thorium (ThO2) radioactifs (isotopes 228 et surtout 232) - appelés thorines -, ceux-ci dans une proportion variant de 0,35 à 4,20 %.
L'incorporation du thorium augmente d'une part, la longévité et la stabilité des électrodes à haute température, d'autre part, améliore l'amorçage de l'arc électrique.
Document au format PDF
Sécurité du Soudage - groupe Toxicologie dAnnecy Santé au Travail AST74
Document réalisé par le groupe Toxicologie dAnnecy Santé au Travail
www.ast74.fr/
Actualisé en 2009 (partie médicale)
en collaboration avec lAGEMETRA et AST Grand Lyon
Document au format PDF
Fiche de sécurité soudage ARC électrodes enrobées en atelier par le SYMOP
Fiche de sécurité soudage ARC électrodes enrobées en atelier par le SYMOP
Document au format PDF
Fiche de sécurité soudage TIG manuel en atelier par le SYMOP
Fiche de sécurité soudage TIG manuel en atelier par le SYMOP
Document au format PDF
Fiche de sécurité soudage MIG / MAG semi-auto en atelier par le SYMOP
Fiche de sécurité soudage MIG / MAG semi-auto en atelier par le SYMOP
Document au format PDF
Fiche de sécurité Brasage Fort en atelier par le SYMOP
Fiche de sécurité Brasage Fort en atelier par le SYMOP
Document au format PDF
Fiche de sécurité Soudo-Brasage en atelier par le SYMOP
Fiche de sécurité Soudo-Brasage en atelier par le SYMOP
Document au format PDF
Fiche de sécurité Soudage à la Flamme Oxya en atelier par le SYMOP
Fiche de sécurité Soudage à la Flamme Oxya en atelier par le SYMOP
Document au format PDF
Fiche de sécurité de l'utilisation d'un poste de soudure
Fiche de sécurité de l'utilisation d'un poste de soudure
Document au format PDF
La sécurité et les lasers - ASP Métal Electrique - QUEBEC - 2004
La sécurité et les lasers - ASP Métal Electrique - QUEBEC - 2004.
Cette ressource technique de grande qualité, trouvée sur Internet, récapitule les dangers liés aux faisceaux laser.
Documentation technique rédigée au format Adobe Acrobat PDF.
Origine :
http://www.aspme.org/
Auteur / Copyright : Marie Josée ROSS - Ing.
Format : Fichier Adobe Acrobat PDF compressé avec Zip
Le fichier est constitué de 36 pages (langue française)
Le présent fichier est hébergé sur le serveur du site technique de Soudeurs.com
L'interdiction relative aux baguettes de brasage contenant du cadmium
L'interdiction relative aux baguettes de brasage contenant du cadmium
Böhler Welding
Document au format PDF
Guide de prévention du soudage et du coupage de ASPHME
Guide de prévention du soudage et du coupage de ASPHME
Guide de sécurité pour soudeurs en Français par MILLER
GUIDE DE SÉCURITÉ FACILE À CONSULTER
Pour souder et couper en toute sécurité
RECOMMANDATION R 443 - Soudage à l’arc électrique et coupage - Prévention des risques professionnels
En complément des textes réglementaires en vigueur, il est recommandé aux chefs d’établissement des industries relevant du Comité technique national de la métallurgie (CTN A), dont tout ou partie du personnel relève du régime général de la sécurité sociale et procède, même à titre occasionnel et secondaire, à des
travaux de soudage et / ou de coupage à l’arc de mettre en oeuvre les mesures énoncées dans ce document.
Cette recommandation s’applique aux différents procédés de soudage à l’arc électrique (figure 1) et aux procédés de coupage plasma.
Elle concerne :
les ateliers dans lesquels des travaux de soudage et / ou de coupage sont effectués de façon courante mais également ponctuelle (travaux de réparation et de maintenance),
les chantiers et toutes les zones de plein air,
les espaces confinés c’est à dire les volumes totalement ou partiellement fermés : cuves, citernes, réservoirs, silos, cheminées, conduites, puits, réacteurs...
CODE DE SÉCURITÉ - ESPACES CONFINÉS
Le présent code établit les règles pour définir et repérer les espaces confinés au CERN, ainsi que les procédures d'entrée dans ces espaces pour quelque motif que ce soit. Il vise à protéger le personnel contre les conséquences néfastes d'imprudences dans le choix des procédures d'entrée et de travail dans les espaces confinés.
On appelle espace confiné toute enceinte dont la ventilation naturelle est déficiente, dans laquelle on entre de façon occasionnelle pour procéder à son entretien, sa réparation et/ou son nettoyage et qui est construite de telle façon qu'une contamination dangereuse de l'atmosphère ne peut être évitée ou éliminée par ventilation à travers des ouvertures dans l'enceinte.
Sont également considérées comme espaces confinés les enceintes dont les ouvertures sont si éloignées ou petites qu'il est difficile d'y entrer ou d'évacuer un travailleur qui serait soudainement victime d'un malaise.
Des exemples d'espaces confinés comprennent: réservoirs, cylindres, fours, récipients à pression, enceintes à vide, chaudières, puits, canalisations d'égout et bains de dégraissage, ainsi qu'appareillages de physique comme des compteurs Cherenkov et la partie intérieure des grandes expériences comme celles installées au LEP ou proposées pour le LHC.
Soudage des aciers résistants contre l'usure (Hardox 400/450/600) de Böhler Welding
Soudage des aciers résistants contre l'usure (Hardox 400/450/600)
Le document est au format Abode PDF
Le document est en langue française.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Auteur du document : Böhler Welding Group
Présentation PowerPoint sur le diagramme Fer-Carbone
Un fichier compressé avec l'utilitaire ZIP contenant une présentation Powerpoint sur le diagramme Fer-Carbone
Le document est en langue française
Auteur du document : Robin BOIVIN
Magnétisme rémanent et soudure de tubes - SREM Technologies - 6 pages
Magnétisme rémanent et soudure de tubes - SREM Technologies - 6 pages
Auteur : Stéphane GRAVELEAU
Copyright :
http://www.srem.fr/
Le document est au format Adobe Acrobat PDF et est en langue française. Le fichier est compressé avec Winzip.Il est constitué de 6 pages.
Le fichier a été envoyé par l'auteur au site Soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeurs.com.
SREM Technologies est spécialisée dans la fabrication de matériel et de machine dans le domaine du contrôle non destructif, mais également dans le domaine de la démagnétisation.
Dans ce cadre, nous proposons des équipements standards, des équipements spéciaux répondant à un cahier des charges et à des contraintes de démagnétisation précises ainsi que des prestations.
Nous avons été consulté à de nombreuses reprises concernant des problèmes liés au magnétisme rémanent pendant soudage.
Ci-joint un document au format PDF que j'ai rédigé et qui concerne les problèmes de magnétisme rémanent sur tubes pendant les opérations de soudage.
Je pense que ce document et cette information concernant notre activité de démagnétisation sont susceptibles d'intéresser les internautes qui visitent votre site.
S.GRAVELEAU
SREM Technologies
www.srem.fr
Stéphane Graveleau Responsable R&D
ZI Ouest 14 rue des Frères Chappe
72200 La Flèche
Tél: (33) (0) 2 43 48 15 10
Fax: (33) (0) 2 43 45 25 26
Propos ordinaire d'un soudeur sur les alliages métalliques - Metjac - 9 pages
Propos ordinaire d'un soudeur sur les alliages métalliques - Metjac - 9 pages
Un document concocté par Metjac à l'usage des soudeurs.
Auteur : Jacques DEJIEUX - Metjac
Copyright : Jacques DEJIEUX - Metjac
Le document au format Adobe Acrobat PDF est en langue française.
Il est compressé avec le logiciel utilitaire Winzip.
Il est constitué de 9 pages.
Le fichier a été envoyé par mail par son auteur au site Soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Quatre images de cassures d'alliages ferreux - Fractographie - Décembre 2006 - 2 pages
Quatre images de cassures d'alliages ferreux - Fractographie - Décembre 2006 - 2 pages
Un document concocté par Metjac à l'usage des soudeurs.
Auteur : Metjac
Copyright : Metjac
Le document au format Adobe Acrobat PDF est en langue française.
Il est compressé avec le logiciel utilitaire Winzip.
Il est constitué de 2 pages.
Le fichier a été envoyé par mail par son auteur au site Soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Bases de la soudabilité des matériaux métalliques - 9 pages
Bases de la soudabilité des matériaux métalliques - 9 pages
Un document concocté par Metjac à l'usage des soudeurs pour aider à réfléchir sur les principes de la soudabilité des matériaux métalliques.
Ne pas reproduire sans citation de source.
Auteur : Jacques DEJIEUX - Metjac
Copyright : Jacques DEJIEUX - Metjac
Le document au format Adobe Acrobat PDF est en langue française.
Il est compressé avec le logiciel utilitaire Winzip.
Il est constitué de 9 pages.
Le fichier a été envoyé par mail par son auteur au site Soudeurs.com
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Présentation PowerPoint sur le diagramme de Schaeffler de Christian ROCHE
Présentation PowerPoint sur le diagramme de Schaeffler de Christian ROCHE
Une excellente présentation réalisée sur PowerPoint sur l'application du diagramme de Schaeffler dans le soudage.
L'auteur de cette présentation est Christian ROCHE.
Email :
rochechris@wanadoo.fr
Le fichier est au format PowerPoint
Le fichier est compressé avec l'utilitaire ZIP.
Le fichier est hébergé sur le serveur du site Soudeurs.com
FONTE A GRAPHITE SPHEROIDAL (FONTE GS) CONDENSÉ POUR LES INGÉNIEURS DE PROJETS
FONTE A GRAPHITE SPHEROIDAL (FONTE GS)
CONDENSÉ POUR LES INGÉNIEURS DE PROJETS
Auteur :
Rio Tinto Fer & Titane inc.
770, rue Sherbrooke Ouest
Bureau 1800
Montréal (Québec) Canada
H3A 1G1
Origine :
http://www.sorelmetal.com/
Copyright : Rio Tinto Fer & Titane inc.
Site web :
http://www.sorelmetal.com/
Format : Fichier Adobe Acrobat
Le fichier est constitué de 44 pages (langue française)
Ce fichier est référencé par le moteur de recherche Google et il est disponible sur le Net.
Document sous le format PDF
Le dossier métallographique des transformations en Z.A.T. dues au soudage d'un acier S235
Le dossier métallographique des transformations en Z.A.T. dues au soudage d'un acier S235 - 12 pages - Juin 2008
Auteur : Alexandra SEBBEN - Juin 2008
Copyright : Alexandra SEBBEN - Juin 2008
Le document est au format Word compressé avec WinZip
Le document est en langue française.
Il est constitué de 12 pages.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
Réparation par soudage des fontes d'acier
Réparation par soudage des fontes d'acier de BOHLER
Document sous le format PDF
Le préchauffage avant soudage. Quand et à quelle température ?
Le préchauffage avant soudage. Quand et à quelle température ? de Bohler
Document sous le format PDF
Formation de fissures dans les aciers de construction non alliés S235JR (S235JRG2 / St37-2)
Assemblages noir-blanc / Formation de fissures dans les aciers de construction non alliés S235JR (S235JRG2 / St37-2)
Böhler Welding
Document sous le format PDF
Assemblages hétérogènes acier carbone / inox pour des températures d'exploitation de ≤ 300°C
Assemblages hétérogènes noir-blanc pour des températures d'exploitation de ≤ 300°C (pas de traitement thermique après soudage).
Böhler Welding
Document sous le format PDF
Soudabilité des aciers - S. DEBIEZ - R. GAILLARD - H. GRANJON - 1978 - EUR 6221
Soudabilité des aciers
S. DEBIEZ - R. GAILLARD - H. GRANJON
1978 - EUR 6221
Rapport final
Edité par la Direction générale
Information scientifique et technique et Gestion de l'information
DMOS 141+111-T-BW-ss,nb-Ø168x12.5-HL045-P265GH-7P
Fiche de soudage DMOS
Soudage TIG + ARC multipasse
Tube carbone nuance P265GH
Dimensions : Ø 168 x 12,5 mm
Norme EN ISO 15614-1 + A1
Procédé de soudage : 141 + 111
Position de soudage : Incliné à 45° - HL045
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 141+111-T-BW-ss,nb-Ø168x7.1-PC-P265GH-6P
Fiche de soudage DMOS
Soudage TIG + ARC multipasse
Tube carbone nuance P265GH
Dimensions : Ø 168 x 7,11 mm
Norme EN ISO 15614-1 + A1
Procédé de soudage : 141 + 111
Position de soudage : Corniche - PC
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 141-T-BW-ss,nb-Ø10x1-HL045-P265GH-Gr.1.1-1P
Soudage TIG monopasse
Tube carbone nuance P265GH
Dimensions : Ø 10 x 1,0 mm
Norme EN ISO 15614-1 + A1
Procédé de soudage : 141 manuel
Position de soudage : Axe fixe incliné à 45° - H-L045
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 111-P-FW-ml-10/10-PD-S275-Gr.1.1-3P
Soudage ARC E.E. multipasse
Tôle carbone nuance S275
Dimensions : 10 / 10 mm
Norme EN ISO 15614-1 + A1
Procédé de soudage : 111 manuel
Position de soudage : Angle tole Plafond - PD
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 136-P-BW-ss,mb-13-PF-S355NL-Gr.1.2-4P
Soudage MAG Fil fourré avec laitier multipasse
Tôle carbone nuance S355NL
Dimensions : 13 mm
Chanfrein en Vé sur latte support céramique
Norme EN ISO 15614-1 + A1
Procédé de soudage : 136 semi-auto
Position de soudage : Bout à bout montante - PF
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 111-P-BW-bs-12-PA-PE-S355-Gr1.2-5P
Fiche de descriptif de mode opératoire de soudage
Soudage ARC électrodes enrobées multipasse
Tôle carbone nuance S355K+N
Dimensions : 12 mm
Chanfrein en Vé sur latte support céramique
Norme EN ISO 15614-1 + A1
Procédé de soudage : 111 manuel
Position de soudage : Bout à bout Plat et Plafond - PA + PE
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 141-T-BW-ss,nb-Ø60x5,5-PC-1.4404-Gr.8.1-3P
Fiche de Descriptif de Mode Opératoire de Soudage Préparatoire (DMOSP)
Soudage TIG multipasse
Tube inox austénitique nuance 1.4404 / 316L
Dimensions : Ø 60 x 5,5 mm
Chanfrein : Vé
Assemblage : T-BW-ss,nb
Norme EN ISO 15614-1 + A1
Procédé de soudage : 141 manuel
Position de soudage : Corniche - Axe fixe vertical - PC
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 135-P-BW-ss,nb-8-PA-S355K2+N-Gr.1.2-4P
Fiche de Descriptif de Mode Opératoire de Soudage Préparatoire (DMOSP)
Soudage MAG fil massif multipasse
Tôle carbone nuance S355K2+N
Dimensions : 8 mm
Chanfrein : Vé
Assemblage : P-BW-ss,nb
Norme EN ISO 15614-1 + A1
Procédé de soudage : 135 semi-auto
Position de soudage : A plat - PA
Rédaction : Langue française
Auteur : Soudeurs.com Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 141-P-FW-ml-3/3-PB-1.4307-Gr.8.1-2P
Fiche de Descriptif de Mode Opératoire de Soudage Préparatoire (DMOSP)
Soudage TIG multipasseTube inox austénitique nuance 1.4404 / 316L
Dimensions : Ø 60 x 5,5 mm
Chanfrein : Vé
Assemblage : T-BW-ss,nb
Norme EN ISO 15614-1 + A1
Procédé de soudage : 141 manuel
Position de soudage : Corniche - Axe fixe vertical - PC
Rédaction : Langue française
Auteur : Soudeurs.com Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 141-T-BW-ss,nb-Ø168x7-PF-1.4404-Gr.8.1-3P
Fiche de Descriptif de Mode Opératoire de Soudage Préparatoire (DMOSP)
Soudage TIG multipasseTube inox austénitique nuance 1.4404 / 316L
Dimensions : Ø 168 x 7,0 mm
Chanfrein : Vé
Assemblage : T-BW-ss,nb
Norme EN ISO 15614-1 + A1
Procédé de soudage : 141 manuel
Position de soudage : Montante - Axe fixe horizontal - PF
Rédaction : Langue française
Auteur : Soudeurs.com Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
DMOS 141-T-BW-ss,nb-Ø168x6-PC-1.4306-Gr.8.1-3P
Fiche de Descriptif de Mode Opératoire de Soudage Préparatoire (DMOSP)
Soudage TIG multipasseTube inox austénitique nuance 1.4306 / 304L
Dimensions : Ø 168 x 6,0 mm
Chanfrein : Vé
Assemblage : T-BW-ss,nb
Norme EN ISO 15614-1 + A2
Procédé de soudage : 141 manuel
Position de soudage : Corniche - Axe fixe vertical - PC
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits Premium DMOS
Les différentes technologies de sources LASER
Cette ressource technique aimablement envoyée par Jean-Luc DUPAIN récapitule les différentes technologies de sources LASER.
C'est une synthèse très simple, pour un public de non spécialistes (mais les spécialistes devraient s'y retrouver)
Documentation technique rédigée au format
Adobe Acrobat PDF et compressée avec Winzip
Origine :
Jean-Luc DUPAIN
Auteur / Copyright :
Maurice ALEZIER
Email :
jean-luc.dupain@renault.com
Format :
Fichier Adobe Acrobat PDF compressé avec zip
Le fichier est constitué de
13 pages (langue française)
Le site Soudeurs.com possède l'autorisation écrite pour afficher ce document sur son site dédié aux techniques du soudage.
Le présent fichier est hébergé sur le serveur du site technique de
Soudeurs.com
Les fondamentaux du procédé MIG / MAG par ESAB - Partie 1
Les fondamentaux du procédé MIG / MAG par ESAB - Partie 1
Cette ressource technique aimablement envoyée par Antony FERNANDES récapitule les différentes technologies de sources de soudage MIG / MAG.
C'est une synthèse complète très simple, pour un public de spécialistes du soudage et de non spécialistes
Documentation technique rédigée au format Adobe Acrobat PDF
Origine : ESAB
Auteur / Copyright : Antony FERNANDES
Format : Fichier Adobe Acrobat PDF
Le fichier est constitué de 135 pages (langue française)
Le présent fichier est hébergé sur le serveur du site technique de Soudeurs.com
Guide - Les fondamentaux du procédé de soudage TIG / GTAW / 141 par ESAB
Guide - Les fondamentaux du procédé de soudage TIG / GTAW / 141 par ESAB
Cette ressource technique aimablement envoyée par Antony FERNANDES récapitule les différentes technologies de sources de soudage TIG.
C'est une synthèse complète très simple, pour un public de spécialistes du soudage et de non spécialistes
Documentation technique rédigée au format Adobe Acrobat PDF
Origine : ESAB
Auteur / Copyright : Antony FERNANDES
Format : Fichier Adobe Acrobat PDF
Le fichier est constitué de 175 pages (langue française)
Le présent fichier est hébergé sur le serveur du site technique de Soudeurs.com
Guide - Les fondamentaux du procédé de soudage ARC E.E. / MMA / 111 / SMAW par ESAB
Guide - Les fondamentaux du procédé de soudage ARC E.E. / MMA / 111 / SMAW par ESAB
Cette ressource technique aimablement envoyée par ESAB récapitule les différentes technologies de soudage ARC E.E.
C'est une synthèse complète très simple, pour un public de spécialistes du soudage et de non spécialistes
Documentation technique rédigée au format Adobe Acrobat PDF
Origine : ESAB
Auteur / Copyright : ESAB - 2009
Format : Fichier Adobe Acrobat PDF
Le fichier est constitué de 106 pages (langue française)
Le présent fichier est hébergé sur le serveur du site technique de Soudeurs.com
Dossier de travaux personnels encadrés sur le soudage et le brasage (25 pages)
Dossier TPE sur le soudage et le brasage
Ce dossier de TPE (Travaux personnels encadrés) rédigé par quatre élèves de BTS a pour thème le développement et l'utilisation des différents procédés de soudage et de brasage.
C'est un mémoire d'études.
Le fichier est au format Word compressé avec Winzip.
Origine / Auteurs : Julien ZILIO / Stéphane JULIEN / Jayson BOSCO / Julien PEZET
Copyright : Julien ZILIO / Stéphane JULIEN / Jayson BOSCO / Julien PEZET
Email :
julienzilio@hotmail.com
Format : Fichier Word compressé avec Winzip constitué de 25 pages.
Le site Soudeurs.com possède l'autorisation écrite pour afficher ce fichier en téléchargement.
Le présent fichier est hébergé sur le site de Soudeurs.com.
Des électrodes de tungstène pour le soudage WIG / TIG
Des électrodes de tungstène pour le soudage WIG / TIG
Böhler Welding Group Schweiz AG.
Document sous le format PDF
Electrodes pour aciers de construction non alliés jusqu'a S355K2
Electrodes pour aciers de construction non alliés jusqu'a S355K2
Böhler Welding Group Schweiz AG
Document sous le format PDF
DESIGN FOR LASER WELDING - David Havrilla - TRUMPF
DESIGN FOR LASER WELDING - David Havrilla - TRUMPF
•Introduction
•Why employ laser welding?
•Fit-up & basic joint configuration
•Joint bridging techniques
•Joint design & feature considerations
•Summary
Guide - Les fondamentaux du Gougeage à l’Arc par ESAB
Guide - Les fondamentaux du Gougeage à l’Arc par ESAB
Cette ressource technique aimablement envoyée par ESAB récapitule les différentes technologies de Gougeage à l’Arc
C'est une synthèse complète très simple, pour un public de spécialistes du soudage et de non spécialistes
Documentation technique rédigée au format Adobe Acrobat PDF
Origine : ESAB
Auteur / Copyright : ESAB
Format : Fichier Adobe Acrobat PDF
Le fichier est constitué de 26 pages (langue française)
Le présent fichier est hébergé sur le serveur du site technique de Soudeurs.com
Gamme d’électrodes Tungstène pour la soudure TIG chez GYS
Nous avons optimisé notre gamme d’électrodes Tungstène pour la soudure TIG et créé un document concis pour expliquer leurs particularités.
Il est disponible directement en ligne sur notre site internet :
http://www.gys.fr/pdf/datasheet/fr/045347.pdf
Vous trouverez ce document certainement intéressant pour vos lecteurs.
Cordialement,
Société GYS :
www.gys.fr
Tél : 02.43.01.23.60
Contact :
contact@gys.fr
Automatisation-soudage
Un cours sur l'automatisation en soudage
Mode d'emploi du poste à souder COMMERCY CYTIG 322
Mode d'emploi du poste à souder COMMERCY CYTIG 322
Document sous le format PDF
Mode d'emploi du poste à souder GUDE KOMBI 175 / 190 en Français
Mode d'emploi du poste à souder GUDE KOMBI 175 / 190 en Français
Document sous le format PDF
Catalogue COMMERCY 2002
Catalogue COMMERCY matériels TIG de 2002 envoyé par CHRISTWIN
Document sous le format PDF
SAF SAFMIG 380 BL
Mode d'emploi du poste à souder SAF SAFMIG 380 BL en Français.
Le fichier est au format PDF graphique.
SAF SAXO 5.0
Mode d'emploi du poste à souder MMA SAF SAXO 5.0 en Français.
Le fichier est au format PDF graphique.
Mode d'emploi du poste à souder FRONIUS TRANSTIG 1700
Mode d'emploi du poste à souder FRONIUS TRANSTIG 1700
Nous vous remercions de votre confiance et vous félicitons davoir acheté un produit de qualité supérieure de Fronius.
Les instructions suivantes vous aideront à vous familiariser avec le produit.
En lisant attentivement les instructions de service suivante, vous découvrirez les multiples possibilités de votre produit Fronius.
Cest la seule manière dexploiter ses avantages de manière optimale.
Prière dobserver également les consignes de sécurité pour garantir une sécurité accrue lors de lutilisation du produit.
Une utilisation soigneuse du produit contribue à sa longévité et sa fiabilité.
Ce sont des conditions essentielles pour obtenir des résultats excellentes.
Les abaques du poste 3 en 1 MULTIPLAZ 3500
Les abaques du poste 3 en 1 MULTIPLAZ 3500
Document sous le format PDF
Mode d'emploi du poste à souder MIG 130/MIG 150 CEVAL 150
MODE DEMPLOI & CONSIGNES DE SÉCURITÉ POUR LUTILISATION DES POSTES DE SOUDAGE SEMI-AUTOMATIQUE MIG 230 Volts ∼ Monophasés 50 / 60 Hz
Nous vous remercions davoir choisi CEVAL pour votre poste à souder MIG. Le procédé de soudure MIG dispose de nombreux avantages et permet dobtenir une qualité professionnelle.
Schéma électrique du poste GYS TRIMIG 255/4
Schéma électrique du poste GYS TRIMIG 255/4
Document sous le format PDF
Schéma électrique du poste GYS TRIMAX 4C
Schéma électrique du poste GYS TRIMAX 4C
Document sous le format PDF
Manuel Castotig 2001 2002 AC DC
Manuel Castotig 2001 2002 AC DC
Document sous le format PDF
Schema Electrique Castotig 2001 2002 AC DC
Schema Electrique Castotig 2001 2002 AC DC
Document sous le format PDF
Montage d'un inverseur de polarité sur poste MIG/MAG Cemont maxistar 180
Montage d'un inverseur de polarité sur un poste de soudage MIG / MAG CEMONT MAXISTAR 180 - 4 pages - Christophe
Ce manuel comprend une explication détaillée et des schémas de réalisation.
Le montage est très simple a réaliser, il utilise les emplacements d'origine prévu par le constructeur.
Je décline toutefois toute responsabilité en cas de problèmes.
Le fonctionnement n'est absolument pas garanti !
Auteur :
pepit@foufou.net
Copyright :
pepit@foufou.net
Le document est au format Adobe Acrobat pdf
Le fichier est compressé avec l'utilitaire Winzip.
Le document est en langue française.
Il est constitué de 4 pages.
Le fichier est hébergé sur le serveur du site Soudeurs.com.
N'hésitez pas à faire connaitre notre site en envoyant le lien par mail
Le facteur de marche, la tension à vide et la consommation au primaire de postes à souder MAG
Le facteur de marche, la tension à vide et la consommation au primaire de postes à souder MAG de forte puissance - 1 page
Bonjour,
Veuillez trouver en P.J. une feuille Excel indiquant le facteur de marche, la tension à vide et la consommation au primaire d'un échantillon de postes à souder MAG de forte puissance.
Cette feuille a été créée par mes soins et libre de droit.
Ces informations proviennent des notices d'utilisation (papier ou informatique).
Auteur : Philippe Bonafos
Copyright : Philippe Bonafos
Le document est au format Microsoft Excel XLS
Le document est en langue française.
Le document est compressé avec Winzip.
Il est constitué de 1 page.
Le fichier a été envoyé par courrier électronique par l'auteur
Le fichier est hébergé sur le serveur du site Soudeurs.com.
N'hésitez pas à faire connaitre notre site en envoyant le lien par mail
Merci
Mode d'emploi des postes MIG / MAG GUDE 175 et 190 KOMBI
Mode d'emploi des postes MIG / MAG GUDE 175 et 190 KOMBI
Document sous le format PDF
Mode d'emploi du poste à souder COMMERCY CYTIG 332 MP
Mode d'emploi du poste à souder COMMERCY CYTIG 332 MP
INSTRUCTION DE SECURITE, D'EMPLOI ET DE MAINTENANCE
Document sous le format PDF
Croquis électrique du poste à souder COMMERCY CYTIG 332 MP
Croquis électrique du poste à souder COMMERCY CYTIG 332 MP
Document sous le format PDF
Mode d'emploi du poste à souder COMMERCY CYTIG 433 MP
Mode d'emploi du poste à souder COMMERCY CYTIG 433 MP
INSTRUCTION DE SECURITE, D'EMPLOI ET DE MAINTENANCE
COMMERCY SOUDURE vous remercie de la confiance que vous lui avez accordée en acquérant cet appareil qui vous donnera entière satisfaction si vous respectez ses conditions demploi et dentretien.
Nous vous recommandons de lire attentivement les pages SECURITE placées en tête de ce document.
Ces recommandations sont générales à toute la gamme des générateurs de soudage COMMERCY SOUDURE.
Document sous le format PDF
Mode d'emploi du poste à souder COMMERCY MAC 3 C
Mode d'emploi du poste à souder COMMERCY MAC 3 C
Document sous le format PDF
PRESTOTIG 180 - INSTRUCTION DE SÉCURITÉ D'EMPLOI ET D'ENTRETIEN
Le soudage à l'arc et le coupage plasma peuvent être dangereux pour l'opérateur et les personnes se trouvant à proximité de l'aire de travail.
Lire le manuel d'utilisation.
La SAF vous remercie de la confiance que vous lui avez accordée en acquérant cet appareil qui vous donnera entière satisfaction si vous respectez ses conditions d'emploi et d'entretien.
Document sous le format PDF
Mode d'emploi SAF AVISO 300 AC/DC SYNCHRO
LAVISO 300 AC/DC SYNCHRO est un générateur de type "matériel d'atelier" ou "chantier" monophasé pour le soudage, procédé TIG AC/DC (alternatif ou continu) et à lélectrode enrobée, des aciers non alliés, des inoxydables et aluminium.
Une source monophasée alimentant un transformateur raccordé à un ensemble pont redresseur / self de puissance fournit en sortie un courant continu ou alternatif, réglable par thyristors.
L'ensemble ventilé en permanence permet une utilisation intensive.
LAVISO 300 AC/DC SYNCHRO accepte 3 tensions d'alimentation : il peut être branché sur le réseau 220V, 380V ou 415V
Document sous le format PDF
Résumé des réglages des postes FRONIUS TRANSPULS SYNERGIC et TRANSSYNERGIC COMFORT
Bonjour,
Veuillez trouver en téléchargement le fichier du résumé des réglages des postes FRONIUS TRANSPULS SYNERGIC et FRONIUS TRANSSYNERGIC COMFORT
Ce document est aimablement envoyé par la société FRONIUS
Responsable Marketing et Communication
Division Techniques de Soudage
ZAC du Moulin 8, rue du Meunier / BP 14061 95723 Roissy CDG Cedex / France
Tel : +33 (0)1 39 33 12 58 / Portable : +33 (0)6 77 71 68 50
Fax : +33 (0)1 39 33 12 34
roy.sabrina@fronius.com /
www.fronius.fr
Résumé des réglages des postes TIG FRONIUS TRANSTIG et FRONIUS MAGICWAVE
Bonjour,
Veuillez trouver en téléchargement le fichier du résumé des réglages des postes TIG FRONIUS TRANSTIG et FRONIUS MAGICWAVE
Ce document est aimablement envoyé par la société FRONIUS
Responsable Marketing et Communication
Division Techniques de Soudage
ZAC du Moulin 8, rue du Meunier / BP 14061 95723 Roissy CDG Cedex / France
Tel : +33 (0)1 39 33 12 58 / Portable : +33 (0)6 77 71 68 50
Fax : +33 (0)1 39 33 12 34
roy.sabrina@fronius.com /
www.fronius.fr
Fichier des termes et abréviations employés par FRONIUS sur les postes MIG/MAG
Bonjour,
Veuillez trouver en téléchargement le fichier des termes et abréviations employés par FRONIUS sur les postes MIG/MAG
Ce document est aimablement envoyé par la société
FRONIUS
Responsable Marketing et Communication
Division Techniques de
Soudage
ZAC du Moulin 8, rue du Meunier / BP 14061 95723 Roissy CDG Cedex / France
Tel : +33 (0)1 39 33 12 58 / Portable : +33 (0)6 77 71 68 50
Fax : +33 (0)1 39 33 12 34
roy.sabrina@fronius.com /
www.fronius.fr
Fichier des termes et abréviations employés par FRONIUS sur les postes TIG
Bonjour,
Veuillez trouver en téléchargement le fichier des termes et abréviations employés par FRONIUS sur les postes TIG
Ce document est aimablement envoyé par la société
FRONIUS
Responsable Marketing et Communication
Division Techniques de
Soudage
ZAC du Moulin 8, rue du Meunier / BP 14061 95723 Roissy CDG Cedex / France
Tel : +33 (0)1 39 33 12 58 / Portable : +33 (0)6 77 71 68 50
Fax : +33 (0)1 39 33 12 34
roy.sabrina@fronius.com /
www.fronius.fr
Manuels poste FRONIUS TransTig et MagiWave
Bonjour,
Voici les manuels d'instructions des poste FRONIUS suivant:
TransTig 800 Job
TransTig 2200 Job
TransTig 2500 / 3000 Job
TransTig 4000 / 5000 Job
MagicWave 1700 / 2200 Job
MagicWave 2500 / 3000 Job
MagicWave 4000 / 5000 Job
Bonnes soudures !
BLONDIN2170
LINCOLN NVERTEC V205-T DC & V205-T AC/DC TIG
LINCOLN NVERTEC V205-T DC & V205-T AC/DC TIG
La sécurité dépend de vous
Le matériel de soudage et de coupage à l’arc Lincoln est conçu et construit en tenant compte de la sécurité.
Toutefois, la sécurité en général peut être accrue grâce à une bonne installation... et à la plus grande prudence de votre part.
NE PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL SANS AVOIR LU CE MANUEL ET LES MESURES DE SÉCURITÉ QU’IL CONTIENT.
Et, par dessus tout, réfléchir avant d’agir et exercer la plus grande prudence
Mode d'emploi du poste ELEKTROSTA 210-250 ou NEVATIG 210- 250
Mode d'emploi du poste ELEKTROSTA 210-250 ou NEVATIG 210- 250
Manuel, mode d'emploi Elektrosta; Opsial; Nevax- Elektrotig ou Ondultig pulse 190 AC/DC
Mode d'emploi pour poste Elektrosta ou Opsial ou Nevax Elektrotig ou Ondultig pulse 190 ac dc
Manuel utilisateur Miller Dynasty 200 (anglais/français)
Bonsoir à tous
Peut-être que ce manuel peut-être utile à quelqu'un
Manuel utilisateur Fabricator 252i (anglais/français)
Bonsoir, peut-être ce manuel pourra-t-il intéresser quelques membres du site.
Fiche technique Millermatic 212 autoset
Bonjour, encore une documentation sur un produit américain
Bien cordialement
Manuel utilisateur découpeur plasma Powermax45 (en français)
Encore un manuel pour du matériel américain, si besoin j'ai ce manuel dans d'autres langues.
Bien cordialement
Manuel utilisateur Safex C2
Encore un manuel si cela est intéressant. Bien cordialement
Fiche technique Smartmig 162
Bonjour une nouvelle fiche sur le Smartmig 162. Bien cordialement
Manuel utilisateur Smartmig 162
Bonjour, un nouveau manuel d'utilisation pour un Smartmig 162. Bien cordialement
Manuel utilisateur Kempomat 2000 4200
Voici un manuel opérateur (multi-langue) pour les postes Kempomat modèle 2000 à 4200
Fiche technique Kempomat en anglais
Voici une Fiche technique Kempomat en anglais avec schéma électrique. Bien cordialement
INSTRUCTION DE SECURITE D'EMPLOI ET D'ENTRETIEN SAFMIG 330 / 480 TRS PLUS
INSTRUCTION DE SECURITE D'EMPLOI ET D'ENTRETIEN SAFMIG 330 / 480 TRS PLUS
Le SAFMIG 330/480 TRS
Le SAFMIG 480TRS est une installation de soudage MIG-MAG manuel utilisant une source de puissance transistorisée pilotée par un microcontrôleur 16 bits.
Le microcontrôleur assure également la gestion du cycle de soudage, les mémorisations des paramètres, les sécurités et la gestion de la face-avant (sélection programme de soudage, pré-affichage, affichage et maintien des paramètres de soudage après soudage).
Elle est livrée sous la forme d'un package prêt à l'emploi composé des éléments suivants pour la version de base.
Manuel utilisation Kemppi MinarcMig Evo 170 et 200
Je vous transmets le mode d'emploi du Kemppi MinarcMig Evo 170 et 200. Bonne lecture.
Manuel d'emploi Hypertherm Powermax 45 (Découpeur plasma)
Manuel d'emploi Hypertherm Powermax 45 (Découpeur plasma)
Fichier PDF 6,7 Mo
notice d'utilisation ESAB CaddyTig 150 - 200
si ça peut servir à quelqu'un.
COMMERCY CY 335 MP
NOTICE TECHNIQUE MANUEL EMPLOI POSTE MIG MAG COMMERCY CY 335 MP
CY 286 MP - APPAREIL MIG
CY 286 MP
INSTRUCTION DE SECURITE, D'EMPLOI ET DE MAINTENANCE
Manuel d'emploi DECA STAR 135E-150E-180E et STARTWIN
Manuel d'emploi DECA STAR 135E-150E-180E et STARTWIN
GYS TIG 250 AC/DC
GYS TIG 250 AC/DC
DOC TECHNIQUE INVERTER 3200
Bonjour,
Tout est dans le titre, mais attention, il y a plusieurs version de cette référence INVERTER 3200.
Si vous disposez de schémas différents merci de les uploader.
Bonne soirée à tous
CASTOTIG 2002 AC/DC
Bonjour,
Voici le manuel COMPLET du poste CASTOLIN CASTOTIG 2002 AC/DC
Cordialement,
schema circuit SAF Prestotig 165
1) présentation de la gamme
2) principe de fonctionnement
3) analyse des sous - ensembles
4) documentation des carte et circuit
Castolin Derby 305 MIG MAG : Mode d'emploi manuel d'instructions
Voici le mode d'emploi du poste à souder semi automatique MIG MAG Castolin Derby 305.
4 galets, possibilité de fil fourré (inversion des polarités), 220-380V 230-400V triphasé (non monophasé).
Y compris la liste des pièces détachées et les schémas électriques.
Notice poste type "TIG160M" - Version originale Acimex/Worken
Le document de 4 pages (2.14 MB) est la notice d'utilisation fournie avec le poste TIG160M vendu par Acimex/Worken.
Le document de 7 pages (718.49 KB) est une version personnelle corrigée, développant notamment l'aspect utilisation pour un néophyte et surtout corrigeant certaines "coquilles" de l'original.
Ce document est applicable à une multitude de postes chinois similaires vendus sous diverses marques d'importation dans le monde entier.
COMMERCY CYTIG 500
Manuel d'utilisation du COMMERCY CYTIG 500
Alimentation 380V 20A mini.
essais, reglage technique cy 386 et cy286 mp
dossier certes un peu technique, mais qui peut intéresser ...cy 386 poste plus automatique , cy 286 poste plus manuel .
schema electrique poste cy 286 mp mig mag
schema électrique poste cy 286 mp mig mag pour les soudeurs électriciens
Schéma onduleur arc et TIG de type Arc 140 ou 160 de Jasic (Chinois)
C'est un poste chinois à IGBT qui a été très largement copié par d'autres fabricants chinois (en générale avec des versions moins bien dimensionnées et sans mode Lift TIG). Pas très courant en France mais plus commun dans les pays où les normes de sécurité électrique sont moins exigeantes.
Il est construit sur le principe de 3 cartes principales sur 3 niveaux avec des dissipateurs thermique au milieu et un transformateur torique (assez mal isolé) placé sous le dissipateur.
Schéma onduleur arc et TIG de type Arc 140 ou 160 de Jasic (Chinois)
C'est un poste chinois à IGBT qui a été très largement copié par d'autres fabricants chinois (en générale avec des versions moins bien dimensionnées et sans mode Lift TIG). Pas très courant en France mais plus commun dans les pays où les normes de sécurité électrique sont moins exigeantes.
Il est construit sur le principe de 3 cartes principales sur 3 niveaux avec des dissipateurs thermique au milieu et un transformateur torique (assez mal isolé) placé sous le dissipateur.
APPAREILS SEMI-AUTOMATIQUES CY 326 N / CY 426 N / 526 N
CY 326 NCY 426 NCY 526 N
INSTRUCTION DE SECURITE,D'EMPLOI ET DE MAINTENANCE
Fronius Magic Wave 2000 Fuzzy AC/DC, Castotig 2002 AC/DC : Mode d'emploi manuel d'instructions
Voici le mode d'emploi, ainsi qu'une plaquette des spécificités du poste à souder Tig de marque Fronius Magic Wave 2000 Fuzzy, également valable pour le CastoTig 2002, son frère jumeau.
http://www.fichier-pdf.fr/2016/03/26/ba-322010-0002/
schema torche FRONIUS TTG/TTW
schema torche FRONIUS TTG/TTW
KEMPPI MinarcMig Adaptive 180
Manuel d'emploi KEMPPI MinarcMig Adaptive 180 en anglais
KEMPPI Minarc Evo 180
Manuel d'emploi KEMPPI Minarc Evo 180 en anglais
Manuel poste TIG COMMERCY MAC 3
Manuel poste TIG COMMERCY MAC 3 (2,9 Mo)
Envoyé par Simone SEEBRUCH
Notice commercy cygazarc cy 140
Bonjour,
Si ça peut servir!
Bonne journée
Manuel d'emploi poste EWM Picotig 200 AC/DC puls
Manuel d'emploi EWM Picotig 200 AC/DC
Picotig 200 AC/DC puls 5P TG
Picotig 200 AC/DC puls 8P TG
GYS 207 AC/DC
Bonjour,
Incapable de retrouver ce manuel que j'ai pourtant probablement téléchargé ici, je le recharge...
Correspond aux postes :
GYS 207 AC/DC,
PRO GYS TIG 200 HF FV,
IMS PRO 201,
GISS TIG 200 Expert,
...
Mode d'emploi KEMPPI MasterTig MLS 3000, 4000
Mode d'emploi KEMPPI
MasterTig MLS 3000, 4000
Master MLS 2500, 3500
Fronius Magix Wave 2000 Fuzzy doc Fr + Schéma
Bonjour,
Voici la documentation en Fr et son schéma.
Cordialement,
Manuel utilisation MagicWave 2200
Bonjour,
Veuillez trouver ci-joint le manuel du MagicWave 2200.
Bonne journée
MASTER TIG 200 AC (K-GUARD)
Bonjour,
Voici la notice du poste Master TIG 200 AC vendu sur eBay sous la marque K-Guard.
Cette notice a été aimablement transmise par notre membre
Seven qui a acquis ce poste. Son retour d'expérience est lisible
dans ce sujet.
Cordialement.
Oerlikon / Air Liquide Welding Citocut Kompressor
Bonjour,
Voici le manuel du poste de découpe plasma Citocut Kompressor, de chez Air Liquide Welding / Oerlikon, également désigné sous le terme "Saxozip".
Cordialement,
Manuel SAFOR MR160
Bonjours ci joint la notice + shema electrique du poste SAFOR MR160
Documents ondultig 200 COMMERCY
Documents Ondultig 200 COMMERCY
Manuel d'emploi Commercy CYTIG 532 MP
CYTIG 532 MP Instructions de sécurité, d'emploi et de maintenance
Plasma CEMONT SHARP 10 (= WeldTeam Zipfast)
Manuel du coupeur plasma Cemont Sharp 10 (également sous le nom de WeldTeam Zipfast chez Air Liquide)
Manuel SAF Prestotig 220 AC/DC
SAF Prestotig 220 AC/DC
Instructions de sécurité, d'emploi et d'entretien (05/2005)
Mode d'emploi SAFMIG 450 S
Bonsoir,
Je remets en ligne le mode d'emploi du SAFMIG 450 S aimablement transmis par le membre thiechart il y a deux ans (voir
ICI).
Merci à lui.
Notice technique CYTIG 410 & 510
Remise en ligne
CYTIG 632 MP
NOTICE CYTIG 632 MP
Schéma Fronius Magicwave 2000 Fuzzy
Voici le schéma du poste Fronius Magicwave 2000 Fuzzy aimablement fourni par notre membre shocker.
Merci à lui.
Manuel SAF Nertabloc 260 P
Bonjour,
Je remets en ligne ce manuel qui a disparu dans la nouvelle version du site.
notice cy 326 XP
Bonsoir,
veuillez trouver ci joint la notice du CY 326 XP
DMOS 141-T-BW-ss,nb-Ø63x1.5-PC-1.4306-1P
Fiche de soudage DMOS
Soudage TIG monopasse
Tube inox nuance 1.4306 - Groupe 8.1
Dimensions : Ø 63 x 1,5 mm
Norme EN ISO 15614-1 + A1 + A2
Procédé de soudage : 141 manuel
Position de soudage : corniche - PC
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits
DMOS 135-P-BW-ss,nb-3mm-PC-S235-Gr.1.1-1P
Fiche de soudage DMOS
Soudage MAG fil plein massif monopasse
Tube inox nuance S235 - Groupe 1.1
Dimensions : Tôle 3 mm
Norme EN ISO 15614-1 + A1
Procédé de soudage : 135 semi-auto
Position de soudage : Corniche - PC
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits
DMOS 111-P-BW-ss,nb-5mm-PA-S235-Gr.1.1-2P
Fiche de descriptif de mode opératoire de soudage DMOS
Soudage ARC E.E. multipasse
Tôle carbone nuance S235 - Groupe 1.1
Dimensions : Tôle 5 mm
Norme EN ISO 15614-1 + A1
Procédé de soudage : 111 manuel
Chanfrein : en Vé
Position de soudage : A plat - PA
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF compressé ZIP
Accès autorisé aux membres inscrits
WPS Excel
Bonsoir à Tous et à Toutes,
Voici la trame d'une WPS concentrée sur une seule page.
Cordialement,
BLONDIN2170
Exemple vierge de DMOS / WPS au format Word
Exemple vierge de DMOS / WPS au format Word
paramétres des différents procédés de soudage
paramétres des différents procédés de soudage
DMOS 114 P FW 1.1 FM1 Y t10 PD ml 1,6
Ce DMOS est rédigé sous Excel par Pierre Yves CASALI
DMOS 114 P FW 1.1 FM1 B t10 PF ml 1,6
Ce DMOS est rédigé sous Excel par Pierre Yves CASALI (www.soudeurpro.fr/)
DMOS 135 P FW 1.2 FM1 S t2/2 PB sl
Fiche de soudage DMOS
Soudage MAG fil plein massif monopasse
Tôle carbone nuance S355 - Groupe 1.2
Dimensions : Tôle 2 mm
Norme EN ISO 15614-1 + A1 + A2
Procédé de soudage : 135 semi-auto
Type d'assemblage : soudure d'angle - P - FW
Position de soudage : PB
Fil diamètre 0,8 mm
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF
Accès autorisé aux membres inscrits
DMOS 135 P FW 1.2 FM1 S t4/4 PB sl 1.0
Fiche de soudage DMOS
Soudage MAG fil plein massif monopasse
Tôle carbone nuance S355 - Groupe 1.2
Dimensions : Tôle 4 mm
Norme EN ISO 15614-1 + A1 + A2
Procédé de soudage : 135 semi-auto
Type d'assemblage : soudure d'angle - P - FW
Position de soudage : PB
Fil diamètre 1,0 mm
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF
Accès autorisé aux membres inscrits
DMOS 135 P FW 1.2 FM1 S t6/6 PB sl 1.2
Fiche de soudage DMOS
Soudage MAG fil plein massif monopasse
Tôle carbone nuance S355 - Groupe 1.2
Dimensions : Tôle 6 mm
Norme EN ISO 15614-1 + A1 + A2
Procédé de soudage : 135 semi-auto
Type d'assemblage : soudure d'angle - P - FW
Position de soudage : PB
Fil diamètre 1,2 mm
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF
Accès autorisé aux membres inscrits
DMOS 135 P BW 1.2 FM1 S t5 PA ss,nb 1.0
Fiche de soudage DMOS
Soudage MAG fil plein massif multipasse
Tôle carbone nuance S355 - Groupe 1.2
Dimensions : Tôle 5 mm
Norme EN ISO 15614-1 + A1 + A2
Procédé de soudage : 135 semi-auto
Type d'assemblage : soudure bout à bout - P - BW
Position de soudage : PA
Fil diamètre 1,0 mm
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF
Accès autorisé aux membres inscrits
DMOS 131 P FW 22 FM22 S t5/5 PB sl 1.2
Fiche de soudage DMOS
Soudage MIG fil plein massif monopasse
Tôle aluminium nuance 5183 - Groupe 22.4
Dimensions : Tôle 5 mm
Norme EN ISO 15614-2
Procédé de soudage : 131 semi-auto
Courant : pulsé
Type d'assemblage : soudure d'angle - P - FW
Position de soudage : PB
Fil diamètre 1,2 mm
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF
Accès autorisé aux membres inscrits
DMOS 131 P FW 22 FM22 S t5/5 PD sl 1.2
Fiche de soudage DMOS
Soudage MIG fil plein massif monopasse
Tôle aluminium nuance 5183 - Groupe 22.4
Dimensions : Tôle 5 mm
Norme EN ISO 15614-2
Procédé de soudage : 131 semi-auto
Courant : pulsé
Type d'assemblage : soudure d'angle - P - FW
Position de soudage : PD (Plafond)
Fil diamètre 1,2 mm
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier PDF
Accès autorisé aux membres inscrits
Feuille de calcul Excel pour la gestion de vos certificats de qualification de soudeurs
Cette feuille Excel (compressée en ZIP) vous permet de gérer simplement et informatiquement la liste de vos certificats de qualification de soudeurs et opérateurs.
Cette feuille s'adresse principalement aux techniciens soudeurs et ingénieurs soudeurs qui ne possèdent pas de système de gestion technique.
Ce fichier Excel est l'oeuvre et la propriété de Jacques GOUBIN (Ingénieur Soudeur)
Son adresse Email est
jacques.goubin@libertysurf.fr
Cher visiteur, n'hésitez pas à lui envoyer un petit courrier de remerciement et d'encouragement si vous utilisez son application ...
Feuille Excel pour la gestion de vos QMOS / DMOS
Cette feuille Excel (compressée en ZIP) vous permet de gérer simplement et informatiquement la liste de vos procès verbaux de QMOS (Qualification de Mode Opératoire de Soudage) et de vos DMOS (Descriptif de Mode Opératoire de Soudage).
Cette feuille s'adresse principalement aux techniciens soudeurs et ingénieurs soudeurs qui ne possèdent pas de système de gestion technique informatisé.
Ce fichier Excel est l'oeuvre et la propriété de Jacques GOUBIN (Ingénieur Soudeur)
Son Email est
jacques.goubin@libertysurf.fr
Cher visiteur, n'hésitez pas à lui envoyer un petit courrier électronique de remerciement et d'encouragement si vous utilisez son application ...
Feuille Excel pour la gestion de votre parc de matériels de soudage
Feuille Excel pour la gestion de votre parc de matériels de soudage
Cette feuille Excel (compressée en ZIP) vous permet de gérer simplement et informatiquement la liste de votre matériel de soudage.
Cette feuille s'adresse principalement aux services entretien, techniciens soudeurs et ingénieurs soudeurs qui ne possèdent pas de système de gestion technique.
Ce fichier Excel est l'oeuvre et la propriété de Jacques GOUBIN (Ingénieur Soudeur)
Son adresse Email est yourweldingpartner@free.fr
Cher visiteur, n'hésitez pas à lui envoyer un petit courrier de remerciement et d'encouragement si vous utilisez son application ...
Interprétation des symboles de la norme NF EN 287-1 édition 2011
Interprétation des symboles de la norme NF EN 287-1 édition 2011
Qualification des soudeurs par fusion à l'arc sur acier.
Documentation technique rédigée sur feuille Excel compressée en zip.
Le contenu de la feuille Excel n'est pas modifiable.
Origine : Jean Marie FAUTRE
Copyright : Jean Marie FAUTRE
Email :
jean.fautre@b-rail.be
Format : Fichier Excel compressé avec zip
Le fichier est constitué de 1 feuille Excel (langue française)
Le présent fichier est hébergé sur le serveur du site de Soudeurs.com
Un programme de conversion des valeurs de dureté
Un programme utilitaire proposé par Laurent MAHIEU qui permet de convertir automatiquement une valeur de dureté en HB, HV, HRC et Rm
Un outil simple pour le calcul du besoin de métal d'apport
Un outil simple pour le calcul du besoin de métal d'apport de Böhler
Croquis 141-111-P-BW-ss,nb-10-PA-1.4404
Croquis de descriptif de mode opératoire de soudage DMOS
Soudage TIG + ARC E.E. multipasse
Tôle inox nuance 1.4404 - Groupe 8.1
Dimensions : Tôle 10 mm
Norme EN ISO 15614-1 + A2
Procédé de soudage : 141 + 111 manuel
Chanfrein : en Vé
Position de soudage : A plat - PA
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier JPG Accès autorisé aux membres inscrits
Croquis 136-P-BW-ss,mb-10-PA-S235-5P
Croquis de descriptif de mode opératoire de soudage DMOS
Soudage MAG Fil fourré avec laitier multipasse
Tôle inox nuance S235JR - Groupe 1.1
Dimensions : Tôle 10 mm
Norme EN ISO 15614-1 + A2
Procédé de soudage : 136 semi-auto
Chanfrein : en Vé sur latte céramique
Position de soudage : A plat - PA
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier JPG
Accès autorisé aux membres inscrits
Croquis 141+111-T-BW-ss,nb-168x7-PC-P265GH-6P
Croquis de descriptif de mode opératoire de soudage DMOS
Soudage TIG + ARC E.E. manuel multipasse
Tube acier carbone nuance P265GH - Groupe 1.1
Dimensions : Tube Ø 168,3 x 7,11 mm
Norme EN ISO 15614-1 + A2
Procédé de soudage : 141 + 111
Chanfrein : en Vé
Position de soudage : Axe vertical fixe - Corniche - PC
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier JPG
Accès autorisé aux membres inscrits
Croquis 135-P-BW-bs-12-S235JR-PA-6P
Croquis de descriptif de mode opératoire de soudage DMOS
Soudage MAG Fil massif multipasse
Tôle carbone nuance S235JR - Groupe 1.1
Dimensions : Tôle 12 mm
Norme EN ISO 15614-1 + A2
Procédé de soudage : 135 semi-auto
Chanfrein : en X
Position de soudage : A plat - PA
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier JPG Accès autorisé aux membres inscrits
Croquis 135-P-BW-bs-8-S235JR-PA-2P
Croquis de descriptif de mode opératoire de soudage DMOS
Soudage MAG Fil massif monopasse par côté
Tôle carbone nuance S235JR - Groupe 1.1
Dimensions : Tôle 8 mm
Norme EN ISO 15614-1 + A2
Procédé de soudage : 135 semi-auto
Chanfrein : en X
Position de soudage : A plat - PA
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier JPG Accès autorisé aux membres inscrits
Croquis 111-T-BW-ss,nb-88,9x8-PA-P265GH-3P
Croquis de descriptif de mode opératoire de soudage DMOS
Soudage ARC E.E. / 111 multipasse
Tube carbone nuance P265GH - Groupe 1.1
Dimensions : Tube De Ø 88,9 x 8 mm
Norme EN ISO 15614-1 + A2
Procédé de soudage : 111 manuel
Chanfrein : en Vé
Nombre de passes : 3
Position de soudage : A plat - PA ou Axe horizontal - tube fixe - PH
Rédaction : Langue française
Auteur : Soudeurs.com
Fichier JPG Accès autorisé aux membres inscrits
Exemple de cahier de soudage d'un ensemble chaudronné filtre séparateur
Exemple de cahier de soudage d'un ensemble chaudronné filtre séparateur
Présentation de l'arc électrique de soudage par Christian ROCHE
L'arc électrique de soudage - Christian ROCHE - 10 pages
Le document est au format PowerPoint PPT est en langue française.
Il est constitué de 10 pages.
Le fichier est compressé dans une archive ZIP.
Le fichier est hébergé sur le serveur du site Soudeurs.com
SOUDAGE A LARC (électrodes enrobées) - RECHARGEMENT
Ressource didactique pour professeur technique soudage.
Fichier Word compressé ZIP intitulé :
SOUDAGE A LARC (électrodes enrobées) - RECHARGEMENT
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
SOUDAGE A LARC (électrodes enrobées) - CORDONS TIRES
Ressource didactique pour professeur technique soudage.
Fichier Word compressé ZIP intitulé :
SOUDAGE A LARC (électrodes enrobées) - CORDONS TIRES
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
SOUDAGE A LARC (111) - INTERIEURS POSITIONNES
Ressource didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé :
SOUDAGE A LARC (111) - INTERIEURS POSITIONNES
Auteur : Thièry RAIMOND- Professeur Belge (décédé le 24/07/2012)
SOUDAGE OXYACETYLENIQUE (311) - LIGNES DE FUSION
Ressource didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé :
SOUDAGE OXYACETYLENIQUE (311) - LIGNES DE FUSION
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
SOUDAGE OXYACETYLENIQUE (311) - DEPOSE DE CORDONS
Ressource didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé :
SOUDAGE OXYACETYLENIQUE (311) - DEPOSE DE CORDONS
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
SOUDAGE OXYACETYLENIQUE (311) - BORD A BORD A PLAT
Ressource didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé :
SOUDAGE OXYACETYLENIQUE (311) - BORD A BORD A PLAT
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2012)
PROCEDE DE SOUDAGE 311 : intérieur et extérieur à plat positionné
Ressource didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé :
PROCÉDÉ DE SOUDAGE 311 : intérieur et extérieur à plat positionné
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
RECHARGEMENT CYLINDRIQUE: Procédé ARC E.E. ('111)
Ressource didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé : RECHARGEMENT CYLINDRIQUE: Procédé 111
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
RABOUTAGE DE TUBES CYLINDRIQUES: procédé 311
Ressource technique et didactique pour professeur technique soudage.
Feuille d'exercice technique et pratique.
Fichier Word compressé ZIP intitulé :
RABOUTAGE DE TUBES CYLINDRIQUES: procédé 311
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
Fiche contrat de travaux pratiques pour professeur technique soudage
Ressource technique et didactique pour professeur technique soudage.
Fiche contrat de travaux pratiques.
Celle-ci est à compléter par les élèves lorsqu' ils réalisent des travaux autres que ceux imposés par l' apprentissage du soudage. Elle se veut nominative, descriptive , méthodique et évaluative sans oublier les remarques positives et négatives du professeur de travaux pratiques.
Fichier Word compressé ZIP intitulé :
Contrat de travail (travaux hors progression)
Auteur : Thièry RAIMOND - Professeur Belge (décédé le 24/07/2010)
Dossier de travaux personnels encadrés sur le soudage et le brasage (25 pages)
Dossier TPE sur le soudage et le brasage
Ce dossier de TPE (Travaux personnels encadrés) rédigé en 2005 par quatre élèves de BTS a pour thème le développement et l'utilisation des différents procédés de soudage et de brasage.
C'est un mémoire d'études.
Le fichier est au format Word compressé avec Winzip.
Origine / Auteurs : Julien ZILIO / Stéphane JULIEN / Jayson BOSCO / Julien PEZET
Copyright : Julien ZILIO / Stéphane JULIEN / Jayson BOSCO / Julien PEZET
Format : Fichier Word compressé avec Winzip constitué de 25 pages.
Le site Soudeurs.com possède l'autorisation écrite pour afficher ce fichier en téléchargement.
Le présent fichier est hébergé sur le site de Soudeurs.com.
Un cours sur le procédé de soudage TIG / GTAW / 141
Cours sur le procédé de soudage TIG / GTAW / 141
Auteur : Pierre DAIGLE
Date : Novembre 2003
Document : format Word compressé Zip
Taille : compressé 1 540 Ko décompressé 2 095 Ko
Le dossier Word est constitué de 50 pages avec croquis, tableaux et photographies. Vous devez posséder un utilitaire de décompression type WinZip pour lire le document.
Le fichier est hébergé sur le site Soudeurs.com avec l'autorisation de l'auteur.
Les principes du soudage - Leçon 3.3 - Fabrication et montage - 25 pages
LES PRINCIPES DU SOUDAGE - LEÇON 3.3 - FABRICATION ET MONTAGE
Cette ressource technique récapitule les principes du soudage utilisés en fabrication et montage.
Origine :
http://www.otua.org
Copyright :
http://www.otua.org
Format : Adobe Acrobat PDF
Le fichier est rédigé en français et il est constitué de 25 pages.
Le fichier PDF est hébergé sur le serveur du site Soudeurs.com.
Terminologie des défauts de soudage rédigé par Pierre DAIGLE - CANADA
Terminologie française des défauts de soudage au Canada
Document PDF de 43 pages
Classé par ordre alphabétique
Le tout bien illustré.
Dessins faits par Pierre Daigle
Guide de la qualité en soudage - Document réalisé par le CFMI – Pôle d’Innovation
Qualisoude est un document d’information sur les normes à respecter et les procédures ou documents à élaborer pour satisfaire aux exigences réglementaires françaises et
européennes en matière de qualité pour les travaux de soudage.
Ce guide est destiné aux petites entreprises artisanales des secteurs de la chaudronnerie, mécano-soudure, construction métallique, tôlerie, matériel de transport,
construction navale, construction de réservoir et de citerne, matériel agricole, menuiserie et serrurerie métallique, métallier, réalisant des travaux de soudage soumis
aux exigences qualité d’un donneur d’ordre ou couverts par des codes de construction ou des directives européennes.
En partenariat avec l’équipe du site
www.soudeur.com Edition ©2009
Formation IWT - Partie 2 - 24 pages
Formation IWT - Partie 2 - 24 pages
Document récupéré sur Internet en septembre 2016
Formation IWT - Partie 3 - 24 pages
Formation IWT - Partie 3 - 24 pages
Document trouvé sur Internet
Formation IWT - Partie 5 - 29 pages
Formation IWT - Partie 5 - 29 pages
Document trouvé sur Internet
Formation IWT - Partie 8 - 17 pages
Formation IWT - Partie 8 - 17 pages
Document trouvé sur Internet
Formation IWT - Partie 6 - 44 pages
Formation IWT - Partie 6 - 44 pages
Document trouvé sur Internet
Formation IWT - Partie 7 - 54 pages
Formation IWT - Partie 7 - 54 pages
Document trouvé sur Internet
Formation IWT - Partie 1 a - 68 pages
Formation IWT - Partie 1 a - 68 pages
Document trouvé sur Internet
Formation IWT - Partie 1 b - 47 pages
Formation IWT - Partie 1 b - 47 pages
Formation IWT - Partie 1 c - 45 pages
Formation IWT - Partie 1 c - 45 pages
Document trouvé sur Internet
Formation IWT - Partie 1 d - 59 pages
Formation IWT - Partie 1 d - 59 pages
Document trouvé sur Internet
Formation IWT - Partie 4 a - 26 pages
Formation IWT - Partie 4 a - 26 pages
Document trouvé sur Internet
Formation IWT - Partie 4 b - 23 pages
Formation IWT - Partie 4 b - 23 pages
Document trouvé sur Internet
Formation IWT - Partie 4 c - 19 pages
Formation IWT - Partie 4 c - 19 pages
Document trouvé sur Internet
Formation IWT - Partie 4 d - 20 pages
Formation IWT - Partie 4 d - 20 pages
Document trouvé sur Internet
GUIDE DES BONNES PRATIQUES EN MAGNÉTOSCOPIE
La magnétoscopie est une méthode de contrôle non destructif utilisée pour détecter des discontinuités de surface, débouchant en surface ou sous-cutanées (dans certaines conditions,
jusqu’à quelques millimètres de profondeur), exclusivement sur matériaux ferromagnétiques.
Cette méthode de CND nécessite d’observer de bonnes pratiques pour obtenir des résultats fiables.
Vous trouverez dans cet article un certain nombre de conseils utiles. En aucun cas, cet article ne peut être considéré comme une norme ou une spécification.
Cet article est loin d’être exhaustif. Nous voulons seulement attirer votre attention sur des points qui nous semblent importants. C’est pourquoi nous vous recommandons vivement de
lire les documents cités en référence, de même que les normes, spécifications et procédures publiées, ou acceptées, par vos donneurs d’ordre.
GUIDE DES BONNES PRATIQUES EN RESSUAGE
Le ressuage est une méthode de Contrôle Non Destructif (CND), simple dans son principe, mais qui nécessite d’observer de bonnes pratiques pour obtenir des résultats fiables.
Vous trouverez dans cet article un certain nombre de conseils utiles. En aucun cas, cet article ne peut être considéré comme une norme ou une spécification.
Cet article est loin d’être exhaustif. Nous voulons seulement attirer votre attention sur des points qui nous semblent importants. C’est pourquoi nous vous recommandons vivement de lire les documents cités en référence, de même que les normes, spécifications et procédures publiées, ou acceptées, par vos donneurs d’ordre.
Diagramme TRC nuance AH36
Diagramme TRC nuance AH36
Diagramme TRC nuance 15 MDV 4.05
Diagramme TRC nuance 15 MDV 4.05
Diagramme TRC nuance 18 MD 4.05
Diagramme TRC nuance 18 MD 4.05
Diagramme TRC nuance 15 D 3
Diagramme TRC nuance 15 D 3
Diagramme TRC nuance E 26
Diagramme TRC nuance E 26
Diagramme TRC nuance 18 Cu 2
Diagramme TRC nuance 18 Cu 2
Diagramme TRC nuance A 48 M
Diagramme TRC nuance A 48 M
Diagramme TRC nuance E 36
Diagramme TRC nuance E 36
Diagramme TRC nuance XC 48
Diagramme TRC nuance XC 48
Diagramme TRC nuance XC 38
Diagramme TRC nuance XC 38
Diagramme TRC nuance 15 MNDV 6.02
Diagramme TRC nuance 15 MNDV 6.02
Diagramme TRC nuance 22 D 6
Diagramme TRC nuance 22 D 6
Diagramme TRC nuance 14 CDV 5.9.M
Diagramme TRC nuance 14 CDV 5.9.M
Diagramme TRC nuance 20 MNDC 6
Diagramme TRC nuance 20 MNDC 6
Diagramme TRC nuance 20 NDC 4
Diagramme TRC nuance 20 NDC 4
Diagramme TRC nuance 18 MND 6
Diagramme TRC nuance 18 MND 6
Diagramme TRC nuance 15 CD 2.05
Diagramme TRC nuance 15 CD 2.05
Diagramme TRC nuance 7 CD 9.10
Diagramme TRC nuance 7 CD 9.10
Diagramme TRC nuance 15 CD 4.05
Diagramme TRC nuance 15 CD 4.05
Diagramme TRC nuance 10 CD 9.10
Diagramme TRC nuance 10 CD 9.10
Diagramme TRC nuance Z 10 CD 5
Diagramme TRC nuance Z 10 CD 5
Diagramme TRC nuance Z 10 CDNbV 9
Diagramme TRC nuance Z 10 CDNbV 9
Diagramme TRC nuance Z 6 CND 13.4.M
Diagramme TRC nuance Z 6 CND 13.4.M
Diagramme TRC nuance 25 M 6
Diagramme TRC nuance 25 M 6
Diagramme TRC nuance 6 MV 10
Diagramme TRC nuance 6 MV 10
Diagramme TRC nuance 17 MDV 6
Diagramme TRC nuance 17 MDV 6
Diagramme TRC nuance 29 MV 8
Diagramme TRC nuance 29 MV 8
Diagramme TRC nuance E 24
Diagramme TRC nuance E 24
Diagramme TRC nuance E 420
Diagramme TRC nuance E 420
Diagramme TRC nuance 14 CND 5
Diagramme TRC nuance 14 CND 5
Diagramme TRC nuance 15 MCND 5
Diagramme TRC nuance 15 MCND 5
Courbe IRSID
Courbe IRSID
Diagramme TRC nuance 25 CrMo 4
Diagramme TRC nuance 25 CrMo 4
Diagramme TRC nuance 35 NiCr 6
Diagramme TRC nuance 35 NiCr 6
Diagramme TRC nuance C48
Diagramme TRC nuance C48
Diagramme IRSID par Loic LABOURÉ
Voici un excel permettant de tracer les courbes sur le diagramme IRSID pour déterminer le temps de refroidissement avec ou sans préchauffage.


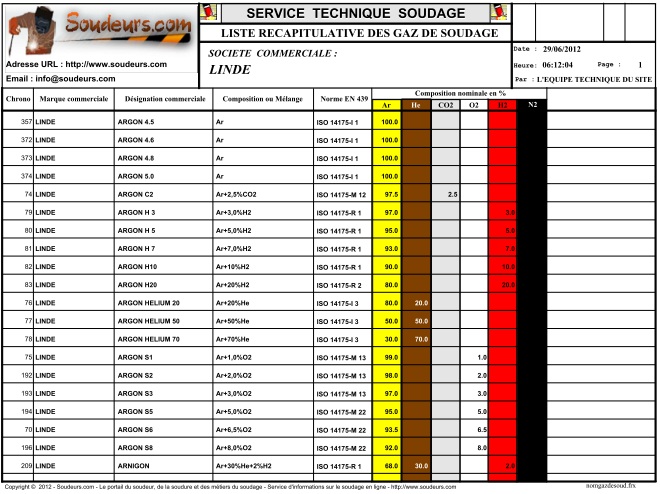{kind=link}
{kind=link}
.jpg){kind=link}
.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
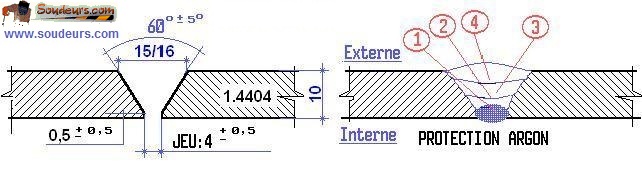{kind=link}
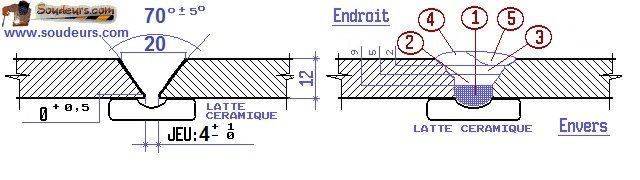{kind=link}
{kind=link}
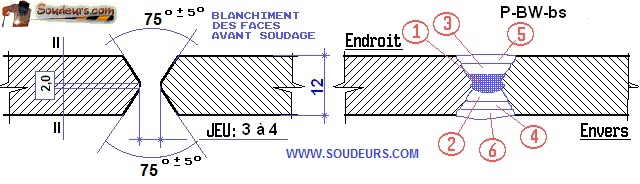{kind=link}
{kind=link}
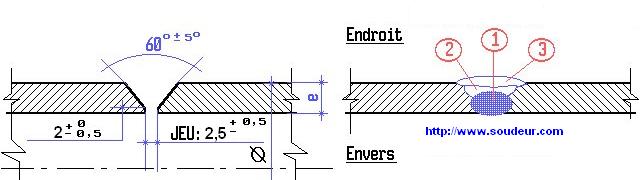{kind=link}
{kind=link}
{kind=link}
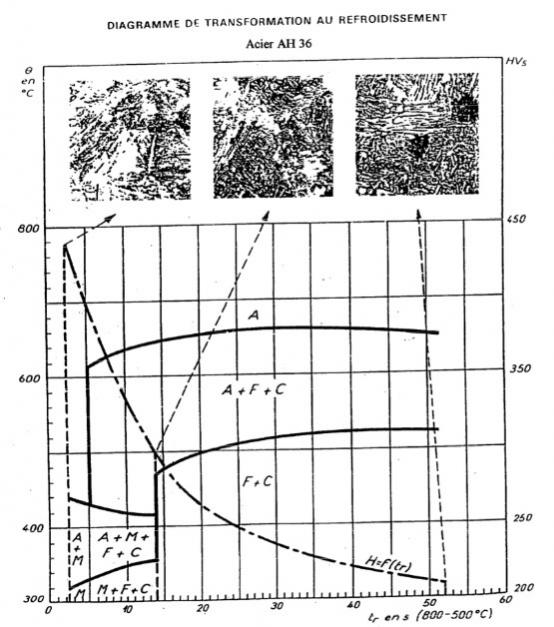{kind=link}
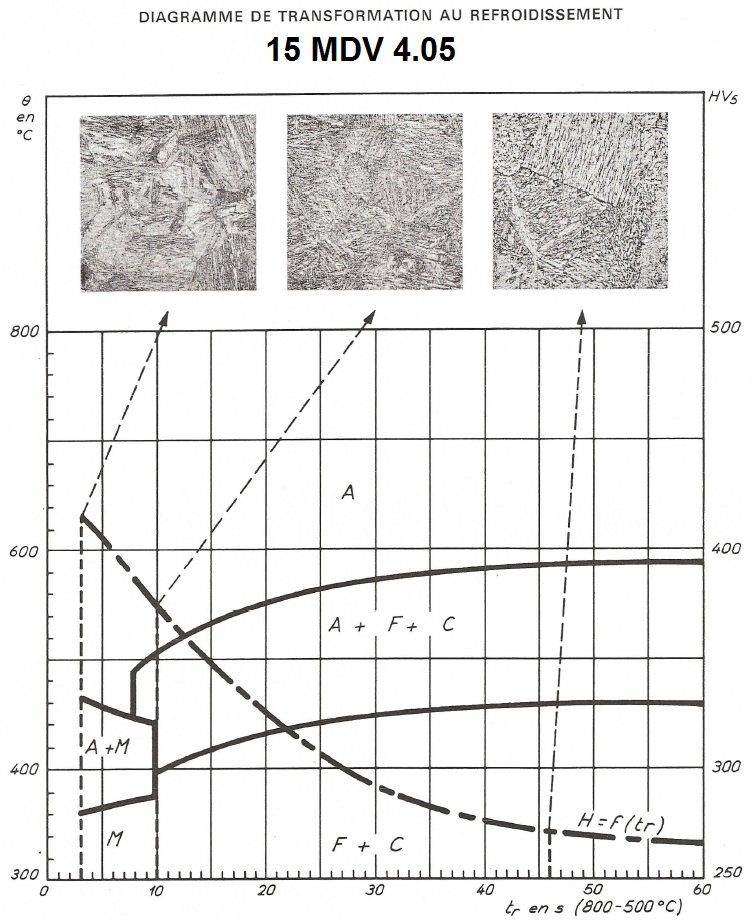{kind=link}
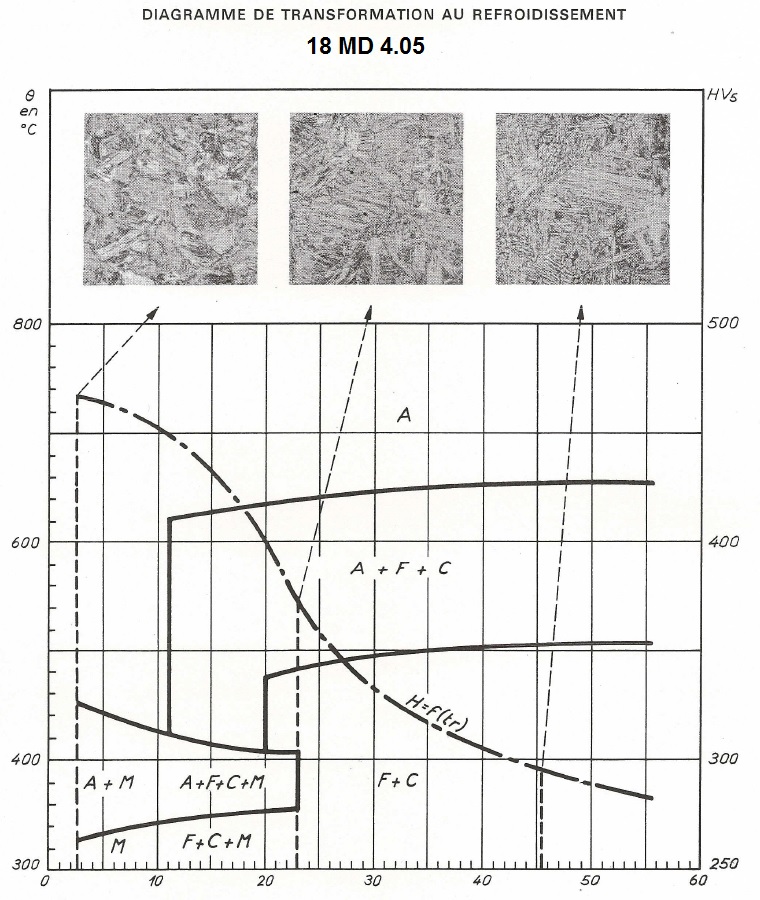{kind=link}
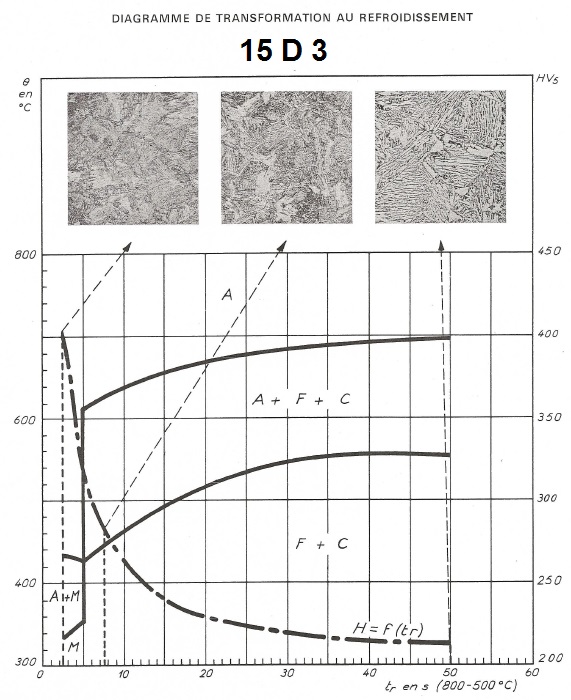{kind=link}
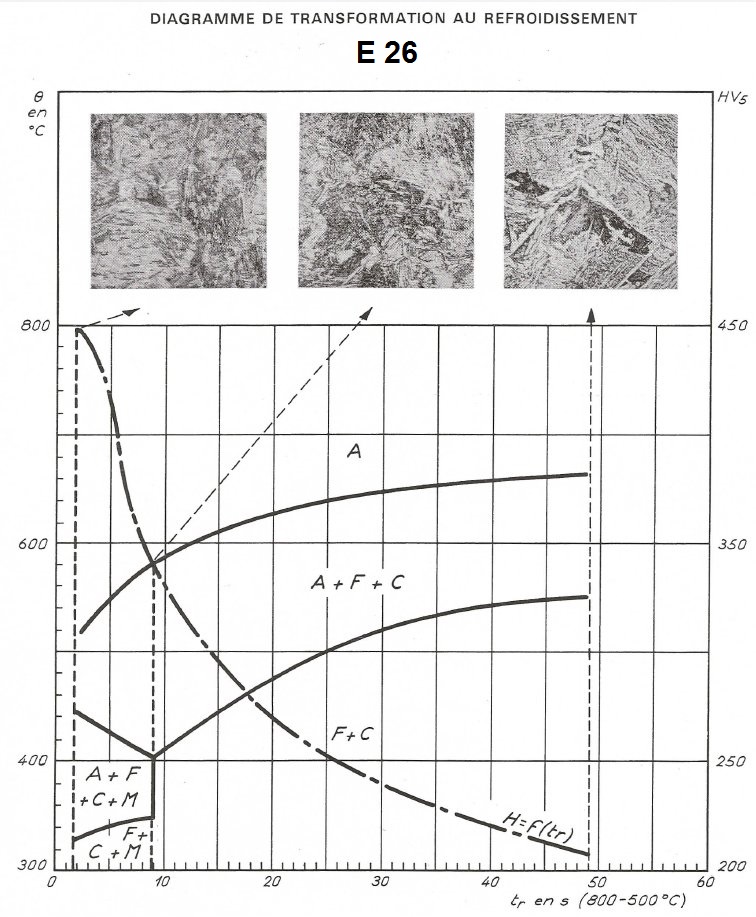{kind=link}
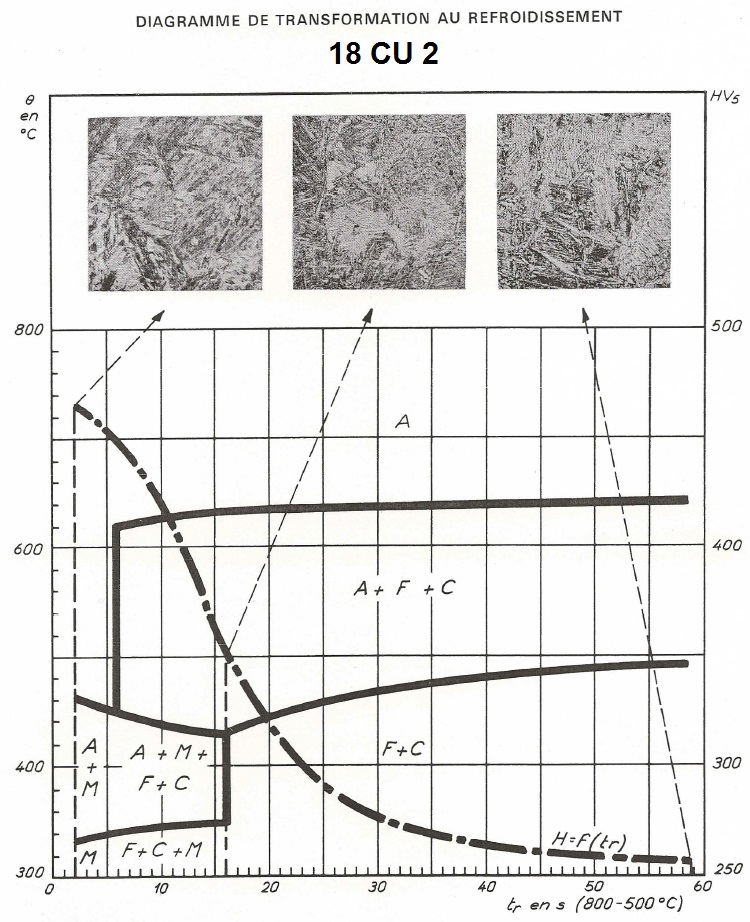{kind=link}
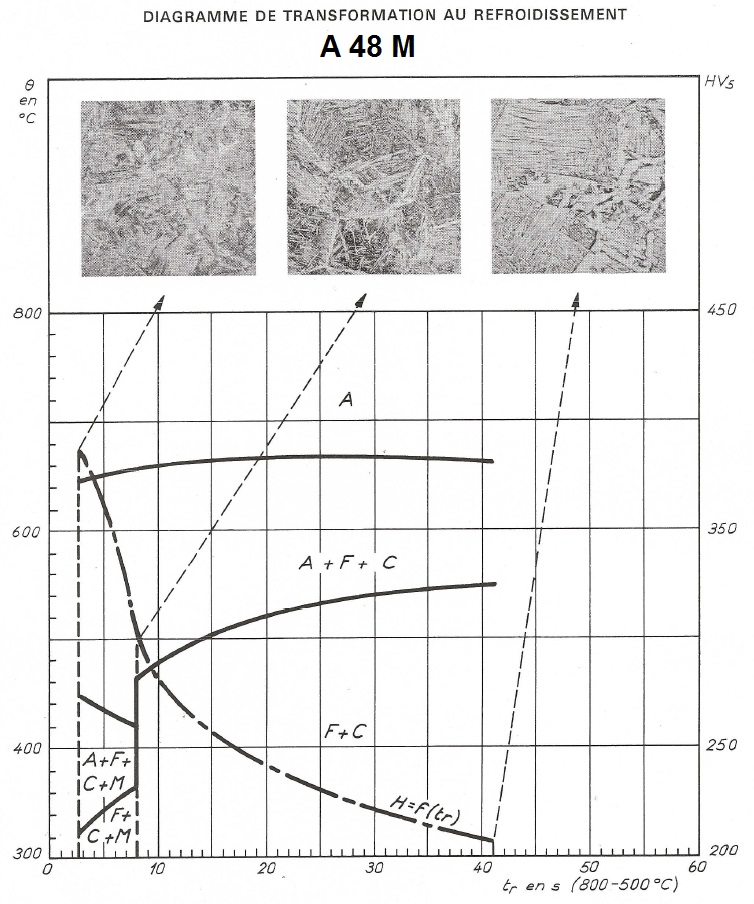{kind=link}
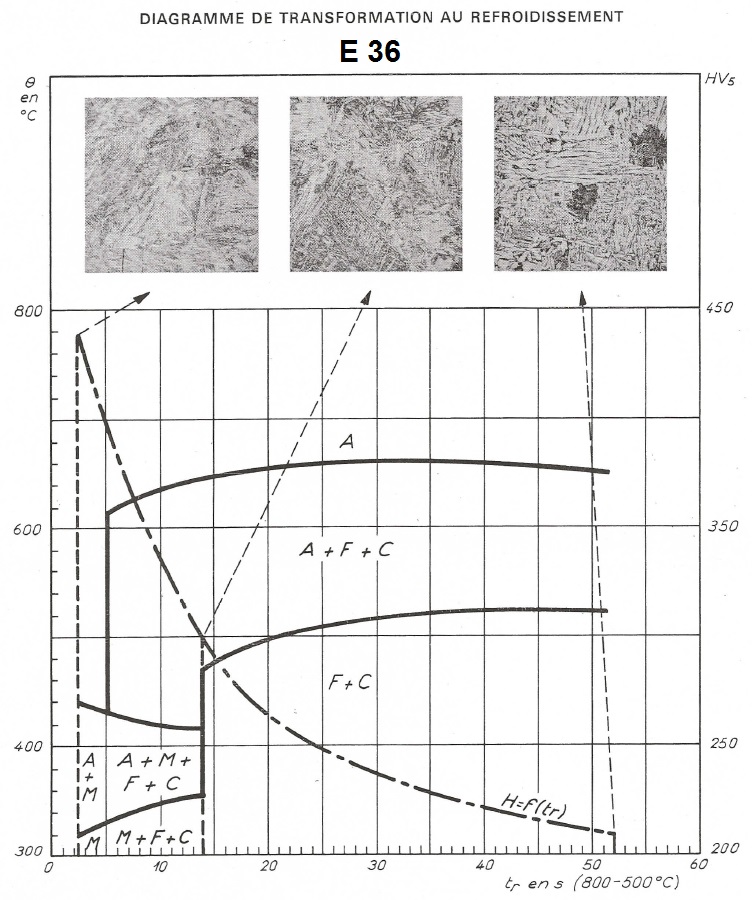{kind=link}
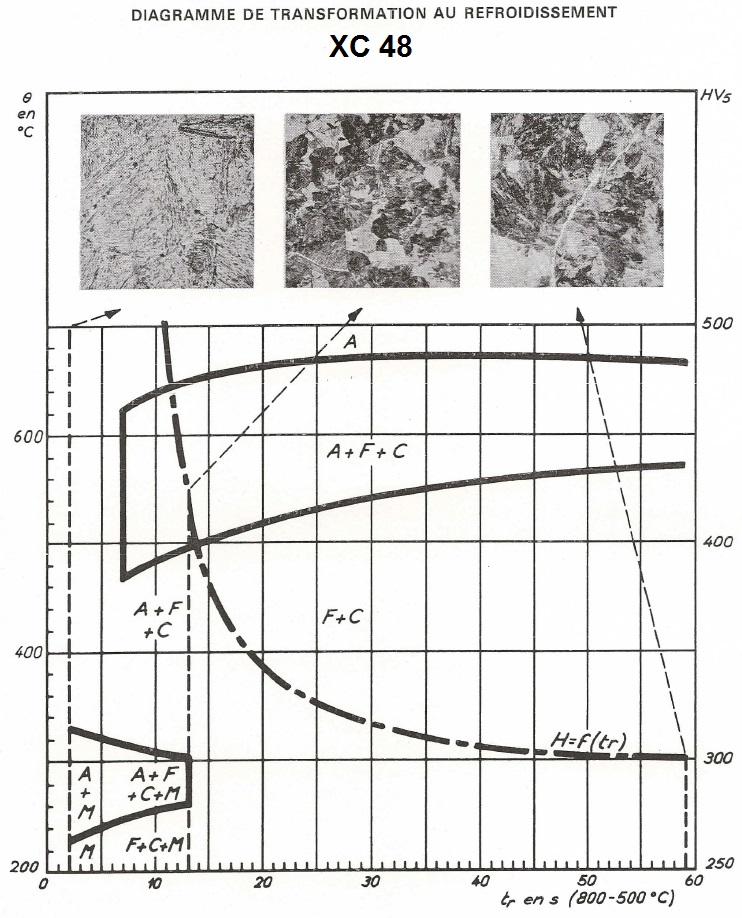{kind=link}
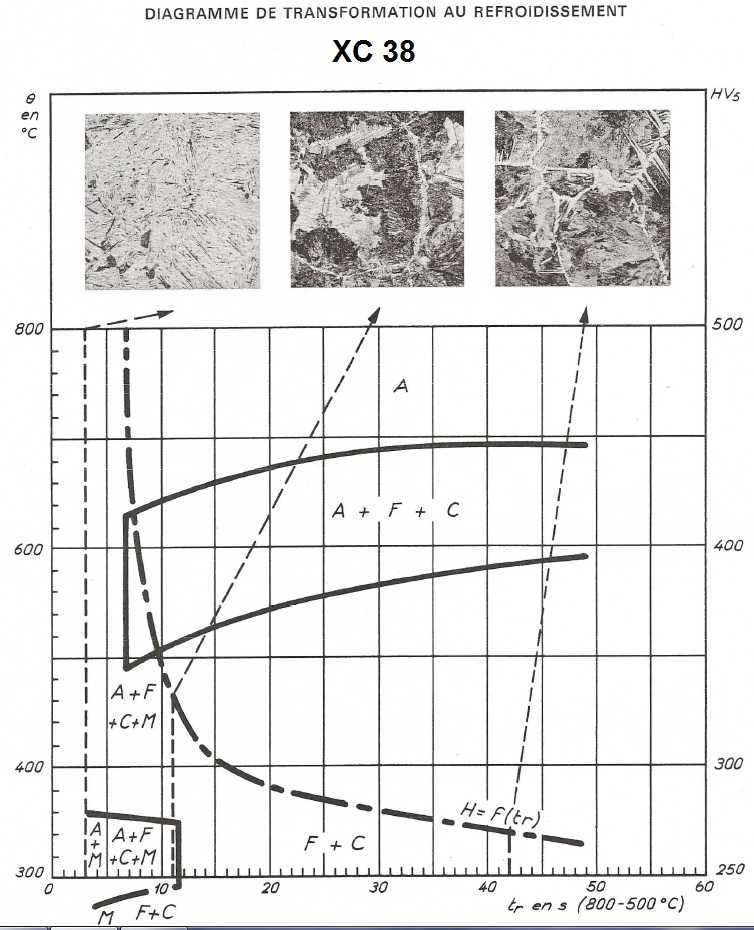{kind=link}
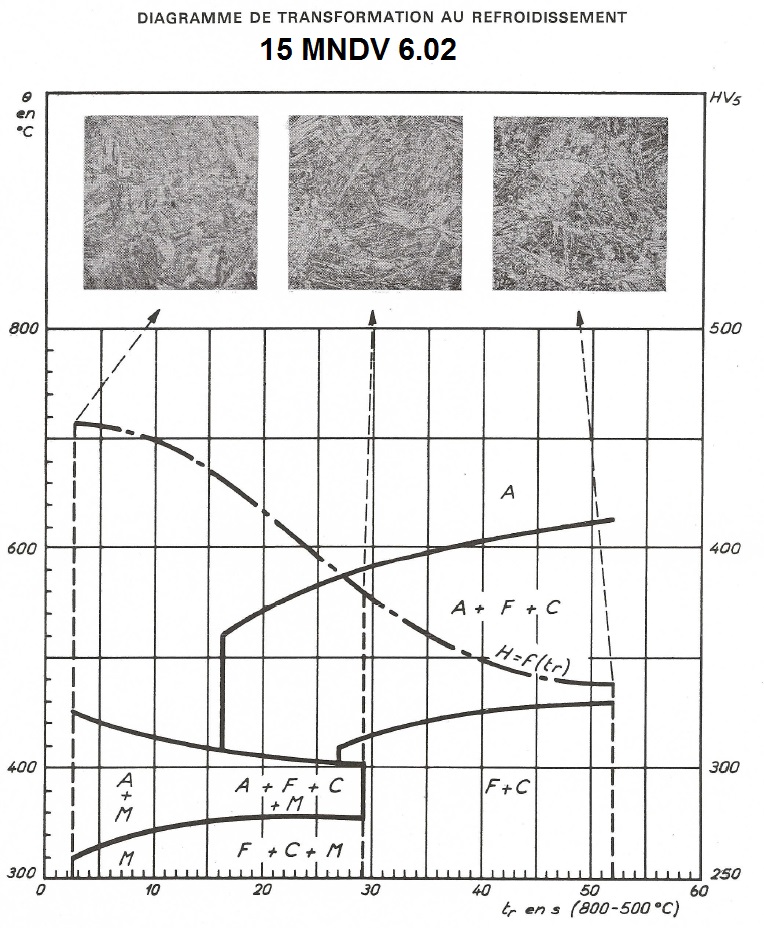{kind=link}
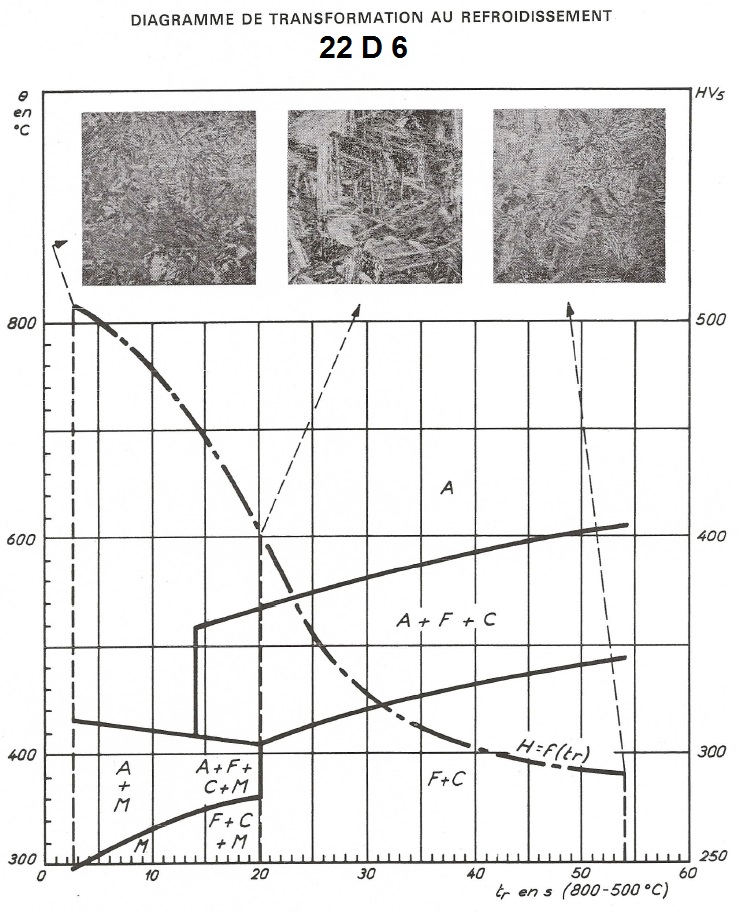{kind=link}
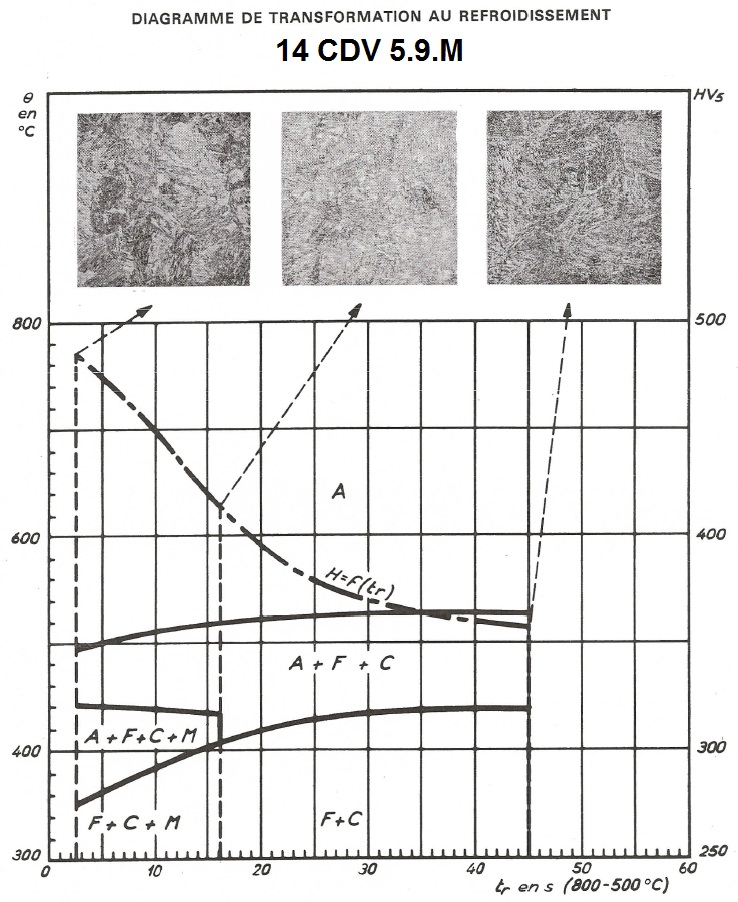{kind=link}
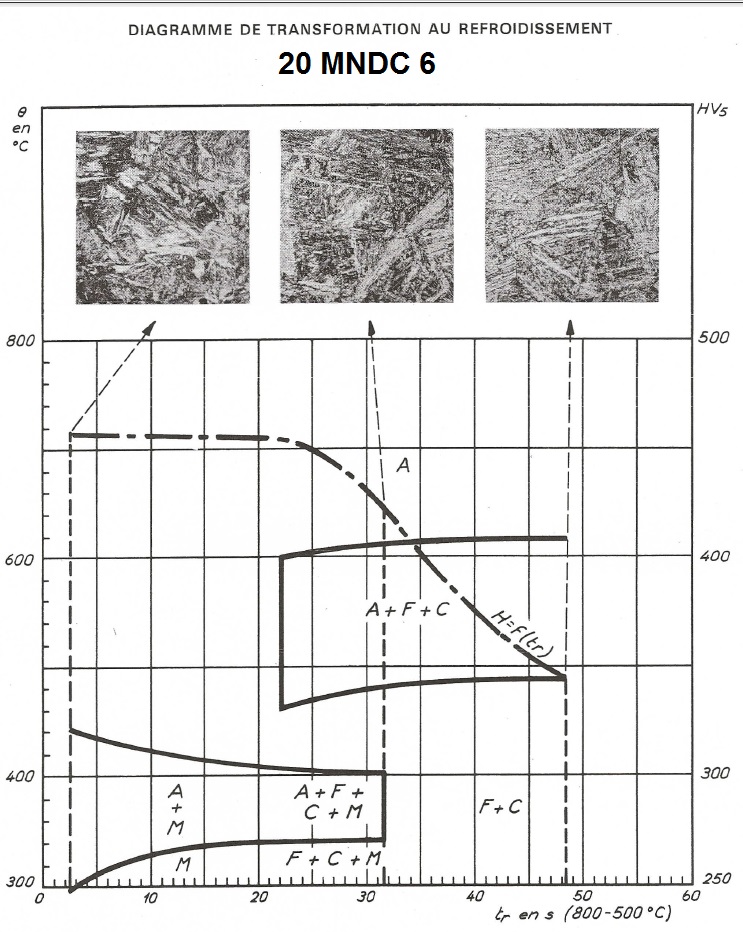{kind=link}
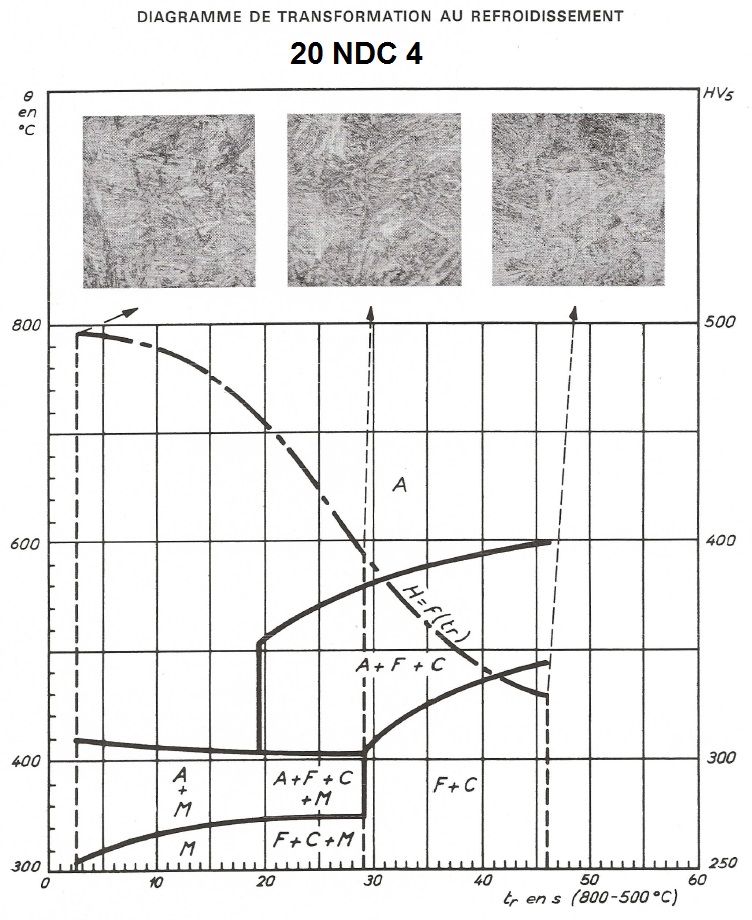{kind=link}
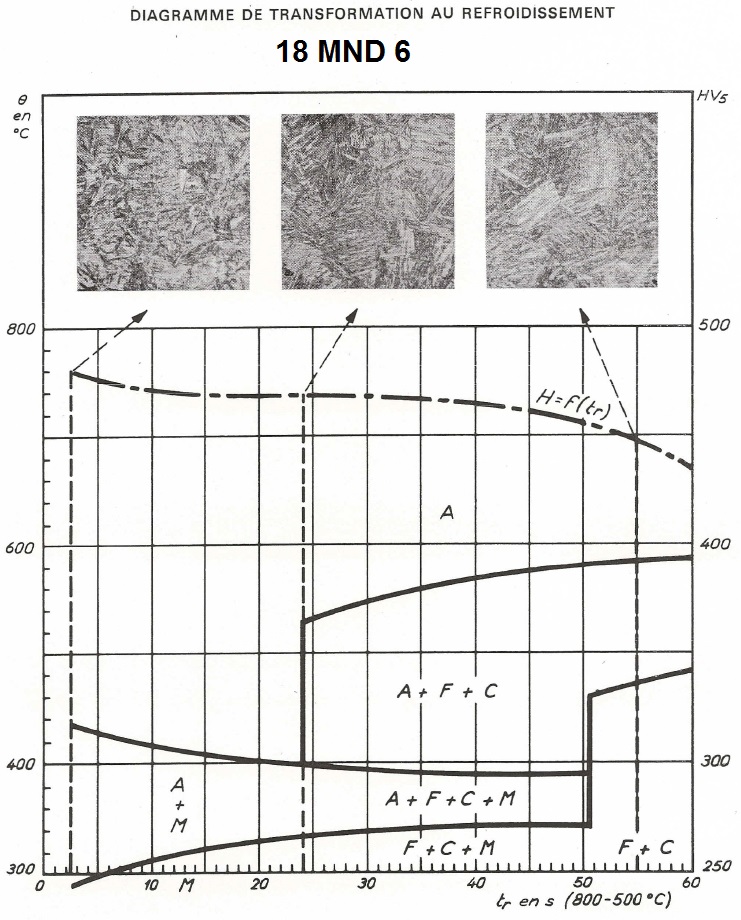{kind=link}
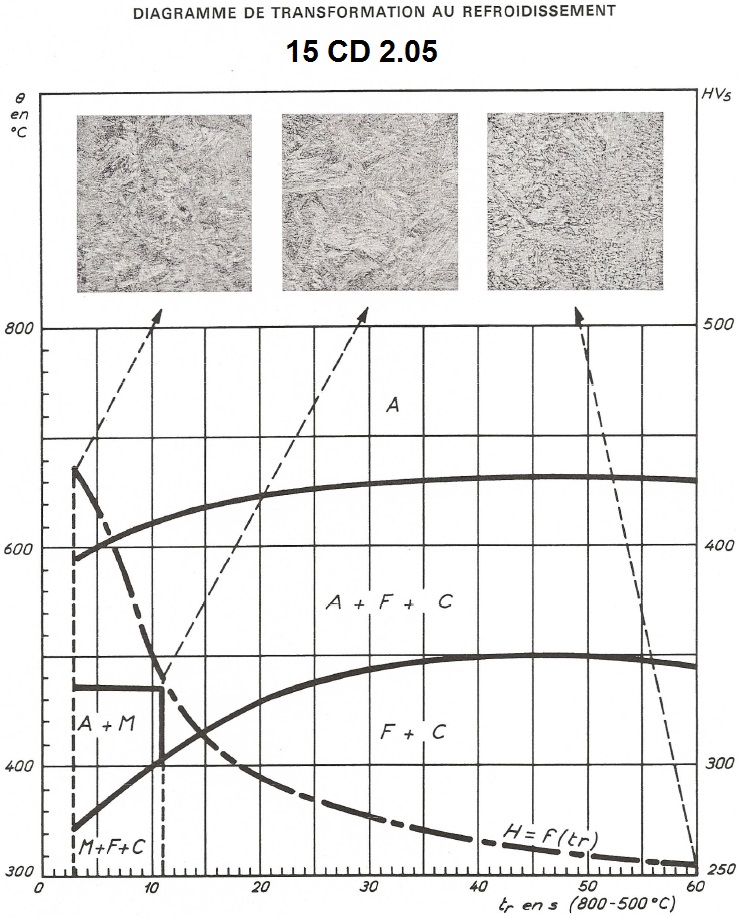{kind=link}
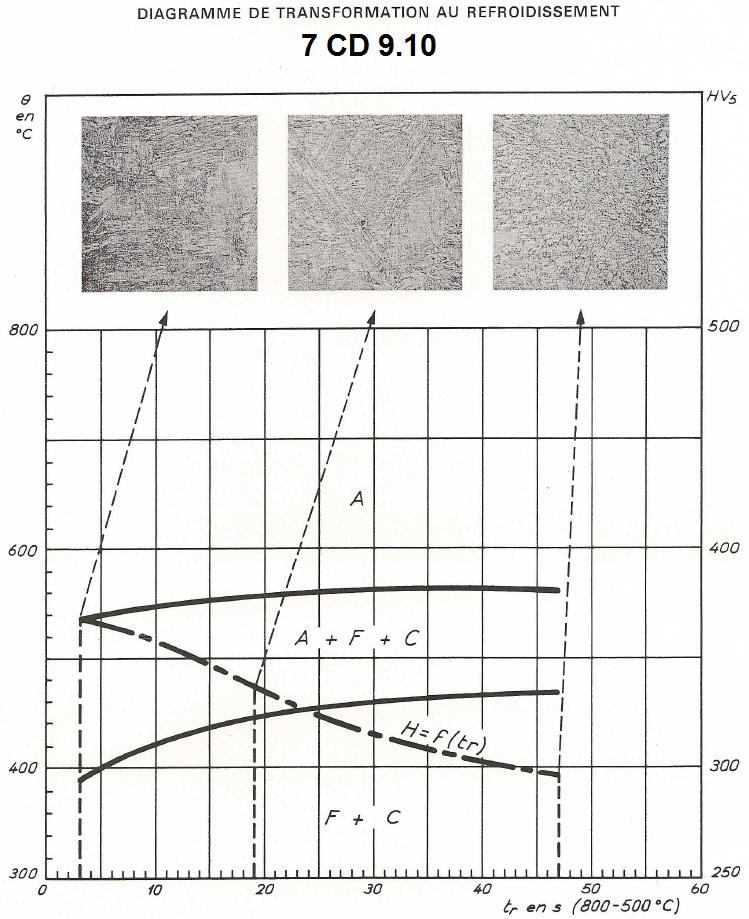{kind=link}
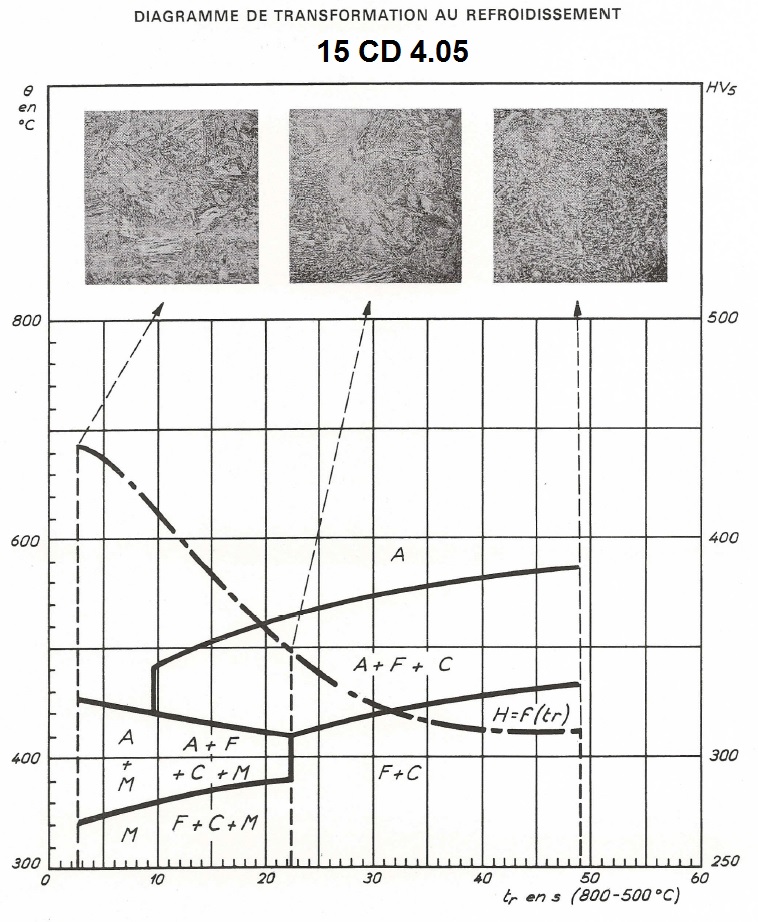{kind=link}
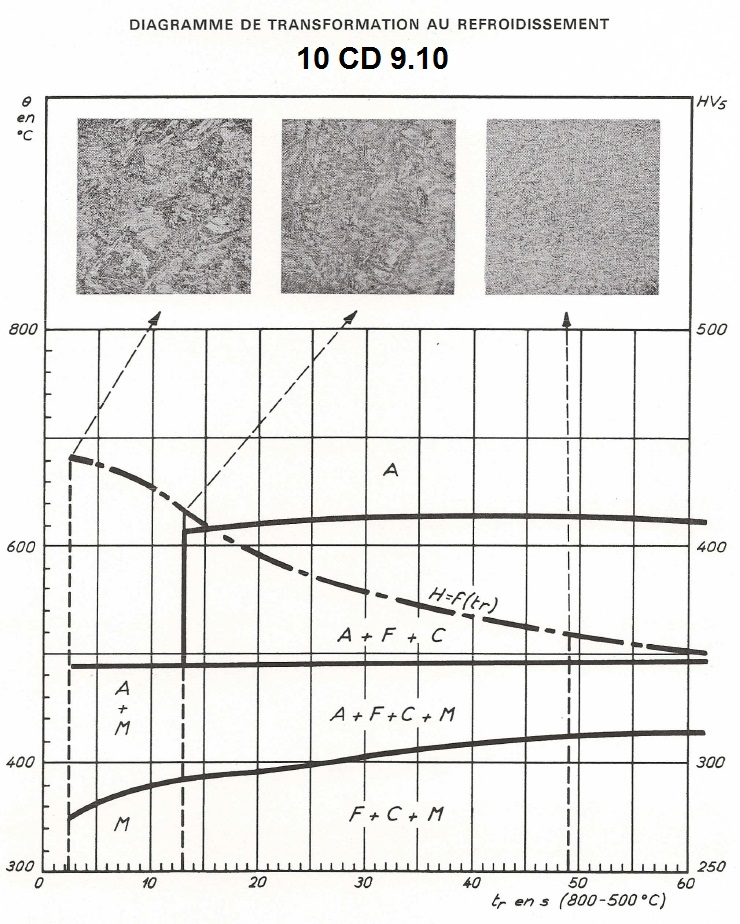{kind=link}
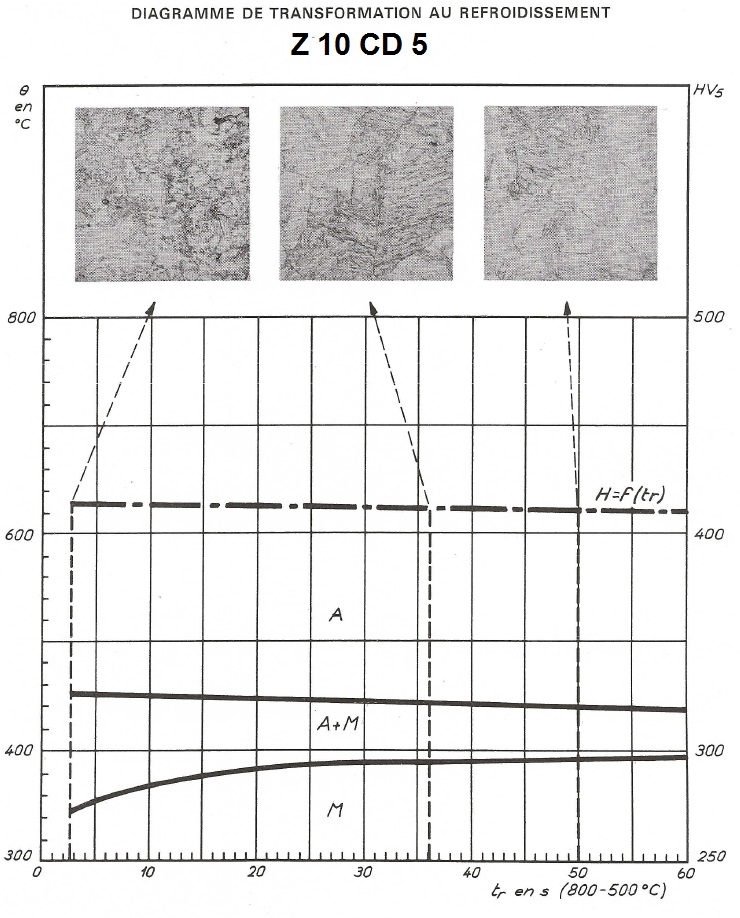{kind=link}
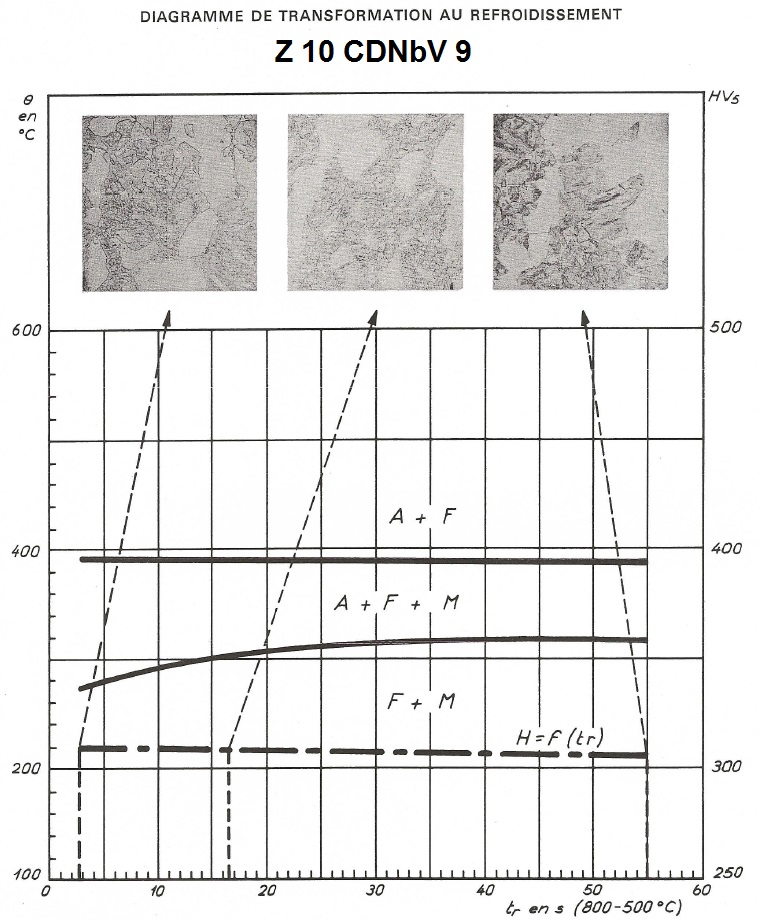{kind=link}
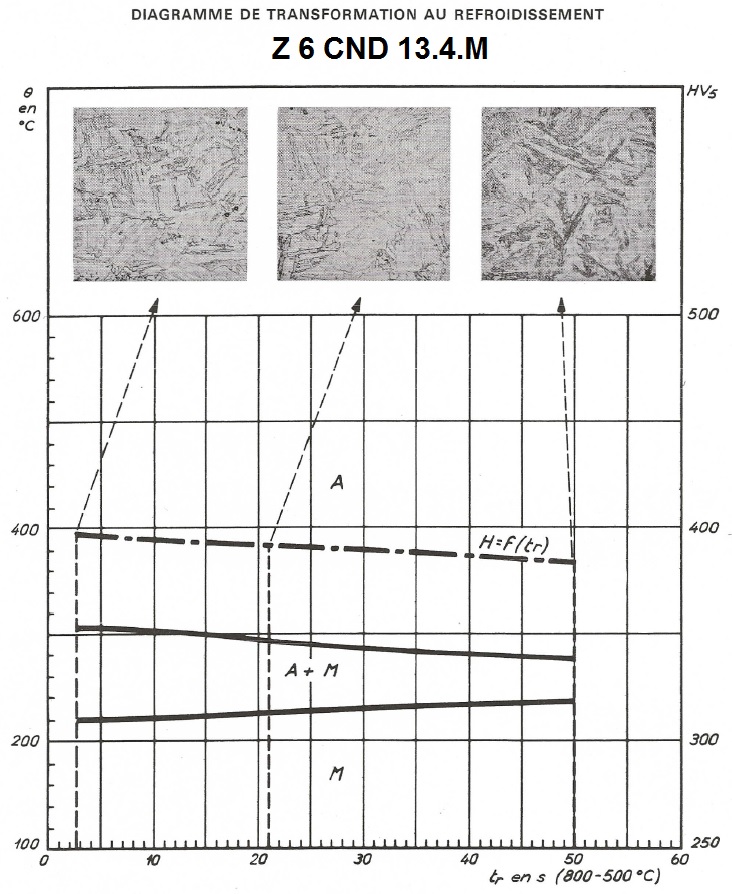{kind=link}
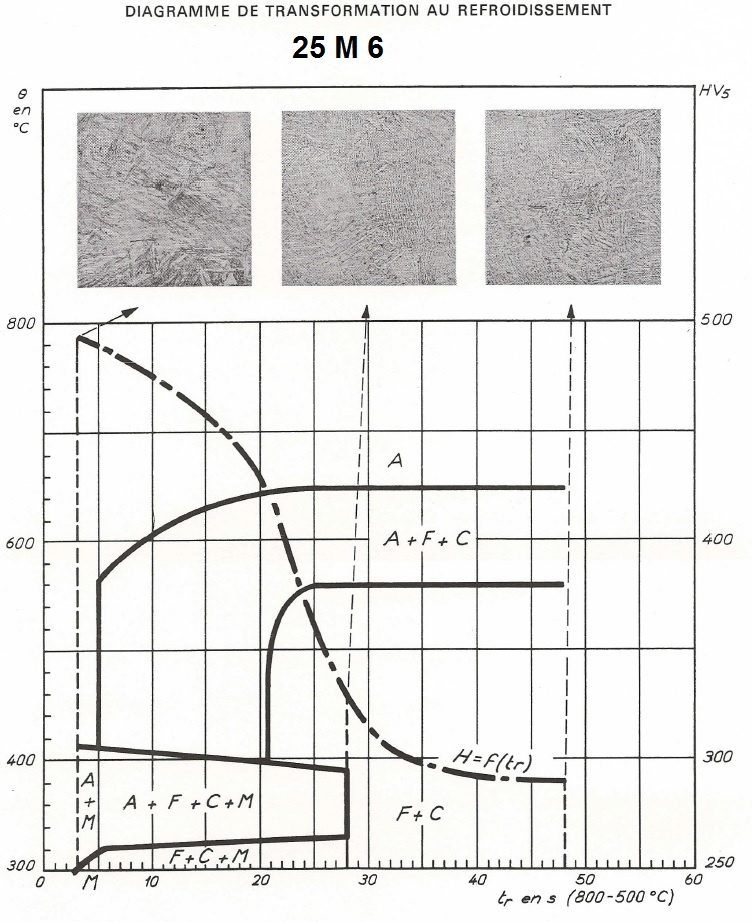{kind=link}
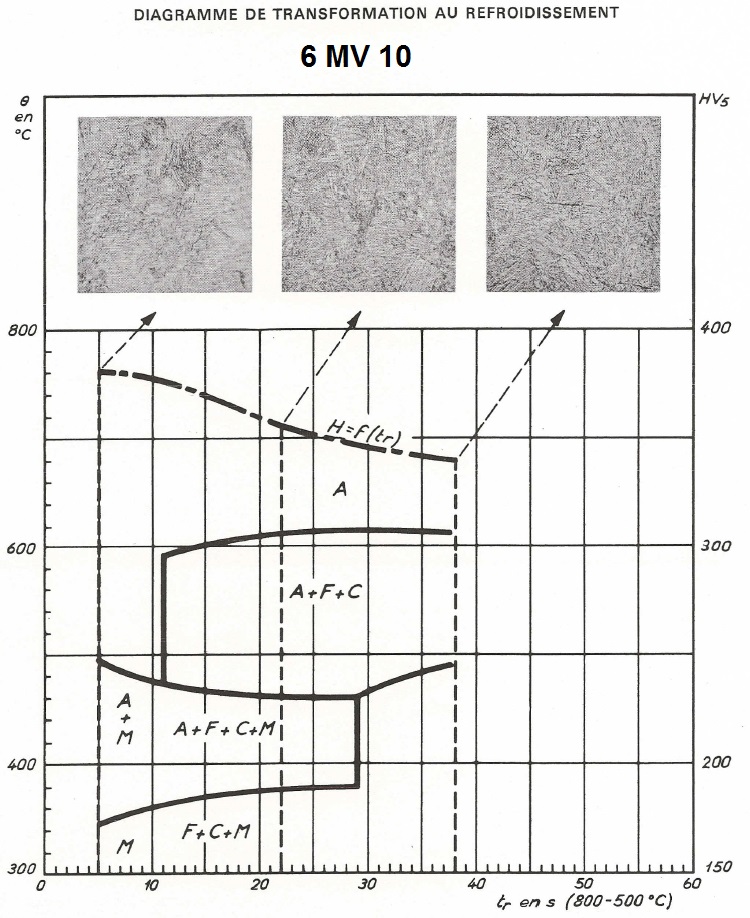{kind=link}
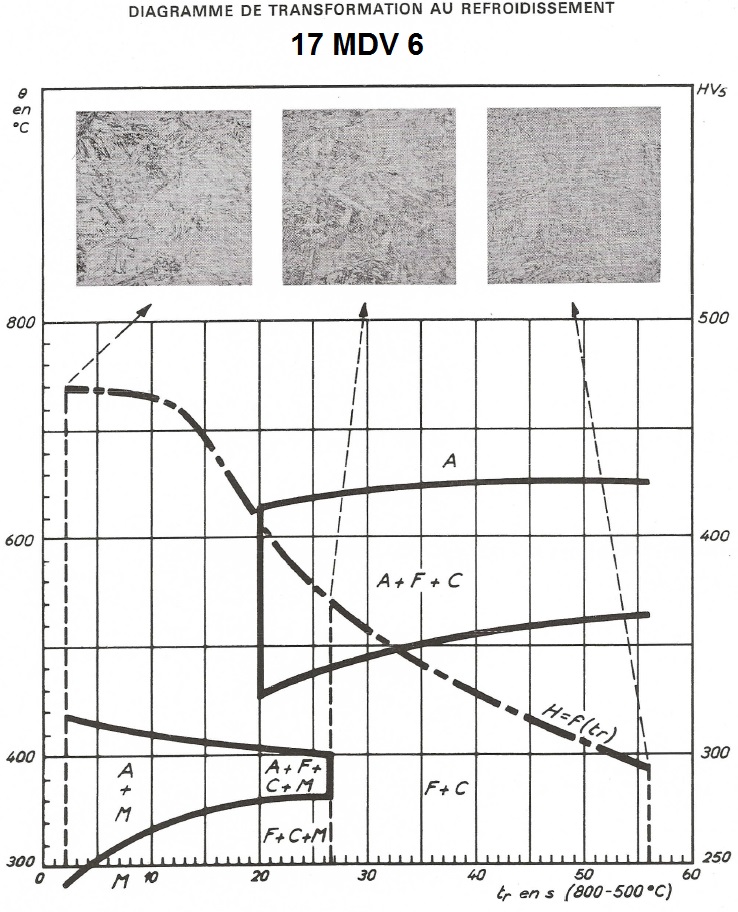{kind=link}
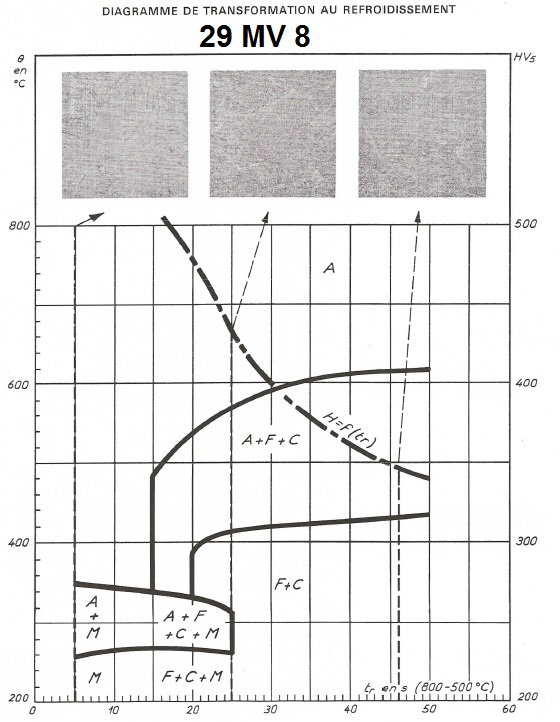{kind=link}
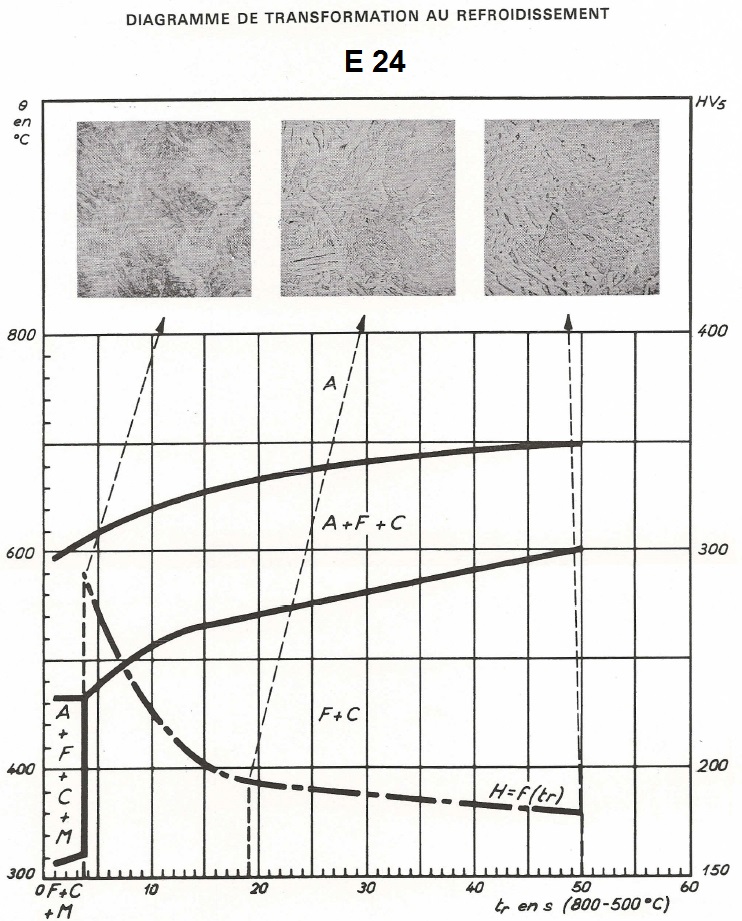{kind=link}
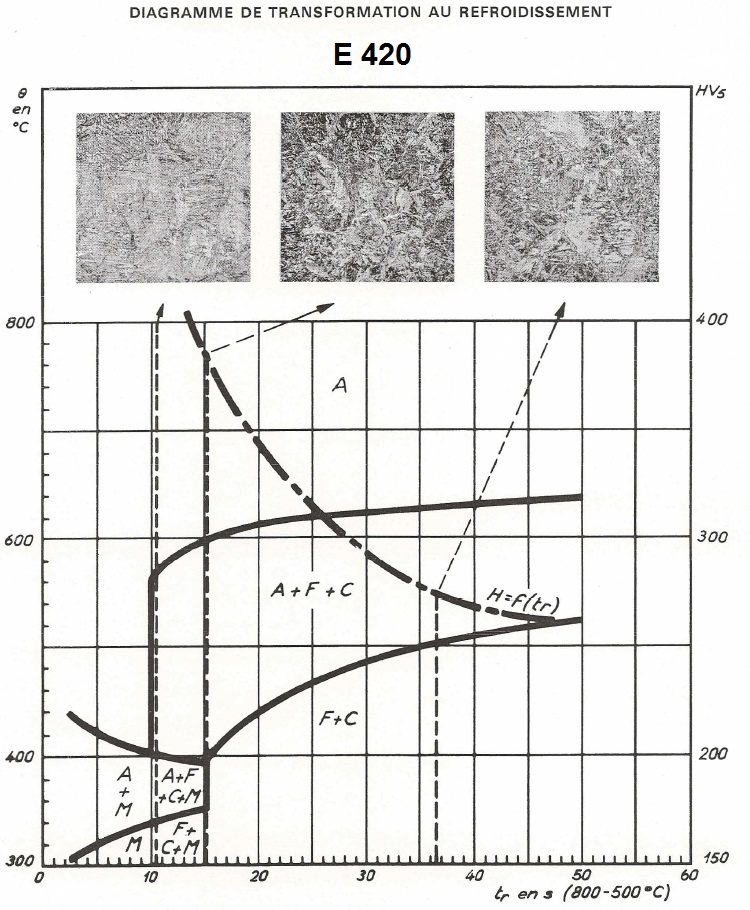{kind=link}
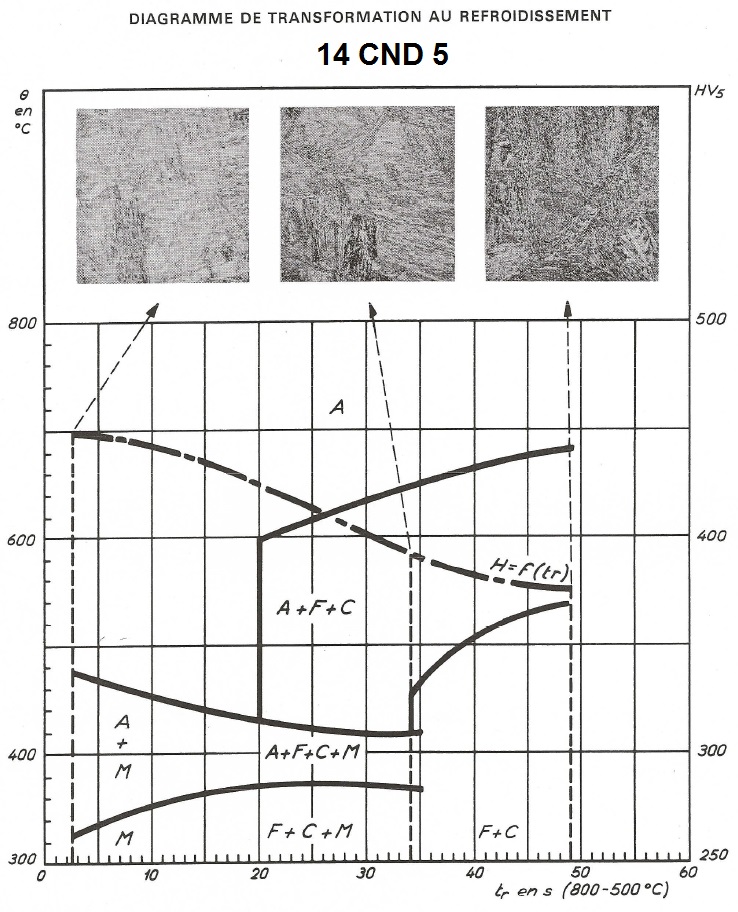{kind=link}
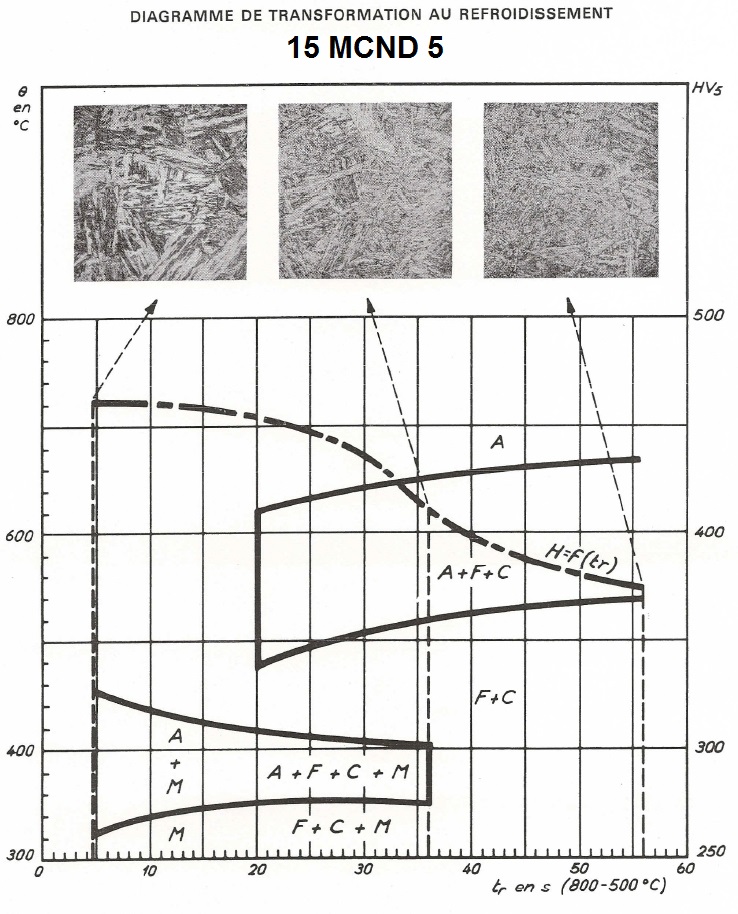{kind=link}
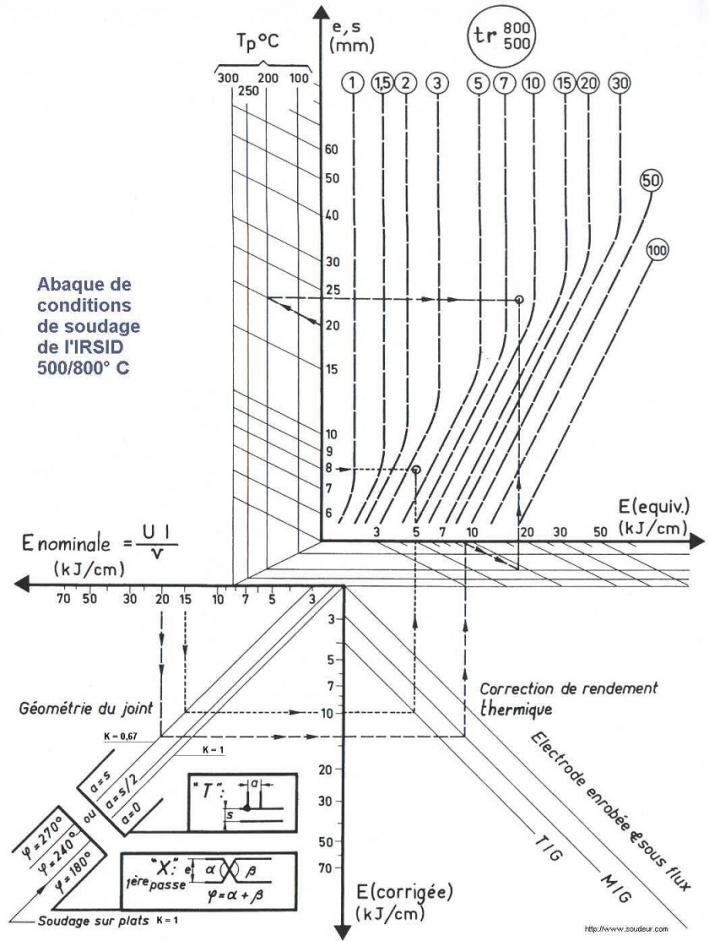{kind=link}
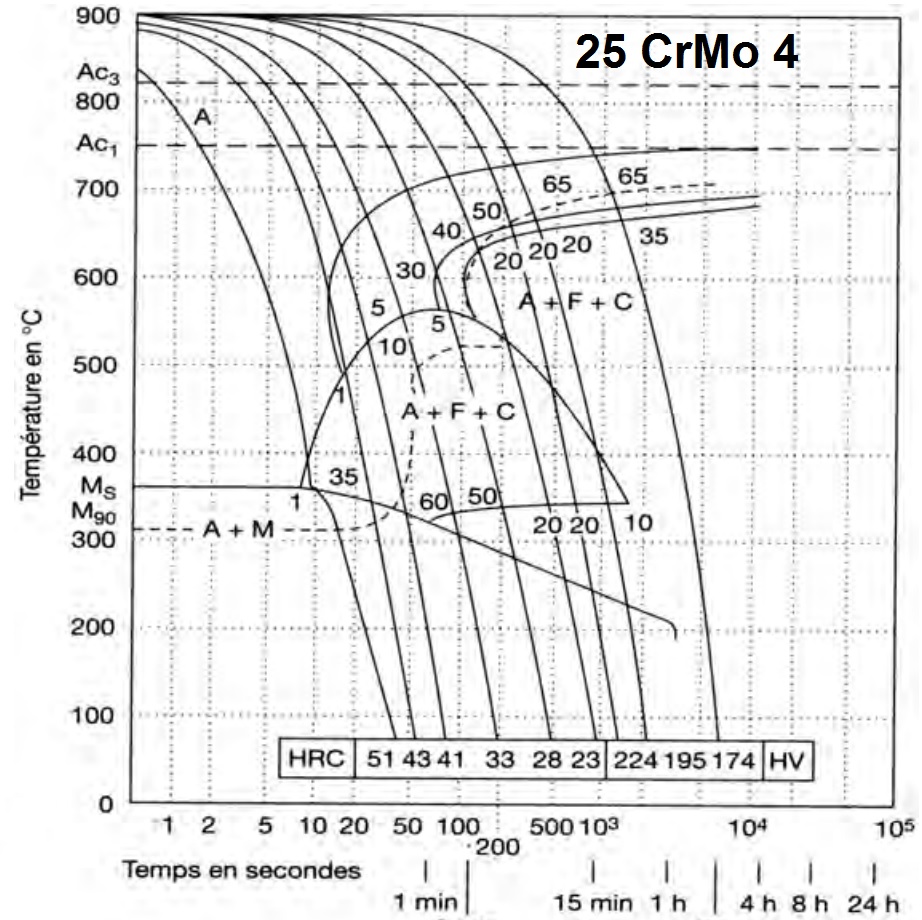{kind=link}
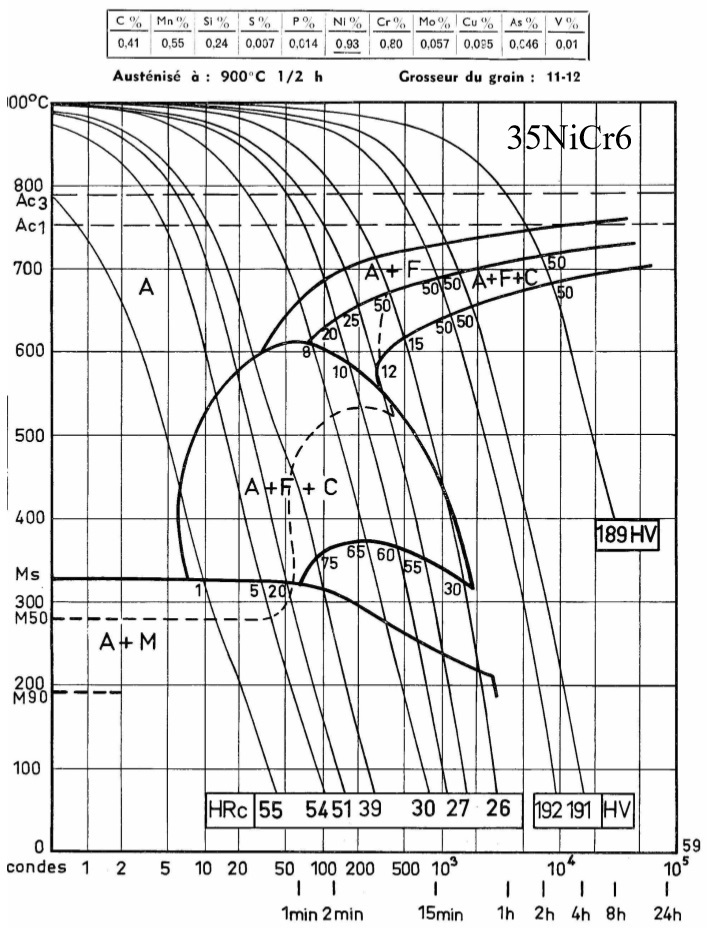{kind=link}
{kind=link}