
28 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
Bonsoir à vous tous,
Je suis tuyauteur avec une licence HLO45 sur inox et soude également l'acier carbone mais je n'ai encore jamais effectué de soudure radio sur acier.
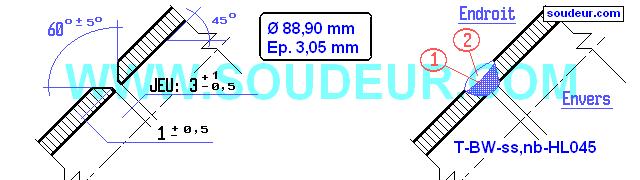
J'aimerai savoir comment réaliser une soudure (tig) radio sur de l'acier carbone (eau surchauffée) d'un diamètre de 88,9 mm soit 3 pouces et d'une épaisseur de 3 mm.
Sachant que pour la préparation du tube, deux chanfreins à 30° sont nécessaires ainsi qu'un jour d'environ 3 mm entre les deux tubes à souder.
je vous remercie par avance.
salutations
fred11

#2


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Vous pourrez remarquer qu'après plus de 15 jours d'attente, aucun soudeur n'a prit la peine de vous répondre ...
C'est assez désolant ce manque évident de partage d'expérience !
Si vous avez passé avec succès une qualification de soudeur TIG sur tube acier inoxydable en position HL045, vous ne devriez pas avoir trop de mal à réussir la même chose sur un tube acier carbone manganèse.
Beaucoup de soudeurs soudent le Ø 88,9 x 3,05 en une passe unique (les plus expérimentés) ou en deux passes.
La première passe est réalisée à 90 / 100 ampères avec un fil Ø 2,0 ou 2,4 mm
La passe de finition est réalisée avec 110 / 120 ampères.
Cordialement,
#3


rocco13 En ligne le 06/04/2012 à 00:46 (5 messages sur soudeurs.com)
bonjour a toi je suis actuellement en formation de soudure tig sur tubes carbones dans un mois je passe mon agreation a bruxelles belgique je te conseille plutot un ecartement de 4 mm entre chaque tubes. pour moi la soudure ce n ai pas qu un metier c est carement une passion..... un hobie...... QUE DIEU BENISSE LA SOUDURE !!!!!! ciao
#4
Invité
Bonjour
Et merci de m'avoir répondu,
C'est très vrai que les gens sont rétissants quand il s'agit de partager leur savoir.
Bref. Pouvez vous me donnez plus de détail.
A quoi doit ressember le cordon a l'intérieur ?
Pourquoi me conseille-t-on de mettre 4mm de jour, cela me semble énorme.
Un prof de l'AFPA me conseille de mettre 2 mm, que 4 c'est se compliquer la tache, ce qui pour moi me semble logique.
D'un autre coté j'ai travaillé avec des soudeurs qui imposaient 4mm de jeu.
A part ca je sais qu'il faut blanchir intérieur et extérieur, dégraisser a l'acétone faire un talon de 1mm qu'il faut comme pour l'inox laisser le métal d'apport toujours sous protection gazeuse, et faut-il laisser ce métal d'apport en continue dans le bain de fusion ou faut-il alimenter en goutte a goutte tout en balayant.
Peut-etre ces questions sembles des détails mais pour moi chaque conseil est important.
Les rares fois ou j'ai fais des essais la penétration n'était pas du tout régulière il y avait des éffondrements (grosse gouttes)...
Merci de votre compréhension et de votre gentillesse
Cordialement
#5

dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Bonjour,
Le problème c'est qu'il y a presque autant de manières de procédé que de soudeurs. L'écartement est à mettre en relation avec le diamètre du métal d'apport et la méthode de soudage (nombre de passes, position de soudage etc').
Si vous voulez réaliser cette soudure en une seule passe il est préférable d'avoir un écartement réduit (2,5 ou 3,2) mais pas trop afin qu'avec une avance adaptée la pénétration soit au minimum plate au plafond par capillarités.
En multi passes vous pouvez mettre plus d'écartement, 4mm si vous soudez avec un métal d'apport de 2,4, 3,2 avec du 2 afin de pouvoir alimenter le bain à l'intérieur du tube.
Certains disent qui est préférable d'amener le métal à la goutte et d'autres en continu dans le bain'
A la goutte, en pénétration cela, permet de contrôlé plus facilement visuellement la bonne fusion des arêtes intérieur du tube et l'apport de métal (technique très utile en cas de préparation fantaisiste) , mais le « strieage » su cordon est plus grossier.
En alimentant le bain en continu il est un peu plus délicat de « lire » la bonne fusion des bord car on ne voit pas la formation du « trous », mais cela permet de souder plus vite et d'obtenir un aspect plus « lisse ». Certain son contre cette technique pour des raisons de perturbation protection gazeuse.
La difficulté du soudage des tubes SH10 en monopasse vient du fait qu'il faut à la fois maîtriser la pénétration et la finition en même temps. Quand on arrive à la partie à plat, il devient difficile de charger le cordon sur l'extérieur, le métal par gravité descend à l'intérieur du tube, le premier réflexe est souvent de continuer à alimenter le bain, mais le bain prend du volume, donc du poids et descend d'autant plus, ce qui créer l'effondrement' Pour le prévenir il faut baisser l'intensité et charger le métal le plus haut possible, le plus prêt de l'électrode possible pour que le métal ait le plus de chemin possible à parcourir avant son refroidissement, garder le métal en continu dans le bain permet de le « soutenir » légèrement. Une fois l'apport du métal maîtrisé vous pourrez à nouveau augmenter l'intensité et par la même votre vitesse d'avance.
Mais cette technique est la mienne, il est important de vous même trouver celle qui vous convient le mieux afin de vous faire, votre propre main.
En, espérant vous avoir été utile?
#6
rocco13 En ligne le 06/04/2012 à 00:46 (5 messages sur soudeurs.com)
Bonsoir l'ami,
En fait c'est très simple !
Chacun doit adapter sa propre technique de soudage.
Actuellement, j'ai deux profs en formation et ils me disent tous les deux des techniques différentes alors j'ai adapté la mienne.
L'écartement de 4 mm maxi est important par au fur et à mesure de la pénétration, la pièce peut se resserer et après tu seras obligé de meuler pour refaire le jeu.
La pénétration passe plus facilement avec un jeu de 4 mm
Je parle en tube carbone bien sur !
La pénétration ne doit pas être creuse. Elle doit être légèrement bombée (de 0,5 à 1,5 mm)
En ce qui concerne la deuxième passe, il faut déposer une grosse goutte et l'étaler en avancant quand même assez vite parce que si tu fais du sur place tu chauffes trop et tu auras un effondrement de matière.
Enfin pour la passe de finition, le métal d'apport de Ø 2,4 mm doit toujours rester dans le bain de fusion et étaler de gauche à droite.
La surépaisseur doit être légètement bombée avec un rayon de raccordement très doux avec le métal de base.
Je ne rate jamais une pièce. Je réusii à chaque fois.
Les deux profs que j'ai me donnent des bons conseils. C'est à toi de regarder ta façon de faire.
Voilà l'ami en espérant que cela t'aidera et bonne soudure.
Cordialement,
#7
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
En complément des informations techniques données dans ce sujet de discussion, voici un croquis explicatif :
Cordialement,
#8
Invité
Bonsoir a vous,
Merci encore pour les (précieux) renseignements fournis
Cependant il y a encore quelques questions qui me turlupinent.
Dans mon cas (soudure TIG radio sour tube 88.9X 3.05mm) donc 3mm de jour un talon de 1mm, 1er passe a quelle ampérage dois-je souder? ( sachant que je ne suis pas très rapide )
Avec quel débit d'argon ?
Quel diametre d' électrode ?
Vous m'avez aussi conseillé le goutte a goutte mais le métal d' apport doit-il réster en continu sous protection gazeuse comme pour l'inox ?
A bientot de vous lire merci encore
Cordialement.
#9
Invité
Bonsoir a tous,
J' ai a souder un vase (pour ma femme) en cuivre. Puis-je utiliser un fil électrique dénude en guise de métal d'apport ? Et le cuivre souder au tig se chambre-t-il comme l'inox ?
#10
rocco13 En ligne le 06/04/2012 à 00:46 (5 messages sur soudeurs.com)
bonjour a toi l ami , en ce qui concerne l amperage ca depend des poste a souder il y a des postes ou il faut metre plus ou alors moins d amperage , moi pour la penetration je met entre 85 et 95 amperes avec metal d apport de 2,4mm et si je veut faire la deuxieme passe et passe de finition doucement pour m habituer je ne bouge pas l ampereage pour pour apprendre comme nil faut et apres au fur et a mesure que tu t habitue tu peut augmenter l amperage pour travailler plus vite mais d abord entraine toi doucement. et pour le fil electrique denude je ne peut pas te dire mais a mon avis ca ne marchera pas et en plus le fil electrique ce n est pas du metal a souder voila en esperant que cela t aidera. passe de tres bonnes fetes de fin d annee. ciao
#11
rocco13 En ligne le 06/04/2012 à 00:46 (5 messages sur soudeurs.com)
ha j oubliais fred11, le debit d argon dois etre a 12 . CIAO
#12
Invité
Bonjour,
Merci d'avoir répondu si rapidement,peut tu aussi me conseillé le diametre d'électrode a employé (épaisseur du tube 3,05mm). OK pour l'ampérage le débit gaz...Autre chose concernant le cuivre si je trouve le métal d'apport adéquate est-il nécessaire de le chambré comme l'inox? Je te souhaite également de bonnes fètes.
Merci encore, cordiallement.
#13
rocco13 En ligne le 06/04/2012 à 00:46 (5 messages sur soudeurs.com)
bonjour a toi , le diametre de l electrode est de 2,4mm et pour le cuivre je ne serai pas te dire si il faut le chambrer je ne connais pas le systeme .voila pour toi !!!! ciao
#14
Invité
Bonjour,
Merci pour ces renseignements, cependant j'ai encore besoins de quelques renseignements. quel diametre d'électrodes a utiliser (épaisseur du tube carbone 3,05mm) ensuite ( pour résumé) est tu d'accord avec ce qui suis : 3mm d'écartement, talon de 1mm, métal d'apport de 2.4mm, débit argon 12l/min,ampérage 1er passe en goutte a goutte a 85 A,puis 2ème passe métal d'apport en continue a 90 A,évanouisseur 10 sec. Si avec tout ca je n'y arrive pas ! Ensuite rien a voir pour une soudure non radio sur de l'acier carbone (chauffage) est il nécessaire de laisser le métal d'apport constament sous protection gazeuse ? Autre question je veut souder au TIG en vase en cuivre pour ma femme, mais je n'ai pas de métal d'apport, puis je prendre du fil électique dénudé, et surtout le cuivre au TIG se chambre-t-il comme pour l'inox avec de l'azote ? Merci encore pour la précision de tes réponse et je te souhaite DE BONNES FETES DE FIN D'ANNEE. CORDIALEMENT
#15
Invité
bonjour pour l'ecartement mets une electrode de 3.2 sur laquelle tu auras enlever l'enrobage.prend du 2.4 a 88 amperes et du 2 à 85amperes. pour le talon c'est pas necessaire ainsi tu vois bien la fusion de tes bords. j'ai passé mes qualifs il y a trois mois et depuis je suis sur chantier en belgique .le top pour apprendre car a l'établi et contre un mur c'est pas pareil.si tu sais faire maintenant le jour de ta qualif dis toi que c'est pareil.prend toi pas la tete.pour l'ecartement tu adaptes selon le diametre de ton metal d'apport.si t'as aucuns courant d'air la ou tu soudes 10 litres suffisent amplement car plus tu montes plus tu as de la calamine .surtout passes un bon coup de brosses entre chaques passes pour éviter le collage et petit conseil avant de faire ton aspect mets un coup de lime sur les bords tu verras ca fond moins vite et ton cordon s'arrete la ou tu veux,bon courage et meilleurs voeux
#16
Invité
Bonjour,
Bien recu,pour l'écartement,le coup de brosse,de lime...Maintenant j'aurais d'autre questions concernant la facon de procéde. Aujourd'hui j'ai fait des essais sur du tube de diametre 42.4mm par3.05mm avec du M.A de 2.4.J'ai mis mes 3.2mm d'écartement ma 1er passe se déroule pas trop mal a part sur le dessus ou c'a s'éffondre. Par contre quand je fais la 2ème passe (finition) ca me pousse le cordon intérieur, ce qui me fait beaucoup trop de pénétration (au moins 5mm) surtout sur le dessus du tube.J'ai éssayé d'aller plus vite avec plus d'ampérage, j'ai aussi éssayé de mettre moins d' ampérage, mais rien a faire c'a 'éffondre. J'ai aussi éssayé de faire la soudure en une fois le résultat était presque mieux a part sur le dessus une fois de plus. Quelle sont les marges de tolérence pour une soudure radio, on m'a dit que l'épaisseur du cordon intérieur doit ètre d'environ 1mm et 1.5mm pour le cordon éxterieur. S'il y a trop de pénétration la soudure est-elle refusé et pourquoi ? Merci pour tes conseils et autre chose pour souder au tig du cuivre est-il nécessaire de le chambré comme l'inox ?
Merci encore pour tout,bon séjour en Belgique, et bonne fin d'année, cordiallement
#17
Invité
Bonjour Dusweld11,
Merci pour la précision des renseignements cependant j'aurais encore une ou deux questions. Quant je réalise ma passe de pénétration ca se passe pas trop mal, a part sur le dessus ou ca a tendance a s"éffondrer.Mon problème est ma 2ème et derniere passe qui me pousse le cordon intérieur et du coup me créer beaucoup trop de pénétration (au moins 5mm). J'ai essayé de mettre plus d'ampérage et d'aller plus vite,j'ai aussi éssayé de baisser l'ampérage pour moins chauffé mais pareil ca s'éffondre. Que puis-je faire pour ne pas avoir cette éffondrement ? Si on a trop de pénétration pourquoi la soudure est refusé a la radio ? Quelles astuces existe-il pour avoir un cordon régulier ?
Merci encore pour les renseignements et BONNE FETES DE FIN D'ANNEE,cordialement
#18
Invité
Salut Fred11, (!)
Lorsque tu commences ta passe de pénétration au plafond, ton métal d'apport doit être placé à l'interieur de ton chanfrein
Sur le dessus il devra être placé à l'exterieur et tu devras balayer plus largememnt aussi afin d'éviter l'effondrement.
#19
lionel29 En ligne le 01/09/2013 à 17:09 (24 messages sur soudeurs.com)
Salut Fred11, (i)
Pour ta question sur le refus à la radio en cas de pénétration trop importante la réponse est double d'après ce que l'on m'a dit :
premièrement, l'érosion d'une pénétration trop importante par le fluide peut entrainer des particules de métal dans le circuit et détériorer celui-ci ou le produit lui-meme.
Deuxièmement, un cordon intérieur trop important diminue le diamètre nominal du tube, qui est la référence pour les calculs de débit et de quantité sur des lignes automatisées, notamment dans l'agro-alimentaire.
En espérant avoir répondu à ta question.
Bonne soudure!
Lionel29
#20
Invité
Salut Lionel29 et merci d'avoir répondu si rapidement.
Quel conseils peut-tu me donner pour réaliser une bonne soudure radio TIG sur tuyauterie 3" ép.3,05mm. Donc chanfrein 30°,talon 1mm, blanchir intérieur et extérieur. 1er passe environ 85 A et 2ème passe a 95 A. Autre question comment faut-il procédé quant on repasse sur nos (4) points ? Faut-il les supprimer en les meulant ou resoudée par dessus ? Merci de m'éclairer sur le sujet
A bientot de te lire, cordialement
#21
lionel29 En ligne le 01/09/2013 à 17:09 (24 messages sur soudeurs.com)
Salut Fred11, dans ton dernier message tu citais tous les paramètres de réglage que tu allais employer pour ta soudure. Apparement de ce coté là tu n'as plus grand chose à connaitre, personnellement je ne mets pas de talon quelque soit l'épaisseur du tube (sauf si un cahier des charges l'impose!). En ce qui concerne les points, j'ai toujours l'habitude de donner un léger coup de meule,ou au minimum un coup de brosse, pour enlever la calamine. Pour le reste c'est surtout le fait de souder, souder et encore souder qui te permettra de trouver ton " coup de patte" personnel, tous les conseils que tu pourras obtenir te seront utiles mais resteront néanmoins très relatifs, rien ne remplacera une pratique courante. Chaque soudeur est unique et son style l'est également. Bonne soudure. Lionel29.
#22
Invité
Bonjour,
Tout d'abord merci de tes réponses et tu as raison, il ne me reste plus qu'a m' entrainé. Bonne route a toi merci encore, cordiallement.
#23

guigui67 En ligne le 26/03/2023 à 10:10 (99 messages sur soudeurs.com)
bonjour,
pour une position HLO45 doit on savoir tenir la torche TIG des deux mains pour effectuer le soudure?
J'ai essayé et pour le moment je dérape constamment!
#24
lionel29 En ligne le 01/09/2013 à 17:09 (24 messages sur soudeurs.com)
Salut Guigui67
Non,non! Tu dois procéder comme pour de la tuyauterie inox: la torche dans la main droite (si tu es droitier) et la baguette de métal d'apport dans la main gauche.
Si tu veux voir à quoi cela ressemble, tape "soudure TIG tube acier HLO45" ou "TIG pipe welding 6G" sur YouTube, tu pourras peut-être dénicher des vidéos interessantes à ce sujet, j'y vais de temps en temps et il y a des démonstrations qui sont pas mal.
Cordialement.
Lionel29
#25
guigui67 En ligne le 26/03/2023 à 10:10 (99 messages sur soudeurs.com)
salut Lionel29,
je suis tout a fait d'accord avec toi mais pour la position HLO45 j'ai un peut de mal a faire mon godillage avec ma mains droite et rester dans l'alignement
tu ne va pas me croire mais j'ai appris la mouvement de la godille grâce a une video de youtube...si vous ne croyez pas demander DOMSOUD56
#26
domsoud56 En ligne le 25/01/2022 à 10:59 (89 messages sur soudeurs.com)
salut guigui67
coupe ton tube 2 a 3mm fait une petite arrête pour guider ton métal d apport tu démarre dessous tu soude 1/4 du tube vert la droite 1/4 vert la gauche 1/4 vert la droite et ton dernier 1/4 tu peux le faire avec la main droite mais le jours ou tu serra sur un chantier et que tu ne pourra pas faire avec la mains droite. apprend a souder des deux mains. salut guigui a plus
#27
guigui67 En ligne le 26/03/2023 à 10:10 (99 messages sur soudeurs.com)
Salut dom,
Pour l'ordre des soudures par quart aucun souci la dessus
Nous en avons parlé la semaine dernière mais je voulais juste avoir quelque avis concernant cette fameuse position!
Bonne journee
#28
soudure sur tube carbone 3mm tu peu chanfreiner a zèro le jour pour la pènètration moi je mets 4mm mais tu peu mettre moins ou mème bord a bord tant que le bord son fondu ! sa passe !
moi je soude en première passe 95 ampères deuxième 120 ampères après un temps de refroidissement entre les deux passes
ètincelle En ligne le 23/07/2014 à 18:38 (8 messages sur soudeurs.com)
Envoyé par fred11
Bonsoir à vous tous,
Je suis tuyauteur avec une licence HLO45 sur inox et soude également l'acier carbone mais je n'ai encore jamais effectué de soudure radio sur acier.
J'aimerai savoir comment réaliser une soudure (tig) radio sur de l'acier carbone (eau surchauffée) d'un diamètre de 88,9 mm soit 3 pouces et d'une épaisseur de 3 mm.
Sachant que pour la préparation du tube, deux chanfreins à 30° sont nécessaires ainsi qu'un jour d'environ 3 mm entre les deux tubes à souder.
je vous remercie par avance.
salutations
fred11
soudure sur tube carbone 3mm tu peu chanfreiner a zèro le jour pour la pènètration moi je mets 4mm mais tu peu mettre moins ou mème bord a bord tant que le bord son fondu ! sa passe !
moi je soude en première passe 95 ampères deuxième 120 ampères après un temps de refroidissement entre les deux passes
#29

ptitdrummer En ligne le 31/03/2017 à 13:19 (2 messages sur soudeurs.com)
bonsoir à tous
je me permet un petit déterrage, sortant tout juste d'une formation tig acier carbone (avec un bon petit coup d'arc au passage) dont je ne connais pas encore le résultat . Voici mon frais retour d'expérience. Je chanfreine à + ou - 30° après avoir blanchi à la meuleuse chaque partie à souder, avec un talon de + ou - 1mm (sur du tube de 4mm ) , ampérage à 95 pour les deux passes.
L'évaluation comportait une PC ( corniche ) et une PH ( horizontale en position, pas le droit de faire tourner la pièce ) .
Pour la PC , je pose la baguette à l'intérieur du tube à un tiers opposé et j'envoie à l’intérieur du bain de fusion. Ma torche est quasiment à la perpendiculaire du tube . Pour la deuxième passe, baguette en haut du bain de fusion et balayage rapide entre le haut et le bas, et on s'attarde un peu plus sur les extrémités du cordon afin de ne pas faire de collage ou d'oubli . Si des "caniveaux" apparaissent entre le tube et le cordon c'est que l'apport de métal n'est pas suffisant et le balayage trop lent. D'ailleurs en contrôle visuel l'examinateur en a refusé un à mon collègue à cause de ça.
Pour la PH, la première passe de pénétration a été faite d'abord en dessous ( On m'a toujours dit d'éliminer le plus chiant sur une soudure et de garder le caviar pour la fin ). Metal d'apport par l'intérieur en continu pour ma part. Le goutte à goutte nous a été déconseillé pour éviter un excès de calamine qui fait ch..r pour souder correctement. Pour la partie haute de la péné. , le métal d'apport sur le chanfrein au lieu d'être au talon et un avancement assez rapide permet d'éviter l’effondrement. Et enfin même topo que pour la PC pour la passe d'apport.
Par contre la jour de la qualification, il ne faut surtout pas faire "tremper" la pointe dans le bain de fusion, et croyez-moi, avec le stress, et le fait d'être en position fixe plié en deux la tête en bas, c'est pas une mince affaire. Il faut meuler profond sinon vous créez une pointe de tungsten dans la soudure, ça se voit direct à la radio et c'est éliminatoire. Pareil pour les souflures ( torche trop loin du bain de fusion )
je vais esayer de poster une photo d'une de mes radios d'essai pour vous montrer tout ça. Je vais récupérer tout ça lundi.
bonne soirée
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412
jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00
