Le soudage à l'arc avec fil fourré électrode fusible sans protection de gaz (appelé aussi Innershield ou FCAW-S ) est réalisé à partir d'un arc électrique créé et entretenu entre le fil fourré d'apport avec enrobage externe (de Ø 0,8 mm à Ø 3,2 mm) à dévidage continu et à vitesse constante (de 1 à 15 mètres/minutes environ) et la pièce à souder.
1 - Définition du procédé MAG fil fourré sans gaz / 114 / Inneshield
La vitesse de dévidage du fil détermine l'intensité de soudage. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil fourré pour constituer le bain de fusion et après refroidissement le cordon de soudure avec un laitier protecteur, peu abondant en surface (suivant le type de fil fourré utilisé).
Ce laitier protège le bain de fusion de l'oxydation et d'un refroidissement trop rapide. Une protection gazeuse se forme par la fusion des flux et métaux en poudre constitutifs du fourrage. Un générateur électrique fournit le courant exclusivement continu avec une intensité variant de 40 à 700 ampères en fonction de différents paramètres comme le diamètre du fil électrode, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler.
La polarité à l'électrode est fonction du type de fourrage du fil fourré utilisé.
Ce procédé de soudage exige une formation spécifique et un entraînement rigoureux du personnel soudeur.
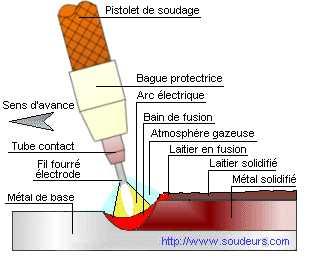
2 - Principe du procédé de soudage
La bobine de fil fourré électrode est placée dans un dévidoir motorisé automatique et le fil est déroulé du dévidoir à la sortie de la buse de la torche, dans la gaine guide-fil de la torche de soudage jusqu'au tube contact. La torche de soudage est reliée sur une des bornes électriques de sortie du générateur de soudage à courant continu. La masse est reliée au générateur et est placée sur la pièce à souder. L'arc jaillit lorsque le soudeur actionne la gâchette électrique de la torche et que la pointe du fil électrode touche la pièce à souder.
3 - Avantages du procédé de soudage
[*]Travaux effectués en extérieur (courant d'air et vent)
[*]Forte productivité par rapport à l'Arc E.E. et le TIG
[*]Grande vitesse de soudage
[*]Taux de dépôt de métal élevé
[*]Limitation des déformations
[*]Nombre de reprises de soudure limité
[*]Large gamme d'épaisseur
[*]Bonnes qualités de joint et bonnes caractéristiques mécaniques
[*]Résiliences à très basses températures pour certains fils fourrés
[*]Soudage dans toutes les positions
4 - Inconvénient du procédé de soudage
[*]Respecter scrupuleusement les paramètres de soudage recommandés
[*]Formation spécifique pour le personnel soudeur
[*]Faire appel à un personnel soudeur expérimenté et dextre
[*]Aspect de cordon
[*]Beaucoup de fumées lors du soudage
[*]Beaucoup de projections métalliques lors du soudage
[*]Niveau d'hydrogène diffusible du fil minimum H8
5 - Installation de soudage pour le soudage Innershield
|
[LIST=1] [*=left]Un générateur de courant continu à caractéristique externe statique horizontal. [*=left]Un dévidoir motorisé séparé ou intégré au générateur [*=left]Une torche ou pistolet avec col de cygne avec câble conducteur [*=left]Une pince de masse avec câble conducteur [*=left]Un masque avec verres teintés spéciaux numéro 11 à 15 [*=left]Une combinaison de soudeur et gants en cuir souple [*=left]Une brosse métallique [*=left]Une meuleuse d'angle électrique ou pneumatique pour les reprises. [*=left]Des écrans ou rideaux de protection [*=left]Une ventilation efficace dans les endroits confinés |
 |
6- Type de dévidage du fil électrode
La vitesse de dévidage du fil est constante. Elle est comprise entre 2 et 15 mètres / minute suivant le diamètre du fil et l'intensité du courant de soudage.
La vitesse et la longueur de fil dévidé par minute est une variable essentielle. Cette vitesse de dévidage doit être contrôlée à chaque passe.
Il est impératif d'étalonner le dévidoir de fil avant chaque chantier. Il existe quatre types d'entraînement du fil d'apport entre le dévidoir motorisé et la torche :
[*]Fil poussé (le plus utilisé à ce jour)
[*]Fil tiré
[*]Fil poussé et tiré
[*]Fil poussé, tiré et poussé.
7- Les fils fourrés sans protection gazeuse
Les différents types de fils fourrés avec enrobage externe sans protection gazeuse sont :
[*]Fil fourré rutile avec laitier
[*]Fil fourré basique avec laitier
Les fils fourrés sans protection gazeuse s'utilisent généralement en polarité négative DC - (suivre les recommandations du fabricant). L'utilisation de ces fils est réservée aux travaux extérieurs dans des conditions climatiques défavorables (vent et humidité). Les paramètres de soudage sont précis et rigoureux et doivent être respectés scrupuleusement.
Les fils fourrés type Innershield peuvent être utilisés avec des vents de vitesse inférieure à 50 Km / Heure sans protection particulière. Au delà, un bâchage est nécessaire pour abriter le soudeur, son équipement et la zone de soudage.
Ces conditions de protection doivent être particulièrement respectées en bord de mer. Les fils fourrés Innershield ne s'étuvent pas. Ils doivent être conservés dans un endroit abrité avec une humidité relative inférieure à 70%. Chaque jour, avant le démarrage de l'opération de soudage, dévider et éliminer les trois à six mètres de fil fourré restés dans la gaine durant la nuit entre le dévidoir et la torche à souder.
8 - La partie terminale ou longueur de fil libre (stick-out)
| La partie terminale ou stick-out est la distance déterminée entre l'extrémité de l'arc et le tube contact. La longueur de fil libre doit être suffisante pour éviter un échauffement excessif du tube contact. Le fil libre ne doit pas être trop long afin d'éviter l'échauffement du fil par effet joule. Lorsque la partie terminale augmente, le taux de dépôt s'accroît. |
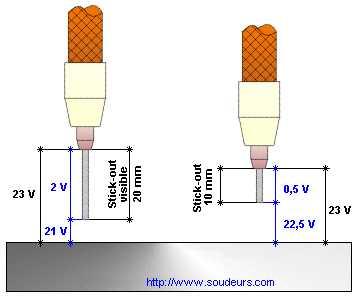 |
9 - L'importance de la longueur de fil libre ou stick-out
| Le respect du stick-out avec l'utilisation des fils fourrés sans gaz est impératif. Maintenir la dimension du stick-out avec une tolérance de + ou - 3 mm lors du soudage. Une diminution du stick-out engendre la formation de soufflures dans le métal fondu par mauvaise protection . La longueur d'arc augmente lorsque le stick-out diminue. Il faut augmenter la longueur de fil libre pour diminuer la longueur s'arc Le stick-out doit être généralement de 20 à 25 mm. Si il est trop court le fourrage n'a pas le temps de se décomposer et il n'y a pas suffisamment de protection gazeuse (risque de soufflures et porosités) |
|
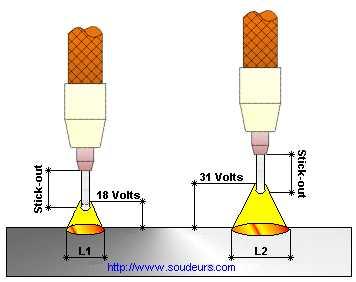
10 - Influence de la hauteur d'arc
| La hauteur d'arc détermine la valeur de la tension en Volts et la largeur du cordon de soudure. Plus la hauteur d'arc est grande, plus la tension est élevée et plus le cordon est large. La tension ne doit pas être trop élevée sinon il y a diminution du bain de fusion. |
 |
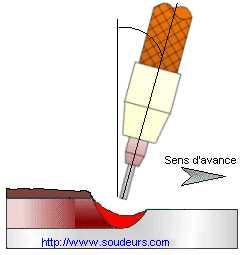
11 - L'importance de l'angle d'inclinaison de la torche
| Le fil est incliné dans la direction de déplacement du pistolet de soudage comme vous le feriez avec une électrode enrobée. L'inclinaison (ou drag angle) est d'environ 10° à 20°. Respecter l'angle indiqué dans la procédure de soudage. Lorsque l'angle d'inclinaison est trop important, vous risquez d'avoir un arc erratique, un soufflage magnétique et l'apparition de soufflures (comme pour l'arc avec électrode enrobée). La technique de soudage avec un fil fourré type Innershield est en torche tirée (comme pour une électrode enrobée) et non en torche poussée . Le fil d'apport fourré doit toujours être placé à l'avant du bain de fusion. |
 |
12 - Quelques conseils d'utilisation de l'Innershield
[LIST=1]
[*]Faites étalonner l'ampèremètre et le voltmètre du générateur avant les travaux de soudage.
[*]Faites étalonner la vitesse du dévidoir de fil fourré du poste à souder.
[*]Souder en tirant uniquement sinon risque d'inclusion de laitier et de manque de fusion.
[*]Respecter scrupuleusement le stick-out lors du soudage.
[*]Respecter scrupuleusement la vitesse de dévidage du fil (Inch/mn ou Mètres / minute).
[*]Contrôler la vitesse de fil par un dévidage d'essai pendant une minute.
[*]Respecter scrupuleusement la tension de soudage pour chaque passe.
[*]Contrôler la tension de soudage entre les galets du dévidoir de fil et la pièce.
[*]Respecter scrupuleusement l'angle de traînée de la torche.
[*]Utiliser le tube contact adapté au diamètre du fil fourré choisi.
[*]Utiliser les galets adaptés au diamètre du fil fourré sélectionné.
[*]Privilégier le soudage en position à plat.
[*]Utiliser un col de cygne long (> 180 mm) pour le soudage au plafond.
[*]Utiliser un bâchage de chantier en bord de mer.
[*]Sélectionner le fil fourré en fonction de son taux de dépôt.
[*]Sélectionner le fil fourré en fonction des températures de résiliences requises.
[*]Toujours souder en tirant avec le fil en avant du bain de fusion
[*]Un fil fourré rouillé ne doit pas être utilisé mais rebuté.
[*]Utiliser des diamètres de fil inférieurs à 2 mm pour le soudage en position
13 - Le guide complet de LINCOLN ELECTRIC
http://www.soudeurs.com/vbdownloads.php?do=download&downloadid=279
14 - Quelques liens Internet utiles
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN
 et
et 


