Pour le soudage MAG, de nombreux mélanges de gaz à base d’argon sont disponibles dans la gamme de produit MESSER.
Cet article technique est rédigé à partir d'une documentation commerciale de la société MESSER
1 - Les mélanges de gaz classiques
Le Ferroline C18 à forte teneur en CO2 , le Ferroline X4, le Ferroline C12X2 et le Ferroline C5X5, mélanges à trois constituants, sont des mélanges ayant fait leur preuve.
L’oxygène réduit de manière efficace le taux de projections tandis que des teneurs plus élevées en CO2 apportent une meilleure tenue du bain de fusion pour le soudage en position.
Dans certains cas, on utilise aussi du CO2 pur, par exemple avec des fils fourrés rutiles ou basiques.

2 - Gaz faiblement actifs
Messer est à l'origine de nouveaux mélanges faiblement actifs tels que le Ferroline C8.
Ce mélange permet de réduire la formation de silicates et limiter les projections.
Le Ferroline C8 améliore la productivité en soudage par une diminution importante du temps de nettoyage des pièces.
Le faible taux d'oxydation résiduel est un gage de la grande qualité de notre gamme de gaz de soudage.
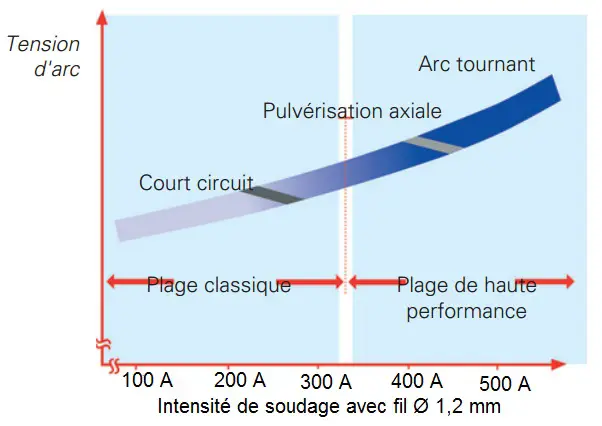
3 - Soudage de haute performance
Pour des intensités de courant et tension très élevées, on passe du transfert par pulvérisation axiale au transfert par veine liquide tournante (arc tournant).
Ce niveau d'intensité nécessite des matériels de soudage spécifiques.
Les mélanges de gaz à base d’argon, CO2 et hélium sont adaptés pour ce type de transfert.
Dans certains cas, il est possible d'adjoindre de l'oxygène afin de stabiliser l'arc, comme par exemple dans le gaz TIME.
4 - Fil électrode de diamètre Ø 0,8 , Ø 1,0 ou Ø 1,2 mm ?
Pour la majorité des applications, on utilise des fils massifs de diamètre 1,0 et 1,2 mm.
Ils permettent d'obtenir des hauts taux de dépots en soudage à plat et se prêtent également très bien au soudage de tôles fines en position.
Lorsqu'il y a une majorité de tôles fines à assembler en position, il est plus avantageux d’utiliser des fils de diamètre 0,8 et 1,0 mm qui permettent également une bonne performance en soudage à plat.
Pour travailler uniquement sur de la tôle fine, on utilise un fil de diamètre 0,8 mm.
Le fil de diamètre 1,6 mm est préconisé pour l'assemblage des tôles de fortes épaisseurs en soudage à plat, mais il tend à être remplacé par le soudage haute performance.
5 - Quel débit de gaz de protection à la torche ?
Pour le soudage en mode court circuit avec une intensité de 150 A par exemple, on règle généralement le débit de gaz de protection entre 12 et 15 l/min-1.
Pour le transfert par pulvérisation axiale, soit une intensité de l'ordre de 250 A, on règle le débit de gaz entre 15 et 18 l/min-1.
Au-delà de 350 A (arc tournant), le débit de gaz préconisé est de 20 à 25 l/min-1.
Ces valeurs se rapportent aux valeurs habituelles de stick-out (longueur de fil sorti), soit 15 à 20 mm.
Si cette valeur de stick-out est plus élevée, il faut augmenter les débits de gaz de manière appropriée.
Attention toutefois à ne pas employer un débit de gaz trop élevé afin de maintenir une protection du bain de fusion optimale.
Afin de maintenir des débits de gaz constants, un détendeur équipé d’un débitmètre à bille est préconisé.
6 - Taux de dépôt - possibilités et limites
En ce qui concerne le taux de dépôt, le soudage MAG atteint désormais de nouveaux sommets.
Avec du fil de diamètre 1,2 mm et une intensité de 380 A en mode manuel ou à 420 A en mode automatique, on peut arriver sans problème à des taux de dépôt de 6 à 8 kg/h.
Des performances encore plus élevées sont possibles avec un transfert par
veine liquide tournante (arc tournant). Ce procédé, également appelé soudage TIME, permet d’atteindre des taux de dépôt de plus de 10 kg/h.
7 - La torche : refroidie par air ou par eau ?
Lorsqu’il s’agit de travaux sur des tôles fines exclusivement en transfert par court circuit et intensité jusqu’à 220 A, les torches refroidies par air conviennent.
Par contre, à partir d’une intensité de 250 A avec un fil de diamètre 1,0 mm, il est conseillé d’utiliser une torche refroidie par eau.
D’autre part, les torches de haute performance sont beaucoup plus légères et maniables lorsqu’il s’agit de la version refroidie par air.
Par contre, le refroidissement par eau autorise une plage d'intensité plus large, notamment lorsqu'on dépasse l'intensité initialement prévue.
8 - Peu de silicate - pas de projections métalliques
Des cordons de soudure sans retouche : Pour y parvenir, tout doit être optimum.
Des sources de courant de bonne qualité, des fils avec de faibles tolérances de fabrication et bien évidemment de bons paramètres de réglages.
Le transfert du métal dans l’arc en mode court circuit, connu pour provoquer de nombreuses projections, peut être mieux contrôlé si l'on choisit le diamètre de fil adapté et le mélange de gaz optimal.
Lorsque les projections doivent être supprimées totalement, on peut utiliser le mode de transfert « pulsé ».
Les gaz faiblement actifs offriront la meilleure alternative pour minimiser les silicates et les projections.
9 - Tôles galvanisées - brasage MSG
L’évolution technique peut engendrer de nouvelles questions.
La galvanisation, signe de qualité et de longévité croissantes, en particulier dans la construction automobile, génère, lors du soudage Mig, un taux de porosités et de projections élevé, lié à l’évaporation du zinc.
Pour des galvanisations sur des tôles jusqu’à une épaisseur de 20 mm, le brasage MSG est alors une bonne alternative.
On utilise un fil CastoMag (par ex. SG CuSnMn1) comme métal d’apport.
Pour des applications typiques avec de la tôle fine, en dessous de 100 A, on choisit soit le brasage Mig en mode court circuit, soit le soudage pulsé.
Avantage : pas besoin de galvanisation en finition, le cordon de brasage Mig résiste à la corrosion.
10 - Adresse de contact MESSER
Messer France S.A.S.
25, rue Auguste Blanche
92816 Puteaux Cedex
Tel. +33 1 40 80 33 00
Fax +33 1 40 80 33 99
www.messer.fr
[email protected]
11 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
12 - Quelques liens Internet utiles
13 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
14 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN