
#1

Invité
Sujet : Soudage de l'acier HLES S890 ou WELDOX 900
Bonjour
Je dois assembler des tôles en angle de nuance WELDOX 900 (S890)
Les épaisseurs sont comprises entre 8 et 20 mm
Je suis tenté d'appliquer un préchauffage de 100° celsius.
J'ai sélectionné le procédé de soudage MAG et ARC avec électrodes enrobées.
Quels sont vos conseils avisés sur le soudage de ce matériau ?
Merci pour votre aide et la qualité de votre site.

#2


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
L’acier à très haute limite élastique soudage S890 (Q, QL ou QL1) est normalisé selon EN 10025 ou EN 10137
La composition chimique type de l'acier est :
C 0,20% maxi
Si 0,80% maxi
Mn 1,70% maxi
Cr 1.50% maxi
Mo 0,70% maxi
Ni 1,50% maxi
Al 0,015% mini
P < 0,020%
S < 0,005%
Les caractéristiques mécaniques sont les suivantes :
Rm > 940 MPa
Re > 890 MPa
A% > 11%
S890Q KV > 30 Joules à -20°C
S890QL KV > 30 Joules à -40°C
S890QL1 KV > 40 Joules à -40°C
Le carbone équivalent CEV est de 0,56 environ.
Le préchauffage est préconisé à 80°C pour les épaisseurs inférieures à 10 mm
Le préchauffage est préconisé à 100°C pour les épaisseurs de 15 à 25 mm
Le préchauffage est préconisé à 150°C pour les épaisseurs de 25 à 50 mm
La température entre passes doit être inférieure à 150°C + 25°C
Aucun soudage si la température ambiante est inférieure à 5°C
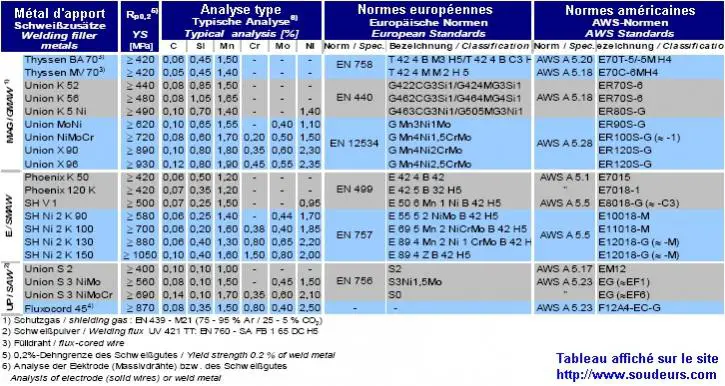
Le fil d’apport doit être de qualité AWS A 5.28 ER 110 ou 120S-X ou EN 12534 – G Mn4 Ni2 Cr Mo
ESAB OK Aristorod 13.47 ou Autrod 13.31 ou BÖHLER Union X90 – IG / M21
Les électrodes enrobées doivent être de qualité AWS A 5.5 E 120-18 ou EN 757 – E 89 6 Z B 42 H5
ESAB OK 75.78 ou Phoenix SH Ni2 K130 ou OERLIKON TENACITO 100 ou BÖHLER FOX EV 100
Les informations techniques sont données à titre indicatif.
Elles ne peuvent engagées la responsabilité de ce site web et/ou de son auteur.
Cordialement,
Sujets connexes les plus populaires
Metal d'apport pour corten. TIG ou MIG
30/09/2011 16:11:54 - rodolphe01
Réponses : 1
Affichages : 4776
Affichages : 4776
BLONDIN2170
30/09/2011 20:15:15
BTS ROC: Soudage HARDOX 400 + S355J2
15/12/2009 13:03:20 - tounu44
Réponses : 4
Affichages : 9889
Affichages : 9889
Admin dusweld1
27/12/2009 08:47:30
Soudabilité E 24 sur Hardox 450
06/05/2009 14:12:14 - sataik
Réponses : 12
Affichages : 12328
Affichages : 12328

vincent77710
15/01/2014 13:16:56
Question Posée PROCÉDÉ DE SOUDAGE HARDOX 400 et 25CD4 (G25 Cr Mo 4)
20/01/2011 14:25:16 - PIAPIA
Réponses : 1
Affichages : 6830
Affichages : 6830
Admin dusweld1
23/01/2011 08:47:33
quelles techniques pour le soudage HARDOX
28/03/2005 12:05:14 - philbil
Réponses : 1
Affichages : 8606
Affichages : 8606
Soudage de l'acier HLES S890 ou WELDOX 900
21/06/2008 09:15:09 - hles890
Réponses : 1
Affichages : 6926
Affichages : 6926
Admin dusweld1
21/06/2008 11:17:50
Qmos hardox
08/10/2010 09:21:36 - zatochiQAQC
Réponses : 5
Affichages : 4853
Affichages : 4853
Soudure tole domex protect 500
12/07/2007 21:01:21 - requof27
Réponses : 2
Affichages : 5679
Affichages : 5679
Wear resistance sheet
26/07/2010 12:08:41 - leihotikan
Réponses : 7
Affichages : 4354
Affichages : 4354
Admin dusweld1
29/07/2010 11:27:00
Comment souder Weldox700 avec E24
04/06/2009 13:47:55 - fabrice38340
Réponses : 3
Affichages : 4788
Affichages : 4788
Admin dusweld1
05/06/2009 09:50:54
Soudabilité (HARDOX)
15/07/2010 14:49:45 - qualite
Réponses : 1
Affichages : 4532
Affichages : 4532
Admin dusweld1
15/07/2010 15:54:46
qui peut souder du weldox 900 ?
18/07/2009 18:49:35 - caribou2
Réponses : 1
Affichages : 2969
Affichages : 2969
Admin dusweld1
19/07/2009 07:11:05
energie de soudage pour HARDOX
21/07/2010 08:20:11 - qualite
Réponses : 1
Affichages : 2867
Affichages : 2867
gilles574
21/07/2010 08:48:22
Proposition Guide pour le soudage des aciers Hardox par SSAB
21/01/2018 16:26:03 - Dominique ADMIN
Réponses : 1
Affichages : 986
Affichages : 986
jerome03
13/12/2020 16:02:58
Demande de renseignement pour réaliser un dossier bts métallurgique
14/01/2008 15:38:38 - sebastien-27
Réponses : 1
Affichages : 3750
Affichages : 3750
Admin dusweld1
19/01/2008 06:41:52
problème de ressort
08/01/2012 07:05:04 - umog
Réponses : 2
Affichages : 2543
Affichages : 2543
umog
08/01/2012 10:53:26