
31 réponses -
Accéder à la dernière réponse
#1

Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Sujet : Vilain pâté en TIG alu, le gaz peut-il être en cause ?
Bonjour,
Il s'agit de ressouder un carter de moto
Ce qui est en principe soudable et que j'ai déjà réussi.
J'ai deux bouteilles de gaz que j'utilise tour à tour avec une qui sert de réserve.
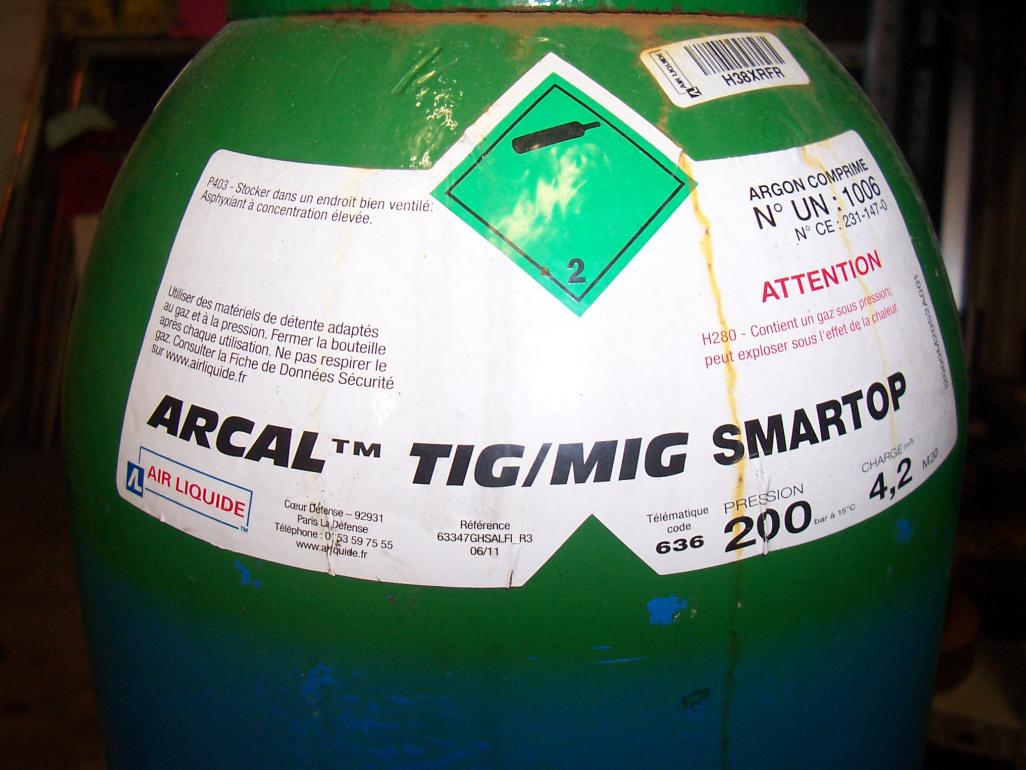
D'une part de l'Arcal TIG/MIG, d'autre part de l'Arcal Prime.
Il me semble que ça ne va bien dans l'alu qu'avec l'Arcal Prime.
Je psychote ou c'est possible ?
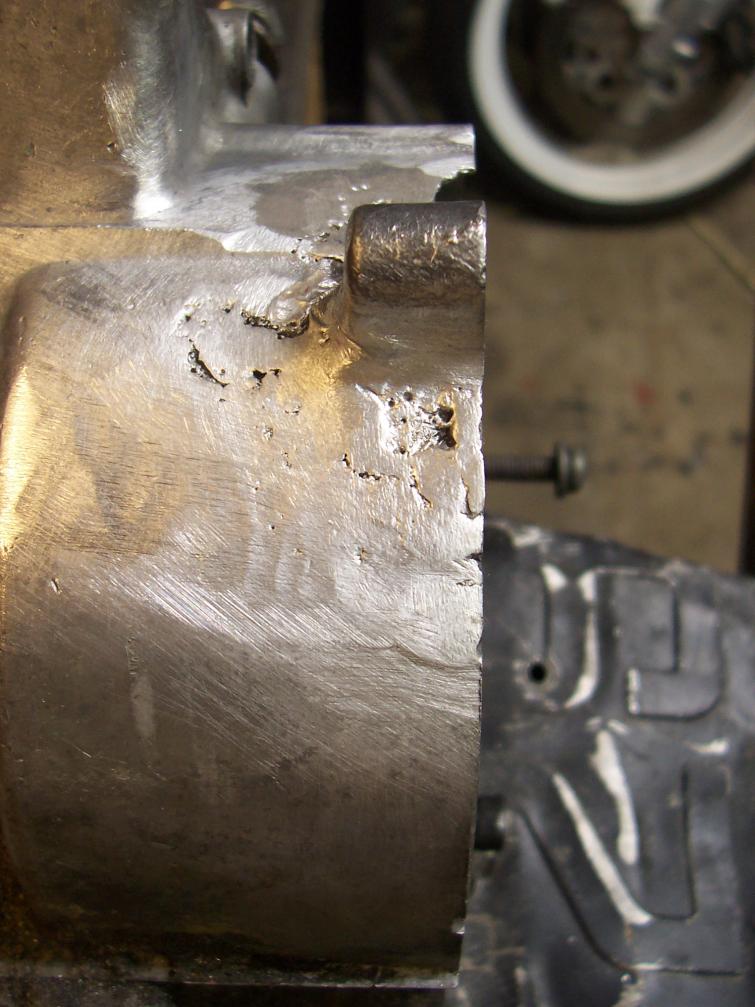
Une photo du vilain résultat (avec l'Arcal TIG/MIG) :

Merci de me communiquer votre science.

#2


tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
arcal prime
Argon pur à plus de 99.998%
cela ne devrait pas poser de problème
pour ce type de réparation, le nettoyage est essentiel,dégraissage, blanchissage des surfaces (j'utilise une meule en bout avec un variateur et des fraises carbures) mais les pièces sont souvent poreuses et gorgée d'huile, il faut parfois s'y reprendre à plusieurs fois(refraiser) et surtout employer du métal d'apport AS 5 les alliages de fonderie sont des alliages d'aluminium et de silicium.
A part ça vérifiez le diamètre de votre buse, le centrage de votre tungstène dans la buse, si vous employez un diffuseur vérifiez que vous n'avez pas des gouttes de métal collées dessus, le débit de gaz ou un très mauvais réglage de la balance, ou une fuite de gaz dans votre circuit
#3
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Justement, j'ai l'impression que ça va mieux avec l'Arcal Prime.
C'est pour l'Arcal TIG/MIG que j'ai un doute.
Néanmoins, je vais essayer de dégraisser encore et encore.
#4
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Après dépollution de tous les hydrocarbures qui traînaient dans le secteur, j'ai obtenu une espèce de soudure.
Le résultat final n'est pas terrible mais heureusement peu d'effort sur la pièce et ce n'est pas vraiment une partie fonctionnelle.
Merci du coup de main.
Edit le 8 septembre : voir messages plus loin, il y aurait bien un souci avec le gaz "Arcal TIG/MIG"
#5

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Macpepr,
Effectivement comme le dit tungstene , il est très important que l'alliage d'aluminium (qui doit être soudable) soit parfaitement propre, fraisé superficiellement et parfaitement dégraissé.
Le dégraissage se réalise avec des produits spéciaux alu ou une solution alcaline.
Un séchage parfait est requis.
Ensuite il faut une source de courant en alternatif pour le TIG et courant continu pour le MIG suffisamment puissante pour chauffer rapidement et souder correctement le joint.
Peut on avoir une photo de la réparation à l'état final ?
Merci
Cordialement,
#6
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Voila ce que ça a donné.
C'est beaucoup plus du collage que de la soudure.
Une fois tout l'excédent meulé, on voit que ce n'est pas bien lié.
J'ai fait une autre expérience en tentant de compléter un cordon commencé avec le même poste et le même opérateur, en l'occurrence moi et mon manque absolu de "coup de patte".
Cependant, j'avais réussi la partie haute de la soudure. Le cordon est moche, mais c'est de la soudure.
Ca a fondu, ça a fait un bain et les deux pièces se sont liées.
En tentant de reprendre avec le gaz "Arcal TIG/MIG", je retombe sur le même défaut que sur le carter : ça mousse, ça crépite, ça ne fond pas.
Je ferai une autre tentative dès que j'aurai pu faire remplir ma bouteille d'"Arcal Prime" (pas facile en ce mois d'août où la France s'arrête).

#7
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Macpepr,
Quand je vois ce type de photo de soudure, j'ai vraiment des frissons dans le dos !
J'espère que votre pièce n'a aucune fonction vitale de résistance et/ou d'étanchéité et/ou d'esthétique...
Vous n'aviez pas de pièce martyre pour vous faire la main et régler correctement vos paramètres de soudage ?
Je ne pense pas que le gaz ARCAL TIG/MIG soit en cause sauf si la bouteille de gaz est contaminée.
Merci d'avoir déposé vos photos sur le forum.
Cordialement,
#8
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Ce n'est pas une soudure, c'est un dépôt de métal ! :confused: Moi aussi ça m'effraie, d'autant plus que d'habitude j'arrive à joindre correctement deux pièces, avec les mêmes paramètres (voir juste au dessus du vilain amalgame infâme). Pour en avoir le coeur net, je laisse le poste tel quel et j'essaie immédiatement en ne changeant que le gaz dès que j'ai une autre bouteille remplie. Je verrai bien, d'autant plus que cet ensemble sera un peu sollicité.
#9
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
si votre torche est refroidie à eau vérifiez que vous n'avez pas d'eau qui perle, parfois les torches se désertissent et de la vapeur d'eau contamine le gaz
#10
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
C'est une torche "à air". J'ai vaguement pensé au gaz contaminé évoqué plus haut. Ca m'étonnerait fort qu'il y ait de telles toiles chez l'Air liquide.
#11
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Macpepr,
Autre phénomène à envisager et souvent négligé, c'est la surchauffe de la torche qui annihile les propriétés du gaz de protection mais sans certitude de ma part !
Cordialement,
#12
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
employez-vous un diffuseur (grillagé) diamètre de la buse? débit de gaz? (un débit de gaz trop important peut entraîner des turbulences qui pollueront le bain de fusion
#13
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Pas de diffuseur grillagé, diamètre de buse 7 puis 9, débit de gaz entre 5 et 10 l/mn. Comme je l'ai dit en commentaire de ma dernière photo, avec ce genre de paramètres, j'ai réussi la partie haute de la soudure. Moche, mais soudé.
#14
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Bonsoir,
Me revoilà avec mes gaz, cette fois pour des expérinces réussies qui pourront profiter à d'autres je l'espère.
Donc, avec ce gaz :
J'obtenais ce résultat :


En conservant tous les paramètres de soudage et en changeant de gaz pour celui-ci :
J'ai pu reprendre le pâté précédent qui cette fois a fondu et s'est lié aux autres pièces comme il doit le faire normalement.

Le cordon n'est pas beau en raison des souillures précédentes qui l'ont pollué, du fait que ça reste une reprise et que de toutes façons je n'ai pas le coup de patte d'un pro. Néanmoins, la différence est édifiante. Ceci, seulement en changeant le gaz !
Là où je ne comprends pas bien, voire pas du tout, c'est en comparant les compositions des gaz.
Arcal TIG/MIG = argon à 99,995 %
Arcal Prime = argon à 99,997 %.
Je tiens ça de l'énorme "concessionnaire" qui me fournit les bouteilles.
Ces 0,002 % d'écart suffisent à faire des pâtés ?
#15
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Macpepr,
Pour info votre dernière soudure est visuellement inacceptable
Et si vous avez le malheur de faire un ressuage coloré sur ce cordon vous n'allez pas être déçu !
En soudage il n'y a pas de mystère :
Lorsque l'on fait de la m...e, pour diverses raisons que nous n'allons pas abordés ici, on enlève tout le cordon mécaniquement (fraisage principalement ou meule spéciale aluminium) et très peu de matière de la surface soudée (cela exige un temps important de travail et une grande habileté et minutie)
Et on recommence pour faire mieux après avoir analysé tous les problèmes
C'est pour cela que le soudeur préfère faire bien la première fois !
Et pour cela il s’entraîne tous les jours à améliorer son geste et sa dextérité.
En aluminium il est recommandé d'avoir une surface parfaitement propre, décapée et dégraissée, une buse de torche de 16 à 19 mm pour bien protéger la surface soudée
Le débit de gaz est légèrement supérieur que pour du soudage de l'inox
Quand je vois l'état de surface de votre tube en aluminium, je me dis que ce tube a du vécu !
Cordialement,
#16
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Bien d'accord avec vous Dominique.
Et sur l'essentiel de mon propos, à savoir le rapport entre le gaz et la qualité du pâté (je n'ose plus dire soudure), vous pensez quoi ?
#17
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Macpepr,
Je ne suis pas convaincu qu'il n'y a que le gaz de soudage en cause...
Il faudrait voir aussi les paramètres électriques de soudage et le type de matériel (Ø du tungstène, diamètre de buse, type de diffuseur, refroidissement de la torche, etc...)
Cordialement,
#18


BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonjour,
Au vu des photos des différents essais, je pense que le problème se situe entre couche d'alumine et nature / pollution de l'électrode de tungstène.
Attention, l'oxyde d'aluminium se régénère très très vite, surtout ne pas tardez à démarrer le soudage après son élimination avec un abrasif par exemple.
#19
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Vous avez raison de présenter ces précautions pour obtenir une soudure de bonne qualité. Comme je ne compte pas passer un jour les certifications "aviation", je me contente d'un bain qui lie bien les deux pièces. Après, je mets éventuellement mes fesses dessus quand j'ai soudé sur une moto de course et pour l'heure ça s'est toujours bien passé. Là, j'avais de l'alu neuf et décapé à la brosse rotative, certes.
Par contre, quand j'obtiens un magmat infâme après avoir changé de gaz, je poste ici, pour tenter d'obtenir des explications et faire part de mon expérience aux amateurs comme moi qui me liront.
Je continue donc mon apprentissage, sans "Arcal TIG/MIG" car manifestement ça pose problème. D'autant plus qu'un copain qui n'est certes qu'à peine d'un niveau supérieur au mien a eu les mêmes soucis.
#20
BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonjour Macpepr,
Je vous ai parlé de la couche d'alumine, mais ATTENTION, elle est aussi présente sur votre métal d'apport !
Donc ne pas omettre de passer un coup d'abrasif également dessus.
#21
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Un retour en une image qui met clairement le gaz en cause.

Ceci est le résumé de deux essais effectués sur une plaque d'AG4 d'environ 10 mm d'épaisseur.
Les paramètres sont sur le tableau de bord du poste (principalement courant AC de 100 A).
Débit de gaz de 10/11 litres/mn.
Electrode pour alu diamètre 1,6, buse de 6.
Pièce brossée (brosse rotative sur perceuse), on voit à gauche la limite entre brossé et non brossé. Pas de dégraissage (ce qui doit expliquer les traces charbonneuses). Brossage de la baguette d'apport.
Dans les deux essais menés avec entre les deux juste le temps pour changer la bouteille et purger le tuyau seul le gaz est changé. Je n'oserai pas dire qu'il n'y a pas photo puisque si et vous l'avez sous les yeux.
En haut, début avec l'Arcal TIG MIG, ça refuse de fondre, ça crépite.
En bas, tout de suite après avec l'Arcal Prime, on peut faire un cordon (baguette d'AG5 de 2 mm).
Selon l'Air liquide : - Arcal TIG MIG = argon à 99,995 %
- Arcal Prime = Argon à 99, 998 %
Ce n'est pas un problème avec une bouteille en particulier puisque j'ai déjà eu le souci avec d'autres exemplaires et que je mettais ça sur le compte de mon ignorance.
Je le mets donc à titre d'info en espérant que ça serve à d'autres lecteurs.
Bons cordons à tous.
#22

Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Un argon de qualité 4.5 (99,995%) suffit largement pour le soudage de l'aluminium, quelque soit sa nuance.
Il ne doit pas y avoir de différence entre un argon de qualité 4.5 ou 4.8 (99,998%), que ce soit visuelle ou de compacité.
Soit les bouteilles que vous avez essayées sont polluées (c'est rare mais ça peut arriver), soit le problème est ailleurs.
L'argon 4.5 est suffisant pour du titane, qui pourtant est autrement plus délicat à souder.
#23
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
A la lumière de l'expérience que j'ai faite, je me permets de conseiller l'argon supérieur, dans l'attente de trouver "l'ailleurs" du problème.
D'autre part,Il faudrait que j'ai vraiment manqué de chance pour tomber sur plusieurs bouteilles polluées.
#24
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Je suis d'accord avec vous, si les bouteilles ne proviennent pas du même lot, il y a quand même peu de chance que ce soit la cause.
Mais je n'ai pas d'autre explication à la lumières de vos indications.
Les bouteilles des 2 gaz sont avec ou sans détendeur intégrés?
#25

Invité
Vous supposez une possible contamination du détendeur?
Il serait intéressant de savoir comment sont contrôlés les détendeurs (ou détendeurs/régulateurs de débit) qui font en quelque sorte partie des bouteilles.
#26
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Détendeur intégré ou pas, c'est bien le débit indiqué par le dernier détendeur (vissé à la bouteille et réglable) qui est celui qu'on retrouve à la torche, non ?
#27
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Non, je ne suppose pas une contamination du détendeur.
Les détendeurs montés sur les bouteilles à détendeurs intégrés sont des détendeurs qui règlent une pression sur un orifice calibré en sortie de celui ci.
Ce type de détendeur ne tient pas compte des pertes de charges et du coup, la lecture du débit peut être faussée et de beaucoup.
Il faut mesurer le débit de gaz réel en sortie de torche avec une pipette (recherchez sur ce forum, ce sujet à été souvent abordé)
#28
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Macpepr,
Avez vous vérifié le débit de gaz en sortie de torche de soudage avec un rotamètre de poche ?

Cordialement,
#29
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Eh non, parce que j'ai beau regarder dans ma poche, je n'y vois pas de rotamètre :D.
En revanche et plus sérieusement, l'allure de ma tentative de soudure est sensiblement la même que ce qu'on obtient après avoir oublié d'ouvrir le gaz ou lors d'un débit insuffisant.
Un autre essai avec cette fois un débit de 25 l/mn (sur le groupe mano vissé sur la bouteille) et le gaz Arcal TIG/MIG n'a cependant pas donné de progrès. Le même morceau d'AG4 réagit normalement avec 5 l/mn et l'Arcal Prime.
Les deux bouteilles sont identiques à la coiffe près. Certainement pas déterminant !!!
En photos :
- ça ne fonctionne pas

-c'est tout bon

#30
Mjiolnyr En ligne le 18/12/2024 à 16:10 (60 messages sur soudeurs.com)
Bonjour Macpepr,
Je rebondis sur vos soucis de gaz,
Je n'ai jamais soudé de l'alu avec un autre gaz que de l'ARCAL Tig/Mig!
Tout les problemes que j'ai pu rencontré sur l'aluminium n'ont jamais rien eu a voir avec le gaz...
Vous parlez d'un debit d'arcal Tig /mig a 25L/min.... c'est du grand n'importe quoi... il ne devrait y avoir aucune différence de débit
entre ARCAL prime et ARCAL tig/mig...
Comme le dit justement Dominique achetez vous une pipette de débit (ca coute 5€...) pour vérifier votre débit en sortie de torche ....
le debit du mano n'est qu'indicatif... et parfois loin du débit réel!
Utilisez vous le même détendeur sur chacune de ces bouteilles?
-si c'est le cas je suis pret a parier que votre bouteille est contaminée! voir comporte un défaut d'étanchéité la ou vous vissez votre mano....
(chez Air Liquide ce ne sont ni des saints ni des anges et il leur arrive comme à tous de faire de la M....)
-si vous utilisez un mano différent.... le mano peut être mis en cause! (impuretés , moisissures ,prise d'air)
Pour finir sur de l'aluminium des diffuseurs lents sont préférables... car la protection gazeuse sera plus homogène...
Vu l'aspect de vos "soudure je pense que quelque kilos de tôles martyres sont nécessaires...
jetez un œil a cette vidéo...
(bien que ce soit en anglais les images parlent d'elles mêmes)
Aluminum Welding Drill - YouTube
Cordialement.
#31
Macpepr En ligne le 31/03/2026 à 10:04 (24 messages sur soudeurs.com)
Bonjour,
Merci pour la vidéo, j'en ai déjà regardé du même genre.
Et si je ne suis pas un cador, je défie quiconque d'avoir réussi à sortir un truc qui ressemble à une soudure avec les conditions offertes par cette bouteille.
Ca va beaucoup mieux depuis que je n'ai plus cette bouteille d'Arcal TIG/MIG qui avait peut-être un défaut.
Vous n'êtes pas le premier à me dire qu'il réalise de l'excellent travail avec ce gaz.
En théorie, les niveaux de pureté sont quasiment identiques entre Arcal et Arcal TIG/MIG, dont acte.
#32
Mjiolnyr En ligne le 18/12/2024 à 16:10 (60 messages sur soudeurs.com)
parfois quand çà part en c... il vaut mieux ne pas s'acharner et trouver d'ou vient le problème.
je viens de 0asser 10 jour a me battre avec un poste a shunt qui a pres de 40 ou 50 ans...
Après 4 jours de prise de tête d essais et de recherche...en changeant le tuyau de gaz allant du détendeur a l électrovanne.... miracle çà soudais...enfin pas longtemps... 10 minutes toutes les 15 a 20 minutes...
finalement je met le chantier de cote jusqu'a ce que le client ai les moyens de louer un tig ac dc suffisamment performant pour que je puisse faire plus de 4 soudures a l heure...
cordialement
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412

jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00
