Cet article technique aborde le réglage de la self ou de l'inductance en régime de transfert par court-circuit en soudage MAG
L'inductance ou self est un dispositif réglable manuellement ou électroniquement (applicable au régime de transfert d'arc par court-circuit) permettant de réguler le transfert du métal et de limiter les projections dues à la brusque montée de l'intensité de court-circuit.
1 - Comment choisir la bonne self ou inductance
La self ou inductance intervient principalement en soudage MAG par transfert d'arc par court-circuit.
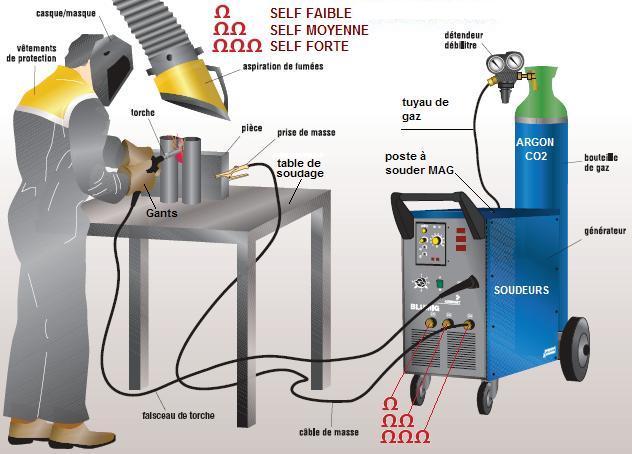
La double ou triple connexion du connecteur de masse sur un poste MAG correspond au réglage de la self.
Il est bien de disposer d'une self ou inductance (amortisseur électrique) pour régler et favoriser la stabilité de l'arc électrique afin réduire les projections de gouttes incandescentes de métal sur les bords des pièces à souder.
L'inductance ou self est un dispositif réglable (applicable au régime d'arc par court-circuit) permettant de réguler le transfert du métal et de limiter les projections dues à la brusque montée de l'intensité de court-circuit.
La self (ou inductance) est un dispositif du circuit électrique qui s'oppose à toutes variations du courant qui le parcourt.
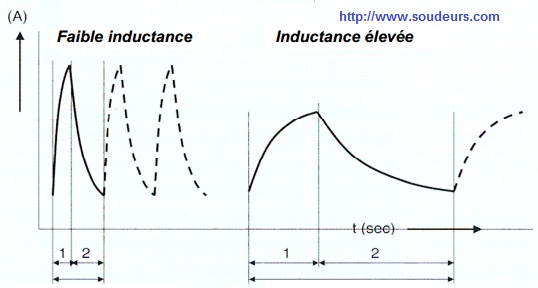
L'inductance ralentit le temps de montée de l'intensité à sa valeur de court-circuit.
L'inductance sert à écrêter les pics d'intensité.
Cette fonction est très utile pour stabiliser l'arc en court circuit et donc diminuer les projections par contre, lorsqu'on travaille en pulvérisation axiale cela va à l'encontre du procédé et là il est préférable de se mettre en position mini d'inductance.
Une faible inductance implique une fréquence plus élevée des courts-circuits avec un temps d'arc court, qui donne un bain de fusion relativement froid.
Inversement une inductance élevée implique un temps d'arc plus long.
La fréquence du court-circuit diminue et engendre un bain de fusion plus chaud.
Avec des fils de petits diamètres Ø 0,6 mm et Ø 0,8 mm il est recommandé d'avoir une faible inductance.

Une faible inductance donne des cordons de soudure bombés et favorise les collages (ou manque de fusion) par régime thermique trop froid.
Une faible inductance donne un arc distinct et concentré avec un bruit dur et assourdissant.
Si vous soudez en transfert d'arc par court-circuit, vous placerez l'inductance à sa valeur maximale.
Toutefois, l'inductance joue sur la taille des gouttes et leur nombre quand nous sommes en court circuit mais le fait de mettre un maximum d'auto-inductance en short arc donne des problèmes d'amorçage, ça risque de ''pétarader'' pendant une seconde puis la fusion sera douce : donc on diminue un peu la self.
Une inductance faible donne un cordon étroit et bombé.
Une inductance forte donne un cordon large et plat.
Pour le soudage des fortes épaisseurs, il faut utiliser une self totale (sigle trois ponts)
Pour le soudage des épaisseurs moyennes, il faut une grande self (sigle deux ponts)
Pour le soudage des faibles épaisseurs, il faut une self la plus faible possible (Sigle un pont)
Plus l'inductance est faible et plus le bain de fusion est froid.
Une self faible donne un arc électrique sec et concentré avec quelques projections
C'est le réglage à adopter pour le soudage des faibles épaisseurs par court-circuit avec des fils de faible diamètre.
Une self forte donne un arc doux, plus chaud, un bain de fusion fluide
Une inductance trop élevée ne permet pas la formation correcte des gouttes de métal.
Une inductance trop faible génère des projections.
| Faible inductance - 1 pont Faible épaisseur - Bain froid |
Phénomènes constatés | Forte inductance - 3 ponts Forte épaisseur - Bain chaud |
| Élevée | Fréquence des court-circuits | Faible |
| Beaucoup plus | Projections métalliques | Beaucoup moins |
| Plus rapide | Stabilité des court-circuits | Plus lent |
| Plus rapide | Détachement des gouttes | Plus lent |
| Faible | Lissage du courant | Elevé |
| Grossière | Vagues du cordon | Rapprochées et Fines |
| Moyenne | Pénétration du cordon | Forte |

2 - Quelques liens Internet utiles
3 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN