
12 réponses -
Accéder à la dernière réponse
#1


GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Sujet : Question Posée Comment appporter le métal d'apport dans la fusion
Bonjour,
Je suis débutant en TIG, quand je soude j'arrive bien à voir le bain de fusion mais je rythme, la précision et l'endroit à mettre dans le bain de fusion j'ai encore du mal à synchroniser. Avez-vous des conseils à donner pour un débutant pour bien synchronsier les gestes. Je maitrise bien le bain de fusion, l'avance du métal d'apport mais je ne sais pas le rythme et parfois j'apporte très bien mais un peu loin du coup je touche l'électrode. Chaque geste je maitrise bien indépendamment mais dès qu'il s'agit de faire l'ensemble je suis perdu et je fais n'importe quoi

Est-ce que l'intervalle 'd' sur mon dessin c'est l'intervalle où vous déposez le métal d'apport ce qui fait un plie qu'on voit ? Dans mon cas ce n'est vraiment pas régulier cet intervalle donc à mon avis soit j'apporte trop vite ou trop lent le métal d'apport. Merci de vois conseils.

#2
oath191 En ligne le 03/07/2026 à 13:50 (82 messages sur soudeurs.com)
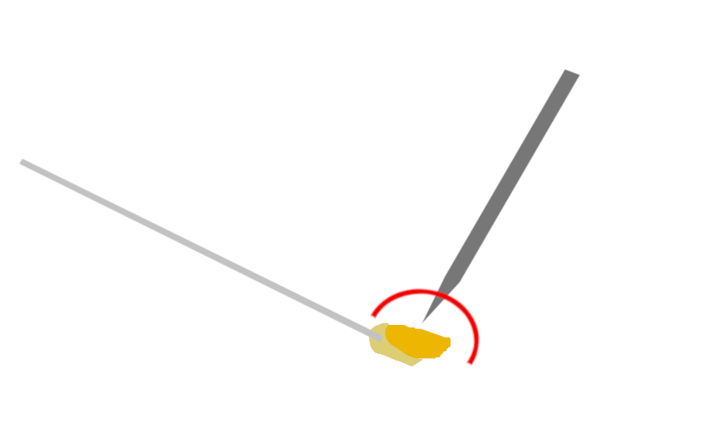
Voilà un dessin : le métal d'apport doit être au bord du bain, et ne doit pas sortir de la zone du gaz (délimitée en rouge). Si tu sors le métal d'apport de cette zone, tu vas amener de l'air et donc polluer le bain. Pour éviter d'avoir des gouttes qui se forment sur le métal d'apport, il faut lever et descendre le métal d'apport, mais toujours en restant dans cette zone de gaz qui protège.
Pour voir des exemples, je te conseille cette chaîne youtube : https://www.youtube.com/@weldHAGOJIBI il y a des sous-titres
#3
GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Merci,
Je sais théoriquement comment faire il n'y a pas de soucis, mais parfois j'arrive et d'autres fois non, à mon avis je ne dois bien maitriser encore la technique. Sinon pour mon dessin précédemment la distance que j'ai souligné en rouge 'd' c'est bien l'intervalle de l'apport du métal ?
Bon je pense que je dois pratiquer encore, pour avoir plus de maîtrise je pense.
#4
oath191 En ligne le 03/07/2026 à 13:50 (82 messages sur soudeurs.com)
Oui c'est bien l'intervalle
#5
GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Parfois, sans que je touche le métal d'apport ou la matière à souder, on dirait que mon électrode a un arc de plus grand diamètre du coup quand j'apporte le métal il fond avant même de rentrer dans le bain de fusion. Après affutage l'électrode et je recommence à bien apporter le métal d'apport dans le bain de fusion. Quand je regarde mon électrode, il y a des tâches blanchâtres autour de l'électrode et il n'est plus pointu comme au départ. J'affute mon électrode à un angle entre 30° et 40°, l'affutage des électrodes ont également une influence sur la façon donc on doit apporter son métal d'apport aussi.
Est-ce que c'est possible que pendant la soudure l'électrode reçoit des saletés sans que je touche le métal d'apport ou la matière ? C'est une plaque de martyr et je fais plusieurs lignes de soudures et je me suis dit peut-être que ce n'est pas pareil qu'une plaque toute neuve qu'on a bien poncé et dégraissé.
#6
oath191 En ligne le 03/07/2026 à 13:50 (82 messages sur soudeurs.com)
Si la plaque n'est pas propre, tu peux avoir des saletés qui sautent, mais dans ce cas tu les entendrais, une sorte de crépitement.
#7
GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Envoyé par oath191
Si la plaque n'est pas propre, tu peux avoir des saletés qui sautent, mais dans ce cas tu les entendrais, une sorte de crépitement.
Si cela ne vient pas de la plaque à souder alors ça doit mon électrode qui doit être mal affuté, au début de soudure l'arc est homogène après un certain temps, je vois qu'il s'illumine par moment du coup j'arrête et j'affute et ça redevient normal.
C'est une affuteuse que j'ai commandé sur Amazon que j'utilise avec un Dremel

Je n'ai pas de stries bien droites mais un peu en circullaire.

Parfois c'est encore moins bien affuté que ça, surtout la longueur de la pointe ce n'est pas de tout linéaire. Et quand je soude avec les électrodes que je les fait chez un collègue avec un touret à meuler, mes stries sont bien droites et mon arc est plus stable (enfin, c'est l'impression que j'ai peut-être que je me trompe).
#8


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
Comme pour tous les débutants en soudage TIG vous avez des difficultés à maitriser la coordination de vos deux mains. la droite qui tiend la torche à distance constante de la pièce (il existe une protection du petit doigt pour le poser sur l'aouvrage chaud afin de maintenir cette distance plus aisément) et la main gauche qui doit apporter DANS l'ARC le métal d'apport d'un mouvement de va et vient parfaitement controlé de sorte que la goutte de métal fondu n'aille pas poluer l'électride de tungstène. Au début il est conseillé de faire des lignes de fusion en pleine plaque sans métal d'apport puis des aboutements de deux toles aussi sans métal d'apport. D'ailleurs c'est un des avantages du TiG c'est de pouvoir faire des soudures sans métal d'apport.
L'affutage de l'électrode de tungstène ne souffre pas l'à peu près
Yann
#9
GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Envoyé par Yann
Bonjour,
L'affutage de l'électrode de tungstène ne souffre pas l'à peu près
Yann
J'ai déjà fait tout ce que vous dites (sur plaque, et le bord à bord sans métal d'apport, en angle intérieur avec et sans métal d'apport, boucher un trou, etc...) et tout va bien. Je crois que vous n'avez pas tout lu mes messages. Je maitrise chaque geste Indépendamment (faire avancer le métal d'apport tout seul, souder sans métal d'apport, vitesse d'avancement correcte, je vois bien le bain de fusion) et dès que je fais les 2, on dirait que je suis hésitant soit je reste trop souvent sur place soit j'avance trop rapide, ou bien je n'apporte pas assez de près au bord de la fusion soit trop loin etc... Mais ça m'arrive aussi que je le fais bien et d'ailleurs j'arrive plus souvent à bien faire que de mal faire.
Une fois que vous avez déposé correctement le métal d'apport au bord du bain de fusion au point A sur mon dessin

Est-ce que vous restez un peu pour faire fondre le métal d'apport et ensuite avancer ou bien vous avancer directement sans attendre ? Je ne sais pas pourquoi quand j'apporte mon métal d'apport on dirait que mon avance n'est plus régulier et pourtant ça devrait l'être (que ce soit avec métal d'apport ou sans métal d'apport).
En ce qui concerne l'affutage, je suis certain qu'il y a une influence, une électrode bien affutée fait un arc électrique homogène et le halo de l'arc est toujours de même diamètre, avec une électrode mal affutée le halo est plus grand et irrégulier de ce fait quand vous apportez le métal d'apport, il se fond avant même de rentrer dans le bain de fusion. Je suis pratiquement certain à 100% de ce que je dis.
#10
oath191 En ligne le 03/07/2026 à 13:50 (82 messages sur soudeurs.com)
Est-ce que vous restez un peu pour faire fondre le métal d'apport et ensuite avancer ou bien vous avancer directement sans attendre ?
La technique c'est de démarrer sans métal d'apport sur la tôle en la faisant fondre 2,3 secondes, quand tu commences à voir un bain liquide qui semble faire un rond au centre, tu mets une touche de métal d'apport "en piquant" dedans, tu peux le refaire 2,3 fois si besoin, puis tu avances tranquillement, et à intervalle régulier tu piques le métal dans le bain, des petites touches rapides.
#11
GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Merci oath191,
Je pense que j'ai compris, il faut avancer régulièrement une fois déposer le métal d'apport dans le bain de fusion et déposer le métal d'apport à des intervalles régulières. Bon ça reste encore de la théorique, il faut que je pratique encore.
En haut sans métal d'apport

En bas avec le métal d'apport, et je vois bien que je ne dépose pas mon métal d'apport de façon régulier. Tôle de 1.5 mm, courant de soudage 45A et je baisse à 35A quand la tôle est chaude.
#12
bugess En ligne le 19/04/2025 à 20:41 (21 messages sur soudeurs.com)
salut, juste en pacant, selon ta photo
sans métal , soudure par fusion , tu es pas régulier, tu n'as pas une hauteur d'arc correcte, et l'avance pas réguliere, laisse le metal d'apport , le temps de te faire la main , essaye en repossant la buse sur la tole tu vas mieux gerer la hauteur de ton arc, et essaye d'avancer en faisant rouler la buse de gauche a droite
#13
GSXR100038 En ligne le 08/04/2025 à 22:32 (86 messages sur soudeurs.com)
Envoyé par bugess
salut, juste en pacant, selon ta photo
sans métal , soudure par fusion , tu es pas régulier, tu n'as pas une hauteur d'arc correcte, et l'avance pas réguliere, laisse le metal d'apport , le temps de te faire la main , essaye en repossant la buse sur la tole tu vas mieux gerer la hauteur de ton arc, et essaye d'avancer en faisant rouler la buse de gauche a droite
Merci pour les conseils, je pense que la hauteur de mon électrode est constante (environ 1 mm) en revanche, comme je disais je suis pas très en confiant avec l'affuteuse de mon électrode, mon avance est effectivement irrégulier mais je vois bien mon bain de fusion. Est-ce que par moment j'avance plus rapidement et que vous pensez que la hauteur de mon électrode est plus haute ou irrégulière ?
Je vais m'équiper un touret à meuler. Mais effectivement je vais le refaire encore sans métal d'apport. Même si mon avance est régulier, dès que je met la baguette du métal d'apport, on dirait que j'ai tout oublié de ce je savais au paravent, donc c'est important aussi de synchroniser les gestes entre eux. Je suis nul mais j'ai encore de l'espoir.
Je pense juste faire fondre le métal de la tôle à souder et rajouter le métal d'apport et j'arrête, et je recommence un point plus loin et ainsi de suite, comme ça plus de problème d'avance et de rythm.... Je me concentre juste sur le bain de fusion et 1 apport seulement.
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412
jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00