Cet article technique décrit le procédé de soudage semi-automatique MAG sous gaz actif avec fil fourré ou FCAW-GS.
Le soudage à l'arc sous protection de gaz actif de fil fourré (136 / FCAW-GS) (utilisé comme électrode fusible) est réalisé à partir d'un arc électrique créé et entretenu entre le fil fourré (de Ø 0,8 mm à Ø 2,4 mm) à dévidage continu et à vitesse constante (de 4 à 20 mètres/minutes environ) et la pièce à souder.
1 - Définition du procédé de soudage à l'arc sous protection gazeuse avec fil fourré
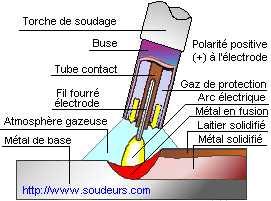
La vitesse de dévidage du fil détermine l'intensité de soudage. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil fourré pour constituer le bain de fusion et après refroidissement le cordon de soudure avec un laitier protecteur, peu abondant en surface (suivant le type de fil fourré). Ce laitier protège le bain de fusion de l'oxydation et d'un refroidissement trop rapide. Le bain de fusion est protégé de l'atmosphère externe par un cône invisible de gaz (de 10 à 30 litres/minute de gaz) de protection actif (Argon + CO2) . Un générateur électrique fournit le courant exclusivement continu avec une intensité variant de 40 à 700 ampères en fonction de différents paramètres comme le diamètre du fil électrode, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler. Le courant de soudage est toujours continu, toutefois la polarité à l'électrode est fonction du type de fourrage du fil fourré utilisé.
2 - Principe du procédé de soudage à l'arc sous protection gazeuse avec fil fourré
La bobine de fil fourré est placée dans un dévidoir motorisé automatique et le fil est déroulé du dévidoir à la sortie de la buse de la torche, dans la gaine guide-fil de la torche de soudage jusqu'au tube contact. La torche de soudage est reliée sur la borne électrique de sortie positive du générateur de soudage à courant continu. La masse est reliée au générateur et est placée sur la pièce à souder. Une alimentation en gaz de soudage est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. L'arc jaillit lorsque le soudeur actionne la gâchette électrique de la torche et que la pointe du fil électrode touche la pièce à souder.
3 - Avantages du procédé de soudage
[*]Forte productivité par rapport à l'ARC E.E. et le TIG
[*]Grande vitesse de soudage
[*]Taux de dépôt de métal important
[*]Limitation des déformations
[*]Nombre de reprises de soudure limité
[*]Large gamme d'épaisseur
[*]Bonnes qualités de joint et bonnes caractéristiques mécaniques
[*]Soudage dans toutes les positions avec certains fils fourrés rutiles sans modification des paramètres électriques de soudage
[*]Aspect de cordon correct
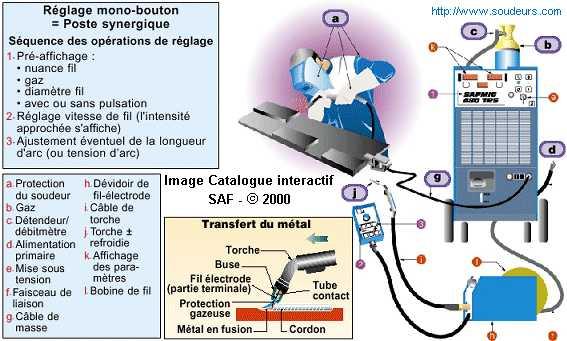
4 - Installation de soudage pour le soudage MAG Fil fourré avec gaz actif
 |
L'installation de soudage 136 MAG FIL FOURRE est très comparable au procédé 135 MAG FIL MASSIF. La différence réside dans le type de galets d'entraînement (lisse ou cranté) et le type de guide fil. |
[LIST=1]
[*]Un générateur de courant continu à caractéristique externe statique horizontal.
[*]Un groupe de refroidissement par circuit fermé.
[*]Un dévidoir motorisé séparé ou intégré au générateur
[*]Une bouteille de gaz avec détendeur/débitmètre et boyaux d'alimentation
[*]Une torche ou pistolet (avec ou sans refroidissement) avec câble conducteur
[*]Une pince de masse avec câble conducteur
[*]Un masque avec verres teintés spéciaux numéro 12 à 15
[*]Une combinaison de soudeur et gants en cuir souple
[*]Une brosse métallique
[*]Une meuleuse d'angle électrique ou pneumatique pour les reprises.
[*]Des écrans ou rideaux de protection
[*]Une ventilation très efficace avec décollematage automatique des filtres
5 - Le croquis didactique du procédé de soudage MAG Fil fourré avec gaz
6 - Les gaz industriels de protection du procédé de soudage
| GAZ DE PROTECTION POUR LE SOUDAGE MAG FIL FOURRE | ||||
| Composition |
Ancienne couleur d'ogive |
Nouvelle couleur d'ogive |
Avantages |
Inconvénients |
| MÉLANGES BINAIRES DE GAZ | ||||
| ARGON + CO[SUB]2[/SUB] |  |
 |
Réglages relativement faciles. Bon mouillage du cordon. Bain plus chaud. Mélange le plus couramment employé. | Prix de revient plus élevé. Sensibilité à l'humidité et à la rouille. |
7 - Quel débit de gaz dois je appliquer pour ma torche MAG ?
| Dimension intérieure de la buse (mm) Nozzle size (inch) |
Débit minimum (litres/min) Minimum Gas flow (CFH) |
Débit normal (litres/min) Typical Gas flow (CFH) |
Débit maximum (litres/min) Maximum Gas flow (CFH) |
| Ø12 mm 1/2 inch |
8 litres/min 18 CFH |
10 - 13 litres/min 22 - 27 CFH |
19 litres/min 40 CFH |
| Ø16 mm 5/8 inch |
10 litres/min 22 CFH |
14 - 16 litres/min 30 - 35 CFH |
26 litres/min 55 CFH |
| Ø19 mm 3/4 inch |
14 litres/min 30 CFH |
16 - 19 litres/min 35 - 40 CFH |
31 litres/min 65 CFH |
8 - Les fils fourrés avec protection gazeuse
Les fils fourrés sont constitués d'un tube de Ø 14 mm ou d'un feuillard cintré en U en acier carbone ou inoxydable qui constitue l'enveloppe externe dans lequel des produits pulvérulents sont emprisonnés pour former un fourrage central. Les fils fourrés sont tréfilés et calibrés dans des diamètres de Ø 0,8 mm à Ø 2,4 mm. Ils sont conditionnés en bobine de 15 à 20 kilogrammes ou en fûts (pour la robotique). Ils sont recouvert d'une pellicule de cuivre (pour les fils fourrés pour acier carbone) pour éviter l'oxydation surfacique et permettre un bon passage électrique avec le tube contact de la torche lors du soudage.

Les différents types de fils fourrés avec protection gazeuse sont :
[*]Fil fourré rutile avec laitier
[*]Fil fourré basique avec laitier
[*]Fil fourré à poudre de fer (metal cored)
Les fils fourrés rutiles s'utilisent principalement en polarité positive. L'arc est stable et doux. Il est très difficile de réaliser des passes de pénétration avec ce type de fil à cause de la fluidité et du régime de transfert par pulvérisation. Certaines nuances rutiles permettent un soudage dans toutes les positions.
Les fils fourrés basiques s'utilisent généralement en polarité négative (suivre les recommandations du fabricant). Le transfert d'arc est relativement irrégulier. Ils sont principalement utilisés pour les constructions soumises à la fatigue, les aciers sensibles à la fissuration.
Les fils fourrés à poudre de fer ne produisent pas de laitier. Ils déposent des traces de silicates sur la surface du cordon. Le nettoyage entre passes est grandement facilité.
Ces fils sont utilisables en position et en passes de pénétration. Ils offrent de bonnes propriétés mécaniques et une bonne mouillabilité.
9 - Les deux sens de déplacement de la torche de soudage
| SOUDAGE EN POUSSANT / TORCHE POUSSÉE / A GAUCHE | |
| Avantages / Inconvénients |
Représentation graphique |
| La présence de laitier oblige à tirer les cordons en position à plat en remplissage et en finition. Il est possible de pousser lors de l'utilisation de fils fourrés à poudre de fer. La tôle est bien préchauffée par l'arc. La vision du bain de fusion est totale. La surépaisseur du cordon est moins importante que par la méthode torche tirée. La pénétration est moins prononcée que par la méthode en tirant. Le mouillage est très satisfaisant. | 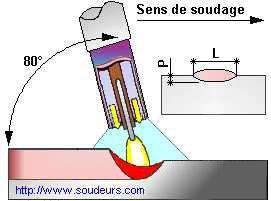 |
| SOUDAGE EN TIRANT / TORCHE TIRÉE / A DROITE | |
| Avantages / Inconvénients |
Représentation graphique |
| Le bain de fusion est très chaud, très fluide et difficile à maintenir. Le mouillage est moins bon que par la méthode en poussant. Le cordon de soudure est bombé. La pénétration du bain est importante. La vision du bain de fusion est masqué par la buse de soudage. | 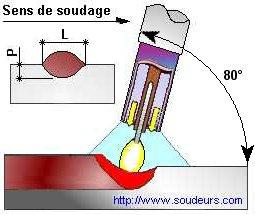 |
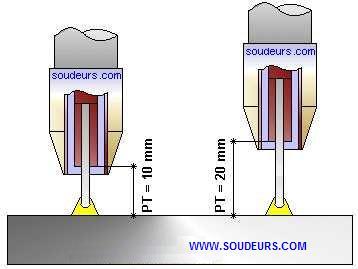
10 - La partie terminale ou stick-out ou longueur de fil libre
| La partie terminale ou stick-out est la distance déterminée entre l'extrémité de l'arc et le tube contact. La longueur de fil libre doit être suffisante pour éviter un échauffement excessif du tube contact. Le fil libre ne doit pas être trop long afin d'éviter l'échauffement du fil par effet joule. Lorsque la partie terminale augmente, le taux de dépôt s'accroît. La partie de fil libre est de l'ordre de 20 à 25 mm pour les fils fourrés avec gaz Les longueurs de partie de fil libre ou stick-out préconisées selon ITW / MILLER : • 50 A - 115 A = 1/4” soit .6,35 mm • 115 A - 155 A = 3/8” soit 9,5 mm • 155 A - 185 A = 5/8” soit 15,8 mm • 185 A - 325 A = 3/4’’ soit 19 mm • 325 A – et plus = 1’’ soit 25,4 mm |
 |
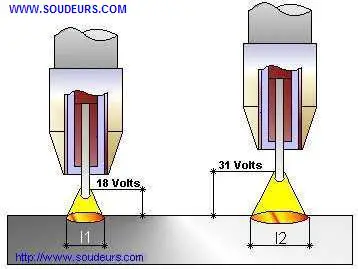
11 - Influence de la hauteur d'arc
| La hauteur d'arc détermine la valeur de la tension en Volts et la largeur du cordon de soudure. Plus la hauteur d'arc est grande, plus la tension est élevée et plus le cordon est large. Augmentation de la longueur terminale: • diminution de l’intensité de courant • Diminution de la longueur terminale: • augmentation de l’intensité de courant • Une longueur terminale trop courte: • combiné avec une intensité de courant élevée provoquera un surchauffement des consommables ce qui peut causer un arc instable et / ou des porosités • Peut empêcher le soudeur de bien voir son bain • Peut causer la buse de faire contact à la plaque à souder causant un déplacement inégal • Une longueur terminale trop longue: • Peut causer un arc instable • Manque de pénétration • Manque d’apport de gaz donc des porosités |
 |
12 - Influence des paramètres de soudage MAG fil fourré sur la soudure
| INFLUENCE DES PARAMÈTRES DE SOUDAGE EN MAG / GMAW | ||||
| Paramètres de soudage | Valeur |  Largeur |
 Pénétration Pénétration
|
 Surépaisseur |
| Intensité de soudage |  |
 |
|
|
| Intensité de soudage |  |
 |
|
|
| Vitesse de dévidage du fil | |
|
|
|
| Vitesse de dévidage du fil | |
|
|
|
| Tension de soudage | |
|
|
|
| Tension de soudage | |
|
|
|
| Vitesse d'avance de soudage | |
|
|
|
| Vitesse d'avance de soudage | |
|
|
|
| Longueur terminale du fil | |
|
|
|
| Longueur terminale du fil | |
|
|
|
| Soudage torche poussée |  |
|
|
|
| Soudage torche tirée |  |
|
|
|
13 - Préparation des joints pour le soudage MAG fil fourré
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE MAG F.F. | |||
| Epaisseur en mm |
Fourchette d'intensité |
Ø métal d'apport |
Préparation |
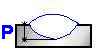
| De 3,0 à 5,0 mm | 80 à 150 ampères | Ø 1,0 mm | 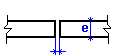 |
| De 6,0 à 8,0 mm | 150 à 200 ampères | Ø 1,2 mm |  |
| De 6,0 à 8,0 mm | 150 à 200 ampères | Ø 1,2 mm |  |
| De 8,0 à 12,0 mm | 120 à 200 ampères | Ø 1,2 mm |  |
| De 8,0 à 12,0 mm | 160 à 250 ampères | Ø 1,2 mm |  |
| De 12 à 20 mm | 200 à 300 ampères | Ø 1,6 mm | 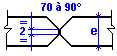 |
14 - Quelques liens Internet utiles
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN