
19 réponses -
Accéder à la dernière réponse
#1


9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
Sujet : Question Posée soudure inox bout a bout 2 mm quelles sont vos réglages ?
Bonjour,
je viens de passer des radios sur des éprouvettes pour valider une QMOS
je devais faire une soudure d'angle avec métal et un bout à bout avec métal (rien d’exceptionnel car je viens de valider un tube en HLO45 ° )
sur les 4 éprouvettes une revient non conforme mais je ne sais pas trop pourquoi
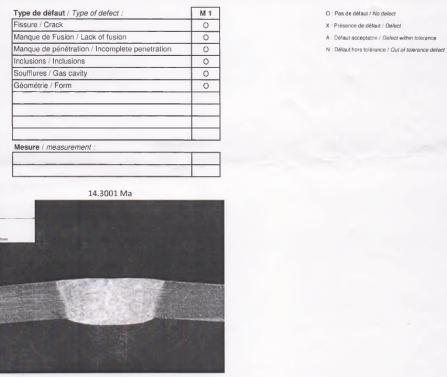
comme vous le voyez en dessous à la radio je n'ai aucun défaut, la pièce est passé au test du pliage mais elle a cassé au test de l'étirement
je pense que j'ai du chauffer un peu trop mais la couleur ne m'a pas semblé "trop cuite"
pouvez vous me donner vos réglages pour du bout à bout 2 mm inox en lisse ou en pulsé cela me permettra d'avoir différente référence
j'étais en pulsé point chaud 74 A point bas 48A
faites vous un chanfrein sur du bout à bout ou non ?
Merci de vos réponses

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Je n'ai pas bien compris votre problème ?
Vous dites que les contrôles radios de vos quatre tubes sont conformes aux exigences imposées mais qu'un tube n'est pas conforme à l'essai de traction.
Je ne vois pas de problème dans cette affirmation.
Vous pouvez avoir des contrôles non destructifs conformes (visuel + radio + ressuage) sur une soudure et pourtant votre assemblage ne sera pas suffisamment résistant à l'essai de traction suite à un mauvais choix de métal d'apport ou une mauvaise structure métallurgique ou un mauvais mélange de gaz de protection.
Pouvez vous clarifier votre demande SVP ?
Concernant le soudage, vous ne précisez aucune donnée technique (nuance, type de gaz, type de soudage, position...)
Beaucoup de soudeurs soudent les tubes et tôles en épaisseur 2 mm en courant continu lisse.
L'épaisseur 2 mm se soude sans préparation et sans jeu.
L'intensité en TIG est de l'ordre de 45 / 50 ampères mais cela dépend de la position de soudage, du diamètre du fil et du soudeur.
Bien cordialement,
#3
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
re, je suis sur du bout à bout inox sur tôle 2mm épaisseur protéger avec argon et azote en dessous intensité 74A en pulsé point chaud et 48A point bas
je suis bon à la radio et au test de pliage
mais aux essai de traction cela n'a pas résisté
donc je pense que celane me valide pas notre qmos
je vais refaire des éprouvettes ,je pense que j'ai du un peu trop chauffer mais la personne de l'apave me dit que cela vient du métal d’apport
je sais pas si je dois modifier mes réglages ou non
#4
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Vous ne précisez toujours pas quel type de métal d'apport ?
Quelle nuance d'inox ?
Si l'Inspecteur de l'APAVE vous dit qu'il y a un problème avec le métal d'apport, veuillez vérifier.
Bien cordialement,
#5
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
les tôles en 304L le métal d'apport en 316L
#6

Invité
Prends du 308 LSI ;)
#7
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
c'est plutôt pour du semi auto ??:)
#8
Invité
Non non tu peut aussi en trouver en baguettes tig ;)
#9
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
ok merci pour l'info
#10

fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , descend ton ampèrage tu es un peu fort .
#11
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
bonjour ,je pense aussi que j'ai du être un peu fort et je vais essayer d'être un peu plus rapide sur les prochaine éprouvette je pense descendre à 70A ,quand pense tu ?
#12
fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , pourquoi ne pas le souder sans le pulsè , qui est plus facile a maitriser cotè règlages .
#13
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
A la base je voulais valider un QMOS en pulsé mais en effet je vais peut être repartir en "lisse" si j'ai trop de soucis
#14
Invité
Le pulsé c'est bien quand on sait s'en servir.
Au boulot certains le critiquent car il ne savent pas lire un mode d'emploi ...
Alors que le pulsé est tout de même une avancé coté soudage , moins de déformation , bain plus régulier et plus stable
Mathieu
#15

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
BONJOUR
il faudrait savoir si la rupture à lieu dans la zat ou dans l'axe du cordon
304L se soude avec leER 308-ER308L- ER317L-316L-ER347
d'après mes recherche
si la fissure est dans la zat s'est un problème de surchauffe
je pense pas que ça vient du métal d'apport
il a peut prés la même composition chimique sauf qu'il à pas de molybdène
cdt
#16
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
je n'ai pas de fissure et aucun défaut à la radio (hélas car cela serait plus simple le défaut serait affiché) et pour répondre à Mathieu j'ai effectivement voulu valider un QMOS en pulsé car je trouve que la soudure est constamment régulière (après avoir trouvé les bons réglages :) )
#17
pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
ce que j'ai voulu dire c'est sur l'essai de traction
au laboratoire si la rupture est dans la soudure ou dans la zat
Ou dans le métal de base
a+
#18
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
Pour valider la soudure il faut casser dans le métal de base, pour l'instant je sais pas ou j'ai cassé zat ou soudure l'une des deux . D'un coté on me dit tu as trop chauffé de l'autre on me dit le métal d'apport est mauvais c'est pour cela que je cherche à connaitre vos réglages habituels pour un bout à bout en 2mm avec ou sans chanfrein
#19
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour 9kf3a3r,
Concernant l'essai de traction, la rupture peut avoir lieu soit :
- dans le métal de base
- dans la zone thermiquement affectée (ou ZAT)
- dans le métal fondu (ou soudure)
Le principal dans cet essai de traction c'est que la résistance mécanique obtenue (force de traction / section de l'éprouvette) soit égale ou supérieure au minimum indiquée dans la norme
Par exemple pour une tôle en 1.4307 / 304L la résistance mécanique minimale indiquée est de l'ordre de 490 à 520 MPa ou N/mm2 selon la norme de recette et l'épaisseur.
Pour information, lorsqu'un essai de traction est non conforme à la norme de recette du métal de base, il est possible selon la norme NF EN ISO 15614-1 de refaire deux essais de traction complémentaires pour confirmer ou infirmer la valeur de traction obtenue.
Il faut que les deux essais de traction supplémentaires soient égaux ou supérieurs à la norme de recette.
Le surcoût est de l'ordre de 220 euros.
Faite la demande auprès de votre organisme et de votre laboratoire d'essais mécanqiues
En espérant vous avoir aidé.
Bien cordialement,
#20
9kf3a3r En ligne le 21/12/2022 à 19:18 (23 messages sur soudeurs.com)
Merci pour toutes ces infos très précises
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412

jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00