Cet article technique vous donne la méthodologie et vous guide à sélectionner les paramètres de soudage du procédé de soudage MIG/MAG.
1 - Introduction
Vous trouverez ci-dessous une méthodologie simple mais complète de recherche des paramètres de soudage applicables au procédé de soudage MIG 131 / MAG 135 / GMAW
Nous avons fait appel à la technique des liens hypertextes pour accéder aux articles techniques en relation et ainsi éviter des redondances d'informations.
2 - Choix de la nature du fil d'apport en fonction du métal de base
Le métal d'apport que vous allez utiliser pour souder doit être de caractéristiques mécaniques (Résistance mécanique Rm, résistance à l'élasticité Re, Allongement A%, Résiliences KV) et de caractéristiques chimiques identiques ou les plus approchantes de votre métal de base à souder.
Le plus simple est de vous faire aider par un technico-commercial ou de consulter les catalogues des produits de soudage des fabricants de métaux d'apport.
3 - Choix du diamètre du fil électrode d'apport
Selon l'épaisseur des pièces, la nuance des matériaux de base, le type de tranfert d'arc recherché et la position de soudage, vous allez utiliser un diamètre de métal d'apport comme ci-dessous : (voir lien ci-dessous pour l'acier et l'inox) :
 Comment choisir le diamètre du fil d'apport de soudage en MIG/MAG semi-auto? Comment choisir le diamètre du fil d'apport de soudage en MIG/MAG semi-auto?
Comment choisir le diamètre du fil d'apport de soudage en MIG/MAG semi-auto? Comment choisir le diamètre du fil d'apport de soudage en MIG/MAG semi-auto?4 - Choix de la préparation des bords à souder
Selon la nuance du métal de base, l'épaisseur des pièces et l'accès, vous allez utiliser les préparations de bord comme ci-dessous :
Comment choisir la préparation des bords à souder en MIG/MAG semi-auto? Comment choisir une préparation d'un assemblage de soudage ? 5 - Choix du gaz de protection à la buse de la torche
Selon la nuance du métal de base, vous allez utiliser un type de gaz de protection comme ci-dessous :
Quel type de gaz de protection dois je utiliser pour souder en MAG/135/ GMAW ? Comment bien choisir son gaz de protection de soudage selon le procédé ? Quel type de gaz de protection dois je utiliser en MAG? Quel type de gaz de protection dois je utiliser en MIG? Comment sélectionner un gaz de protection selon le transfert d'arc en MIG 131 / MAG Quelles sont les couleurs des ogives des bouteilles de gaz selon NF EN 1089-3 ? Le procédé de soudage MAG FIL MASSIF / GMAW / 1356 - Choix du débit de gaz de protection à la buse de la torche
Selon la nuance du métal de base, l'épaisseur des pièces et la configuration de l'assemblage, vous allez utiliser un débit de gaz de protection comme ci-dessous :
Comment choisir le débit de gaz de protection en MIG/MAG semi-auto? Comment choisir le détendeur-débitmètre de gaz de soudage ?7 - Choix du mode de transfert d'arc électrique
Selon l'épaisseur des pièces, le travail à réaliser et la position de soudage, vous allez utiliser un type de transfert d'arc comme ci-dessous :
Comment choisir le transfert d'arc électrique en MIG/MAG semi-auto? Les différents transferts d'arc selon le diamètre du fil et la tension de soudage Les différents transferts d'arc en images en MIG/MAG semi-auto 8 - Choix de la tension de soudage
La tension conditionne le type de transfert d'arc selon le diamètre de fil utilisé.
Chaque diamètre de fil électrode présente une fourchette de tension adaptée.
Plus le diamètre du fil augmente, plus la tension basse d'utilisation augmente.
Selon le diamètre de fil et le travail à réaliser, vous allez utiliser une tension d'arc comme ci-dessous :
Comment choisir la tension d'arc électrique en MIG/MAG semi-auto? La tension de soudage en MAG/135/GMAW 9 - Choix de l'intensité de soudage
L'intensité de soudage en MIG/MAG est directement liée à la vitesse de dévidage du fil électrode en mètres / minute ou centimètres / minute et au diamètre du fil.
Selon la nuance du métal de base, l'épaisseur des pièces, vous allez utiliser un type de gaz de protection comme ci-dessous :
Comment choisir l'intensité de soudage selon la tension appliquée en MIG/MAG semi-auto? Comment choisir l'intensité de soudage en MIG/MAG semi-auto? Influence de la longueur de fil libre sur l'intensité de soudage en MIG/MAG semi-auto? 10 - Choix de la vitesse de dévidage de fil électrode d'apport
Selon l'intensité à appliquer et le diamètre de fil sélectionné, vous allez appliquer un débit de dévidage de fil d'apport (en mètres / minute ou centimètres / minute).
Si la vitesse de fil est trop grande pour une tension donnée, le fil tape dans le bain de fusion.
Si la vitesse de dévidage de fil est trop faible pour une tension donnée,cela provoque une remontée du fil dans la buse et une rentrée d'arc avec collage du fil dans le tube contact.
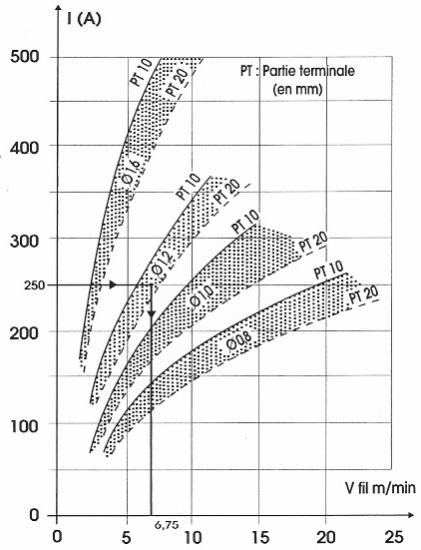
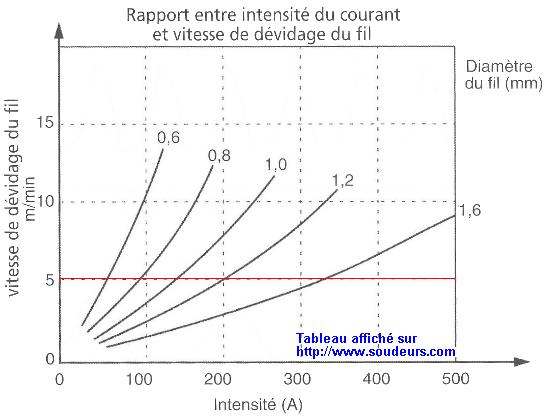 Courbes de sélection de la vitesse de dévidage selon l'intensité
Courbes de sélection de la vitesse de dévidage selon l'intensité 11 - Choix de la self d'inductance
L'inductance ou self est un dispositif réglable (applicable au régime de transfert d'arc par court-circuit) permettant de réguler le transfert du métal et de limiter les projections dues à la brusque montée de l'intensité de court-circuit. La self (ou inductance) est un dispositif du circuit électrique qui s'oppose à toutes variations du courant qui le parcourt. L'inductance ralentit le temps de montée de l'intensité à sa valeur de court-circuit. Une inductance faible donne un cordon étroit et bombé et une inductance forte un cordon large et plat.
L'inductance sert à écrêter les pics d'intensité celà est très utile pour stabiliser l'arc en court circuit et donc diminuer les projections par contre, lorsqu'on travaille en pulvérisation axiale cela va à l'encontre du procédé et là il est préférable de se mettre en position mini de self.
Un excès de self donne des cordons de soudure bombés et favorise les collages (ou manque de fusion) par régime thermique trop froid.
Si vous soudez en transfert d'arc par court-circuit, vous placerez la self d'inductance à sa valeur maximale.
Toutefois, comme le précise dans les commentaires David, la self joue sur la taille des gouttes et leur nombre quand nous sommes en court circuit mais le fait de mettre un maximum d'autoinductance en short arc donne des problèmes d'amorçage, ça risque de ''pétarader'' pendant une seconde puis la fusion sera douce : donc on diminue un peu la self.
Si vous soudez dans les régimes grosses gouttes ou pulvérisation axiale, vous réglerez la self d'amortissement à sa valeur minimale.
Comment régler la self ou inductance pour un transfert par court-circuit en soudage 12 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
13 - Quelques liens Internet utiles
14 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
15 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN