
7 réponses -
Accéder à la dernière réponse
#1


jean-luc-elta En ligne le 08/09/2014 à 13:46 (2 messages sur soudeurs.com)
Sujet : Question Posée Traces noires sur cordon de soudure
Bonjour,
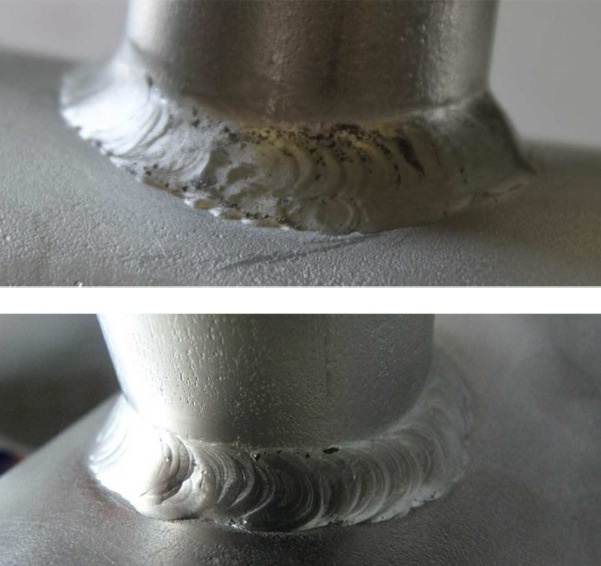
Sur une soudure de piquage par procédé TIG avec métal d'apport, on constate après brossage (brosse inox) et décapage (HF, HNO3) l'apparition de traces noires.
Après rebrossage, les traces disparaissent mais réapparaissent après décapage.
Est ce que quelqu'un a déjà vu ce phénomène et saurait l'expliquer ?
Cordialement,
Afficher la pièce jointe
[IMG]http://www.soudeurs.com/image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAZMAAAInCAIAAADSzSPIAAAgAElEQVR4nOy8VZQcV5/tKRVkZuA5wRyRnFnJxQwqEDODxcwWWyyLybLIQltgoUWWbAtskSWLmZnZMn1234Z7X2YeIqukz31npm%20Pb3drpvY6K9fJqJIq60E/7b3PP6LG/1GtalWrWu%20aavxnf4BqVata1fpfVjW5qlWtar17qiZXtapVrXdP1eSqVrWq9e6pmlzVqla13j1Vk6ta1arWu6dqclWrWtV691RNrmpVq1rvnqrJVa1qVevdUzW5qlWtar17qiZXtapVrXdP1eSqVrWq9e6pmlzVqla13j1Vk6ta1arWu6dqclWrWtV691RNrmpVq1rvnqrJVa1qVevdUzW5qlWtar17qiZXtapVrXdP1eSqVrWq9e7p30%20uVq1atWrVKhaLxWKxaDQajUb/9abqbSwWS/2T0tJSM7Ozi4pr1a3fqEWrfoO69ujdoknT%20u06dGjfqUevQe/3GNCn/9DhnXoO7Tl49pipC4aPXzZqzhejp06ZPmvWiAkfb96xYs3GHYs/W7do5caRExd9tHz7um1HPvp05%20T5m%20as2Ll%2014U1e6/ffHB9zdpVi1asW7h80/K1X6/ffmTLjj0nLl2//vjXW4/u7/ru4oMXT6/fefH9uYdHT1%2058eDl9XvPr99/eevRj/ef/3L14c%20//7d//od//KeHL//x1qt/PnPzj8ev/%20HRgxv7vn9y9Pqjy9f3Hj1149SNZ2evndt7%20NSh47sPHd2xahL77c%20sW2TbM/mjd78a7vTpyY/8nKVauWvj92/idrVg3/YGL/QaP6D1v3wccnlm7dPm/ZtIlTP%20jUs2%20Hrr3bduo1ZNygbn3adujUpW2HTt379mrUom3tRu1bdJ/RqFX70nr1y%20o3qGjYqHajxuX1GpRW1KnboHG9xo36D%209Sq6K0XqPGpRXlJWUVPfoOqdOgYXFZaXFZed1Gjbv371VYWFRUVFxSXGvAoI6NmrRs0KxFUVFRXl5eUVFBYUFRcVFpSUlZaXGtkoKi%20hWlPbu3qltR3qBuRWFedmFeTmFudq2CvDq1Crt1blW3rKR2SVHtgoK6%20bn18nKaFhe1LC9ulJ/dJD%20vWV5%20q/zCNvmF7fIL2uXmt8/Jb5%20T1z4nv2N%20Yafcwk55Be/l5bXPye2Ql9%20poPi93IIOuQXv5RW0yc5rm5vfOie3VXZOq9zcpllZzbIyG2Vl1s/KrJOVUZGVUZ6VXpqdUZKdXpSVlp%20ZkZ%20ZXpCVmZedkZuVnpedUZCbnZuVnpOZnpsVX%20Y%20JzOt6kp8ZWfkZpl/KjMvOyMvOyM/Jys/JzMvOyM/N7MgLz0/Ny0/N60gN70gNys/JysvOzMvJzM/O70gK7W0ILtuWWH9iuJ6ZYV1SgsqivMqSvLKi3LLinIqivMqinMrivPKi3IrSvIqivNqFxfVLimoU6ugbmlBnVpFdUqK65QU1y4pqiguKi8sKC3ILc3PLs7NLszNzsvKyMlMz8xIN5WWlpaammq%20VilWKXP/p9e33/5P/2WlpaWlpaWlp6dnZqRlZ6TlZKblZKbnZZm/e1ZBbnZhXk5hXnZxQW5xQV5xQV6tovzS4oJaRbmlxbm1inJqFefUKs4pLc6tVZxTWpxTWpJXViuvrFZeaUluWYm5ySsrySsrySstyS0tySstyS2rlVdRkl%207JL92SX5Frfzy0oLy0uKK0pKK0pK/EFV/UjW5qslVTa5qcv3/iVwmlRL%20DapZs2ZiYmJCYmJiUlwJSUmJycmJVsSGQ16xuwKRwvK82vXTw6nulGgwFMvKKynNK62dVdwsu6J9QUXHlp16NOvQr/fwuROXHOw6bGSTDoO69xvZs%208H48bNHT11wfCxM3qPWD529oZlm07NWLVz3PSV0xYv%203zr5xs3rPj0861T5q0ePWvTxPl7Vu28vHLL1x99uvOb/ceePbv71eFLXx%207feLKs4v3f/7h8uOvD1%206cPvZ1bsPrz18fef5r/ef/fjo%20Y/PXv9858Wvv/3zr69/efbsxYsHj55/f/31nVf7d66btnz9xRPXnh479c1nG/d%20tXfxxFnbFm/Yv3rrio%20XbJ84e0mvyWfWHT0/a8nCwaMnvDfggw9mbR04Y16jjv3bD5o9f/WeRUuGNm8/rvPIifUaN8wuqhPLKcmpVSeUlpMSyUgJ5/gj2Q5/hi%20a16xnw4LCgO7xGV6/3ReQHW5e0zlZFXWn5vD6giFZM2TNruiGptoLa9XNLilXdYXmeFHRMwtKRFFkGEaRFV3XwxFnSYmHpggAIcMKLM0LvBQIBkROFCDtUQyX7o5GMxmIMxDnacgAQmZohaEcImNwrEpTEolrgDBIwk7gLhL3QRBi2BgnBACMAphBkukYlo0TWRieS4IcgswlyDwSZmFkNg5ySZhLgjwAs3AihyCjKBJFkHQcT8fxGIYGEZsfQTwI4kRsBopqKKIgVsVmVTFExhAGtVKIlcYQiFogZoWYFaA2ArGSmI1ArQRiJRArjljMRaBWHLEQiJVA3ywSswEMITEbwK0UiUDCBnArJGyQtFKklSKtkLBCwgYJBBIIJGwUbqXQZIkh7CLjVjmnwhkSowu0JlAaT6kcVHmo8ZQu0BrPaDxjCJxDEu0S75AFhyw6ZMEhC3aBM3jGXDpHKTQpQJwDBIUhJGpDbRbEarFZkm2WJEtyoiUpISmxZuKbVcPcJCXWTEqokZRYMzGhZoJ5JalmUlLNxISaSQk1kxMTkhLNTc3kxJqWpARrcqI1OclqSUKsFgyxEpiNRG0kZqNwlCFxhkQ5gPEUEV8M4BmSZ4DIQoGFAgsElhQ5UuKByJESB2SelDhC5oDMAYWnFB7KHKh6NTdvvsoBjac0ntIEShVoTWR1idMl7i9E1Z/0H0KuhISExMQaSYkJiYkmvhKSkmomJSUkW5NtBMXKssMby0mrVTs1nOb1RQK%20SHqtOg3TC0vzK1pWtOzVrEOvojptSxp2qmjRq3WfgctWjOnQ/YMOvT5s22NW10Efdx04dPCwD/oMnTJ62rLJC79ed%20DkR3NHTZ0zfeiYmcMnrZqy6MsVm3aMmb5sytJNC9bv2rL326Vrt67f9t2mHQc2fvPD4Qv3L9y6e/PB40fPHty8e/vUuStnL549df7e9buvrt19du/Ji2evnj5%20dPn69fuHTr08f/f3qw9%20u/v48clTByZO%20XLW5j9OP/z92Onv1m3%20Zv2GVSPmHVuxbdPsuZ9NXXRs3pqdEz/54ttjm2Ysnj1i0oDmXQYNmnJwwcqprTp2bdNtUK9h47fsGNG8w/AFKzuW5OfklrdML2yQX960tH7rUGpxanZ5JLOWN1oQzCyO5uR6w2HD69fcPs2dItn9hruAU7yc6hANdzg9x5OSohh2WbMrsjMtPVangV9WeEFSeUnJq1Nfd3h4nhcEQdM03ZBURaAgAJByef0uh1ug%20RR/zOeLKgzvlOy5%20fmZOXYWoiwkVZGXOEaiKQECkQIKQ2ssLRKoBnCDJAwcc5OkH1IhmkkVxBBNRyFMJ0E6TmYTsJDhs0kqm4C5gDY3mRiZgRI5JJVDUtkEzMJBDMVScSITUGkEGUGxIIb6EJsXRVyo1YGiOoooNquGIRqByTjCIsk0YqVRG4UmM7iVwW0QsZFV5KpcJrbe3pjMMjcARwCOkJgF4BZIWAFubiyQtELCSpFWSFoBYQWEBRAWCrfQmEWicafMehTGpQpOhXfInCExhsjoAm2XWIfMOWTOIYkOWXQqskOWnIrk1hS3prh12a0KbolzSZxTYOw8bXCUxgCRxgVIMDhKYjYcseA2C2pNQiyJtuQEa1LN5KQaiYk1EhNrJFVuEhNrJCXWsCTWSE6skZxYI6HySlJijeSEGpaEGtbEmpbEGtakmtakmrakBMSSiFmTMVsygVhJ1AYwhCJQikBpEuMgKUAgQEyiCZHCJZoQGUJgSRNVIg8kHgjxDZR4IPFA5aDKkypPKBxQOKi%20tUxIqTys%20pLCx2mu8lATKENk7BJrSIwhMX8hqv6k/why1UhIqJGYUEWuhISESu%20VZEUwwHCiogciwYzcsD/s9gY9oVhaRkFhWm5hWl5JYZ0mTVq3rtOkdXmzLvXa9G/Yfmiz9gNbdhrSse/kgRPXTVr6yayPJ7XvNq5Tv7ndh3w6eNyKpdvO7Dn0Zf%20hs3oPXjxi5vGZa3fPmb944eKlU%20etmbxo66ovvlq3ac%20yz7/b8OWBddu%20277v4NXb944eP33%202u3Tlx%20euf7o4Kkfvvr%202ZWn/3Lt4S9X77%20/xvVx7%20/t2511ce/fOz3/7l1d9%20f/jqx5sPHm3a/WD/nf9x9%20ffj5x/tP67B1v3XZ2z5dn%20M/s%20WrJ97bf3dxzet3Ttx3MWr5%2079MPu/Xu2773w/YVbdx4Y36BV%205bdBnbo1r15i4b1m3Rq36lVakZZRctWpY2apReV5paVVzQuLyirG80oSStoVty0czg9w%20VNEe0OZ0rImRJR3eG8Ok1DmWGH25cSjvoCYcPpklRdVHRR1WMZGbKuUBzDy5KoKpHMrJL6WSzH0Dwnq5JhqDRNUxTFMIzdIeo6zdNUaqYnO98p0LzBc4U5msqiHIELgHTKkkdTBUAKJBkwDJWiHBynUpQGCDsknYAMCXwKRQchXeR2ppBEkIBRCDIJkIWDLAJkYmQWDrIJmEVAE1XZBMwBdDYBMwmQToA0nIgiWBpOhlAsBbH5UcSPIj4M9WCISS7ZapExRCUwCbOxSDJls1CojUKTKdRKoTYSi6%20456r0WXFmIX/HLPM7TXIBLL5ILJnEkk2KQcJKkTaAI5BAIYFCwkrhFgpNFmnEKVNelfUqgk8VvUqcX06Fr1ouRXapsltTPLrq0RWPIfkciteQPYbk1kWXKjgUzi6xukCrHFRYIECMJRFIoObHw6zJVfCyJCckJdWIr8QayTVrJCfUsCTWsCTWSEp8AzWTZeayJScgyYlIciJiScRsybjNQiBWiKM0gXEkzpGoADGTUxJDyAwps6TCApklFQ6TWELigcgB81UWoLmXeCBzQOWgJECJhxIPRR7IApR5qPGUzEOZhyoXh5QsULIAZZGSBKiJtMZThsiYfLdLrCEyhviOk6umuRITEpOSEiuVlJSUmJiYbEVwSEua7vI7AlFPIOp1%20V2h1LRoVnZqXlEgPTuYUVxQp2VaYaOCuh1KGvdt1nNZ77Gjm7Ub/F7f2T2GL5gwZWSfQQN7D5nWZ9SyD9dem7N246S5i9d%20tXPJgrEjpm4dOWvtF98cXLruzLSle8fNPTZj2bE128/OXbR55ZYTm/ZeWvPFoeXrT33%201c3dx69%209d3pA8euX7799OCxK5v2PTh15497z17fe/7r85/%206fUf//Lq9//x%20Nf//tt/%205ff/vj9/qOHtx/fu3jjzIWbj24/%20/ne89eXbt3/5sjdnaeufHNg3bAJsxesP/H1wW%20mzpk3/ONrMxfNbNtj/NhZ0ydPGf3B8AFtes/sMXRC8849G7TsUN68R6NOHbLLGueVN88vb5JRWBrMyPPFsvypOeGMwtyy8npNi/3hsO7yqS6f4vAZnpDizCxq2NPvcxsOj9OTojl9ouYUFF2zuxTD5Qk3MFxBVpQYQRBkxe7QPG6BZhmSAaLM8wJDM1CWRVHiGYbmOVbgBEXgdUV2GDrHsAxFUSTgABAgcKuKzFASBDIgfbKY5vPoNKUCqEPSSUMnIP0M7QMgACk/BD6SDAEqCmEWoLIAlU1A03DlAjoTI01ymW4rgwBpOJFKkFEMj%20FEGglCGBZAkSCGxiD0ITan6bkQxMAxEbUKqJVHLIzNStksFGJlMSuNWulKZsXjoRkMKwPj20aMRG1VLsxMi3GEYQjALSSWDAkrICwQtzCkDeBWErMCHKFIG8QtEEvmodUuQZ/B%203XJp0k%20VXRroksVXKrg0SWPLnkN2aMrXkP16ppX17yG6rMrfofqsyteu%20w1ZJcqOOQ35FI5KDMkD3Ea4G9%20BZsFsyYjlkRrcoIluWZyUtxhVWGrynMlJ9ZITqphSappTapZZa9MWhGoFaA2GkfNPChQpEgRMkMqLJAYQmGBaZRUHiosqXKkyhMKT8g8WZX7/pQEJZNiHJA5IPFQNr%20HA4oQJ1ccXgIl81ARaVWgzfhsulFDZOwya66/EFV/0v92ctWsWbNmTTMvxmllXjf5lZBksaKEoMiegOHy64Zb8QS8/lAoI78wu6Q8klMYyS6P5jXOLm2fXatzcb1BDTvM6T98bIsOfZp0HDtiwsyJM2b3G/VZv/G7u4%20YO3jynm2HLsxZfmTYnCMrVs3v2n/G4k/XT5ix65N9T789vn7%20ygOHrj//bOPX%204%20cXLL68Jbjr4/dfr5i0%20kj1/928f7rA2dffXvu5%20MXL914%20PPBUw8vPPzj/stfL95Pj5i5c//nzn3tOXP/7NUvd5%208vnb/5dkbz09cerDl4JN7P/1x6%20HDi7duHTxz8srNPZ9vXDp30byp89fsP3VmxqyPl33z1Rfrh/bsP6h3vz6d%20wzuNmhi9%20Fjp8yd3bV3x8ZtGpU0HtCq56CCem0atu1Zu2nroor64cx8dyQrlFVUUNEwmJbtDmem5Za5AhHV5feGM/yRLMUR6dCzXSga0H2lkfza7mDUE47Idqes23lFq9uyQW5BgBUVTtDtroioOGheBAxNcZQo8zxP0wzgeYZmIEVRHMcrsiLzgizJwUBAFEUIAQUhCykeAJmheECqNKVR0C%20LLpHTaWiHtJOhUiTBTUEvBVMoOgCoVEXxQhgEVIyCWZDOAFQmATIwMhMjswiYiZGZOMjCQSZGZmJkDMVTCTJKEEEEiQEQJYgggkZwPA3CMI77EcSJ2QzEZscxHcck1MajVh6zsghC2WwMhnCYlUaTKeytnFjVZ/1fFFtV4RFgb3ku3FZFLkhaKcLKEJVVF46YWZLAkjhgscuU1y4E7Ipfl1N02QSWWxfduug1ZK8h%20x2qz1A9uurRNZ9d8ztUv0P12mWvXfYYUlXM1AXaLMgkmuAhRgMc4ijAERKzmZnRXLakBGtSTctbrspcZh40gWUyywQWidoAjtAkTgOcI3EBEhIdB1acVmy8e4qDhoMKR2oCqfKEyhOaQGgCpXJA5UG8v%20OgykOZhyIHTFqpPJR4oAqUauZHgVKEeJmlCZQu0JrEKCKtC7QhxROimaOrbOlfiKo/6T/Cc1UpsTItVu1rJlmSEUxRhbSoUzEkzanaXW5fMBJMzY5lFUSzC/LLm6UWNi2s1712i7H1Os5s3mvyyPnLho6f1aTTqG6DxnUb8HH/kTNHzN6%20af/m/sM%20XrT9%20I4De7d8e/TwqaPDRk0fO/OzYZM/n7fp/KmLe6bN37R665GjZ67vOf14464fNuw8df7u85NnTp27ePP8xWMXrt26/%20qP8%20dO7D14%2096LP%2069%20MdXv/1%2058GjM1fuXL33y61HPz188dvL3/7xx1//2/PXvz5%208fL63QcnLj%209evvu5Wunvj%202%209DB5csWr5y3fN3ISZ/0%202De5oMX5i/6ZPL0IYMHtGvx3sgu/RZ27vdpv9Gf9hkIMpG3v2aVNYVq%20kSZcB42eWN36va//B5Y3qZxcV16rbMD2vVmp%20aUXDjtGsbHcwnF2c7w2HdHcgkpmbU1xmeIPhjOxwRpY/GqrXIkNzGs5AUDDskt1JS3okNVfVnIJslxRnJD0rmJoSTk2FLAchhBBSFEVRlLnhOM7ldrqcHomTRE5ICcZ0u5OmAcdRHA0YSLCA4AEpQCBBoDOMSlFOnndQjJOhHRRwUdADgA/AFABzHA4/CUIkFQMgjGFRgogSRAhBQwiSSpKpBJmKExkokY4R6QQZw/B0gkzFiYgNzaCoMIaFUDRKEBGC8KOIB7U5bMl21OIkMRW1SaiVQy0saqEQG7RZGRylMQu0WWgcfRtJ/xphpvMy0WBeqXJbkEABboOEBeDJgIh3XmbJZbb1gLCY30OgSRxA7DLjtQt%20p%20pzKHEnZZerDJfXkH12xWuoHl316prX0H2G7rcbfofmtctuXXRpglPlzdCk8qbngiIFWUjSJE4RWNUvgtmSUWuSLTnB7LyqgGVeQS1JqCUpDiyTyzhCExhH4DzAzEgoUnhVHoyX5SZiTHLx0PwAKg80gdAE0ly6GKdY3JSZxpCHMg9UDmo8UHlcEwiVJxQOr/xThMoTugANkdFFWhdoXaTNSssusfEGUPn/HLn%20JxRLTEpKtqA4yXC8qCtOn8PhcXuDofS8wlhWYUZ%20WVp%20/byK9gV1OzftMKb3iOHDR0xu3mVwx/4fDJ80p/%20otV2GTJ4w5bPRH84cN2nM4FFj3x87ZeHyhQuXLVu348s1G7aNn7t26NSNY%20esWrV%209bwVBxZv%20mH19mPbdu89cfrG9n0Xvz776OyVF8eu/bb38I1tB29duf/b/ft3tu%207ePPR86c/vnj248sXP/12%20sbvZ2%208fPzsx0dPXt24%20/DR86e379%20/cu36D2ePHjl//MHjswe/37ly1cYFy9YN%20XD/p7s2Tpk9d8y0/aNnHP/i0OUPp/Rr3r5P0%204rBi36adGBA3OWje47dOSoOXMHvt8gp6ReVlGTnu/P7NqnV4PmjbMKilJz8nJr1QplZPhi0bIGeZH0FHcgqruDuico2wO6O%20YNZYXS8gOpGeGMTF8kqrqcomEoTpfscHGqxsm6LxyWDadq%20Dz%20kNcb8HgNVRM5XoAMSwJI0zSEkKIYCBma5iVWTcsoM2S7wrKR9NxYVgZNERQkGABoQDIAKDzPAyCQpESSGk0VpgUcNGVQwElDD0P7KCrIMGGaTRUlPwkCOBklYIyk0ik2TBABHAsDMsZQYQKP4kQaRqTjZDoBYiiehpNRBEvFiBhOxDA8gmJRHI/guB9FvCa5MKuOWlXUJqE2AbVyqIWKLyuFJlOojcaQtw8WqwovMzpVnTCaxVYVzszGGmBmN59skgvGrVbV8aIVklaIIwC3kVgyS9pMcqW4lBSnmuLU/E41Tiu7bJLLY0geXfboisuQ3brsNRSvoXoNxey53JpY6bkYjWdUjlY4RmTi/z3QJG4WXiRqM8llxkbEkogkJ9qSE8wrqDWpitEUbqMJG0uiHMQFihApQqIJE1UKRyocoQlA5aHKA5UHugB1EeqiCaA4y3SB0gWoC1DjoSZAXYAqDxSO/DtyscCMlhoPNIHUBGgulQfxv0ogNT5OLrPbMt1WnFwK97bt%20gtR9Sf9J5MrMTExKSnZihIUxymG5vA6HB6XJ5Dii8Zi2UXRrOJoTt3sshZ1W3Wr3axP514DWnafPHH%20R226v9%20u34S%204z9Zsenjvn2mfbhwY89Bvbv2Hd6138guAz4YNHryqA9nzliwYspHKxas2b18/fYpi76d/MmBbYePzVuxafOuYys27jtw7OLX%2009/%20e3pS/d/vffi13M3Xx%205/OrO8386fuX5wRNnDh25ce3BT3cevnz8/KdXv/zx%20Nnr67cfXr398Nq9exev37l8/fr%20o8e2f3Vs3ZeXtu87tXTdqbV77y3fd3H7d%20tHz9g0bf2lb6/c%20Pbk3unThzdpM7ffxG8/P3L3%20OGpfQf26Tfxo1GTerVt0zi/tF5heZOm3Wf1Gz%209Wdu2%20aVlkawcfzQjJZbjj2Z4UlIdvqxgbkuXL%20YOZLj8mc5ATnpxk9ScgmB6WiA1TXG6dI9P9/rsPr/u8Qq6IamG3eVVDIegqOk5Gapd9fpcNM1AigY0R9EswzAUTdE0y7Cy0xvlOEetBm0VQdQ4MSMjNRIO8YIKCMgAioU0C2lFkDiS5ElChkCjaTtLGxRpUKQdknYSd5NkCkVFGDZMM0FABXAQwWEqYKI4DJGEudI5NkwQUYKIYXgqRsQwPIbhqTiRRpDmlTSCjKFYBMXCOJ6CY%20bZoh216qhNQWwiauWQZBZJpjELhSbTmIXGLAyGUKiNRK3kW9V7vMyyWd4OjGY2/LsrGAIwC4klAzz5zdkiEXdbb01ImGMTFg4gdon22oWAS0lxKvEY%20MZqyR5dcuuSacEcuujSJbcmmnEyHio10anwdok1RE7nOY1nJY4W2EpyARwS8cxoktckl0krzJZMYvHhD4AhkEApEuMAygPULN2rIqHppyo9FNAFWhOgLgJdBLpI6iKpi0ATTHLRb7swXYhvNJ4ya6yqOqzyoBBoAtAF2lzxQRCB0gTSECldoON9fGUlX7VMcpmd4F%20Iqj/prySX2Wf9ryMsKdmGkTTFCBwvS7KuObwefzQ1Nacgq6g8Nb%20srGH7iiadC%20q1bfZet/Im7Zt3HNt9xBc9ho7oNmBCj2FT2vcb0m3M3BkfD27eYUin/nPb9/mo3we7un%20wsv/YrZMXrx89ddW8FVunLv1u054Tn33/eO32g59/vW/15u2rvti3/fCNgxde7T1z/9bL30/c%209ulh//w5PmD%2048f3nv533%2049S93fvznpz/%208uzHn%2089eXX70fN7T15dvXnr4pUrJy/c333w6pdHfjx46acjV19eevRsx6HzO/cf3Lpj1eJP5sxcsmP24mU7v1q9ftuWBQuG9Ru/bP66PdsO71m2sG%20nbh%2006di9dfuWFfVa5BW3iWU1bDt03uxFY9p2bJ2WWxDIKAhkFKSk53tCme5AuislvWGL2qFIjtOXE8lslpZdUtywtsPt8QQi0eyGjkAOI6uCYXeHwrrbrRi65rAbLicnCaKqSJoKWUZUdIoVIMPTnMqxkqwHAMOTJMkwVCgoKTxXq9iv8qLEa2kZjSLRtOycIANIu%20pSRDtL8QyALKR5ipZpSqUojWacnGgQwAlgVFU8AKRQVABSYUCHAR0iYQglY4CKkESeJIVJIgVDYzQVJohUANMIMobiERsSRbBUnIiiWBRBTYrFUDyVJEMoloKRXhR3IagDs2qIVUGsImo1ey4KTabQZBa38riNMfmFWyFuI/5Ub/3rqqsSCqavAVh8KgIQJrPiI6Du9AIAACAASURBVBHm2SJF2iBpjV8nrJCwsCRiSLTPIYYcWsChmtV7/OhQl7y64lIVt6a4NdWlyA5dsWuyU1fc2psi363JTkV2SKIhCrrAyQI0hw84GmMplAZIVWaMT6LZLOaqMokmsGiAsxA3ZxrMGquqI9d4ShOgJhBVGdCQ4tgyQWZIQBdJTYAqByUeKgJVGRtJhcOr/h5ZoCQeSgKUBagKVNXA2p%20WmXzjS2LifXwlueKTIpXLqfJO9R3xXP8%20ciUkJCYk2xCCpDleUCTF0A23yxeNecOpsZyi1Pza%20RXvFTfqWda0Y/02nXMr2tZq0rNF/8ETp47v2GtJ52GfTFywvuOAhb37f9C84/vt%20n4ydc2pKatPrP9%209%20TZs2d/tmba/AWzlq2btWzX2m3HPt/x3Xf7d36yaten2y5sOPh009d7zl69euL8Dz%20cOPnw0U9/OfXrz628lLP1%209/7e//cM//vj6xzv37pw4c/vek19e/PT7ncevLt3%208fztX45efXn27m/Hrtw%20e/nM4cNHT116fvTyi4v3nm/YuW/esr1zv3iy9qudg9%20fu3L31UkzJnTsPW7ivDXL1o4aOqhfx7GHxi5d1qDNkNJGHRu2Hd6oda96rQYOnzikSdtmmQXFKem54ezigtqNoln54cz8UGaB05edWtA9ll1UWrcwKz%201oPmEaFZEkp2ZRXVbdSzlJVlQ7JLu9KQE7W4XL4ucJFIcKygSzfMUyxlOD83JFKsKspPj1dTskKIzLMMCQNIkoCCjKE6HMyDKzlbvNfZ5OYUlWQA8ulJQq60vEKVJwADIAijRUGdZjYaF6REDQAek/BzvBiAFUhGKCeIgAqgwQaYDqlQ10gmQy7Bm%20ot7LpJMw8kYipszXOkEMANjDMPTcDKCYkEUTUHRFJTwori7ilyozSSXgNsYJJlGklnUIuA2GrVCxAJxG8CR%20AxqpdXCUCuGWXHMimM2AreRmA3HbBhqwVALiSMAswE8PsZVCS8rJK0At0DSSpE2GrfShJUmrJCwkngywJNZwqaLlNcuBB1K0KGk2CWfXTGXeapojkQ4FdmlynZNNsnlMd60%20G5NdKmiUxHsEqcLjDkqJbAER2McjdMQoUgE4La3vaEJWYijkIgfFPIQFxlSZoHMkPFBKs7McaYhgroA3nJYoKrAMq%20YINMEUuVJiQeK6bBYM13iCkdoAlTME8a3zhkVASoC1EWmilammTL3Zh9vHptWmSy7/MZtOZQ3VddfiKo/6T8tLVYarsSaCYk1k6wWFKc4npclu9vpTvEbXl84PSeYnpOaVzu/on2XXp3bdG3f5L1%20pU161mraq16bQY3eG9156Nq5az59f/zC5VuXzJ4zrmuvMW16j%20s1Yu60xdvnf7bgowWLBoxfNHrW3H4fjBk1dfGazbs279y5euPmBSu3L1u7bf3O789fvrhsw4ENh59u2nty3/eXL1y///T5kwcPb9978uTVyycvf/r12U%20/nbz%200%20X7v917%20vre01d3n7569Oq3209fX3/y/N6LxweOXj569sGRC08u3Tr73dHdG3Z9sXTt9q27d%2078%20pMR4yat3HNjyapP%2048a23PIpP4jFrbuPrrP0DEzZ30wYeaYei0bN2jTtlvf9mUNm/Ub1a9ukzqZBcWhrHxvLLOoXr1wZo4nnO%20NVERyWrTv0adjlzoOt9ftiTR/r35erkPV3b5gOBBKcfqCsuYKRtJlzSXILk4SHR63OcnFSzKgeVF2q7rP7gymZabJiiLLKs9zNENTFEWTkKWZaCyalZvttquREC/xFE/TLIAqJ3TrXuJx0jzN6Ioq0Iwu8DrLGgztZhkDUnZAOUjKTQIvQUYgncpwmZyQTlFpBJlOAjMMmo17BIIQgcdIMhUjzIYrFSfM1xiGp2J4OkFGcNxvs/oQm9eK%20jDcjaJ21KIh8Z6LRy0skszYkhgkmcdtIolSiBVWllwkZoMEWmW1UNSCohYMt6GYFcdtBGbDsPhFEreZ54lvaEVYSSxedVGElSKsLGljcCuL20y0kVgSjVkMkfIYfNAhhZxywC76HaqZFr2G7NFlj666VMWtKm5NdeiK01Bdhuq1yz67Ej%20F1ES3Jtpl1mzoRQ7wDMHSGANRGiIUaZLUCjAbqJxQgwRKEShFYgzAeYjHTVZlA2X6I12gdQG8iYfxSEiqPGEy663rpuGK1/DmWJbCmb0YoXCYyhMqT1ZeASoHNYFSBUoRKUWiVSEeCd9gS2LMoYc/2as4rSq7%20fihqsI5lP/yM/RVbuvfYbvekIvlGYFX7aov6PMFA6FoalpWXkFpw4LSBk3btC5t2Kasef8WXca36T68YZuB7XqO7ztq08SPlvUfNXHIpCl9R0zsPnhclwGTOvSbPHTCwnWfzx02Zub4OavGz148dOr6IRO3Dpu0ZfzsNbM/2frh3LWL1x5Yvm7vpn03vz5w9LPth289%20239rosHr744fvr6jQev9x%207dPT4me/Ovb73/NXpSzfvP3t97%20nz24%20e3nj4%20OqdB7cfPb52//bRc%20d27D377Q/nz13%20dv93W7bv2rBp%205eLP1u3ZNXC0eOnDh23dOiMbSfOrOk5YHC7PlPGzpz7/gfDOvbp23vokA59h9Zt2bS8fotadRqmFzZq3X1QfnmdorrNw3mtUlLrpMTKgjm9UrLa1WnZq8V77XKzgo3qRXWnWzFSUrMLDKdb0j2y3e8Npzt8fkV3RDPCsq7lFJTyssRJoqSpoqooup3ixFAkIzU9TVVVjyekGg5RFDmOqxpGlXje5ZBiEY8ssAwAIseqosQASuYFtyHJNLCrdlkyJJpxSKJIAYWmdIbxSbJKkBoBfBznJkEAUBEII4BMBSBGkjESpAIQgWQIECkYmsrQaTSdCkAUxWIonooR5mGieQRpHjuGcTyIIAHEFsCxAIH5UJsDs%20qoRcUsMoYImI1FLSxqYZBkAbdJAKMRK4UiEEfNKYe3B7sw1GJyCsWsGG5DK9/iBFJ1E0xlPW8xJ7nMkEgRVgY3l43FMYijZkPPEFZdgB6DDznloEMKOiS/U/I5RJ9D9NkVr6G4tfipokdX4xMSb5X3ZmY0RyLkSqvFUCgNbBSwUaSt6nygciA2/nk4gAoQE6g32TBOrrcSnCFRps8yLZVdhlXe6u%20HHsiqk0GFw0UOiBwQOVJmMYXDVR6Pk4sF5l4TSF2gNZFWRFqRaO0tbFVZKvP17XFcE1UmrcyNuX830uL/G3IlJCQkJCYlWRHIcJwk8gqvGIrL5/X4A/5QLCO/NDO/PLe4fmHtNvVaDe7Ye%20q4qeM79R7Zqc%20oTgMnLVy78sO5MwaMGD9s7NSeg8b1H/VRr/eXDBq7ecTk%20QPHbR815ZP%20o2cNmrB02vIda77atfzL65/uOLxozd6PNl7dsufEos9Pnb75%20pPV33yx/%20Hpm8%20OX3157Pz1E5ef3rh9eRc3uP3bx57/HV20/OXrxx496DS7funLx07%20rd5%20duPD1798Xpa9cPnTxz%20NSZz9fvWb7hzBf7b2889GjemsML1m4fMufY9JVHJ83dPG76hu4jPxs9e92E2TOHjfmgReeh9duNHzhpct1mzRr3WN2oQ5tIVnnHfjNLmwzMq3ivaZcJ/UZOKKjTreP7g9v17d%20sfVlxeae6LboaLp/mDKqOWGm9Vm5vWjS1WHOnZRU39gRCoqILsqrZDVVXOUlmBFE17KwgCoomyM7UzFxV1WiaDaYWhGIhjuMFSWF5EdAAQsixHMcwPM2ygJUFD88omuyiIefSnQoviDQT8nlKi3J4QATsdp3nRAgkCDRA2iFwUjBVVz0U8AMYwIkAhodwMogTYQJEAZUlSn4U86JYlKYiJBnGsAiKRTA8jKBhDAtjWCoAYRyPEkQUx0MYFiWICI4HcCwFQ01yaWiyhlkk1MahFg6zMpiFRiw0aoOYFaI2%20Fa2qrpRkURtGGpFTZOFWbHKhWM2ArPhb%20p8My0mvynmCQtFWGnSRpM2irDRBFY18MUQVkOkfA4h5FLCLiXklFNccopL8TsVv0P1OzS/U0sxjBSH4XfEJ7nMIGliy6nwhkipPClxgGdwBiI0QGhgzmRY/vXtRzSwMRDhISpQuMwQMoNJDCazuMqTVcHQkBhDpA2JMiTKkGDVssuUQzGvAF2gNAGYSFJ5oHKkwpEKSyosIfJA5IDAmjnRhBdRmRlJlSc1swgTaUWiVYnRJEaLd1iMQ2YMiXIojF1m7HIcXnFIqbxLFVya8KfXd4Nc/w9cqpzh%20r/5hiSLDQOQlyVRExVD0RyG25fiCYQjGXlpubVK67esVb9DWaN%20HfpM6Np3cOe%20Azv1GdS6S5%202PYb2en9Gj/c/HDhyepf%20Y7sMmDJi2sY564%20v371%205PQtCzd8O2bBsfcnru43etnomV9O/mTTroNfb9pxYOOxn3YdOLR22w%20Hzt05d%203mup1nDh6/fPrc1QtXbn979MqZK08v3PntwIVfTt58ce7Wk/M3Hh89f%20/7Cw%20P3Xh99dGTm4%20eXb1788a9a7v2nFj31Z0te59uO/HzhbvP9xw/8u2JA1u%20/G726it7j59euHbt6i/XLF89eti4cYPGTug8YFSzTgMGjvm4y%20ABZfXb9Jq8f%20ik/rH8ft3nXu/34ZRuQz5s2HX8%20DkDm7aoaNCotKAoMycvLbu8yeChFR6v3%207LjZa0iKbFfIGIxx/UveEWHVrE0qKq3aUablm3i4ouyJogaw63j5dVRpDsrkBZaS4LGZris7IzQmEfz4uiqmXnFnASR9M0y7IMzeiKytNC3QaNvD5vXnaAB3RWWrZds3OQUljaEBkB4BrNGAKvC7zC0CrAzbNFJyAdBO7EcTdBeEjgIYELx70Y4UcJs7HyYkSUgmECD2NYCMNMtxXBcRNe5ooSRJQkIzgewrAAjgUJ3IO87blsAmblMCuDWynUClHb2727ORYP8TcU%209fkMjemL6sana8s4KtuXbQC3PL3N12jkED%205LkibjXiVgNuJeBWA249xaUF3UaKUwvajYBD9ztUn0Px6FLV9KkhMSoPZRYXGZSlMQYi5o8AuIWMn2%20ao2Q2E2c0QFgK5en4WJbE4DKLySym8nhV9LPLlCExhkRXoop2KLRDMTeUIUFdIHURqFxlh8XGR1JlhjRHvUSWFDlS%20HvPZZoyk3SamRPNqCjRmsToillm0W9%20okw7ZM6l8i5NcKlvTJZbE80RNpcqmHc%20vUtni/8es1UFtSSLDScgy7ASq7t0h9duuByeQEo4Iy%20YUZhW0KC4QaeKJh/2Hrd1/NwRnfsM6jF4RqtuQxu1Gdll4Kpxc5b3eX9U9/en9xrxUY%20h04ZPnLvo03UL1u3%206LPVH635at%20JLdMWb5n7%20d0dRy9OWbB29pLdy7YcOn5q/5adh9ZvPfjFrgO7j1zdfejc4ZPXDx%20/cejEzXO3f71y/7d7T3%20/SXO49fX3vw8sbjl9cePrt29%20GVO4%20OXv356OWfTtz49Yfrvx%207%20uzcrTvHL14%20ee7K0dNn1u88tnrbt9v37d1zfN%20S5XOnz187dMzkAaM/Hjb5wx5DxrXqPrBNt0HjZr9f0eK9KSvXL1sxoLxxj5nLp4%20e9cmUFRP7DKhTp05Z7boNMwsKg2kFKWl5KZHU1LRUpyfsCaaW1ct0eVO8oVrulAyH2%20vyecJpUUV35xY11JweUdU1u0vW7IbLo9ldoqqKqhwKeiBNUywTCoX8wYCsaYIg%20DwKyzEURZmxURRFw65mZntdDkaiaYcsZ2aXZ%20fXYUgoAEoigUSCgGHXeZYnCZkkVRLXCNQBCIPAdQw1cMyJYQ4Mc2CYG8WCgPIheApGBHAQJqkoSUYwLIbiwUq3FcGJKIanYkQ6AVIJMozjIRQLIkiEIEIk4cdxN4I5MMzAUA1FZAwRcYTHrTRugW8e9oBUjTtAHGVwlESsOGKpAhaKWjDMiuM2HLfFN1Uz9BhSWdInV2a0eEyjgY0irZUJzmLaIhq3qhzpMfiQS4m4tahHi3q0kFsNetSAWw%2049BRn5dC8Ibs10Sx6DJFRBUrkAEdjNETgm8rfUnnLpC0%20vm%20SCyI0sDEUylOYRBMSTcgsWTnOTlZW7OYpIbTLlF2m326Uqvhllylz9MFElZk03ywWl1lMYlCJxUWOFDlS5sgqcsVHTHnTr5GqBDQZmsVWVQHvVDiHQjkU1qFwTpV3aZxTpZ0q4zFHQN4eB9HipxNm2ffXkerP%20t9Lrn97eKyZZLGgOAFpRuBkXdGcqua0G263L5LqjWVHc8vrNOvSquu04fMmrvikQ69u3bv0nzZu%20rQOPScN%20XD/vE2bJ04dMWDkkjFTlo2btWrEzI0Dp24cM2vlgk9Wjpu%20ZPy05WOmfzr3s693fnvsi10/rN6w59PNe1ZtO7b1wJmvfnh%204OZPa7ec%20eropWv7Dv%20JWTV%207t%20/7c6asvbj745cHLvz368eenP/1299GLR09/vXjz8eGzDx4/%20/nHn5/dvHvx8aPbl65fvHDj/sHjl/acvH/g7N29p6/sPrjj42UbPl29dsyHn87dsHnE%20P7dB49%20r/eQfiMndB0wrF3PXhUNWjdoPbhF%20w97j/qs/eDdPcdNGDi6bbtm5elZdTIKa%20eVtAik5nnDuQX1WqSV1A2mNTFcWSmpJaonPRgtL6pTp7xRvqJ5nJ60jIKmim5k5ee7UwK8LIuqand5VLtT1u0Ot1c17JwscZIEWU7RdLcv4AtEOU4QJUXUNJplaYaBEIqCJIqyqkocRXnsHp/TXlaanpVrsIASaEYgoUgCj2T3aIYEgQKhBoAdQCcJDZy0E4QbkG6SdBOEH8AUQIYpKgpgGkVHSZBOM%20kAphEghuFRDI8RRBjHY5VT9akkiJFkhCCCCBrCsQhJpmC4F8FcCOrEMDuKGCiqYoiAWlnUQmMmuWxVT7mBqAWiFppAaBQxyYVXeS7MimNWArMRmJXE3xqJwBGAxwe1IGF5M4ZKVtVM8dRWNapKYckChTpVJuDgI24l6tEjbjXsVoNOOehSUxyy1xDdOu/UOENhNAkqAhBZUqRxjsIo0jwTsJGYlUCTcTSZrDSMZhqFhM2MhxxEeYjyFGJmQ5nF41OgAjCToEOh7TJl5kFz71AYs/%202y6b/gnaZ0gWockBmSYkmRBqvutHafDiESGMSg8osJnO4yGAiBySWVDhS5UGl4SJ0wezRKE0AmggMibJLtENmqoaznGqV1TLdFudUObcWd1tV/PLokkcXPYbgtYteu/gXoupP%20k/2XG/IlZicaLHZcBKyLC%20LqkNV7brd4/ZHosGMvHB2cW5Z49zaLdv17tNn0Iftew1u2XHS8FETu/UY0m3A9EWbV42fMK7zwM%20mLd8x8sMZ/cbOm7xg27yVOz6cvmLkxDUfr/tm2rxl0%20atm//p118fPrH/wI4l6w%20t%20fbelkPnV3157tvjt85ffXj1zrOj5%204fOPnw2LlLZy8c%20/7kjZsPn964f/X%20kwdPnl578Oj6w8cP7z9%20eOvR4ws3bh09fem7I%20f2fX9w466D2/ZdHCzb3Hr91%20cOfbQ5tWrln22Rer5348c/LsKeNnTuozfETHfqO6DR7eunuP1l17tew8ucV7i1p3WfreyNNfnt69ckXnAQNbt%208%20rnG7DvmNhnXr379h5/7FdYu84brB9EJPILNd5x6p2XnZJXX9scKWXZoEIkFPSiAQSRUckV5j%20kfTPaFYNBiNyLquOx2ioimGw%200PBMIxUdV5WZY0neZEh9snS2pmRlA3DFlTZV1jRZ5hGZqmNU1JTQtwHC3z9og3xS5CjWcVnmcoJhorkFhOAJRTZF2KpNCURJIKTqg4aeDATkAXoPw0HeL5CM/HWC6dpjMYJp2ioiQZJclUANMIYB4jRlEshhMhFA3jeBTHYxhuhsQIQYRxPEKSKTjmR3Efinsw3IVhLhx34biGIiJmM9MixKwkGp/kYjCrOZvK4DYKRYjKp0TgqDXusxBLlS%20runux0nNZqup5SFgBnvxWcLO%207Y9ILJnCLAxuUXnCq1EBBx9xq2G3EnBIKXbRp/MejXUotCFDRSRFDudZlKUQGiAMYaMIK4n9/Vhs/MPYAGajSBQSKA0QGiAMRAQaFyAqMajCYWaIM6fb38qDtEOhnSrjUGinWvlWYZ0qaxLNkIAmkObt3Ca2BAoXTHLRRCXIMIlBTXhJDCpypMRW3d5Ixu/s4aE5bqoJZn1G2aU4Jd%20u3uN5UBNcJrM00WvIVTdyeg3Za5e9huSzi36H5He8s57r367EhOTEJIsVQ0iaknXV7XfpTk13Gf5QIJiWFczIyStvmF3evKJllyadh4yb9n6zLoOHj5vap//g7gPHde0/efLcJYPHTxg/fcyUWYtGzlg9Ys7yeWv3rtx6dubqHROmz58wY9GYGcumLt780crNGzZ9MWvpns93/LBrz%2079Ry5%20f/TUhSv3vz996%20L1%20/t/uHju6qOdB57sP/3ToTP3Tpy/vXHn8TOXnm/adubA8XvHL1zbdeDU9%20fuHblw67sT149efLJy/2/fX31x6Icju7/7%20tDhnZ%20u2TBr/vYp8xf3H/v5qOkftes1u8ewde0HLukxfkPvUZPrterTYdT2bad/mvLZyb0Xv1yyoFOduvXzKxq16tyhbpMGueXFrdo1KSkrr9VwRN3mHes0Lvb4U/Nrt67fsll2ca2cwqKUkN/u9uout%20ZK0ZyhnNwyQ7crhm53eyTN4CVV1uy6w%2030%20LPz82VdkzW77nSLiq7anYIohcJhSVN1p0OQJfPWRYqiWJYROVHmRV9KVl5OMUWQEif4XB5NEvKy7RxFMICQaMrO8yqEMkkqBKkSpEYCOwG9DOtlaD9NZ%20taBIJUCDMZNg3CCKCjFBMkQJSgogSIEkQYA1ECRnDcLOPNFSXJGAARHA8RuA%201%20RBbCkF4UMyFWr0k4cQxHUNFzMbjVgavQpVVIBEet9G4hcYsDFE51fXW0yDMkdT4hNRbj7uJ3/1TyayqnAjwZBJPrmy%20rJBAIWEBuNVs0wBq4UhEEzGXDj12xmsX3DrnVBm7TJlTCDyLcgzKQJQirQC3vv34nfhzLCo/g3k%20UNVtMRBhIGIOxIsUXllpESpP6CJpSMChUE6Vdqq0S4szy0xnVQirxBaMHyBy8UqLZ3CewTkaFylcgJgAMdOCmW/NR0dULZkl3zwRsOrgsvIZNW/uQFTflPEmrdw67zF4cyjXo0vmiaoZnH3mIazdPMdQ/0JU/Un/JciVmJiYUDMpMcmSZLOiJMEIvKTJutOwe5yugC8llhbKyMoqqsir3bxpx161Grd6r1un2s27d%20g3bsyE0e17Dus14uNhE2f17j/yvZ5DO/ca2Wfg2DETZwybuGT20pVffrtj3pJVs1bsGDFp%20dSF2z9e883CtV99su77z786uvmbH5auP3v41O1tu37Yt//MuYt3Dp%204ceLaH5cf/nTj4atz1x%20eufb0zLUne078%20OjHny9cf3HqxuvDF58duvD4u1P3vj/38OLt%20xdvX7555/C%2076/u/O7k8s/2ztr4fPORp6u3bBs/Z9G4j5YNHvfR%20DkfT50/c9Skuf1GTB08ek6viSe3XHxwcP/wAV3rdmzburxhl/zyRiX1m5Y1bBzLKohkFqZEisoaT%20g9cHAwlpYSzsgp79agaW1POBTNKtHcHkn3aq703NIOdm%20wpE6B6jAUw%2072B1hR0R0%203eFWDbvd7U7NzJB1jRFUtz%20aEo1JmiYqsqrrdpeXk2TF0CVJMqsuUZB4XnYYgVg0lJnuZkloKKqu6E6Hk%20VYBkIOQoWhZQBEgpRJSoGMneV1inbSjAPSXp73AMoPaT9OBAgyRIIgToQg7cfJHFVPBUwaYGIkDOIghJNhAoQIPIRj6TRtIixKEGEMC2KYD7UFCTwMoQ/DnIjFQ2AOzKZhiITZBNxmkgsiSQxuZXErR9hYwma6sLfvu46Ty3xKV3wM1Yqh1qrhCYBXea4/V11VVT0kbICwQKISQIgFoBYe2jSB0CXSkKAmAJUDMkPwFMoAKyRsJGaW7hYcScZtFsyWHH92jS3Z/Gzm7TsAswE8GZJWGthYgPAUItCoRGMSjcksrnBxbJlD8GYwNDnlVlm3yroVxq0yTpUxEWYyy6zAFM6s83GJwd/2XCaqRAoXKEyk8Di/aDxeezGESa6qeQtzmSHRLtN2mbZLb6Kiq9JkmanQqfIeXTTv3DRvLfDZFb9T9TtUv0PxO5QUp5bi0lJc2l%20Iqj/pvwS5EhLMx3clJ1otVgwlKABZWlBku9vli4RSYrFoVlY4IzejuH6D1l3rNutc2qBdcaP3GrTt1773iDZ9xrXr/eHomdN7DRrebcC4vsMWDp34eafBswbN%20Hr6okWDh80ZOe6TjxavX/LZpllLd6zcfGLJhn3zV%20/cuufAmi%20PfnP65fk7D/efvLXt4K0vD989cP7xjv13L9/76cr9H28%20/Pnmgx8Pnn944%20HrS7cenbl86/K9Jzfu3bnz8MKVm9dO3Hx18vqzI%20fvrNp4eP/5l%20duPdl3/MnJ61ev3/lq85bPJs9ZN3np7oUrlw8dM7nXkCmjJi3oPXRa7yEzxn%202ePvmIa2ata5Vv22tOl0GTPy8eeduRXVr55aUxbIqwlntS5v3rd9hxPINAwORsCcQyywua9qs0O4tbDdiWiQjINm9vnBZi06DcgpivmCKajhVu9Ph8cmakRIOuf0%20UVU8KT7NYRcUiRWFWEbQ7pJJmqJ5TlSV4tJSXpZcXg/P8wAAhmECgaBqqJk5MZ6BHIAqJ%20iyIotKKJQqyQrPMAJNSzQlAaBStEZxBi8ZvKhRtIvlNJL08oJGkHYA3BT0kSBIwhAB/QQIU0wAUGEchjEQwWEAJ1MwPEoxYUBmcGwqhFGSDON4GMdDGB7C8RQMDRJ4gMC9COJCbU7MasdsOo5KmI3HrOYdi/8n5myQsgAAIABJREFUd28VJNe1bYnGsaRK2GutzbxzJ%201kzspiLjEzMzMzs2WhxRZbFlpgWWwxs0qsklRiS5Z9bB%204faO7432%20j52ZVdK93e%208CHffe%206KFTuyMjNS%20hox55hjjqHXXPqTAhk4Vu29pe/KpF0iEGbUaS/MnIGZDQgzAlM1Q59cAAIZaX9UHcjIGptA6ZorWc2Z67C4UaDNPGXkCBODTBQwEMAAzbXTarL04g5mrFO9%2063v8WBJzouAGSQy0LiRJ8w8aRIok0CZJAbTFaG6mjQNW04Lo6msptCaRLsVxiXTmkw7Ph4m6sils1QyAyQGSAzSua3qPjHNeaWuxCCJwSQm5TWoC1A50sIRKk%20m5gCkXaLsMpNUbCmcPj10Wvj0ekDaM8PrkL12HbZkr132OS3%20GvcPhKpPzn8a5Prss89q1fpTHYMBM2M4xGlKUCTVYXO4XZHMeDgz7o9lB7NLsktbN2zbt33vEU069m/adXjTLqN7DJvVZ8TsUTNndu4/td/ILwaOWzt14ZZZizeNmv7lvEWbZ6%204s3jvm%20nLv525bMeE2etWbzjxLbtOfrP3xJot%20/YePHbt3u0Lt%205eefDq0asf7zx7/ern3ytf/vzyp7%209%209v/ePXn397penbz68ePfnO4%20qbt15eOnSzSPXfvzq/nblc9mnd7%209u/PoxqlLD%204%20fnG94sShQ9u3bt8/58v9q3btXbpmzRdLFoye/PngcV9MWnjhi80H5s2d2LNP/2atB5c379O0Xf/m7fr3GjFj/bZ5TVs1KW7Q0B0p7jRgfMPmzcvqdSkvaRCMZmmBTLs7M5Zdprl9zZpmam6HzR20usNt2naMRBKq0ycqdtniCoSjgqLaNIdiU2WryssSL4uKTWVFQVIVThJxmiJZjuaFeHYWzXOswDMMQ5IkSbG%20QC7CCUEQGIYhES5xgt2i2hQ1ksj3BYM8TQoMKZC4SNIyzVlYQWF4kaRsBOVASCOJiCI7GNJBES6KdCHkx5DXDEKIDCLCD1AA4EFAhAERpUg/wGIMFcJRCEd%20gAURDEDkx5APgwEIdTGXF0AXBu1ms2o2qMAogyTPxZgz0uuKDEy2ikSyJkq5oRozPnJzThulYkYATRAzpOeSBDCTCCOgmYSmtDZChzAKGhhoJGF135c2/0vCHMrAQRIldXcH3RfQbKhtzqidRq6PrFmTClgDDjIo3EgRBpYy8qRRpE0CZRJpsy6q0keHepNYo9qi3QqjXy1JdSWpeptEptWnSU0Wkxwj6van1a7NqadebaU/TWOW/lR5SuWTZL9e0OlDAIeSJLmS%205gW/mMmXvTYBK9D9DpEn1P0OSW/Jvk1OeBS0vcPhKpPzh%20PXP9/xag1TLtq1a5jNGL69jXHipzFrlrsNs3j9YWjwczcaG5ZZmnbem2n9h01rWP/oV0HjekxbMrg8RMHj5vZZ8SsrgPm9BmxfOSMzRPmrhz9%20YFvfjgyavIXo2d/s/nIlcpn369cvX3RV8fGL9y8cM3e1Zv37zl8fP2uXTuO3tl1ouJm5bv9R09fuVV54eqdKzcqbz345fLdN/eevKmsevn81buKB08v3rz34Pm765W/nX/0L6fu/vL8/e8VlW%20v3Ht2ueL03oMHtx58fr7i%20feHj6/ecmjlN2fWfXt4/bal4ybNmTZ/ycjpy4dMWbH12K5N6wb26N27VY%20RPUcs7TR0dtNOvVp1HtCgadv2Hdo1bN6ipHFTX6zJoHErGrXu1nvM2rFTB2u%20/Kz87u5QVv2W%20Rank1EcDk8knJXvCsbzi%20O5hVnF5dlWrTSa01BUbJyoKFaHqKi8rAiKzEkCJ4m8LFnsNrffxyuCqFgYXohnZ7IiR7IMJ0gkRVMUGYw6SAqqFkUWJYakLKJsUywep7tegyK7nWdw3MLzPIFkmpYZTuFFhWV5hCwQd%20B4UOB9DOMk8JAo6ENGL0RBgoqQTBinApCIkGSEIKMI9wMshOMRktJFW0EE/QDzYsCDQR9EfoR7MMxlMnghdGNQV0WowCQDkwhNHGZgzRk8NDHAQIEMGhooLIPE6lDASALjp86C1f6oBmA2QJCUp0KQ3GTUyx8CGkmY6hzTw0R9EwgYdNpL90etoXfVrwGYkqYOugtz2hQQM9bRLbSS3WIKRhFmRFgGAQ0p0ZaRo00ibUorqmrIHQibRDplyilTmkxrMu2S9WqL8VhYl8LoDFe1eiu5q4grHFJSGCSzuMQgHZtEGgoUECmod4tpx8EkYKWl%20TpsCZTKk1aBsoqUXaLsMmWTKIfM1tRquVTRZRXc1hpkvFXy2EWfU9fo6pj1EWz9kyHX/wqe/oHv1K5dy5CRYQYAJxialVjBIspW1elxaz5fKJEVzi3MrduqZY9BPft3btK2a%20uuE9v2mdV90NiO/Ua36z2q78ip42cumrxs47LVc4aP/3zsrO3Dp341bPq2Jd%208/Pbx7%20u2b5i59MCSNbsXr9q9ZvOhVZtOrd9TeeZG5fKN%209fuq7h6/8nx61WPf/rt2uNXNx6/vv7o5fX7LyuevLlXVVX57O61O5Unb7y4ev/tkxev7z//8f7LP7/45V8fvv7xWuWL/df%20fqPqtzsPrxw%20fnjNlkNb9%20xevWHz3EXLeg%20cv3z3yy93XdmydWrngWO6jVzQccCEph1Htu8xvVvffvVa9G7Za35Bwx712wyZtnBioqg4ll%20/pFGLei37Nmw7oLRhuRaK9h7cKb/AL9qzsur1U1zeeG5xKFEQzSmKRLNkqyrIUiS/2aChjWTF4nT7LHabJ%20CXrRa338uKAsWxJMvYNCfN8zjFyhZXw9bdVYfMC7yk8LJNZliapmmKoggCchwlcrRNlALBnFAsT%20BohkAsiXMEkhnaY1UVhrbwrCoJCssIBC4ipOKknSDdNKUh5MZxP8OEGTZAEgESeRHuAcgL8SAighD5MHOYwCMUEcJRmMSDBKF/wQORG0A/TnoAdAPoxoAX4poZcwKgmk0Ws0mGZhGaGHOGjlwsSGEWlkFDA4tM%20soOnmSRksPEmsE/up4LA0YATRCaklowYEoJ6I0p2Eq3jcm6jNSV9GnK/%20N4jjRa6ciVNqXR669kk1jDr0LvQGnCxJAYT5n1JjFdatmkFKslEppEpaHKrTBelUvWXDKnyazTwthlSv9%20mpvXN37SGJSWnuqNoczgH/WJNFI%20zsJI9ok8mV6rtkusTUoWfQ6FdlqY6t7QKrqtvMvKp02rPTbZ65B8TlGvs4JuS9hrDXnUkEdNv/gDoeqT85%20lW9StnXXkMpshJAmCpRiBk1SLw625/L54bk4kJy%207pFHDtr36DOpW1rRLow5jR89aOenzL4dNmte1/%20hO/Sf3HrF07KL9q7duHzx5ef8pa9bs2DRu1oqpS/cdvHj6yOHNM5esnLNk1aJVW9Z9/cPO/dfW7T5/4Oipbw9c%20eF0xYHDF/cd%2037n4Stnrj08ee3BzcevHj1/eefZ67vP31578Hzvmaozt9%20un3Fz9%20OHHjVcXDR5VPKq/evHXu%20oNbT57dvn/7yLnjW/Z%20t2n/6U3fHV2768zCjd9%20sen01qu/3Lh7ZtGyqR16jRk3d2vXPkO6Dlkwat7S1l0GNmg1aOHGRR36TBw7b2PDFq3zyptmFjbOLu7euOOwmV99nl8UC8SzfZn5znDd/CYD2vRsHgq6FbuWmVs3M7d%20SVkZzXOMIDjcjlimi5VlxeHkFEVQVUoQWdlCCRIlSATHWTWnYrOTDO90hYqKi0SB5TlGEDmCIQmKwkmSIAiCwBma4mlaZpgG9RPZWXaepniaZilSZhiZYWSGdqqKxNICRTgVWSIJCcctOGEnKStCVgA1kowqshvhXoSCBPICLEiQfoLyQdwHkReATF7wQeiDyAehD%20FuDLoBDJCUHyf9OOkG0I1BL8RdZuDCgIYBJwA2DBMxI48ZOGDkMAMPjBwwppFLt%20sizHVIYCShOe3U/ElqBjAbAGYE0ASAEYIUKiFMDy4jajgLJj0FoTEZogHMad/6j9I6Uv6lmLFO2li55q3ZtEKzAWH6bxoowshQJoYysZSJp00CY5ZYrGbB5ZAoTdZhi3bJjFthPBZWxy8dy1wKq/Nc%20vdrWtmkdw/Ts0JdIZG%20NS2e08vV1VY5fHKkmHYHtEuMQ2EdCuNQGIfCuqy8y8q7rYLbJnrsgtcheuyi1yH7nRavvbo31NEq7NWf1fePQ6pPz3%20ks%20C/ead2rc/q1KltNJoAIBBOk5wk8LIkqYpNc3qDAX80lllQkle3SaNWvZt17le/Va/WPSaOn7N06qyR/YaM7j5kfv9xS0bMWjxr0arVW78aPXP53GVf9x85Z%20TMVRMXrJu6eMP81eumfLFhzOw1Y2atW7Lh4PZ9p/cfufL96Qcnztw%20fq7ywLGLm/ecOXzx2ZGLz/cduXbiwu0jZ%209fuFN55/6De5VvHrz89Xblh1uVvzx4%20/ODqqofzh86cfH8%20RsVRy/dOn71zq5DR1dv37tuz%20VdR79bv23jktUrJs5e%20NWW3V/vPbxoybzuAxYtXrtx9KjRQyftHztv3aDxUwcO79moace2Xfp1G9K1bbc2RQ1bFtZvnVfarFGLRvUb1vVHs4KZuZo3r3Of7pl5pZ2613O4XIKiOgPRcF5ZODubFQVeVmSrgxItgtXBKBZetYl2B6NYSMHi9EV84SLe4patTlaQKU4IRGK5xXGeZ2iGphkGpwRFDVOsqBulEgRB4yRLcywtBn1hnmEZkqIQzkBc5QWZplSRlzlGokiFZZySqJCklSAdFOPieCtOuhjWjqCGkBehAIQhHEUZMlvhfAj3ItwDkQ8n9BdehAdJyodwHyKCJOXDcQ9AbgC9CHdj0IUBL0QegDQA7Bimb1xzmIHFDBww8tBEpdgu/ZJYBkoXXMCUxhfdcSH9jq6nh8BU7cQAzQTURfNJ3Xx6%206dmRFD6xz%20JR0viVyofTAcsHc5qyiBSyKUL5TMYysiQBoY0sLSRY0xikpXHda2pJlGp3rD6mcQsmdEkSpMop1STmMeruXkWyKy%206oh0hNKp92TST00lPZ3O/sFlBk8ZdRHp8IukG4TMOhVOv5qFd9t4t413WTmPndf5LL8m%20TXFr1kCLjnotqSLrIjPFvXbon57POjMDDnjQWc86PwDoeqT85%20i5tJRLEl41cmobTSZEUAUSbI0L3Oy1WJ12p0ely8aC8SzI1klBXVb9x7Up323Po3a9ek8eNrUz2d16Tem9%20jF42evmbdo5aAJaybO2zZ4wpzx09dNnLtm9NwVE79YN3vFtikL905ZunvR5hNLNp2cu%20rYtr1ntu46tOW720cuPt9/5HJl1Yd9598du/H3J2/%20VvXu7zcf/nL5zusTN9/ffPaXI2du3X/x/tm7H1/%20XRi3fXH1z//vC25RuP7jlybe%20xm2duVn53%20vLqHRfW7rq9/fD5WQvXTZz71ejpy0dPX75004nPly8bOnX1spWL2vbbsObU347evjJoYOfyxu2atOnWslOf/Hodypv3L2nUqUHrjomS%20rGCuoGsIk8sL5hd7HBHXf6IwxOwuXyKqvFyZrjuzJLmzWI5YV6yMKJFdngoUfWGE1ZXQHX5LZqHs1hjuQWcrJbUL8gtruf0hS0ODycqvCxZnTZWTHp4kQzXrvsAp0fRG0aKpGmKtVhUgeeCHifPkCxJ0DjhsrkkVlQYWrOpPEWIFKGwtF5z2XHSw/ARWbURZNhitQJcQ8gDcT/QWS2Yp4h%20gLwAuTEY5DgPjgdJOiHxUYYK4SgAQZBAXoQ5TWYPQG4MaiazD%20EuDLgw4ILIjmHVPBdmYDGDgMxpzEohlwHHTOkoirRuK%200kQUBzTSUqMhtTJoKG9E2aC6ZeJLVdKPUjeuWla8HARxBWPQeoMVWsyc3r/ygBzSQy0tDIEWaOyOAIA08adGI%20LYBwKLSOXK5qbovW0Sp9HSKZbhI/rraSu9Myi8lsUujwEU6lWHm94Ko2n%20CSZqq6zakqULobhK6A1VTWaWFcVk5TWbeN99h5n1P0OkS/Jvuckt4Y6jfkUSM%20m45ZmSFnZkjLDGlZEZf%20IjOk/YFQ9cn5j0eumsVXrVq1/lSrTi2D0QQBokiCoViJ5RXBYldtmlMLBNzBWDBemFXcJLesTcOWvdp1G9i0Q78%20I0f3HzNpwNi5U%20avnPz5xrnr9n%20xbPH8hcsGjd%20wYMX60TMWjJm1dPaXWxZuOLn/9Mm5X363fPOBjXuu7T39cOPuC2t3Xzpx5cWla5e/PXDn7NWbl288qHjyrvLV75Vvfqv88ZeKZef/iXK4/%20fOXh7ycuPr3x4NWtR49vPag8cun1oeu/n334r7cfvzhy%20f75ipcHz1WeuvX2euWrvT%20cWblxx9SFG8bN%20WbJnop1O1cPmbho0oI1/cfPX7f9y%20/3f9mhW6/67XoVNOhc3Kh73XZLRsyZ1aRNx8ZtO2SVlBc3ahErKM8ubeBPFHljpYHMepG8Vp5oruTw2HyZA0a3qlvuUKwOwWJnZbugumlFS%20Q3srq97lDU6vaJdofN67G63KrdGYxHnX5PYb1CVpREi8rLCsVyrCizgkQzfChst6qCXnPRtJjIbuf3uhVZ4jiOpkiGJFmSdjutAkPIHKPwLE/idklQGJqDQITQihMOkgqKUkRVHYTu2IVcEPohHkR4EBFBRAYA7gN4iGIKnFqApDwQuRH0IuRHyI%20BII78CHgwLEJRHgzzQORDuGY2eXBCg8huNiuYSYFmEZhYzMADIw%20NDGZggEGfMOo8F4EZcMygL9ngWDVm1XRDTa1b67nWBhIZyKTPzEcmM3qgBsLqEMBIQBOeZtCSE0kTBU0UNBHAWHPymB4%20JsHLUKc6Zzup5DLiMIOGRgYZWdzIk0ad5NJhyyaRToVyJcsrHa1oTaadMu1UaKdeaomkXSRtoj5PJNPEvI5cOl%20mcFCn/KWkNgJKDJBZKDPpbhFKjH6BwqK0FddHfqdJ9RZtl2mnhdZU1mXlXFbOYxdSc0PZr8lBd7oxTN5kkRVwZoW07LA7K%20LOjnqyo56cmDcn5v0DoeqT838VudJjx3%20vVayVSgOqU8tgNAIMkgTBUJzM8Qqv2BSr027zeP3xzOyikkRxeaKkYbMO3dt2G9C538hW3Qe17zOsc/8R/UbPmbZ469yV3yxevmr4tHUjZ2/cuHv3wHHzBo37YuSU5ZPnrp%20zZMsXK7ftOfrDl1uO7j1deevxyy37z%2089ee/hy59OXKm6ce/l7iPPTl//cLvy7Z2q949fvrtw7f6pG08evHx25X7l9ScfKqpenr/14OytqoNnKm89enb22u27j59duvvs%20r2HN%205WnL9y88ixM%20s3H1i%209tDnq4/MWbJj855tY6etnLzs8PQvloyfu7DX8Am9h0/sMGBcx/7jmnYeNGrS%20A5dOw8e0rFu%20/GtOrVJFJZH8osjeWWZRQ20UFFmaZucegOHTJiSnx/WghGr26O63JLVoXn9dm9IsrtiuQV2V6Be04ZWj8viclvdHrvHZ3V7w/GErNpkq93ljSk2VbFZZasqW628bLFpXqcnQFNcLJYpihLLsjRNCyLftFGWyPKKaONYC0FQJEHYFJVnKI4mWAoXKFJmaIEkOBzyydVrXEXIgSMbBFYA7Ih0QuQC0A1gAOJBRCYvQcUFMUjRXoRrZsyF426IXBjwA9wPoB9gukLCDzAPRG6AOc1GBwAaQjaz2WI22QgkARMPjKw5Q6e6GGDUe0YGGmlgILE6JMxI%20cobiRTnRQCT7tWn/0kiMwFN1bmwuJHCTTqxhad8ZlIK1QwcmHBoJKABBzq/biKgmYImGhhoaKSSQgojDlJ2gGZjtYwrre3SlWXmJHJRes2FmznCKDFYipsnHQrtUtKNIe0USadIOmRK/8gpkU6JcoqkLelmg/9bE650w6hwUC/lJMasL/oIlCmtTZUYqJtPJGeaydVIPVCDSqeNJZUQMqOpjMvKuW2c1yGk2sMkBx/yWMJea9Rvi/issYA9FtB7Qy075MrRb8SdE/XkxDy5MW/ufxnk%20l/BVhq5ateu/afatWsZMnTkojiGFRnRIshW2ep0OPweXyySKCjJLGiUVdagqGHTJq3aNevYr/ewUW269e8%20YFy7bsM6Dxg7Yc68mQs/nzhv4aSZ84ePnzNiyuLJn68bO2vj7KX7Vu66vuNYxeINh5esP7x85/Uzj97fefrm6MVbP1y7d%20fpw2v3bl69cuzS9bt3H/9499mHp6/eHD55qDX289eX3yeuX1R%20/uPf9w4ubL0xVvqt79euHmnYOnHh4%20/3DfuRcnrr3ce/TGd6eunbh0ee/RE/uOnT3ww%20ntO75asmzlyNmnrzy%20Mnna%20JEzd42aOrHTgFF9x04ZPH5445bti8qb1G09qeXQvbM2fNWyQ%20Oihm0yi%20oH8%20r6sstjxU1COaXFTZp17dcokpPpDSd80Sx3KG7RfDZPwKL5JLvb5gnKjoA7mGn3hiyai7d5fbH6ds2reT28LFlsji5dm1ssomxVGUHgJFm2OrRAJKuoiOJYUZJUVWUYhmEYlmEcqpWlmez83HhWJs3QLMNwFMOSOEeTLEkxBMVTDIcIDkcSRYoQSjgupnYYvawQkiwOHHkh7oEoxgsehAdY1oXjTgBCHOchCBeOaxB6CCJLsfhwwgOQF4M%20DIZwFETQi5k90OyCZps5Q/%20yHcOsAFMR0GX0HEg%20WWikgYFFJr3mokAGA40kloGDOng1vZWBpzEImEiIpYEpzW2RKKnq0gmvFHgZSISlR5A40I266ugb2rqEIrWVndxt/Lc5Hel42tTKkZFEBt0sUCCBSCeNa%20wy6ZApt8J4LJTbQrotpEtOVliaVP0izW2lAcvCo5QjYPIpcUDkgY5ZMoulMMusN4xpJWra60ZmcB3pdANVq0jVjL1wKLTTQrusrNuW7BDT7WHYa434rLGAQ7/xoEPHrERYy4q4c8LuvIgnL%20LJj3rzo56CmCs/5sqPuf5AqPrk/KdxuUm9/lPtWp9l1KljMmI4QhRB8xQns5IqKTarzeVyB0P%20aF5uebOevZuH84qySpsWNurQumu/jn1Gdh04YfCYKS06D2rVY1iHfmN6j5wyZPy8wRPnDZu0dOT0VTOXHViy7uTqbd%20v3/H9%20TsPtx24sO3w2f3HLx46e%20HIhSsnr98%20fbni6OnKQz88Xr319pGrv1ZU/nzjweuqD3%2079ejF3aoPd57/evPx%204sVL288fnv/ycs7Dx%20fuXjl4Kk7J69Xnr3x6P6zZ5fv3D5z9dKWPfu37N6/5usji7/asG7L7nnLd%2047e/Hyte3Dhk%20esXTp6Cljmncc1Hv4tLa9xzVo2zurpEmDFoOHj5s0fkTnvNKGrbr2z6nbLF7SNJTXoKRx%206KGLWP5JdGcQl80O5yVb3UH7J6Q7PBEcjq443GrO8CrTt7izi5q4gxkBaNZnE3rNmh8NDPT6nRIqiKpttzCMkFWnB43J9jy8ouj2Z3yi0ujWX6a5wRZ4gSe4zie5xmGsVtUnuWsskVkeafDJQoSTzMMQdI4TuOEhRdj/qBEsRwiRJIUCVwicAkhFSdsOOnjJQciHTihAeSFeICkorzgZxgNIScAEVHUEHLjyEfiIZYOMbQbYG4MegDwQegFZg9m9gLMC6ELApvJ6MKBhjAHMKuYWUnJ6AVoEpFZQGZGl9FDA11tZGqgsAzcXAdPaU0RltzpoRCm605JZCagkaim5E0p2Kp%20P6nnQqaa/SYOjKmgs5riiYwa7ySXez4xkk9pxww4NOjIJdFQYkBqv0cvuCi3QnkstFuh3QrlUpI8l45cLpl2SLhdwq0SShvR6MVaCrOgwkGJgyKHBA5JDJRZpLeEIo2JtKnaK0Lf%20EmPFxk8ZZqKVAG3SZRNpKwiaUv2iUyKjBd0lVYatqJ%20ezzoiAUcmSEtEdKyQq6siN4bunPjvryotyDm029h3F8Y9xXEvQXx/0I11/9e2FWrVq0/1a71pzq1axsNJggAgUiWYERGUARRVawOzRsKBzJj3sxIdkl%20bnGD3PJm9Vt0adS6e/POA1v3GD5o9JRuQxaPnLWw17DxYybP69pvdP8xs/uNnjd4wpKJ83es%20mb/13s2zFvx7crtB7Ydun703PmtB67tOfl498n7Jyven7pVdaPq729%20/XH7268fS31z/96/s//%203Zq1d3Hj998ubnFx9%20ff769fX7D8/ceHr10S/n7rw7eLFq%209EXJ65W/XD%205jcHrx/PyHc%20f2Hty1csPaL1Zvnr14%20eip6ycvWD9i6qKJM1bNWbRpxLQtI2Yta93viyFTtg4aP7Zdr4FFTQcNmnNy9IzRDZp3yitvUda0S0nTroHcBkVNuzTpNLhVl%2075ZU0TefUD8dxQIs8fy45kF9j90frNm%20aXxCW7y%20mPBOMF3lAir7igsKSBatMyE9nNW7V1uIKq3S1Z7PnFeZJqES2Koqh2m3PI0IGJXJWXBU4SZauF4TmO42iaoUhKszkERigvb2FVHSzLO%20xOm0VlCJJCBIXwiNevMELY7edxiscpp2wTES5BpOKExvI6Q28FuB2DLgx4APIg3E/TGkRuHPdSlAvH3Qj6COhFwIdDF2byQOTDkRcBLwIuYPLh0AORGyKbyZRCLpMVYApmkoBJHyyKyCzhmM5zschEYRmkOYOBJhaZaGggzXUoZNYrJgQycJhB4kYaB6l0WBMBTSka3qgH6hDQTEKMRLpPqYFABjxJe9VIw652mKiT0k%20kMasODurgWAaOVTtSVKfSYvoo00gig%2069JdE1wYJwKLRmoV0K6VaqWfk0Q68lm0RolaAqgHT4WM1SSx8piixK%20m2lRA8Sg0QKpGuuGhs/ydAgmcX1/4mFTw83k9J8nd7SZ4g6paWzWumJYSLsSoRdOTFPbtSbF/Xmxn25cV9epj8/EShKBIsTweJEsDSGVGrKAAAgAElEQVQ7XJIVKk4EizIDRZmBPxCqPjn/Z5HrHxGgfvL92rVr165dOyMjw2w24wRO8xQnsazIcDJrsVvD8VgiN8cXjQUS2dH84kRxg9zypmVNOrTtNaR198Fte08eNO3EgpVT%2040c03XApMHjFvQZMWvw5C9HTlszYc6WpZsPz1u6YdmW47OWrV20ctv6rTtXbT128Oav1yvffH/q2umbb65V/vrTX/56//HrB09/evLy/eOXP7368deK%201Vnbz6rqPrl8du/nH/014c//48nb3%20vevXTgycv7zx9ffle1Q%20Xnxw8c//CzcoDx8%20u/3rT6KmrVux7u%205o1ZYTDxdtPrrnhx/mLNoxYcbKmcv3bdm3cuD46bOXLuo7dn7fsSPa9OjbuV/PHgOGtO3Rp7BBl8Zt%207fq0q9u89YF9RonCvNKGhZmF5Y3bT8ynChyh7JdgSy7N%20QKxrRA1OELqy6/1R0IZRY6ffFYTqk7mGlxBLPz6uUX5xXXy5Ntii9eXFDeXHdM1bxe1WGzWCVOkGTVwQg8I3Akow8WGVmxu7QgT/FZ8ZBFFN1On8%20fpyoOhqCiwTBDkBLH2i2e%20o36yBQnU0ROPCziSARIAWTU5vIKisZyDpyyYdBDki4MhBk2zotunNAQchOEC8edEOqaVReO281mDSE3wn0IdwPoQ8iLsCBFeBHQMKOHhA5gtAOTxWySzUYRMwrQxAGjiGMijnGYgQNGFpkos5E0m1gEGGjSCS8WmWhoRFgdCDMgzCBgBokbKTwJUggYIcpAuAHhRgKaKQRIhJEIIyGmR4fpoa3VsAVqGBkCE8IMOniRaT8vfZsSq0NghrSarOYv6EhHISNPYCKN6WBhk4i0a43TwjgtjDul20rLuFwyrUm0UyTt0id9IkxjVjVjxQGZAZ8OEyko1TAX/CicMelZmCz9UvZehEOh9GpLJ7YCLh22kpSW3hgmwq7cuDc35i2I%20fLivvyEPz/hL8gKFuWESrJCpdmRspyI/izPjer4VZIV%20gOh6pPzH%20ksWLt27ZqYlaa6ateuXadOHaPRCBEkaZwXGVHmRZkXLbLm9QSj4eyCgnhubkHdhiVNmufWbVDcqE3d5p1bdurVsefATgNmfPPNhLY9BvUcOaPvmNnDJi8cNW31yKmLpsz6as6XWxet3bVg/bEdBw588dW17ScezF%209b/W%20Bzfu37166/wPl5%20/%20fV/vvvtX3/%206397/vYvz9//7dWv//OXf/l/fvn97y9/%20v3J61%20qXv787OWPt59/qHz14U5l1Z0nz%208/e333%20ftbT365/vD1lQcvjl%209uXrHd/M3Xt536%209nr5zadeDApi2r5i1cOn/tyZ17tg8c8cX4mcv6j5zZf/TM3iNmjJs4vF7jLs27Lhvf7uA4c2775q0rIDHbt3LWvcNKuovjda4I7mR/IGTd3wqP/g3q5QZm5J3UA8WwskPJECpzfmCMTckWynP1MLJHJK63kj0Vh2jtvndvt9smrhZXc4kdugaREjWUSLVbU7bE4nL8qsIPhCAZpnGYGjOY4kaIbmeUGIRAMcKQU9AY/Ta7c4i8uLrTaZpUiJ40iIeJrOyUosXDnWLuAKQSoEFbCoFpxy0Gz9nEyvKDlo1o4IDSe9JOlFuA8n/ATpJZAHhx4EfQRyQRjiOA3HnThtA8DPsU4IPTjhgsgNoWY2eSDmhpgTGB3AaAdmKzCrmFnGjDI0C9DEQxMPjDwwsil/LhozkWYTDTAamBhoZpGJRRilx1MDA4HMBDTpfjIkMpHIhEAGjjIIZKJwQOOQxmGy7EIYifTUDFNaBVajYaz2XyZqUF04MOJYBo7VIUGy5tIbxpRs1UBAIwUNNDKyhFkgzSJttvBIr2uS2nSF1hTGrXJelatWnCqMy8JoCuOQKIdE6cR8uk9M4hQLBAaKLBSSfg/JiaHMAIkGIo3VFM3r2z96elCqT8QVDqVzg6yiPg2gNJXVVNZjF/QZYtCtpOaG1bCVHXXnxLx5mf7CRLAwK1iQFSjMDhVmh4pzwiW5kdLcaFletCwvWpobLcuPleRGinPCxTnhPxCqPjn/MTzXJ7VYrY%20PDmoGgwEAjCQRy5K8wCgWUVYVxaY63Fp2fl5JeXHDxg2btmhTv2nLxu3b5NVtUbd513qtejTrOKh555FtB33eefDYbkMn9R8ze%20L8zRu3rR01dfmo2evnrNy%20bNP2lTvPLl61cfd3%207bu3r/%20u/tXnvx67cGrg%20crbz/586v3f3766t2LH3/5%20be/vvzx59cffv3pz7%209fPfzszcfnv34a8WzH8%20Lnq/e/3Kp/fevDkyu371%209WVb76cPPhqxuPX1y4fefwiYMrvn309M8/Hj%20xe%202%20Jzu/PzJ54c69Z08sXbGg97BJM1fsnjh3waAxU3sMHNul3%20AmHUb1Grd95TcHh02c3Kb3pLtPz3Xr1DCWU5pT3MwTK8wta1PaeMjW/ce//LJvdkFBbklZKJHrDjToPHiqL5Ro2GJQOKfIH81z%20ONZpWXuUMTh9VudLrvL43Bqmj9S3qxV8zYjvT6v5vUrNpugyJyocJIkWhRG4CiO4USJ4ySSYEmC5VlLQW5BIpKr8Ja8gibFdcskUWQISk9dFDnOaVcUFgoA8hghITzq9kuIttO0k6WtBK1ApGLIDpATQBeAXoQHSNqDgA%20HXogFSSJAkX6adhFE44JiP0V7GNoBgY%20mNYScGObDCQ/ENGCyY0YNYQ6IWQGmYmYFmGRgEqBJgGYRmQVo4nRiHsuggZnGzKTZRGFmBpppaKCBicLMOgbpWnkKN%20leyUmVKcwgoJnCgX71gkuvtnTAIqE5pZ9Izg3TE8l0LHbKZ6JGemOqW0xDno53JJZBQyOLJw0hFA7qiztOC%2020MJpCeyysx1KNXC6F1uTkZmJ6rTq1mQjT0geRATyDeAbxKZWWPjdMugZSZpGqLsGSZVdaesoSCqvncaTsoUXGobAp0ZbgdYj64qGu0or6bTqrpQsdcuO%20gqxgYVawMDtYmB0qygmnb3FupDQ/pt%20SvGhpfqw0P1qcGynOjfyBUPXJ%20U%20k56qxev1ZrVq16tSpYzKZcBynKJzlSFlhVKtksSqqw2bX3JovGIjn5BY3LKjboHn7VoWN2jdsO7htr%20GNO/Rr33tUx76jR0ye0GPonM59RvYdMqPfsLkT56wePXPVrJU7F67as3jT2fOXbqzaemrB6iOrdxxZv%20f8tRuXjp05ef7Wg7uPXz1//dOLH39%20/vL5rftPKqvu3qt8/vjFuyevfr7z9M3j1z9Xvvn5buXze5UvrlTcP3Xt2ncnLt6t%20nD5XtWFKxXnL90%20cPjS4atvj1t/PozW%20P36p49uzgqdNLNhz44psDg6Z9u/3882lzJ/UbNq3XkPndB09t1XVM38nbzt3YN2pM37rN2rTp1LtN5%20H1Ww3Oq9sslFOS16BVw46zFm2Y17lzeSQzJxhvFclpEk7UbduuVSgWLW/QvLi8ZVZOsebNatS2aywvx%20Hz8VabzeN1B0Kixaq6AsPG9LQ5ZNmqSqqVly2cqKh2jeElhldIRiwob2GzO2iKxyEpi6Gc/EYl9eolcnNaNK0f9Ft4mtFjrkWW82gOl90mcbxdUnhEelR70GGXcCQiZCXImOay4qRqhnZAaJB0E4QLIS9FuXHcixM%20iHsB8kLkgchHmOuHLCEaahAmx44AaQA4AHAC4MAwJwA2CGwQOHBkhZiMmSRgkgEUMZMEzCKOccDIYgYGGnWc0rszEpooLINBRgoY0xpUnZtPI1S6vKIQ0FtFvexKUmM1bP9qMFlpD%20ikE47%205ydJ2jX4%20DQvZkiyYCCDwo0cYRBps8JBVcCsErTJKGkZqHNbFtZpYVJ%20gXTKCpW0SUQ6O0PntpJaeRZwqVXqlNBUbx7NEgPSiz7V4EVDicFkBtaUyysirYq0TWQcMqdbPujEVoqMV8Neq66Azww5dRo%20N%207NjXsLMwMl2eGSvEhJXqQ0P1qSFykriJfkRXW0KiuI67c0P1qaH/unRK5/xC7ifyPpSveMRqMRIURROMMSnEDwAi3KgmxVLXanTfOEEtmljRq2bd8ss7B%20abOeTToMaNNzeKf%204zr2HdVn%20MQWPaYOmDB9%20MTxnQbMHDBu8Yipa2Yu2jB14b7PVxzff%20HZjn2Ht%20w/v3PPnrXf7Fm6%20eKxay8OXqzc9t2FI%20cenL589/a9h7fvXD51%20fGtu7eO/HD1xoPnN%205XPXz28vaDZ49evH9Q9bbi6aubj18cv/Rw68k3h2/9cvPVX68/fffDjV%20uPXh5/PyDSxXXr1z7dvmafZv2P/pq26FNu76bu2TNuFlfbf925%20wFi0ZMmtlv2OSRU9YOm7yqz4hp/YaObN9zYGnzbh0Hbx0%20dcGUZdvadO2UVdIwp16bdr0H9enXqaSsblZ%20QU69ukMmrerSvXMolm13h33hsmHjlxeWN9TcobpNilwhv2iz2VyeYCwzkpmtWB2qFsorKRUUi6iogsWq2DVWsLl8CVay86IzkVWYiPplkadpjqbF%20s1b5OVodoslFAiJDM3RrMDxLM1xNMfTDEMQLEUJDGcTZJfFGvH5JJLxWh0SJGQMWnHKyQpWDNkw5MRwBwa9JJOl2nR6y0tRPpZxQOCAUAPICXAHgE4caThyE4QbwDRy2cxmB8CSwUIIWgGmALMMzArEZYjJ0CxBswBMPDRx0MQAM2lOaRcwI44ZaNykG9TgwKirSXWc0rFJnyQmkQsHafzSJWDAlIEw3RPVgIMMHOrq1jRvZcSTkldTup1MI9fHete0lsJAwAwE6hAgg0EGnjSKtFnhMFUANgnaZNwuEw6FdCqkbtDsUKh0/liq1EIf94lQZoHCIolBIoMkBooUliqsgEQDkcKSRjeMfpNKVD3OWmFxHbMsAmURaYvEWFOxY7qXqd9pCbqtIY8t7LGHvfao3xkPuLLC7qyIOyfqz4l5c%20O%20gri/KCtUkhspyYuWFcTqFmWWFcTTpVZZQby8MDOFXDG9bSzNjf6BUPXJ%20T9ec/27CPXvFlyfgFedOnUMBgMAgKJwmsE5Hud5WhA5xaa6/QFvKBLLy4/kFITyyuNFLeu16NWrf6%20ylp3b9x3Wb%20TEbgNGdhk4fvzs2d0Hjxk4esboKfOGj50zbPziuWsq9t/48avty5Zv%20vb4hbOL1m5etGHfiq2Hvt5z%20PiFqw%20f3v7u7L1rVX9/8Pz96QvXtx26du3hq8s3bp%20/8fR%201U9X77y4UlH56Pn7x69/uvbg2f2X75/Mvj13959vrtk6rHN%2089Pn39zZkbV3cfPLJ154b5y/ev3PHg4Yf/fq/qwdqtW1Zs2jF7yZb5K7%20ZumDdqEnLeg39YuTcnSsPHZ86b2q/oWN6Dx7ZqGWvbkMnDB7WbeDgPi3bdcouaVTSoGX9ls2yS8tdkbycolbeSKJR49bjpkx2B8KuQJbTm9lv5PTefevb3NFodrkrGLa7vbJql612p8fnDUYc3lCioFhxaKLFxkoKb7EKspqbnyOIkupwODS7LMuSJLGsIApK2OdWZXs8Eu/SuSVPsnaL0%200KcZxMUyxH0RTCKUTQOClRrFNRLRzrslizQhEHKyoAqTiVHYlaAW4HuAPDnYDItbs8BOOjKA2huCw7cOTAkQ0BJ4RuknSSuIehXQThBMADkRshB4Y5AHBgmN1stkLMCoGTwG0IyJhJgZgCkYSZLQgoEOMxo4DMPDCywMxAoAeXpRxHP8rCIKCBRGa9bUxjVvUTr2boaxjVp81RjdVOqnoDaK4mv2paU%20j5aWn8QiltKsKMJErGO9LAQMMMjjCItMnCA4uAqSKmisAuI5sEbRKe7hBr2j%20kMasmHy%20z6c1qLF1hpc2a01WYpNdZLKawSEm5y%20tuEKpIWyRGlVmbzOpmW1674tfUoMsa9tgjXmfUp8X8rnjQnQh5s6Pe7KgnNxbMjfsLsgLFiVBxdrg4N1JWEK9blKhXnFW3KFFWEC8vyCzNr4at8sLMsvxY3bxYeW60/J8auf6RU7POqll2JSeMOGBYQlYYxSKIMi9ZJU/AF05khhLZsdyieH5J3RZtm7fr2qVXv7otOrbs3L9znxE9Bo7tP3ZK32Ejeg%20Z1HXg%20Pa9R/UYPKXXiHnDpu7Yfvn3lz%209Xbp21dQFKxau/3bFN4fX7Tm89ftDX23bvWHb3qVfbd914MSxM7duPnp19vrDk1cfX7zx9OTF%202euPrzx8HnF48ozNx4%20fPHTxbtVl%2069uP/8w52q91fvv7t4%208P9V3998eu/fvjLrycvXTlw%20cX6fQfXfnvz4sO/3nx0/etvj2zYfW7B6kNf7rh94Pi%20cVPXLNp%20cdKiFSMnfd5vzNq5y9e27zqq1/CFfYYOr9e0VU7d3v1GLMgpbljcqG1Bwzb5DdvES1u26z0wp7AokNt0xdo5uflxdzDL7o/nFpV4vBGbltWm%208BQNNMfilkdXn84qto1zetX7VoknheJZ2ter2SxOt0%20p8cXCCcUq5aZW0gwnCA5OEFlWJbn%20ZLSAo/LydOMyPCJWIksaA0aNvL5vU6nk8ZJGie9moujGJFkXDZH0OuxUJQmCApBWAnSQdNRu90KkI8RXIjSIBlk%20QDLegjChZCGkIcgwpLo5zk7jtwMZceRHUE3SeqCL71PdCHkhNABgB1BOw4DomBHUMXMKjCrOJSBSYGYBExCatTIYWYRIQFCFgAGYjTAiNQOI5FUwNdJKbZ09QOWLLVSmJWsuXRerIYzBA5MBDAS0IBAdVRa%20qMa%20T2mmu%20nX9dsHhH4SL/K4hlJQOHNModVk00pcy6blAwoUwU8nU2d1r6n9nuwmlfUXU9TTLy%20tCgzKB2nqAq4jlm60NQqMRaJsUiMw8K7rZLHLvuccsrpwR4LuGIBVyLk1W9uLJgT9eu6h8KsYHEiVJodLsuN6BVW3aJEeWF2eUF2WUFWaX6irCAz3SeWF8TLc6NlOZGynH%202bvEfRKtPkEtHq880yHsM9q1/6sTm2DyQQhoGhCsfCSxAkSZ3FYnR6X0%20v1hiKx3KLC%20o3z6jUobdyirHHbpu17NuvQs33PQR16De7cd2D/UcM69hnbf/yS4dOXdB46q%20eo%20SOmfzlx6c4z19eHHh85XbZi/bvmj9iU37Dn39/Ymv9pz8%20sAPm7fvWLjpzJ7j1w5fqDh4/vqZmw/uPHl179nLmw%20fXb7z9NrdF%20dvPbz1%20PmDVz8%20fv3%208Yv7d5e/Xutzfv31Y8evHs7c8v3r07eOzidxf/fOjck28vfHj764uKuxe/3LDn4Nkrq77e%20fXu3UvXrJzyxVc7j%200dO33OlIXzh44fMnzUgK6jNh69cKpF23Z5Za3KOi9ZvObzwkb16rbqVNykXYPWw5q1G5hf1jQQzfPHSwZOnB3PyveEcsPZRaHMQnco1xetW79ps5z8Is0T9AczQ9EszROw2JyBcCy/qJ7T47dpmqAovGThZUt%20cYnDY5dVRZTlsrJmgVCE43hB4CVZ5FiWoRhBkDr16WtXhaBf5SmGISmW5kTeIjE8i5CF5VSBE2mCxxGPkIhQ2GoLyBYVkRaIRy02J05pCE9YVBdCDgDcOO5CSCMIN0m6ScJFEG6S8NKUhuPJlFkANQCdADghdCJoA5gVJOl5FTPbIFCBWUGYDEwKNMvAJCNM0ql6zMwDwEHApi4BTMl9Q5BBwGTETrq80mGLJpJTRQqaKKSPHY0pL/nqJFocGFOFW3JLsWZI7cfDx2o/CQIzEqmOMi3B15WuONCTtPXO0SzSRpnF0quLNXPJ9MpLhzALjyTGnGbfU2vVWOodfcsHEylMoMzpYaJE66pUXfWKWwXKLjFWkVFF2iqzqsxaFdZh4TVV8Nhkn9Pi19SASw17bBGfMx5wZwY9WRFfdsSv35xoIC8eLEiEi7IjxTnhkpxwaW60JC9elp9ZtzC7ND%20hw1bNmqs0L16aFy/LiZTkhEv%20680WP8GvmiPFGguMtf5Up3YdkxEAQBA4wxA8T4uyoNhUi91qd2meQCicyC2t37h1hw6ljds0at2pWYcO5c26tO0%20vNfgSa279mnbY0S3wRN6DZ80atqM4ZMWzFi4bNj4qUMmzJ24YPeGXUe%203LJ31/59M5Zs2fjt8Q17Tm/97tiBc9cPnbu8cvfFC3duHTh18tiFswdPnjh%209uqpSzdPXbp56krFhVtP7jx7debKrZMX799%20/Kbqx7/efPLz7Uevrt1/cvRC1d2qPz/96a8P3v7lyt17Fy9fOXDu8e5jF1d/vW/jrosbdx3a%20u3uRasXzliwYNj4qT2HLVq9Y4eZsGjhvXotuw7iN3Tpo7tn3PnuXNOnbtM7jP8MGtegwqbd4ur17r%20m2nLvxieLO2rcJZBcHMknhObqygWfd%20Y9zeWCK/Xn695o07tckvKfeFor5gLBBO2Jz%20zJwCq9PtcHmDkUgoGosnijSPn5csVqeHFUVOEjlRlBTF53faHRZBlFiOY1mW4zhJlBTZ2rlbQ5GjZEFgKUbkBJuqlRSVsQgJJGEVBYEkWBwxEIoEIeGEjaT8suIRRCfNBGVLps2hIaTpDD1B%20GjaQxC5miPAMglV1RBy4XhUFN047iVJP8P4CVIDUEPQiaADQjsCNojZUjG0%20lWAWYZmBWIyMMnQLAGTAE08wHgIGICxEHAIMsBMwerlRBKZCJAstXR6PjVSxCgckBCjgJECBhIZKWSkcCMOM2qa5OjIRSZrJX3CaMRBksyqaQFWDWSYicAMJJahR5PVLNBqdK9GGhlZ3MSTJpE2KxywikTaw09fu0nnkulmzXq3mAYsHa0kRr9JCBMok0jrK4pAonWbZqR721t4wiYxdom1SknMsiqc3SroIWNeu6KHdYfc9ojXGfO7MoOerLAvJxrIjvpzooHcWDA3HsyLh/Izw4VZkeLccHFuuCQvWpqXWZafKMtPlBVkleUnyvIz0zxXaV6sJC9ekhsvzQ4X54SKc/7Z9Fw1p4T/IH7pBVdN2islps/AAIYQJEnI8bQgcYpdsWlWu8tud2kubyCaKK7buG2bjl07de/csVu7/AbtG7Yb2mf49H5DR/cZObPTgNFDxk3rMXhMl4FjBoyZNmDMrMHjP%2083ds3mAxe/2vHdum371u86vHbPhX0nzu49%20N2uvft37t63aeuuHXsO7Np/aOeBY1v3Ht154NyRc3dO36g8fvnemeuPr9x9dOrc2dMXnzx9v9J2%20uPvzp0cu/PHj%20/sLdF/eevnhY9fzWoydXblzZtP34uYp3t%208dX73uq427ju888M3ilStGTZ43dd7ycTMW9Ry2dPLijWMnzxw2fmr7QbO/3LNr7NSBrbr2bNCye7tuw0dNm9Fp2OqhMxdnFjUcN3103YLMgpI%20RQ3aZBU3yC4bUtq4Q0lZllsLuEMtBk6cH8mKx7LLGzZp6vKGfKFIIJ4TzMzOLiqOZWXJFpc/GLc5Xawg07zoDZZ4Almy1S5arLJq5yQlEAmLFoWXJVEUFUWVZavN6lRk1Wl38TRDk6zNqkXDuRZRFllOs9k5ilElWWQ5HqdEgpYQpeKEFSedDGtHhJ8XPAzthFCD0IXjAZbVEPLRtI%20idA2qE0IXjntI0gORG%20FhQfCSpEbgNgisELNiZjeOu3DMBswqZlYBZoPAjqAVAgWYFYRJmEmBZhlhIjKzEGMARplNpNnEIcDhZoYw1zQ11WErJaA3Eykr1OS%20DjARWNJ2gtEJqY/svUw4zNBNU0lUnXqdNr2pSc%20nDcJwaMSTHvkZOMioUcGZ0mkd%20o4khRs50iQxWMrlRhem0prKuG2cHoyWykbDLTysuUct0qZUIWbSn8kI2OR4EUvT%20WmPU6cs2WTeauFsFs5m4R020WOT/U5VvzpyhT0OHbkSIW9ONKDDVn5muCARKUhEirJjhVkRXQxRkhetMUNMaiDS48WSvMzinHhxdrQkK1SaHS7N/merudKkVU0w%20v9Erk8kXZ/VTpqkYgBDOCRJyLCkKHOSIig2WXWqDrfDEwjEs3OatGresXPzNh2aFtdrUr9ljw69J46YsnT%20whnDJ8%20cMPPzIROmD54wc8DYGb1GzOo6ePrwqStGzV0zbdnuLfuPbNi9Z8XGrYvXfrVu6zcr132zeeehrfuvHLvydPfxu9%20dubP76JmdB49vO3Dy0Nlb5289u333wZGTNy5VPL149/2pK89v3H/9sOrNw6o3T9%20/r3j0ouLR47NXrp2%20cPHslQtHz17be%20rRxYqL2/duX7LuyKL1u%20Yt3blt/6nxsxdPmb9q4txlQ6Z/uf7rZX2HTBg2fd3QyZO79Ovbud/Qtt0HtOrQr1XnPq3a92vSZcDy5SPySxvmlrSIZLebueZgn76NPMGs9v2H9Rlc3%20XP6dRvUjSeaFg/rrnCnmBe5%207dgtGYTXNLdi2WnWdxuCwOv6pFylv3Vx0%20SXEIij2aaFC3YVO338%20KsqCosmq3OjSa5xie43mR5yWek4K%20kEW0hiMxhmIYko5HAy2bFQZ9Dp5mJI63W9R4JBb0h3mSkilaIVivrDoY3oJwF8OpEDlwpBdWbhx347gTIh/DOXDKjoggL7opyonjDgQ1hDQENQgdCOpkvA0BOwAuHHcAsxUzJzELYDrbJWMmGZolhInQxGMGHppYYKYxM4WZKIhRECOBkYSm9B51erknhRqGtPxKz3BFmFFHLgrLoGDa7saAAyOeitVIIZcuBEsiV7JhNCfDNZA55d6V9GU1EpixOluouq/U43%20S8dokMjK4UaCwmhlldpnSVMZlZV1WzqkwLoVzKkyardfBS3eCrtE8glQthukbiwqHKyxu4QlVIK0ibZc5m8LZZNGmiDaLaFcluyo5bYrHafU5rQHNGtCsfk2tiVxZYV921J8XDxVkhQoS4aLsmH4LsiJF2dGi7HBJXrS8MFPvDdOwpWsgSvNjpXmJ4px4UekrhPYAACAASURBVHa0MCtYlAgUJf6ptn8%20AaCPwOgfgK2PSrDatWsZdJIeEQQgqaQqVbQIFrvi8NidXlcwFolnZ2Xm5%20UUFxeUNy5r0rZ5p/69hs6as2BCj4FD%20o2aPmHe4kmfLxg3e/nImVuWbtgx7YtZ4%20Ysmbpw9axl6xav3/7lhl1f7zk0d9nGWUt2z122ffWWH749eGH/sePfHji0//gPuw%20d/ObAyV1HLvxw5UHFsw93nr298fjNvaq3T3/86fytexfvPDt97WHF45cXbty6dvf5pXvvT157/cOtnw5ffnLw3INTl89s%20Hr1gtVHdhypmLv86wWrv5%20xZOWspeumfL6y/8gZk%20d%202WfEjMETZw0aM65DzyFtu08eNG566069Cxt0nbL4aLfBY%20s17lTetGtpox7t%20wzvOaBzQYP2g8fPDieyA7GEN5JVUJLjCWZHEnXjOfUC0dJOvQdGs3Kdbp8/mukMhjzh8tL6zWyO8JgpQ92%20kOLwOz3%20skZNOnZvr9rdrCALsj2eVSLIFopjGZ7nOYljRYbiwv5oIJjfvstQSZRpkhRYiqcJliREjhdZLhLwhv2uiN9pYRmZop28VBiLaAJnIyi/rNhwItNm1XBcQ0iDyAmRE%20FumrNBwknQPk60I6grHuwIOiD00bRG4nYcOnDkYWg7BE4I7UBP0MBUgFkhsEFgSRp1GQVk5oBRgCYBmjiI6fQWBf9f9t7ryYo7Tf%20M6JYEVeek9z5PZh6b7uTxvgwFRRVlKKCoKmzhvfceBMJKSAiQ8AgvkBAIEE44AcIIEEICZFqt6Znpmd3Z3fjtxf4De5EFTQvNxF7ooid2Mr5xIlV1QFx94n2f7/M%20r6vNl2GQF4O8sLf8uTAPdeWgvgY%20Qwn8t8nE7rDbMHpeQ4FuCNQdBrt11VnPU55BN860DIXKELA7AnTrCnr2loHev%20Vzvdw2upYIyPsq5OkGPVP0QU936FkgDwJ2R4FuONidQrqzuFek3akgxN0Lqwq4wmEaS6g8/nyvokCBLypcz3ed/S3lhoA5AnIzAkUak1lcZgmZI2SBlAXWJ3CKyCsSr0qCX5GCmi%20kybomG37ZDPjssBozAm7B5WpbubiZT%20rFdLQiE6/IxgvJaD5p5xN2KRN9bjp95uSyK7J2RTZamYtW5eOV2URFNl5KO4WUWUqapX/M6Z9oNBqNRv%20LSuqVv3/FuT/8lo3rxeaxawwI8MIIAEEeDIMIAiFZQlQFLaxpYdVwzFgq6WRThZrqYo/6Qq%20mns3tQ8ZNnDRtxMChIwaNmj5p/tJVGxZMnbl4yao1S1etXLBi2YR5y2Yt2zj/jc2L39yyaefe7fuPvffB0X2nv9qx/9CBjy9%20cv6LD0/eOHb21tYDH%20/9%20OIn525/dPbm6WtffXrl5qcXrp%2098c3DH39ejp5Vv3vrx3/4sHPzx8%20suX97%207euvB3WHnn755%20sOjH/508eaN46cPL1u76Y3dTx798pdT505s37dv3ebtr7%205a8aiLfNX75q86K1xC3Yt3bhz6qyFQ8Ysmbf6YMe4aR1j57SM2vr6O9tXrZ7XOW7m0PFzh04Yn6/pm65scHL1/VsHmk5Sj6X9ejJkFCKJmspezbFMRSLb0NC/M1ssBcKGoulK0GofNrGiR1Hw6bV9BhuxXKaiwkn2kZRIY0uT5SRYxqf6o839%20muaxvMiTbEEQfA8T5IUxyotraNaBtUxLEqSJIETFEaQKJ6OJ3AYDUiKTHO6GvALMougCkXxCKKSlAjBEZbXMEL2QioCqyCkeRHZC8kAnFS0IE6qEBoi6BCBqzDkRxF3DNsPgkEYlj3lfhRRINCtsCSvR/SWi14P5wUEDyB5Qc5bzrjaFlDWFRoBlFFAGQO5CpeHAL0kVE7BHgIsxzxuWPOzOR7vs6StLodqdwR8frrGp2HgNbgr%20qYbCnWF3jyPTkXhMgwuI%20ByCvZgMNDluX9xD/bfJ9ZDnuczQ89s938baXz1%20W5aV/bCARderk/VXVn23In64nayvyWgul3hsx0c7gEFEnF3YYgUKrCYyOHukXhCFiifwCoir8miX5H8ihRUfeGAGg6okaBmhZRoWIvpgaQVTlrhlB3JxsxMLJKJhQspsyIbq8wlKjLxQiqaT9r5pF1IWcW0VZGNltJOZTbuAsvll3vbWJVLljKxYipaSJmFlFFIGb8jqn71/P7kek6oV156fvNrf3hBmH%205BOsaAwK8AOgFQQ%20CACgG4TQmaULYCoStQNgK9qyvyVWW0qViulRV6tlU09jaPGh444C2pvYhrcNHj542d%20DwcUMnLBo3/83JCzeuWL950pzF42avXLp%2057v7zqzZvPX1jTvf2Lhl47YDBz76aMeh8x%20evvrx2Uunzt/47MqFbXvP7Pvo8ukvvv7wzNWzX/3y6K//x9lbD68/fPzVkz/fe/pP1x79y61vfrrz3aN7T57c6HL795fO6LW6ev3b/1%20C%20X7tw/c/XqliN3Pr3387HPzqzefHD11lNL1h9atnb/ziMHFq57b9PuD2cuXfP6%20hWdYyePmbLhwCefzJ43deyMTTNXbNu0bXZ9/8FjZ60dNLyzbsCopkHjGtpG52sHzl2xuq5vS8CMB/R8stRQ3zosVawy7Fx9Y3vb0OER0w7pjhawZdWsqR/V3jnVHwjnCxVqQNcCemP7uIidzuYb0tlqSY4EgrrlWCTDEhRNkBRBEARBkCSl%20LTm/iOLPXpRFEmSJEkQJIqRKBZUNRLFAqIvKCm6GjC0IIugAopyMKzRNAdBlqQESUbygD4QUiFEARCfF1JARIUxBUIVCI1QbJiiVQDUINCPwCoIKl6vQRAKCPhRRINAn9ejAB6f1yt7PaLXw3tBrtwreAHOW86BHsZbxgLlLFDGAuUM5GHAcgb0kEA5BXpIoJzwdqPAMhIow4FyDCiHPX%2073XMR8zxY%20fnB4XIcKkOB7hjUHX1%204DIMLsfgcjd6EIXcnT3lJOJhUIBGQRx2F3B0g4BukLcb3KXflyGAxy33wK7w1dcgb7dn0n63Z5%20vvhg7gYDdULA7CZfRSDmLewQKcAMFFR6VWVSiEYGC3fNs0rDL3uWWXRzhdXtJkYYlGhNolKdQkcVFjhA5XOQJkSe6hC2J1Xx8UJMCqhzUfGG/Gg6oelCLBBUn0uWBSFph90ox4xgZJ5KNR0oZuyofr8jGimmnkIwWktFCKlp0T/qZSJ9PVBcSz2WvqlysKpeszCZKmVgxHXXP74iqXz2/c7f4n/V9v/JqvQiv3xS5XuTda6%2091r1797KyMgAAYBjEui4ZiaCpamGZ9zFqSLFiTrailKmorKqrr2vp19zW3jpkWNuwEe3DRw8aPX7ouCljp8%20fMHfV6xu2b9eubi1cvXbZi2aNW8VVve2vbB4tVvr3xr25p3duw4eGzrng93Hjr14ZkL2w%20cOH/z9kenPj1z9fonF27eeXj37LUr57/86uLtB6eu3bp897ubD3%206cuebz289/OL%20kwePn569fO3KjdtnP7924MTdK/f/9c7jf75858HxizdPX7t35OTezbtPbtx1YuvBm%208fOjZ9xbtv7jq07r1tC9auGThifN/2qQs37Ri3YPuYaXNaB49uGjCq/5Ap1bWtjX07Kuva2sfO7Ttk0sT5iwo9ajpGr6luatfjdYWeQ/sMbA7bhXEz13SOmTdm6tKho6dV9erMlfqkSr2i2Ux93yHLNr6Zr0oofj2ZLgV0O5NK2rYxaFBnQ59%206VyVFjSbB46W1QDFsq5Ij5IEQVM0TYscazkZiqJxgoqaCc2nURgucQJDkJqoaIKscmJE8dMgzIIgB8MSihYtK8xyGkaYDK9AaMKnKSDiA2EZgEME5QNhnxcIwnAAhjUA0EAwQpMaAruRqhoE%20kEwguOKx6MCXg2BJa9H8JRzXoDzAjKCCqBXAL0%20FGK9ZTzo4bzlPFAugF4e9FBAGQt5OARgwHIGLKchDwkCBOhFPGV/M3N1OU7L3dVhBOKhYA8BlpFQOQmX40i5iyoC9WBIOYn9zR5FwR4cKnPJhaMeAvXiiAdDylG4zGXfs1R7d667qzp79quumEOXmPALLtkXXzC4DAfLSKjMTXnmSUBmEXeztERjroOUIyCedFNuQJ4EGMJDEeUM7nkhyR7zdV0dkgKHu3eIIkfIAukTKUViAiofDnTVWeGAGglokaBmhP2W7o/pAbdDzDhGxjG6XmJGLm65k4mFlOmKXPmEXUhG8wk7n7TzSaMyG6/MJipzia7PXNf0T3U%209Uzq6hLIfkdU/er5H3L9D7n%20h1z/Q67/35PrOZJ%20pVi92DC%20TK5fKV%20/7jRffbVb9%204ej8cLeCAIQFEQJyCSRjiRYHiClxhJk4J6xIzF4rl8rrpHVV1dr6a%20df1am9uH9B8yorVz9KDREzsnzpw4Z%20nU%20QvnL542fML0yXNWjJ/z%20rRFby5bv2Pr7t1vvfvusnVvrdiwbfvBo7sPHtp74NC%20w8f3Hftk18GP3ttz9MiJc/uPfLjjg717Dh87eeH6qSt3Ln15//q9R/ee/Hzt9v3rd%2099/sUXF65c%20/z6ndOX7n186dbd7368//WDS9e/uHj94nsHtm/c/tEHn959Z/%20FU1dubnzv7dlL35i1Yu3sVe%20/8c6W0dPnNA%20eNmziqjf3XF27cXHfjrFtI1Yt33p42IRRDf2HNw3sbBsxtldz%20/CJ0wo1zf0HT1m8Zm11Q7%20Glo5EoU88W1vf1DFlWls6Ha%20rrRwyev7IKeN0xwlbUTuRLJbSSiDI%204JK0EpX1AUihmVZmuqr7dWUyVXYsXRVbZ1hR3lZIllG8MkkzVAUw5AMQ3J1vfuFAlGOFOsaOyKmQyAoiREkSgzsO5gnGYli/YLMoQQNwSwIcwAcZgQ/SQUISoMxFUYVGNMFWQJAHwhqCKIiiM3zGgT6AK8CAioEhghchWEVRlQEVkBQgyEVBH2A1/fsSlH0enjAy3m8vBcQIYAHPTICCV4P7ylzP3nAI4BeFijjIa%20EQRzkoaFyBgEIECBAAPWUwUAZApahYDkClmOwB0e8OOoh0XIWByQao1CAxgGWgGgCwlEPiQE0AZIY4GYw0BhAYwCFAQwOui8E5sWRchwpx5By7BnvcNSDQmUo1B3yvoZAr%20FIdwItx1HPs37T66ITBb3PgvC7I2AZ3DVW2c1dfI2B3XGgOwF1p5EyNwzHx%20IKRyr8M3hRiER37fvhaZAlAZoEGAJgCZCjIIlBfRyu8pSPp2WelnhK4knXAOETKc3HhvySHlLNSEAP%20Y1wQA/59ZDfjATNiN82/HErlLTD2ZiZjZmZmJGO6i68sjEjnzTySbOYjnbdLXaRy8onzULKrMjEKjLxUjpWSsdK6a6LxepCvCqfrMwmimnnvzG5XmbWy7XVy5LWr6Z/ut5ee9UDAgiCAEA5CJYTJEqQEEUjHE/wAsNwJO/jA5GQnUhYyVSyUGxuG9g8sKO2pbVjxIhREzv7Dh7e2jly%20MRJo6ZOmzxn7pTZc0ZNmTVm%20tKpC9ctXrtz5vJtb/tefo4cWr1s1e/Obb2z7cvvfw2%209uW/vWjje37tl%204NiuAx/uO/rZx2dvHj194/j5m8fPfnXpy6dX7zz9/MtH1%208/vnTz9umLl/Ycu7rj0/sfn7/40dmz7%2007cezk6Y/PnPzo00/f3Lxhzop1i9Z9eujU%20Xf37N958ODc5aumLnrj9Xe2LHtzy4KVa8bOXDJswppV75z54PyTPQdW1TSPXLvtyPjZM4eNGlfXf0K/IWMLPftlq1uq%20wwZMGTKkAmrR89c0DFmRL6qd7rQp21w/3ixrqpXczTdK10zZPDo%20e1DB1TW1iuRtJWsT2WqRS0SshKJXE26oncyU5JEv2lXVfUc2NQ5I50v5UuV0USc4liSZSiOpWhWEnwEQtI4U8r2rCj2lvlAfXNrtlCicUIW1JiRkigqIMoCQSuswOMUDaOUFxZR3IfiIgRrGGHzooZgfhiOKbwPAlUE1hkqgKFuAoSGwD4QUGFIgcEwSfpR3AcBPhDockWAgOT1PB%203FkAPDwACAAqQl/OWSRAgespl0KsikAR4BMAjQoAAegXIq2AIB5TTUDkBemSaYlAYA8pd3QoBu%20NIOYWDFAHSBMiRAEcAPAlTOEDhAENCNAHSBMSQMENCLAWzFExiAIF6ScxL4QCNgywG0m6qDA6SOICjHhLzEqgbNQOQOIAh5SjUHYVfJbAyEi93/2YKBwkUwp7NG7n2VwTwIM88sQhY5m4hwqDuGNCdAMtwsBuNdpHLzW9QOMLH4jKDudiSGFhgYY6BOQZ1/6k8g0kMrvCUwlMqz6oi7xNYRWL8CqfKjOZjQwHJNgNRI2zrYSMUMCNBKxKy9JAVCVq63zb8CUfPJe180k5H9YQVjpvBjGNk42YubuYSeiFpFVOOW2pl42YubuWTZj5pFtNWKeO42CqmnGIq%20pxc1XlXoXdKaaeUiZUysd8RVb96fgdy/aqGerGYeplcv8m4F99frtRee%2001APAiKAiA5RDsRTHIPQSJsizJcBQvc5KqREzLSaSj6UwiXyz17NU8sK19WFttS1O/ztHDx3e2DhnS0Tmyc/zEcVNnDBs/dcz0pWNnvb5kw/vrN%2098453thz45tvfAgbe37lu7ad%20xE1ePfHRqzca9Oz%208%20uHZG1v3HN288/iRc/e//ObrAyfOXrj7yxcPv7/w5d1b3zy%20evfB%20Rs3D3zy2b6TVx7Mu9755%20eunKiUu3T13%20bOuHpw%20e%20nTnkQ/f3n953fZTZy5fWPfe%20RNXbix/8%203Jc1aMmrFu9/HLU2bNau%20cNnrqkrlLV85bPmf89MkDx7%205bsflFW/ten3jG0NGTes/cHCp54DefUe3DJ45ePTsiYtWLXh9akv/3vFC72J1UyxTlchUOolqM1ZsGjGtR0NNqlCMOCnDLo2bNi1TanDyDVogGo2nY4lYPB439HguX9XSVtc5qq1nfXW%20VBVLZkiWpziB4liO523LYkla5qRCtpRK5mNOumPk6LBhaJKsiLweDDIoEZIViWIFgtbVQEhWaRh2DF0iKQFFfSgWwEgfCCgg6IcgBQJVGArgqDtx7VofFBhSIDCAoUEc65rEBrwy4PVBgAqCqtcbhGENhmUQkBGIBz0iDIgwIAIeBYZcO0UQxzQE5r3lMgoJkNeHwSGW4hGA8JYTIMAgMIkCrrKOgN1QqIzEAY5GOAruChQlAYbyMpSXoyGeQRkScpnFkBBLISwFUzhAoB4KB2kCpHCQIWGahNwXhoJpAuoqzQiQJiGKACkCJDEAR7uReBlNejga4RjUZSKJAwTqwZFyDOoanCRRgMQAHPGgzzanuXhFoTIc7E6jXp4EAgIRkuiAxGoCoQrYs9kgWGZh8dnUocDiPIuJHO4TKZ/IKBKvyoLmEwIqHwnKkaAc8osBTTAjaswOO5YeNSJmJGhGgmYkYBt%20M6KZuhJ3goVcPJe08wk7YRpxI5yyI26r%20NyGWkhGiyknF7eycdNFWC5huT98flyEVWQd957R7THdiJv/Nik3LxdQ/99rrldeeeWPr7zyB9fD9dLf8Fq318rKupWXdwcADwQBMAIgaJfgxQuMIHO8LGnBUFA3nUy2Z0OfYo/KQk11Xd%20mUm1d7YDBg0YMrm/uN2DwsP6DOoeNnjpi4qyRUxaOnfX6gjW7t%20zYseyN1ze%20f2DLroM79p09fOLs5j0nP/z84eFPTu0%20fvvktW8ePL5z%20tLtj8/funLz1pGTF85ce3Dlq4cXbt757OrNmw8eXrxx7fTnl8/d%20uni7Z%20v3Pv5yt3rxy%20e/fDEh1t2739n%204HNhy9u3rN15fqde458%20t7eY8fOnN928MCspWsmz179%20poNM%20ctnzBj5ZQ5e/cc/aRz7LSh42d2Tpo2d9my2fOndYwa1bdjTL9BMzunbh4yZmHfgcMHDhrSr21gj57t7aMW1TRMmLnkrb6DZjS0jmge2L%20id33L4FGZUk2msjZb1dtOFjOlXk0ds6ctXBEKR7Sgofl1QdD8Ab1Y0dOnhSKx2nSxjxVznESalxTJp9EMx7I8x/KqT6ExMm46xVwxFo21DmkPBTQGI6N6Ug9FaQSLhiI8TgVEnxUI8TjBInBEkePhoISgIgirMCYDoA8AVRDSEFSF4AhFKxCoIpAfQ1UYci1dCgypMKxAcBe/YFCFIRWGVAgMIJgGIzIA8gDAg14RAjQM1RBYgyHXsxrEsRBJuOSSMEiAAY3GGcSLe8txwEtBIIkCOOJB4TIMKccRj9sMMgTIEIBIQyID8zQoMJDEIQKLsDTEkCDPYCwNcTTEUiCJeV0eMQTEUpD7BYrwsjTE0hBNAARWThMAhXso3ENiHhL30CRAEeUUUU6THoFDBRYVWZRnYIaEuio1BMBgAIM9JAa4NR2OlLvL09zsQwwuw6DuBFzGER6Nx4IyHZQZv0T%20/WwQrgikKtIyR/p4UpUYVWYUmVFlVvMJAUUMqGIkKNtGwAir4aAcDsqmrsXskGOFbSNkRoKWHrL0oBnxG2HVMrRELJLPOOm4mXT0mBlO2JGEHU7HjLSjpx09HYtkEkY%20bbs2ehdY7nlRxiqmnGdto1NM2cWUXcrYz8hllTL/kB76F10RL1dbvwGmv39%20oyhzV5a9QLrnL6%2099pqr03s8HgiCMAzGCYSicZohRInjeJrmOUlVg7oZz%20bqmpvqGnvX92uuqutd0au2srFv29BhPesam1oHDRg8clDnhOHjZ4%20fvXzC3JVzlr%207etOJt7cdnD53xdLVW7bsObR1z%205d%20/a8v//08bO3L15/cOnGzePnrx49c%20WLhz/e%20e7HC9dvHf/si8%20u3T3/xb3Lt76%20cffbCzcefnbvP7787q%203Hj784s6tD09f2X/20embtzYcun/l8f%206eu/hvn27Fq4%20sHH3qbd2H1u55ej2w5%209uWnTiCnLF6zdNXvl5oXr3h8/5/0d%20/fMX7K6fdi49mETxs1c2TZsTN9BI%20r7jxw3bXpj/8Gz581pbRvc0j6%20uf%20oltYxnRMn5iraZyxZPWtBZ3P/fj1rKqPJHhU1AyrrOqoaBzUOHF6oaWwaMKRX7/5Tp7SFzKhuJWOZnkEr5g8bPi0cMeKZXKFYnTWijqQGQnYuV9XAsSJJMBwr8Lzg40Uep1NOOpWqmbFgXSKZ5EiqV3VFwooyCC4QdDSkW4GwxoskBPIIopCkStMCCMkQInpBGYBdG0QIp0xWUEBEgSENgf0oEiYJHwQGCVxDkQCGqzCmoYiGwF2fXQdTQESBEAGEZAAMoWiUonUM80OQCkMqAmUD/jBJCKBHhAE/S3IIwGMgh0MUDDAoQsEQgXhx1AWWF0c9hCtjkRBDwi8a1mUOFXlU4GCOgUUO5xlIYGGe6eoZGRLiSZinYZ6FadLD0oDAIe47RXgYysvSAMeANOl1f0KTHobydn2Tgf0SqSm0JOCuu4qjMQqDCdRDoF4C8xKYF0O67gSeaWdlKFSGw2Us7vFxqLufNaTQAZn6uyMxfonVRDogswEfF1AFv8oHNTGoCUFNjAR9RlixDL8ZUSNBXzgoW7rmWKGoGYyaIcfSo2YkaoSjRiRqBmwzGLWCMTsUs0OxaDhmhxJOJBYNx51I3AqlopFkPJxKRLIpw/VDuCeftItpp5SOdX2mHLedfKFzdAqpLnW/ImNX/GPWXL/yc/1nctVv9owvku6Vl1D1mw1jt27dnpMLxxGSRBmGoCiM4yhBYBiek1QlqIeNqG0n45nKUmXvXo2t/arqevVsaGxqbevTf0B9y8CmtqEtg0e1dU4eP3P%20lHnLF7/x/txlb%2087cfPG7U/Xbnxz3bt739i4Y%20P2o/uOfbx134mPzt66%20dXXH3566fSle6e%20eHrj6ydXb9w4ce7u%20VtPH/38H9/89KdbD7558N3P3/7w09M/Pb376P6VW3c%20u3bzwhfXz1w%20tvL9k2ev//zlg/uHPz3/3sGLh8/dPXbx3uEL9y9eOb7h3TenL1k9b8PBJRu3zFz69up3d89dvHju4tUjxs1qbB21YOVHi1cu7z%20os7H/oM7xI3v1Hd46aHptw4COkbOGjF40fMyiQZ0zOsfMaWzskcnXZ0r1xR6NupOvqBs7Z8m6/h2d/YdM6Ns2vKq2bzxdU9UwzBcKqn6zualvMpGQlJCoGKlCDzVgp7KlYMSwYol8Rc/29haWZVjOpxuOLKmqEhB52cf5etXUTJrcx9KDFI5wNEnjJA1jMs1JFKurAQ4jWBTnEVRCsQBFSzAaZnkRghUIDZNUAMODOBnCKQ3BAxgZxCkNwXWKDWBEACXCJG3QXBAnVRhTUVwjKBUn/BhhMHyYpH0eKIySEZz2eYEoTmY40SHpMAT7IcggyayqOqKgoLCIgCpPPTdhshjIYM8EKQxwj/ufDAmzFCxyuMjA7g4Ld/u8JhKKRPgEvGtJKuu2ZrBAgzwLcwzIsxBLgywNsDTAMRBHgywN0qSXIsoZChA4mGfhri9QXU0oTXoZClBkIuhnJR73iZQqsyJHMSTmqmkUDqC4FyM8OOnBcC%20BeXHU4xaJOFJOYmUM7lF4JCBjYZWMaFRIcQNL2YjGBVTOr/J%20hferfEAVQn7R/QwHpEhQjgR9ZkSzDb%20l%2081IUA/5XRneNgKOFYxHI/FoJB7Vo0YkZhmOFY6agZjtTycimZSeihuJmJ5w9IQTiUcjCUdPxoxkPJJKRDJJK5%20KFlLRXDqaTUWL2bhbZLkyvNs5ltKxikz871rIjCve/2PrXC/fJ74Isl9fFD7zo/4XRdnL5HKd9GVlZV6vF0EQFIMIEqFohKJxlqd4iWVFVtLkRCaZyCTNmJUuZjMVxer6umLPmur6hub29vbhg2v6NPdu7mgZOnnwmBkjp8ybPGfZrOUr1m1YNGnh2xve37PkjXUL123btPvQm9uPHDlx5p0dB7YfuX77OX1ScAAAIABJREFUwU8Pnzz57MoXp67e/e7J4%20tfXjt06tblO4%20v3H1448HjWw%20fnL925%20qdO%20euXj/48acfnrh3%20ctv79y7fvjYp3sv/dtP/%20f//fX3Dz489dHKDRvfP3Ll/K0be48c2Lx9%205w33p%200aOvrW47MXbVj9dZPl63ZMGHuu6s3bR42ZXHnxJmTFr3/zs4NC1ceHjdtdmWPgSMnvbvm7VUtLU1jZu1dsfWzjTt3jJ00qliqyRYGjZi0prm1XyJbHTRzE2Zvmj1zSDbfNGnu2tETp9T2aQnoyXETpxuRkKgEwobj08KyEorouWyyEHVKtfUN0WgymWuq7TNIFEVeFLKFQjKd5jhJEhWG5gNaoLl/Yy5Tw1AsTeA0ThAIRiOYj%20F75EumP6SrAYGgfAStUYwEIz4Uy5uWhuB%20BI8KYojAAygRIpgII6goHiRpneUDBKUimAZj2UAoJvoCKOHHyRDNBigmwvJRUa4IG2GcCKJYWlbSvBT2ALX%20YJXkSxCUiWB%20EIwQREKWDIZWUFhGIYlEeAJy4/QEGmUpmKFgV4SicJAmIZZCGBJmaYSlEJEnfByuiVTQRwXkrr3zfpnSJFITyYBM%208WuaWeJhXkW4lm46zAQSwMMBXAM6OKMobwMBfAsJPKoLGJu7dZFNwZ0KzKehTkWFkVc87ESTwkszjMoR6MMCVEkRFIgQQEECRIEQOAAgXoJ1IMhZQTWncTKOMqr8FBIJfUAE/EzYY2N%20PmwXwj5xaAmBjUx5JfCASkckELPmKWHfEZYtQy/bYVtK2IaISMc0EOu%20yFoG8FYNJxwwsmYHo/qUStkG0HbDORSRkXOKWWj%20Uwsm4ymHDNpGwk7knL0dMxIOZGUE8nGrVzCcsmVSzvFbLwym3hB5IqWMtGqXLIynyxmYhWZeEUmXplNVmSSxVS8mIr/jqj61fN7kuuPv2WLf5lEL/78Req9zDj35244anl5ucfrASEQQRAMRygKZTmMZgiaI2VN8oc1JaiErVC6kCpWFbKlrJ1K5Kurapv7tg5tr27o3TGio0d9U%20/mwZ2T12zatGT81DkzFq%20YtnDZ5MUrpyzctPejO2cvH1u%20fvu2fXs3bNu569CBrXt37T568vi5i3uPHjv9%20aVPLl7//M7jBz/8%20fa3T6/c7mw6eP/vQvd7790%201vfvz6xx/vfPf489t3P/386snPbx4/9%20Wh0/dO33x69d7dTy8c33v807d2HJi1%20thnX3y5cffRt3YeXbvj%20Otv7d78wcGVG7eueXv75h27Zy5dvWrLka07N7aPmdwxfu7KN9ctXbN25evzh4%20ZM7Bz2ojxc%20r7DB09bf3xzz8bP27I0pWL8xVtS989Omp0a1VNXb6iV6G6ru%20Att79Bvfs0zF1/rrmAf3SuSojlhs%20aqIdS2hBUwtatXV9Q%20H4wOETR02YMmnaJE3zFYvVjf361zdX8ALPCDzN0qqqcqwYteM0ySiipIi%20Xr0bZEmTeYmjaJ8gMigRktWwrCmsYIciIkEHedn2%20QUI9qGYKcoa5DrmkRBOOaKcCUTCjOiomooTGkHGtYAfIwMYGSLopM%20vU6zOCYYg6rwQV/0Gw8dY0UKwKErkeKlSVGIwUimKFYKQIMgUw4UQJEzgBssEcFTFERmFZAIRScSNzRNZjKMRloIZAmJIiCFhd/zFjQB1X3wcGZTZsMqGFMbtv4ItmLizMiIFOqREg8KnKIwCECC4s8wrOQiy33sDTI0iDHQJKAqj5K81E%20CRd55PlvGQrgGIjjYC3A%20lVeFiiRI0SeEDmco1GWRkgSIimI4TCaQUkKcmV7DCnD0e4kVkbhZQLt8Uuo7qfNIGsGBSMouoQKB%20VwQIqEulClhxQ9rOghnx5SbMMfs0PxuB1PRC1bN/WQq8ob4YClByzdH7XUWDToWEHL8Ju6FjWD2YTuxjzkM04%206WQcO2HoceNvDi/XIZGLW4VkNJd2sik7/8wPUUw7pUysmLZ7FBO9KnLVpUwpl3CxVZlNVWTSxVSimEr8jqj61fP7d4u/AtZvKve/WYs9/yO/SS6Px%20OFQQAGYATACYSmcZajKJ6kOFJUBSUoBgxFjwZzlalY2jZjZjyTShcKlbW9a5uaaxqbavo2N7W2Nw5sb2hrax3SOWLysrnLl05dsGTuijcWrl41ce68tZvefWvrrk3bdixYtW3zngOrNmxc/%207Og5%20cOXnx/IFPzn/w0cVzX9y//OVXJ85dvnD7m7vf/fL4l3/99ue/fP30h3vfPb758OHlr5788Nf/69rNuw/emHPz/97NL1K7dv7Tl4bO07h46durD%20vcOb3tuzYeuBA%20e%20PHzq3PbdO5eseGPqnMWT565YunrtG6tXTV64d/PebRNnL2wdPmX6olULlq2eNGP%20kJEzW9omzV7yzuQ583o3DB42buHgYbOmzlpV1WvgvCWjc/lkZY/e8XTRSVQls%201z3tjep/%20gd/bumzR7XO/GhlShV8/G9lJV70y%20SvJFSpV1lplQlUAwEHGiuqKGI2asZ/3AZL5A8QzFMRTHGLatRyzTtCiS4ig6lsgMHDrcCDptLUONkE7jBEOQRiCSsZIiw/kVNeRTRJQUUVzCcQlGFYxQMDyAEQEYNwgmxss2K%20T94YJhhgg6ISppXzin6hYtx1glIQbSaiSphExWtAW50ozGBF%209FU8RdJ7mqkWpRpRzFJ0miAxFxTA0ThIWTRg0GWGoCMf4GUKhMJlEBQJ23U%20ub1OkUNcDxTOowCEBjYsE5YDKd/GLwVS%20C09%20iQj6aPe4SwZdooVVJiBTmoirwrOBZx4VOEQSMElARR4RuS5CSQKq8FhAptxNX5pMSgLKs5DbV4ocwvOIT6VEieI5V/AiRA4XWJxnMJZCeBblBYLjSYrCKRwhMYDEvQRW5rorGArwCbAZ4mKGFDfVmKE5Eb8ZUY2wooeUSEgyIj4zonXBK6QYYdU2Aqm4mc5EE0nbccyoGXGPGQ6aEb8RUS3DZ5uapWuW4XessK2Ho2YwYT8P5DISph7TI06kK6UrGzMzjp6NR/JJK5ewMyk7m7KzqWghGS2mnULSdhf/1FQka3vma2sqqkv5iky6KpsppVPFZOK/Gble1Olf%20a37xJc7wZf55T6vvvrqi62i1%20vFSYygUBQDcALCcYiiMIoleJFR/aIWFo1YMGRquh02HMNJxVOFQq6qurapb21TS01Dc8OA1qFjRvUfOqi2pb1P68iO8YtXvr18/NQJI6fMmbP09Umz509Z9Pri9ZvWbN626p3t2w8efuu9HW%209/8Hb2w4eOnn16Lnrd7774cSFG1989f1X3/1w8uLt29/%20y7e//PXpP//b07/89d6TH7/9819u3L93/avvzt98/OWjX67ef3Lz0S%20P/vTj%20Wu39x/9dPfhE4cvPP7o5Mer3v3s2pNfjn/63vzly2Yv2r7qzR3T5y2bv3TN4LHLN%20y7un3vG6MnTK3vP3bpm5vbho7tGDl54MjxgyZMHTVjWuugkQ39BndOnD1y/JSRYye3DxlR2auPnswmc1UtQybNWrWp54BxOw7tTyTSdU0tver65Es9rUSxWN3S0KfJimciVrpnw9BisT4Wy1X3qE/le0ZTVfF0dUNLXztpkixL8ywjCAwvOvGUadsESdIUlUwkelb3iJmx/s39RJbjaZ4hmHQinUqmGYIydd2M6CLOijgT5GQ/ySoYGSJom%20EslCrIgSTBpim%20yufvJQeLlFAjqRWc2hJLFyQtp%20q947kaJ907nsv7ggmWH1jdoygrfSNWH0nrQXL1gq%203rNRIco6kMiQVxzGHwHQCCROYybF%20ElOfYYvDIZHGVJ4RaJynMJHBeBrlaYRnYdVHBv28IjOSQHI0KrC4xGA%20Fn%202qBXTRNwvkc/R80xR4gIypYmEXyI0kVR4QpNIn4i5jaEs4opMCBzMMZAsYqpMBnxUWGWNgBDWWL9M%20SRc4lGBgyUBFQVU4BGORXgWEVjUdTNIvFsAYgKHyyLFcyRD4QyJ0QRM4SCJeQjUQ%20EemvT6eNgxxHwqkE8bmYSeiEaeaViqEVZMXTUjqoshM6KaEdWxgqmEns04qaQdc8yEY8WjZswyLD1khgN6SHO/ZkY0xwrFbN2xdNsIRY2QrQdtPRg1wlE9HA37o2HN0f1JK5x29JQdycYjxZRdTDmFtJNPRnNJuyu3K2nnk1YxbfesSNfVFHtWFKry2apspiKTzifj2UTMPb8jqn71/M7d4stF1n/2/KYS/5sKV7dur5WXlwEAgGEwRWMUjZAUjGIAhrnbzEifwmphwRfglKDoj2hhKxJNxJOFYrayqqahsXFAW%20eE4U2tg4eOGTmwc2i/wWOmzJ83YtKcWYumDx8/fsjkxYvXvzVp7ryZSzYuXvf%20vDc2vL5x89s79uw8/NH2gx9u2Xto95GTxy9cOf7ZlZMXr1%208%20fWD73%2089tWDz67fu/Xk8ZN//vPTPz99%20ufvv/n%2025sP7l68fuvq/cff/OmXp//0w5mrNy7df3L28pnDn3z8/q5Dn5y7uGf/7qXrtp67emr9xhXzV65bum7re7vfmzBnxeK1uxet3rXzyJGpsxeMmjBz9LSFY2YtGTRh1qR5i/oOGtzS0dnUNnLk5IUdw9orevVpHTK1ceDwvm1DM6WaeK7CiGej6ULTgLZhk6a1DWmrqurdq7GtT7/2ng0tiWyPGTPmhiOx2oYOzheubBhW07u%20WKwvVTTUNferqq%20vqq1zEjlJCfm0SFB3eFkNRkxZCyTSeYaTeJ6346YRCaRicTMckTkxakRZnLP1WEVFLYVTHMlInGRETEVQ8lbKFNUQI/gRPIoSWZioJtieOF/P%20AaFnRYp2F8J19FCiy/cEUv3VoKt6dyATL4hlhhcUVXrD5V4aWSv3v0Nu1HWGiS1J833EZXeklJBs3mSThNEiiQdAguhYJjA/BgaoIkgR2ksKdEYTyAcDosUIdAkTxMih3MMyjGIwCGKTIo8JnKEwOECi4ss7uMIhSMCMunK811bpmXKxVZAptziSxUwIyAYAUETKb/E%20CVSETCJR0UelQRUkQlJQDkaFHkkoDGaTIZVNqxxYZUJKUzQz6oyKYuYJGAChwgc7FZhAgeLHMGzmCyQYleqMumTaIEl2S5yQSQOkJiXxAAC89KkR%20ahuCVV5MJVFfF81k7E9KjZ5SA1I5qpa5au2YbfsUJRK2gb/pgdTCUiubSTS8WSMTvhWImo5Zi6bYSfWSL8pq45VjDh6AnHSDhW1Iy4v9WDfj3kt41wNOJ3Iv7n6RFpR88l9GIqWpGJu6L7c7dXLm4VU04xbbs6V3U%20U5nNVKRThUS8kIyn404mGcsk/yHJ9bzmepFWL3eOL3aFL9dc/3X95faJIOhBURAEywGgzM2KgBHANaPiBIjhXpKCeJGkGVQQGN7HKwFVt63qXtW1jT179KnrUd/Q1D6w76ChUxeOah/R3jGic%20LMqYNHjho/bdqQiTNHTl06c/kbUxcsmbFk9fK3N69/b/Mbb7//7q4jm3d9uPvIyfc/%20GTTzg/e3bX/6JnzR0%20fO3nxiws3bt%204d%20/qV3duffvtlbu3bz18fPb6t1/9%20O%20Pfvn3n//t325/8%20DK7RtXbt289OWXNx/cu3zj6o6DJ46evvbW1v0HPjq97M13V7%209cdbileu3HFm2evWsZSvnbvhg2dvvb3x3/eI1m5asXz92xtz2sQvmrtkyfe7SzgnT%20g2du2Dpm62Dp4%20bsqR1YEeiasjY5UcmzJ5ZVddQ0zggU2xoGjS5R/2AptaOdC5frOxlOfmaxiEdY8Y2tLXZTko3rUDI6Nva3Ktx%20PgZS1sGDB42ZNywYcMVn1/1h1LZQiJVtKykk6nI19RLisZLim45qVyBFSRG4BmW5TkuoKqpWNQI6o4RDUtGVWV929AREucLqSEjaJTy%20ZCqpm3L8PlUijJpLkWxlQTbj5IHkHwrLY3wWx2cr42R2hipXQl3hMyBht1kRIcXq1qiibZkqsW2e/h8LabVbsf6KsF6wdeD5mpYoQcrFEm6QNElns%20xbJwgLIwwCTJCEGGKjHCMnyFlkpBJQsQwiSI1gZNZiqUQge1ab%20MyS%20RwnkFFFvNxhF8i3SIrIFMhhQmrrF8i/RIR9HXtSQ0pjOuccnSf7ufDKut2kUEf7ZfIrm6RRwUOcWGkyKTqI1WZ9EmEJpHuysKwygYVWhZxl1wCB8siJouYyBNdNZeA%20URSEkiRw3mmS55jKZgmQHcIicS8FFEu8pBlMcVCpLJkF/OJdMKK2SHHCtqGP2oGombANvyOHYpHwzE7HI%20GU3E9k9JzaSebctJxJ%20FYMduIWYZthG0j7Fi6e6XoWKFkTM8k7WTMiFmGFQkZ4YCLtphtpGwzYUbiZtANkMg4htsbutpWIRnNJVxyOYVkPBtzMgknk4gVU4lSOlWZzZRSyXw8lk/ECsnEP27N9Sty/apnfBlMLxPqVy3kr7H1SrfXXu1WXl6OYTBFYRgCAkAZAJQDgBeAAJIhOJ7ACA%20CliEoQJAISaEcR/EyJ6qSPxyKpVLxbCaez1fWNTS2DW7tHNExYviQMUM6RgweNXHioBGjR4yfNGrqgjnL1s5btmH9u%20vnLn19ztJ1C1dv3rL3w3Wbd%208/dnr7vv27Dh058MnJrbuPbD/0yUdnzn18%20uxn176%20fOvB59eufHThqzvfPfn81oMn//TPtx89%20erp97cffX/vm9tHz5w7ffWLU%20c/2XNoz3tHz5%2089tXhk8f3nfhszyfn9x7/aMPWHTuPfLJg9Z6d%20w9NW3Zw5baj81etGzx%205rDJK2YuX90%20cmJTR%20ekBSvGTJ82dvq8gSOmrXhn24ipm/afPFRT19g0euHaI5%20vXjMxWdFn3KyZpd6tzZ3TO8aMz1RWhqMZJ1PppOs7Rs2qbW7p0acpV92z2LMhEs9o4WSvPh0DO6e3Dx%20ZL6VDekDRgol0QQuapcrafL4ikytkcwU9WtDtdDSeCemWEgj5/AG/P6z4gnrEjicqJCEUM7JRM92zZ2Pv6oaApmua6Q/YfjXE0ZwiCLqiGaIcF5UMw9ewcishjma1kaw2JeBMEUNTOf8YxtfB%20IaF7f5qaHixojli9jfsvobZHNEbw5E6n1rvU/vIam9JqaDYak4oMVyWoDM4nSTpJEnHCDJGMTZFWzQdZRibYcIE4ScoP0WrJKWyjELTAo4JFC4yuMTgMkuIHOETKTfyRRHpgMyGFMYvkW5vqPs5OyzZYdnFU0hhgj7avVsM%20igzyFlhwQoJeoC1QpIREFwlyydgMo/yLCRwiCITfpVWZFLkUZ6FfSIeUOiIn7HCghnkggotcojAwu43VR/ZpdNzuNt1SjwmC6TEEzyDcgzqGvSfuTq8NOkRODASoQv5cEXJriikMkkrHo3Eo6G4E3rmXYjEo5G4E4nZ4VTcyCStbMrKpqK5VCyTiKXi0UTUso2wpQfiUT0ZMxOOEY8aMSuSjOmpuBF3IlEzFDWDjhV2TN1FW8I241YkboViVigRjaRiupvm7M5duzNAhWQ0l4xlE7GUY6fjTjru5FOJYiZVSCfy8Vg%204RSSTjEVK6ZjxX9MV8TLOtcf/v75VZ31X9DqNyuvV1/p3u21MhAEcQJBERABPQBQBgAeLwAAMC76AobpY3kQwz0o1pWVyvG04OOVgOrzq/5wKGzbdipT6t3QPGjoxLkzlq9bsmjVxI7BzQOHDh80YtSwMeM6Ro%20fsWjB9Hnzl65cNnbK7FmL185dufGNTZvXvPvuuzv3btu9f8Pm9/d9dPraVzc%20OH7mzKVrx44fOnD0yhdfPzh66vDOI6cu3nj0%20Kdf7j968NXDh7e%20ffzkL//bT//0y%200f/v2X//X//PzXv5649sON7//3H//10bYDBw%20de7D/zOenLn%20xatN7r2/eOWf1ri2Hrhw%20//0n509sO/zx65venjJ3/YI3Vo%20bvmDY%20Bkdo%20bMXvT6yEmzx89c2DFmXL9hk6cumNavY1BT6%20C2YfMWrlpdrK3v1dI%20ePKixvYhNY0DKmv7RnNV6aq6un6Dh4wY27O2KV2sMeOFYq8GK1sI2cne/fp1jh1V3bMqGDSiyVwwkqip61tRXZ9M9yxWDQgZpR61ba2DRw0aPKyyR13IsHUrFggbAb9hWZlYsmrJxp2xeLFzxOSGhgGOlepVWVfM9cgVe9Y1DXCcJM%20KPkGqyZeSgYgjyDGWy1N8C%208bJvrHKpEZodgUwT9f0qfzgVGcNioSbQvqA027JWI0hsL9TbtO8/czrd6K2ugPNgfCPUSpRpTrtECFIGZpNoXTMZyME5SN4DZB2hRlklSUYWI8b5KUQTA6QVs0p9NsgGYUitR4zseSCkf6WELiSYkn3ZgqVWI0gdZEIqyyVki0QqIZFFweRTTOCAhGgHd7Rr9EBmTCDLJ2mDdDbFQXHN3n6IoVktyOUn0m1fskXPVRikxIAsaziMAhsoAFZMwK81Fd1P2c6pZpHOKTCJ%20Iy4L778FFHpFFzCcRPomSRVJgMXfwiCFhhoRpAqQIgKEASYD1MJt

#2

Invité
Bonjour,
Je ne sais pas expliquer ce phénomène
Mais ce que je peux te dire c'est que ca m'arrive de temps en temps sur mes soudures tig inox, même sur des pièces propres avant soudure.
Au boulot de mon père (raccords de tuyauteries inox alimentaire) ce phénomène apparaît aussi, et pourtant les soudeurs sont compétents.
Cela me fait penser a des impuretés qui remontent a la surface lors de la soudure, mais je n'en sait pas plus !
#3

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Ce type de traces noires superficielles s'éliminent par microbillage avec billes de verre rondes spéciales pour acier inoxydable.
C'est une méthode fiable pour donner un état de surface irréprochable d'aspect mat.
Bien sur le surcoût de ce traitement de surface est non négligeable.
http://www.euro-inox.org/pdf/build/Finishes02_FR.pdf
Un cycle de traitement par microbillage de pièces en acier inoxydable est généralement suivi d'une passivation, afin de reformer la couche passive protectrice d'oxyde de chrome.
Cordialement,
#4

Phx1337 En ligne le 05/06/2017 à 12:29 (22 messages sur soudeurs.com)
Métal d'apport oxydé
#5

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
lors du soudage il ne faut pas sortir le bout du métal d'apport du flux de gaz, et lors des arrêts le maintenir dedans pendant la durée du post gaz, toujours, lors des arrêts, faire gaffe à laisser toujours la torche en place pendant la durée du post gaz, un retrait trop rapide de la torche peut aussi provoquer des oxydations
#6

RMA26 En ligne le 02/10/2015 à 09:43 (1 message sur soudeurs.com)
Bonjour,
Un ancien me parle de "brûlure" de l'Inox austénitique si l'on apporte trop de chaleur (je traduis par perte au feu de Cr ou Ni ayant pour effet de ne plus permettre la protection par CrO dans ces zones) notamment en cas de reprise ou réparation du cordon par soudure.
Que pensez-vous de cette hypothèse? J'étais moi aussi parti sur l'idée de pollution car ayant déjà fait l'erreur par moi-même, cependant j'ai du mal à croire que mes soudeurs aux multiples QS en soient à ces erreurs de débutant (sortir la baguette, réduire le post-gaz, ne pas recouper la boule oxydée en bout de baguette).
Merci!
#7
jean-luc-elta En ligne le 08/09/2014 à 13:46 (2 messages sur soudeurs.com)
L'analyse au MEB des traces noires a montré qu'il s'agissait d'oxydes présents uniquement à la surface du cordon. cela s'apparente à ce que l'on peut retourver à la surface lorsque l'on fait des soudures avec laitier.
Dans mon cas, la soudure d'angle comporte beaucoup d'apport de matière, bcp de chauffe avec sans doute pas assez de protection gazeuse.
Le brossage du cordon ne fait que "coucher" une fine pellicule d'inox qui vient masquer la trace noire. ensuite après décapage chimique, cette fine couche est éliminé et la trace réappara^^it.
En correctif, il est donc nécessaire de meuler pour éliminer tout l'oxyde (le polissage est inssuffisant, je dis bien meuler)
En préventif, on va chercher à améliorer le procédé de soudage en améliorant la protection gazeuse et en améliorant aussi la géométrie du pied de cordon. A ce jour celle ci n'a pas une forme concave continue mais des aspérités dans lesquelles les oxydes sont difficile à éliminer par polissage et nécessitant donc le meulage.
merci à ceux qui m'ont apporté des aides sur cette problématique
Envoyé par RMA26
Bonjour,
Un ancien me parle de "brûlure" de l'Inox austénitique si l'on apporte trop de chaleur (je traduis par perte au feu de Cr ou Ni ayant pour effet de ne plus permettre la protection par CrO dans ces zones) notamment en cas de reprise ou réparation du cordon par soudure.
Que pensez-vous de cette hypothèse? J'étais moi aussi parti sur l'idée de pollution car ayant déjà fait l'erreur par moi-même, cependant j'ai du mal à croire que mes soudeurs aux multiples QS en soient à ces erreurs de débutant (sortir la baguette, réduire le post-gaz, ne pas recouper la boule oxydée en bout de baguette).
Merci!
#8

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
Bonjour à tous
oui j'ai déja vu ce problème sur l'inox
ce sont des impureté qu'on introduit pendant le soudage
même si les pièces sont propre
suite à un meulage,on renettoie pas forcément ce qu'on à fait par exemple
on ne travail pas l'inox comme l'acier
il y a des protection à prendre
la moindre oxydation,turbulance du gaz, crée des impuretés
cdt
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412
jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00
