Cet article technique décrit le procédé de soudage semi-automatique MIG (Metal Inerte Gas) ou GMAW.
Le soudage à l'arc sous protection de gaz inerte avec fil électrode fusible (GMAW) est réalisé à partir d'un arc électrique créé et entretenu entre le fil d'apport (de Ø 0,6 mm à Ø 2,4 mm) à dévidage continu et à vitesse constante (de 2 à 20 mètres/minutes environ) et la pièce à souder.
1 - Définition du procédé de soudage à l'arc sous protection gazeuse avec fil électrode

Le MIG (Metal Inert Gas) est un soudage à l'arc sous protection de gaz inerte avec fil électrode fusible (GMAW) est réalisé à partir d'un arc électrique créé et entretenu entre le fil d'apport (de Ø 0,6 mm à Ø 2,4 mm) à dévidage continu et à vitesse constante (de 2 à 20 mètres/minutes environ) et la pièce à souder. La vitesse de dévidage du fil détermine l'intensité de soudage. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil métallique pour constituer le bain de fusion et après refroidissement le cordon de soudure. Le bain de fusion est protégé de l'atmosphère externe par un cône invisible de gaz (de 10 à 30 litres/minute de gaz) de protection inerte (Argon pur, Argon + Hélium, Argon + CO2 (< 3%), Argon + CO2 + H2). Un générateur électrique fournit le courant exclusivement continu avec une intensité variant de 40 à 700 ampères en fonction de différents paramètres comme le diamètre du fil électrode, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler. La polarité du fil électrode est toujours positive. Ce procédé est dénommé semi-automatique et parfois "pétard" par les soudeurs.
2 - Principe du procédé de soudage à l'arc sous protection gazeuse avec fil électrode
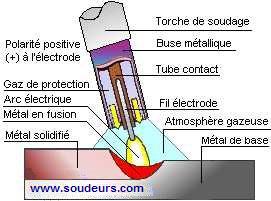
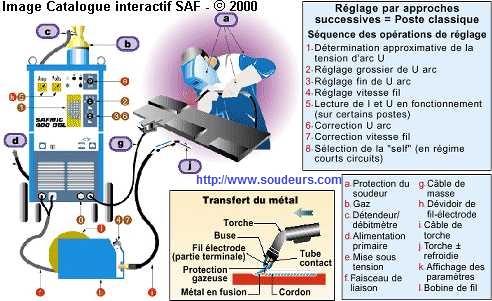
| La bobine de fil électrode est placée dans un dévidoir motorisé automatique et le fil est déroulé du dévidoir à la sortie de la buse de la torche, dans la gaine guide-fil de la torche de soudage jusqu'au tube contact. La torche de soudage est reliée sur la borne électrique de sortie positive du générateur de soudage à courant continu. La masse est reliée au générateur et est placée sur la pièce à souder. |   |
| Une alimentation en gaz de soudage est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. L'arc jaillit lorsque le soudeur actionne la gâchette électrique de la torche et que la pointe du fil électrode touche la pièce à souder. |
3 - Avantages du procédé de soudage
[*]Forte productivité par rapport à l'ARC E.E. et le TIG
[*]Grande vitesse de soudage
[*]Taux de dépôt de métal important
[*]Limitation des déformations
[*]Nombre de reprises de soudure limité
[*]Pas de laitier de soudage à décrasser
[*]Large gamme d'épaisseur
[*]Bonnes qualités de joint et bonnes caractéristiques mécaniques
[*]Soudage dans toutes les positions
[*]Contrôle relativement aisé de la pénétration en régime de court-circuit
[*]Aspect de cordon correct
[*]Procédé automatisable et utilisable en robotique
4 - Définition des régimes de transfert d'arc rencontrés
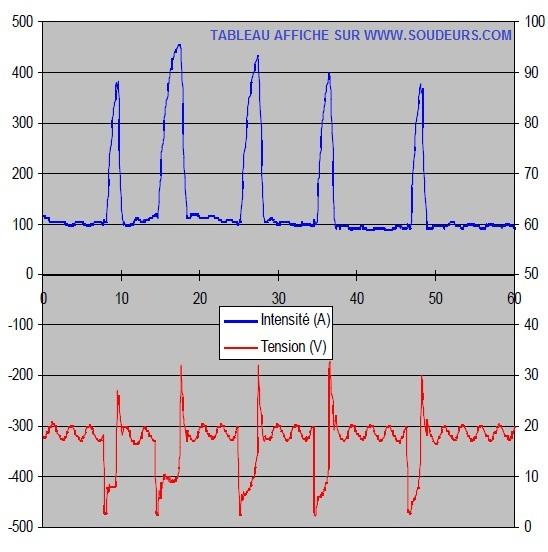
[*]Le court-circuit ou short-arc :
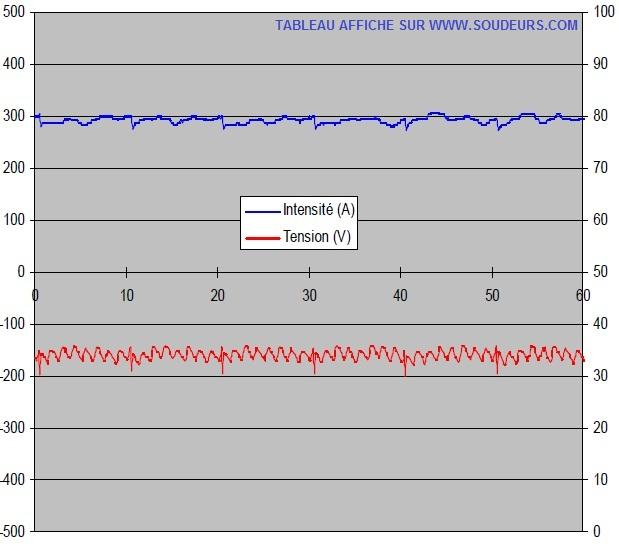
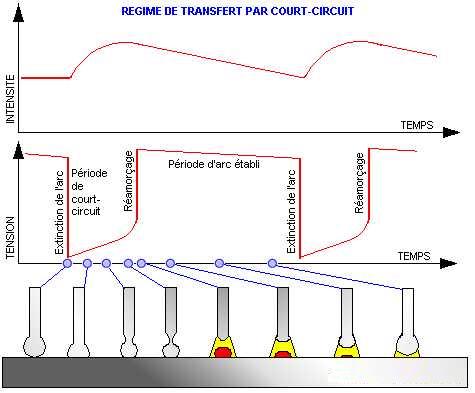
L'intensité (< 200 A) et la tension d'arc (14 à 20 V) sont faibles. L'arc est court et instable. Le métal est déposé par grosses gouttes dans le bain de fusion par une succession de court-circuits (de 50 à 200 par seconde) entre le fil et le bain de fusion. Cette méthode de transfert permet une bonne maîtrise des passes de pénétration. Il y a des projections de métal sur les abords des pièces soudées. Il est indispensable de disposer d'une self ou inductance (amortisseur électrique) pour favoriser la stabilité de l'arc et réduire les projections de gouttes de métal sur les abords des tôles à souder. L'inductance ou self est un dispositif réglable (applicable au régime d'arc par court-circuit) permettant de réguler le transfert du métal et de limiter les projections dues à la brusque montée de l'intensité de court-circuit. La self (ou inductance) est un dispositif du circuit électrique qui s'oppose à toutes variations du courant qui le parcourt. L'inductance ralentit le temps de montée de l'intensité à sa valeur de court-circuit. Une inductance faible donne un cordon étroit et bombé et une inductance forte un cordon large et plat.
Le bout du tube contact doit être sorti d'environ 5 à 10 mm à l'extérieur de la buse en passe de pénétration. Le tube contact est placé au niveau de la buse pour les autres passes (remplissage et finition).
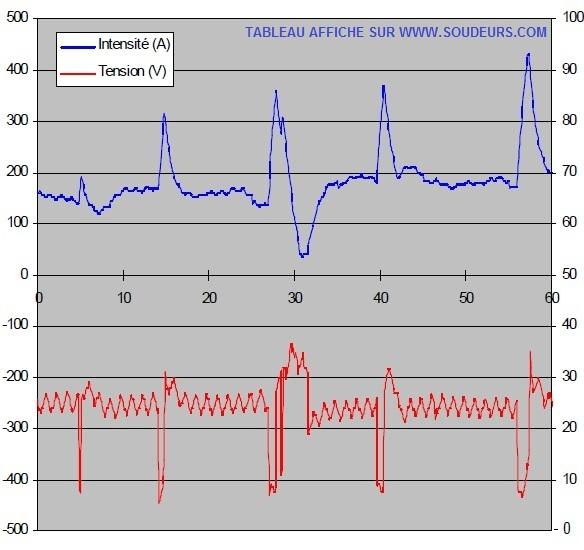
[*]Le transfert globulaire :
L'intensité et la tension d'arc sont de valeurs moyennes. C'est le régime d'arc intermédiaire entre le court-circuit et la pulvérisation.
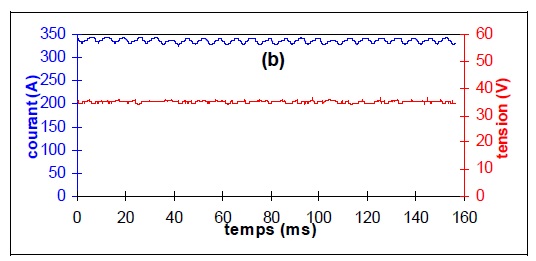
[*]La pulvérisation axiale ou spray-arc :
L'intensité (> 200 A) et la tension d'arc (20 à 40 V) sont élevées. L'extrémité du fil fond en très fines gouttelettes projetées dans le bain de fusion. L'arc est long et très stable. Le taux de dépôt est important. Il n'y a pratiquement pas de projections sur les abords des pièces soudées. Le tube contact est placé en retrait à l'intérieur de la buse.
5- Choix du transfert d'arc
[*]Transfert par court-circuit (short arc)
[*]Utilisé pour les passes de pénétration
[*]Utilisé pour le soudage de tôles minces
[*]Utilisé pour le soudage en position (montante, corniche, plafond)

[*]Transfert en grosse gouttes (globulaire)
[*]Utilisé pour les passes de remplissage
[*]Utilisé pour le soudage de tôles épaisses
[*]Utilisé pour le soudage à plat

[*]Transfert par pulvérisation axiale (spray arc)
[*]Utilisé pour les passes de remplissage et finition
[*]Utilisé pour le soudage de tôles épaisses
[*]Utilisé pour le soudage à plat

6 - Étude du régime par court-circuit

7- Le croquis didactique du procédé de soudage MIG Fil massif
8- Installation de soudage pour le soudage MIG Fil massif avec gaz actif
  |
L'installation est très comparable au procédé 136 MAG FIL FOURRE. La différence réside dans le type de galets d'entraînement (lisse ou cranté) et le type de guide fil. |
[LIST=1]
[*]Un générateur de courant continu à caractéristique externe statique horizontal.
[*]Un groupe de refroidissement par circuit fermé.
[*]Un dévidoir motorisé séparé ou intégré au générateur
[*]Une bouteille de gaz avec détendeur/débitmètre et boyaux d'alimentation
[*]Une torche ou pistolet (avec ou sans refroidissement) avec câble conducteur
[*]Une pince de masse avec câble conducteur
[*]Un masque avec verres teintés spéciaux numéro 12 à 15
[*]Une combinaison de soudeur et gants en cuir souple
[*]Une brosse métallique
[*]Une meuleuse d'angle électrique ou pneumatique pour les reprises.
[*]Des écrans ou rideaux de protection
[*]Une ventilation très efficace avec décollematage automatique des filtres
9 - Type de dévidage du fil électrode
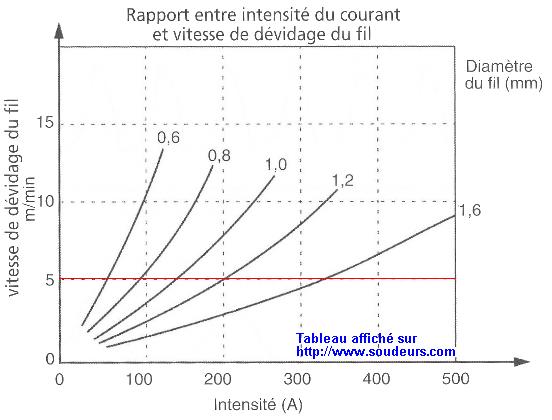
La vitesse de dévidage du fil est constante. Elle est comprise entre 2 et 20 mètres / minute suivant le diamètre du fil et l'intensité du courant de soudage. Il existe quatre types d'entraînement du fil d'apport entre le dévidoir motorisé et la torche :
[*]Fil poussé (le plus utilisé à ce jour)
[*]Fil tiré
[*]Fil poussé et tiré
[*]Fil poussé, tiré et poussé.
10 - Les gaz industriels de protection du procédé de soudage
| GAZ DE PROTECTION |
|||
| GAZ PUR |
|||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| ARGON |  |
 |
Utilisé pour le soudage des aluminiums. Faibles projections. Codifié I1 selon EN 439 |
| GAZ DE PROTECTION |
|||
| MÉLANGE BINAIRE DE GAZ |
|||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| ARGON + HELIUM |  |
|
Utilisé pour le soudage des aluminiums. Le pourcentage de He est de 20% à 50%.. Codifié I3 selon EN 439 |
| HELIUM + ARGON |  |
|
Utilisé pour le soudage des aluminiums. La pénétration est importante. Les vitesses de soudage sont élevées. Codifié I3 selon EN 439 |
Nota important :
L'utilisation d'un gaz de protection inerte à l'envers du bain de fusion est
obligatoire et techniquement impérative sur les matériaux comme les aciers
inoxydables, les bases nickel. (rochage sur les inoxydables)
Les gaz utilisés en soudage ne sont pas toxiques. Toutefois à concentration
élevée, ils n'entretiennent pas la vie.
Ne travaillez jamais dans un local fermé ou une enceinte non ventilée
11 - La densité de courant dans un fil
La densité de courant dans un fil est le nombre d'ampères par millimètre carré de section du fil.
Exemple :
L'intensité de 150 Ampères passe dans un fil de Ø 0,8 mm puis dans un fil de Ø 1,6 mm
| Fil Ø 0,8 mm | Fil Ø 1,6 mm |
| Section : 0,4 x 0,4 x 3,14 = 0,5 mm2 | Section : 0,8 x 0,8 x 3,14 = 2,0 mm2 |
| Densité : 150 A : 0,5 mm2 = 300 A/mm2 | Densité : 150 A : 2,0 mm2 = 75 A/mm2 |
L'apport calorifique sur la pièce sera plus important avec le fil de Ø 0,8 mm.
Pour une intensité de soudage égale, il est préférable de choisir le fil de diamètre supérieur.
12 - Choix du diamètre de fil de soudage
| Diamètre du fil en mm | Gamme d'intensité applicable | Type de soudage |
| Ø 0,6 mm | 40 à 100 A | Carrosserie automobile |
| Ø 0,8 mm | 60 à 180 A | Tuyauterie faible épaisseur |
| Ø 1,0 mm | 100 à 300 A | Toutes positions passe de pénétration |
| Ø 1,2 mm | 150 à 350 A | A partir de 8 mm d'épaisseur |
| Ø 1,6 mm | 200 à 700 A | A partir de 12 mm d'épaisseur |
13 - Choix de la tension d'arc suivant le diamètre de fil de soudage
| Diamètre du fil en mm | Type de transfert | Valeur de tension en Volts |
| Ø 0,6 mm | Court circuit | 16 à 17 Volts |
| Ø 0,6 mm | Grosses gouttes | 17 à 21 Volts |
| Ø 0,6 mm | Pulvérisation axiale | 21 à 24 Volts |
| Ø 0,8 mm | Court circuit | 17 à 19 Volts |
| Ø 0,8 mm | Grosses gouttes | 19 à 23 Volts |
| Ø 0,8 mm | Pulvérisation axiale | 23 à 26 Volts |
| Ø 1,0 mm | Court circuit | 18 à 21 Volts |
| Ø 1,0 mm | Grosses gouttes | 21 à 26 Volts |
| Ø 1,0 mm | Pulvérisation axiale | 26 à 30 Volts |
| Ø 1,2 mm | Court circuit | 21 à 24 Volts |
| Ø 1,2 mm | Grosses gouttes | 24 à 29 Volts |
| Ø 1,2 mm | Pulvérisation axiale | 29 à 35 Volts |
| Ø 1,6 mm | Court circuit | 26 à 29 Volts |
| Ø 1,6 mm | Grosses gouttes | 29 à 34 Volts |
| Ø 1,6 mm | Pulvérisation axiale | 34 à 38 Volts |
14 - Choix de l'intensité et de la tension de soudage
Intensité = (Tension - 14) x 20
Tension = 14 + (0,05 x Intensité)

15 - Les deux sens de déplacement de la torche de soudage
| SOUDAGE EN POUSSANT / TORCHE POUSSÉE / A GAUCHE | |
| Avantages / Inconvénients | Représentation graphique |
| La tôle est bien préchauffée par l'arc (amélioration du mouillage). La vision du bain de fusion est totale. La surépaisseur du cordon est moins importante que par la méthode torche tirée. La pénétration est moins prononcée que par la méthode en tirant. Le mouillage est très satisfaisant. |
  |
| SOUDAGE EN TIRANT / TORCHE TIRÉE / A DROITE | |
| Avantages / Inconvénients | Représentation graphique |
| Le bain de fusion est très chaud, très fluide et difficile à maintenir. Le mouillage est moins bon que par la méthode en poussant. Le cordon de soudure est bombé. La pénétration du bain est importante. La vision du bain de fusion est masqué par la buse de soudage. |
  |
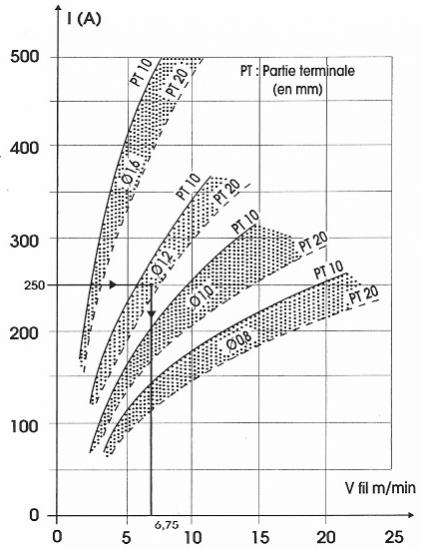
16 - La partie terminale ou stick-out ou longueur de fil libre
| La partie terminale ou stick-out est la distance déterminée entre l'extrémité de l'arc et le tube contact. La longueur de fil libre doit être suffisante pour éviter un échauffement excessif du tube contact. Le fil libre ne doit pas être trop long afin d'éviter l'échauffement du fil par effet joule. Lorsque la partie terminale augmente, le taux de dépôt s'accroît. La partie de fil libre est de l'ordre de 20 à 25 mm pour les fils fourrés avec gaz Les longueurs de partie de fil libre ou stick-out préconisées selon ITW / MILLER : • 50 A - 115 A = 1/4” soit .6,35 mm • 115 A - 155 A = 3/8” soit 9,5 mm • 155 A - 185 A = 5/8” soit 15,8 mm • 185 A - 325 A = 3/4’’ soit 19 mm • 325 A – et plus = 1’’ soit 25,4 mm |
  |
17 - Position du tube contact suivant le transfert d'arc
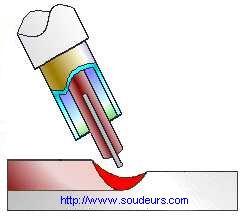
| En transfert par court-circuit ou short arc, le bout du tube contact doit être sorti d'environ 5 à 10 mm à l'extérieur de la buse pour la passe de pénétration (si le tube contact est réglable). La partie de fil libre ou stick-out doit être d'environ 5 mm. L'inclinaison de la torche par rapport à la pièce est comprise entre 65° et 70°. |
  |
 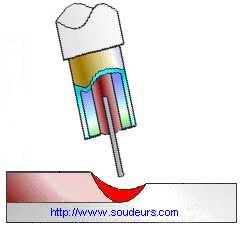 |
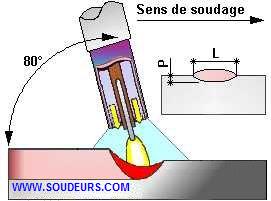
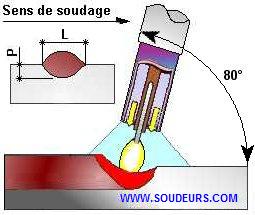
En transfert par pulvérisation axiale ou spray-arc, le bout du tube contact doit être arasant ou légèrement rentrant à l'intérieur de la buse. La partie de fil libre ou stick-out doit être d'environ 20 mm. L'inclinaison de la torche est comprise entre 75° et 85°. |
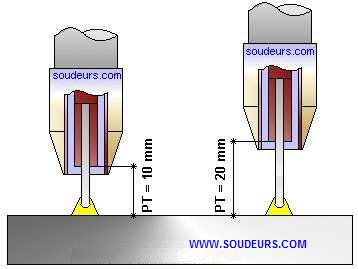
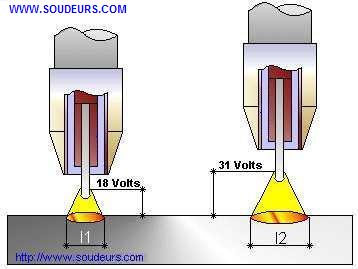
18 - Influence de la hauteur d'arc
| La hauteur d'arc détermine la valeur de la tension en Volts et la largeur du cordon de soudure. Plus la hauteur d'arc est grande, plus la tension est élevée et plus le cordon est large Augmentation de la longueur terminale: • diminution de l’intensité de courant • Diminution de la longueur terminale: • augmentation de l’intensité de courant • Une longueur terminale trop courte: • combiné avec une intensité de courant élevée provoquera un surchauffement des consommables ce qui peut causer un arc instable et / ou des porosités • Peut empêcher le soudeur de bien voir son bain • Peut causer la buse de faire contact à la plaque à souder causant un déplacement inégal • Une longueur terminale trop longue: • Peut causer un arc instable • Manque de pénétration • Manque d’apport de gaz donc des porosités |
  |
19 - Influence des paramètres de soudage MIG fil massif sur la soudure
| INFLUENCE DES PARAMÈTRES DE SOUDAGE EN MAG / GMAW | ||||
| Paramètres de soudage | Valeur |  Largeur
Largeur |
 Pénétration
Pénétration |
 Surépaisseur
Surépaisseur |
| Intensité de soudage |  |
 |
|
|
| Intensité de soudage |  |
 |
|
|
| Vitesse de dévidage du fil | |
|
|
|
| Vitesse de dévidage du fil | |
|
|
|
| Tension de soudage | |
|
|
|
| Tension de soudage | |
|
|
|
| Vitesse d'avance de soudage | |
|
|
|
| Vitesse d'avance de soudage | |
|
|
|
| Longueur terminale du fil | |
|
|
|
| Longueur terminale du fil | |
|
|
|
| Soudage torche poussée |  |
|
|
|
| Soudage torche tirée |  |
|
|
|
20 - Préparation des joints pour le soudage MAG fil massif
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE MIG | |||
| Épaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| Moins de 1,0 mm | 30 à 60 ampères | Ø 0,6 mm |  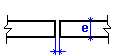 |
| De 1,0 à 2,0 mm | 40 à 80 ampères | Ø 0,8 mm | |
| De 3,0 à 5,0 mm | 80 à 150 ampères | Ø 1,0 mm | |
| De 6,0 à 8,0 mm | 150 à 200 ampères | Ø 1,2 mm |  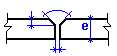 |
| De 6,0 à 8,0 mm | 150 à 200 ampères | Ø 1,2 mm |   |
| De 8,0 à 12,0 mm | 120 à 200 ampères | Ø 1,2 mm |  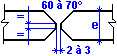 |
| De 8,0 à 12,0 mm | 160 à 250 ampères | Ø 1,2 mm |  |
| De 12 à 20 mm | 200 à 300 ampères | Ø 1,6 mm |  |
21 - Quel débit de gaz dois je appliquer pour ma torche MAG ?
| Dimension intérieure de la buse (mm) Nozzle size (inch) |
Débit minimum (litres/min) Minimum Gas flow (CFH) |
Débit normal (litres/min) Typical Gas flow (CFH) |
Débit maximum (litres/min) Maximum Gas flow (CFH) |
| Ø12 mm 1/2 inch |
8 litres/min 18 CFH |
10 - 13 litres/min 22 - 27 CFH |
19 litres/min 40 CFH |
| Ø16 mm 5/8 inch |
10 litres/min 22 CFH |
14 - 16 litres/min 30 - 35 CFH |
26 litres/min 55 CFH |
| Ø19 mm 3/4 inch |
14 litres/min 30 CFH |
16 - 19 litres/min 35 - 40 CFH |
31 litres/min 65 CFH |
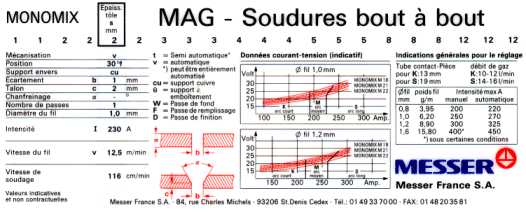
22 - Réglette de paramètres de soudage
Vous trouverez ci-dessous un exemple graphique de réglette (calculator) de prédétermination des paramètres de soudage (exemple MESSER FRANCE S.A.) :

23 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
24- Quelques liens Internet utiles
25 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
26 Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons.Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons.Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN