Cet article technique aborde l'influence de la longueur de la partie de fil libre en sortie du tube contact de la torche de soudage MIG/MAG.
1 - La partie terminale ou longueur de fil libre ou stick-out
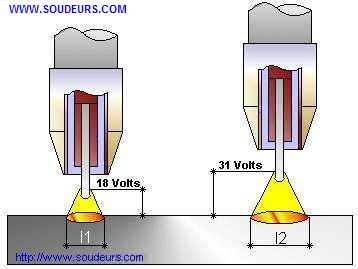
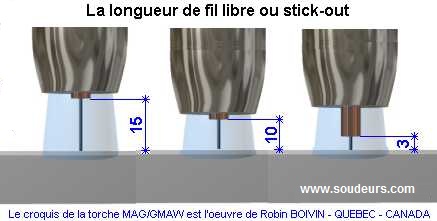
| En soudage MAG/GMAW/135, la partie terminale ou longueur de fil libre ou longueur terminale ou stick-out est la distance déterminée entre l'extrémité de l'arc et le tube contact. La longueur de fil libre doit être suffisante pour éviter un échauffement excessif du tube contact. Le fil libre ne doit pas être trop long afin d'éviter l'échauffement du fil par effet joule. Lorsque la partie terminale augmente, le taux de dépôt s'accroît. |
 |
2 - Influence de la longueur terminale sur la pénétration du cordon
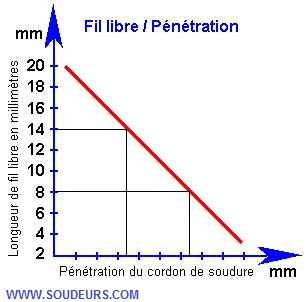
| La longueur de fil libre a une influence importante sur la pénétration du cordon. Comme le montre le graphique ci-contre, l'augmentation de la longueur de fil libre diminue la pénétration du cordon. La pénétration du cordon augmente proportionnelle avec la diminution du stick-out. |
 |
3 - Influence de la longueur terminale sur l'intensité de soudage
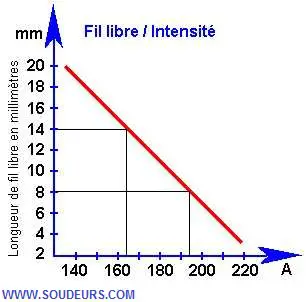 |
La longueur de fil libre a une influence importante sur la valeur de l'intensité de soudage (en considérant la vitesse de dévidage et la tension de soudage constantes). Comme le montre le graphique ci-contre, l'augmentation de la longueur de fil libre diminue l'intensité de soudage réelle. L'intensité de soudage augmente proportionnelle avec la diminution du stick-out (vitesse de dévidage du fil et tension du courant électrique constantes). |
4 - Influence de la longueur terminale sur le taux de dépôt de métal fondu
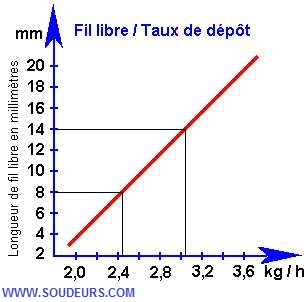
| La longueur de fil libre a une influence importante sur le taux de dépôt de métal fondu. (en considérant la vitesse de dévidage du fil-électrode et l'intensité de soudage constantes). Comme le montre le graphique ci-contre, l'augmentation de la longueur de fil libre augmente le taux de dépôt. |
 |
5 - Réglage de la buse ou du tube-contact pour optimiser le stick-out
La longueur du fil libre est obtenu par le réglage du tube-contact (selon le modèle de torche) ou bien encore par l'avancée de la buse de la torche (selon le modèle de torche) et enfin par un maintien constant de la torche lors du soudage.
En règle générale (mais c'est de la grande théorie), la longueur de fil libre ne doit pas dépasser 14 fois le diamètre du fil-électrode. Si vous utilisez un fil de diamètre 1,0 mm, votre longueur de fil libre ou stick-out ne doit pas dépasser 14 mm de longueur.
Les longueurs de partie de fil libre ou stick-out préconisées selon ITW / MILLER :
• 50 A - 115 A = 1/4” soit .6,35 mm
• 115 A - 155 A = 3/8” soit 9,5 mm
• 155 A - 185 A = 5/8” soit 15,8 mm
• 185 A - 325 A = 3/4’’ soit 19 mm
• 325 A – et plus = 1’’ soit 25,4 mm
6 - Quelques liens Internet utiles
7 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN