
1 - Préambule
Ces deux procédés de soudage TIG et MIG/MAG à l'arc électrique utilisent du gaz de protection à la torche. Les différences notables sont la vitesse de soudage, le contrôle de la précision du dépôt, le type d'amenée de fil d'apport en soudage manuel.
2 - Méthode de soudage TIG / GTAW
Le soudage TIG (Tungsten Inert Gas) ou GTAW (Gas Tungsten Arc Welding) est un procédé à l'arc sous protection de gaz inerte avec une électrode infusible (tungstène). Le soudage est réalisé à partir d'un arc électrique créé et entretenu entre l'électrode infusible de tungstène (de Ø 1,0 mm à Ø 8,0 mm) et la pièce à souder.
Le métal d'apport (baguette de fil dressé de Ø 0,8 mm à Ø 4,0 mm) est amené manuellement ou automatiquement avec un dévidoir motorisé (bobine de fil de Ø 0,8 mm à Ø 2,0 mm) dans le bain de fusion.
L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil d'apport métallique pour constituer le bain de fusion et après refroidissement le cordon de soudure.
Le bain de fusion est protégé de l'atmosphère externe par un cône invisible d'inertage de gaz (de 5 à 25 litres/minute) de protection (Argon ou Argon + Hélium ou Argon + H2 pour les procédés automatiques) .
Un générateur électrique fournit le courant continu ou alternatif avec une intensité variant de 5 à 300 ampères en fonction de différents paramètres comme le diamètre du fil, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler. Les sources de courant utilisées sont à caractéristiques plongeantes ou verticales. La polarité de l'électrode est toujours négative en courant continu (polarité directe).
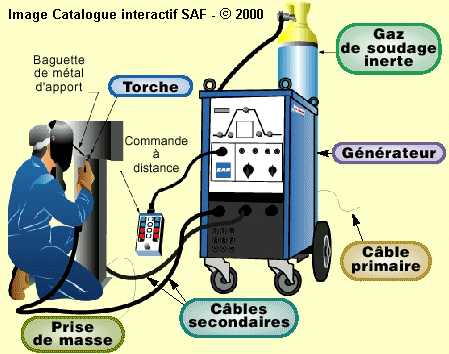
La torche de soudage est reliée sur la borne électrique de sortie négative du générateur de soudage à courant continu ou alternatif.
La masse est reliée au générateur sur la borne positive et est placée sur la pièce à souder.
Une alimentation en gaz de soudage est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre.
Lorsque le poste n'est pas équipé d'un amorçage haute-fréquence, l'arc jaillit lorsque le soudeur actionne la gâchette électrique de la torche et que la pointe de l'électrode infusible touche superficiellement la pièce à souder en créant un court-circuit (avec le risque de créer des inclusions métalliques de tungstène).
Avec un équipement d'amorçage par haute fréquence, l'arc de soudage est allumé par l'intermédiaire d'un étincelage d'arc électrique de plusieurs milliers de volts avec une fréquence de 1 à 2 MHz délivré entre l'électrode de tungstène et la pièce pendant un très court instant.
3 - Méthode de soudage MIG / MAG / GMAW
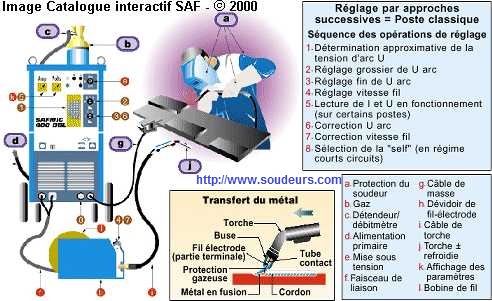
Le soudage à l'arc sous protection de gaz actif avec fil électrode fusible (GMAW) est réalisé à partir d'un arc électrique créé et entretenu entre le fil d'apport (de Ø 0,6 mm à Ø 2,4 mm) à dévidage continu et à vitesse constante (de 2 à 20 mètres/minutes environ) et la pièce à souder. La vitesse de dévidage du fil détermine l'intensité de soudage. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil métallique pour constituer le bain de fusion et après refroidissement le cordon de soudure. Le bain de fusion est protégé de l'atmosphère externe par un cône invisible de gaz (de 10 à 30 litres/minute de gaz) de protection actif (CO2 ou Argon + CO2 ou Argon + O2) . Un générateur électrique fournit le courant exclusivement continu avec une intensité variant de 40 à 700 ampères en fonction de différents paramètres comme le diamètre du fil électrode, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler. La polarité du fil électrode est toujours positive. Ce procédé est dénommé semi-automatique et parfois "pétard" par les soudeurs.
La bobine de fil électrode est placée dans un dévidoir motorisé automatique et le fil est déroulé du dévidoir à la sortie de la buse de la torche, dans la gaine guide-fil de la torche de soudage jusqu'au tube contact. La torche de soudage est reliée sur la borne électrique de sortie positive du générateur de soudage à courant continu. La masse est reliée au générateur et est placée sur la pièce à souder.
Une alimentation en gaz de soudage est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. L'arc jaillit lorsque le soudeur actionne la gâchette électrique de la torche et que la pointe du fil électrode touche la pièce à souder.
4 - Avantages du procédé TIG / GTAW
- Simple d'emploi
- Travail fin et précis
- Large gamme d'épaisseur
- Très bonnes qualités de joint et bonnes caractéristiques mécaniques
- Soudage dans toutes les positions
- Aspect de cordon très correct
- Soudage possible avec ou sans métal d'apport
- Procédé automatisable
5 - Avantages du procédé MIG / MAG / GMAW
- Forte productivité par rapport à l'ARC E.E. et le TIG
- Grande vitesse de soudage
- Taux de dépôt de métal important (plusieurs kilos/heure)
- Limitation des déformations
- Nombre de reprises de soudure limité
- Pas de laitier de soudage à décrasser
- Large gamme d'épaisseur
- Bonnes qualités de joint et bonnes caractéristiques mécaniques
- Soudage dans toutes les positions
- Contrôle relativement aisé de la pénétration en régime de court-circuit
- Aspect de cordon correct
- Procédé automatisable et utilisable en robotique
6 - Inconvénients du procédé TIG / GTAW
- Vitesse de soudage faible (2 à 20 cm/min)
- Taux de dépôt de métal assez faible (300 g/h arc allumé)
- Procédé coûteux pour l'assemblage des fortes épaisseurs
- Protection gazeuse indispensable à la torche
- Nettoyage indispensable des pièces avant soudage
- Risque de contamination de l'électrode infusible
- Perturbation de la protection gazeuse dans les courants d'air
7 - Inconvénients du procédé MIG / MAG / GMAW
- Réglage difficile des paramètres en mode manuel
- Encombrement important de la torche
- Soudage impossible sans métal d'apport
- Perturbation de la protection gazeuse dans les courants d'air
- Maintenance importante de la ligne de dévidage de fil électrode
- Beaucoup de projections métalliques en court-circuit
8 - Schéma d'installation du procédé TIG / GTAW
9 - Schéma d'installation du procédé MIG / MAG / GMAW
10 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
11 - Quelques liens intéressants sur notre site
12 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
13 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
