
3 réponses -
Accéder à la dernière réponse
#1


fabrice38340 En ligne le 06/02/2017 à 14:45 (18 messages sur soudeurs.com)
Sujet : Comment souder Weldox700 avec E24
Bonjour,
Je tiens à préciser que j'ai vu le message récent de SATAIK concernant le soudage de Hardox450 avec de l'E24 mais les liens ne marchent pas.
Ma configuration est la suivante, je dois assembler 2 tôles en angle pour faire des cordons de 8.
Les soudures sont en discontinues et font une longueur de 200. Cette pièce subira beaucoup de contrainte durant sa durée de vie.
Sur le plan de ma pièce c'est marqué de souder avec de la 7018 ou 7016?
Je ne sais pas si c'est vraiment exacte, car je ne trouve rien de précis sur internet. Mon désir serait de souder en semi-automatique, j'ai du fil basique en stock, c'est du Fluxofil 31 mais je ne sais pas s'il conviendrait.
Merci pour ceux qui me répondront.
Cordialement

#2


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonsoir,
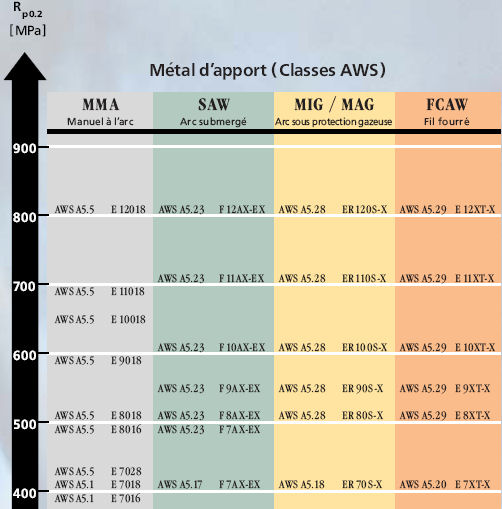
Le choix d'une électrode type E 7018 (enrobage basique) ou E46 4 B 3 2 H5 semble être un bon choix pour un assemblage hétérogène S235 / Weldox 700.
Il faudra prévoir au moins 3 passes pour une gorge de 8 mm.
N'oubliez pas de préchauffer la tôle en Weldox 700 à 80 / 100°C mini avant soudage.
Cordialement,
#3
fabrice38340 En ligne le 06/02/2017 à 14:45 (18 messages sur soudeurs.com)
Merci Dusweld1 pour votre réponse si rapide. Je ne comprend pas trop le schéma. Mon assemblage est avec de la Weldox 700 donc mon métal d'apport devrait pas être du E11018? Car en plus la pièce travail avec beaucoup de solliciations.
Et comme je vous disais j'aimerais souder au fil donc est ce que mon Fluxofil 31 (suivant EN 758 - T 42 4B C 3 H5) pourrait convenir?
Je sais que c'est un fil basique mais comment savoir s'il est adapter au soudage de Weldox700 avec E24?
#4
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Le diagramme présenté est d'application pour les assemblages homogènes de Weldox.
Donc effectivement, il faut utiliser une électrode basique AWS E 110.18 pour un assemblage Weldox 700 / Weldox 700.
Maintenant, rien ne vous empêche d'utiliser votre fil fourré basique sachant que les caractéristiques mécaniques de ce fil fourré sont supérieures à la nuance S235 mais inférieures au Weldox 700.
Cordialement,
Sujets connexes les plus populaires
Metal d'apport pour corten. TIG ou MIG
30/09/2011 16:11:54 - rodolphe01
Réponses : 1
Affichages : 4776
Affichages : 4776
BLONDIN2170
30/09/2011 20:15:15
BTS ROC: Soudage HARDOX 400 + S355J2
15/12/2009 13:03:20 - tounu44
Réponses : 4
Affichages : 9889
Affichages : 9889
Admin dusweld1
27/12/2009 08:47:30
Soudabilité E 24 sur Hardox 450
06/05/2009 14:12:14 - sataik
Réponses : 12
Affichages : 12328
Affichages : 12328
vincent77710
15/01/2014 13:16:56
Question Posée PROCÉDÉ DE SOUDAGE HARDOX 400 et 25CD4 (G25 Cr Mo 4)
20/01/2011 14:25:16 - PIAPIA
Réponses : 1
Affichages : 6830
Affichages : 6830
Admin dusweld1
23/01/2011 08:47:33
quelles techniques pour le soudage HARDOX
28/03/2005 12:05:14 - philbil
Réponses : 1
Affichages : 8606
Affichages : 8606
Soudage de l'acier HLES S890 ou WELDOX 900
21/06/2008 09:15:09 - hles890
Réponses : 1
Affichages : 6926
Affichages : 6926
Admin dusweld1
21/06/2008 11:17:50
Qmos hardox
08/10/2010 09:21:36 - zatochiQAQC
Réponses : 5
Affichages : 4853
Affichages : 4853
Soudure tole domex protect 500
12/07/2007 21:01:21 - requof27
Réponses : 2
Affichages : 5679
Affichages : 5679
Wear resistance sheet
26/07/2010 12:08:41 - leihotikan
Réponses : 7
Affichages : 4354
Affichages : 4354
Admin dusweld1
29/07/2010 11:27:00
Comment souder Weldox700 avec E24
04/06/2009 13:47:55 - fabrice38340
Réponses : 3
Affichages : 4788
Affichages : 4788
Admin dusweld1
05/06/2009 09:50:54
Soudabilité (HARDOX)
15/07/2010 14:49:45 - qualite
Réponses : 1
Affichages : 4532
Affichages : 4532
Admin dusweld1
15/07/2010 15:54:46
qui peut souder du weldox 900 ?
18/07/2009 18:49:35 - caribou2
Réponses : 1
Affichages : 2969
Affichages : 2969
Admin dusweld1
19/07/2009 07:11:05
energie de soudage pour HARDOX
21/07/2010 08:20:11 - qualite
Réponses : 1
Affichages : 2867
Affichages : 2867
gilles574
21/07/2010 08:48:22
Proposition Guide pour le soudage des aciers Hardox par SSAB
21/01/2018 16:26:03 - Dominique ADMIN
Réponses : 1
Affichages : 986
Affichages : 986
jerome03
13/12/2020 16:02:58
Demande de renseignement pour réaliser un dossier bts métallurgique
14/01/2008 15:38:38 - sebastien-27
Réponses : 1
Affichages : 3750
Affichages : 3750
Admin dusweld1
19/01/2008 06:41:52
problème de ressort
08/01/2012 07:05:04 - umog
Réponses : 2
Affichages : 2543
Affichages : 2543
umog
08/01/2012 10:53:26
