46 réponses -
Accéder à la dernière réponse
#1


fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
Sujet : Retour d'expérience Le smartmig 162 pour un bricoleur du dimanche
Bonjour à tous.
Cela fait des années que je lis ce forum mais que je ne pense pas avoir grand chose à y apporter tant il est déjà bien fournit par les pros et amateurs très éclairés.
Mais c'est en cherchant des avis de simple bricoleur lors de l'achat de mon poste que je me suis aperçu que ce type de retour était finalement plus rare.
Donc je me suis décidé à partager mon retour d'expérience de simple bricoleur sur un poste prévu justement pour le bricolage.
J'insiste là dessus parce que j'ai été un peu découragé lors du choix de mon poste MIG à force de lire des postes du type "vous ne ferez rien de bon avec un petit MIG 220V à moins de 500euros", "le no-gaz c'est une catastrophe" ou encore "l'alu avec un MIG 160A? même pas en rêve même si c'est écrit dessus...".
Je caricature mais c'est un peu le principe.
Je me suis malgré tout décidé à acheter un petit poste bas de gamme, le GYS smartmig 162 et après 6 mois de prise en main, je suis plutôt agréablement surpris, donc j'espère que ce retour permettra à des bricoleurs hésitants de se faire une idée.
Le tout étant de bien déterminer ce pourquoi on l'achète.
Mon profil: Simple bricoleur, donc. J'ai commencé au MMA il y a une douzaine d'année, d'abord un vieux poste à shunt puis un fidèle inverter 160A. Assemblage de toutes sortes de profilés acier: des meubles, établis, jardinage, portails, rambardes et autres réparations, bref du classique!
L'electrode c'est sympa, mais pour des épaisseurs inférieures à 2mm c'est quand même pas pratique et j'avais besoin d'assembler (sans grosses contraintes structurelles) des profilés alu.
Donc le MIG me démangeait (et puis la torche sans amorçage, ça avait un côté sympa, ça change de la baguette!)
Donc c'est parti pour le smartmig162 à 380euros, c'était tentant.
Réception du poste sans encombre, c'est relativement compact et pas trop lourd.
Bon, c'est du GYS bricoleur, donc pas exceptionnel de qualité, mais ça reste acceptable.
J'ai tout de suite racheté une torche binzel 3m de meilleur qualité que je réserve à l'acier et je garde la torche d'origine plus courte pour l'alu. (Dont j'ai changé la gaine pour une téflon) + le petit matériel consommable qui va bien pour l'acier en 0.6 / 0.8, l'alu en 0.8 et le no-gaz (pour s'entrainer à pas cher).


Les petites choses un peu dommage:
-le câble de masse vraiment trop court, il doit faire 1m50, c'est quand même ridicule.
-le système de dévidage plastique. Bon, faut pas rêver on aura pas de l'alu, mais là le plastique fait un peu léger et surtout un peu mou.
Mais bon, finalement à l'usage ça ne semble pas poser de problème.
-Utilisation en NO-GAZ:
J'ai tellement entendu d'horreur à ce sujet que je m'attendais vraiment à une catastrophe.
Et bien je trouve pas ça si mal.
Pour du profilé classique (entre 2 et 3mm), ça fonctionne pas mal, ça crachouille un peu plus que du MMA mais c'est pas si terrible. Quand on s'applique avec du MMA, on fait mieux que lorsque l'on s'applique avec le mig No-GAZ,oui, c'est certain.
Mais avec un peu d'entrainement (j'ai du cramer 2kg de fil pour vraiment me sentir l'aise et maitriser le bain de fusion comme en MMA), ce qui est finalement un plaisir, on arrive à un résultat très correcte.
Et il y a les avantages: précision par rapport à une longue baguette, rapidité, pas d'amorçage, le pointage est un plaisir.
Donc je pense qu'il ne faut pas jeter le NO-GAZ... C'est très sympa pour se faire la main avec la torche, c'est aussi très pratique pour les assemblages de profilés, les pointages et finalement ça peut fair un bon complément d'un poste à électrode. (On ponte tout au no-gaz et on termine les cordons à la baguette pour la qualité des soudures.
Les puristes diront que l'on peut tout faire à l'electrode, oui c'est vrai, mais chez le bricoleur il ne faut pas oublier la dimension "plaisir". Et c'est un vrai plaisir d'utiliser une torche MIG.
Je me suis amusé également à souder de la tôle en 1.5mm: (très très difficile à la baguette de 1.6). et bien ça passe au No-Gaz! (faut faire attention à son bain et s'arrêter tous les centimètres environs, mais ça passe) Avantage pour le MIG là dessus.
Par contre, au dessus de 4mm, là c'est vraiment beaucoup, beaucoup mieux au MMA, le smartmig 162 est beaucoup trop juste, c'est pas adapté.
Donc, du moment que l'on ne fait pas tout et n'importe quoi avec le NO-GAZ, je trouve que c'est très sympa!
-Avec le GAZ:
Alors, là encore je suis du côté des bricoleurs petit budget.
J'ai retourné le problème du Gz dans tous les sens, le fait est qu'en France on se fait enfler.
Le luxembourg et l'allemagne c'est beaucoup mieux, mais c'est pas à côté et en Belgique ça devient comme chez nous...
Pour l'alu pas le choix, mais pour assembler des profilés acier carbone pur fabriquer un barbecue, il y a une alternative: le CO2 pur.
J'ai lu pas mal de chose à ce sujet et je me suis décidé à tester: Et bien c'est là encore une très bonne surprise!
J'ai trouvé une bouteille de 10L de CO2 dans un "drinks" (marchand de bières), le CO2 est à l'état liquide, mais ça représente dans les 5m3 de gaz (pas mal!) et la bouteille est une consigne (80euros, que l'on récupère) et la recharge à 27euros... Autant dire que y'en a pour un bout de temps et que c'est imbattable comparé à un contrat air-liquide...
(J'insiste sur le fait que c'est pour un bricoleur, un pro ne joue pas dans la même cour et aura ses contrats)
Coup de bol, le pas de vis pour le détendeur est le même que pour l'argon.

Chose importante, le poste a beau être entrée de gamme, il ne faut pas lésiner sur le détendeur (ça change la vie, celui de la photo est un GYS, c'est clairement moins bien), j'ai pris un truc pro en occaz sur leboncoin.
En pratique, ça marche vraiment bien.
Dans la plage d'utilisation 1mm à 5mm c'est parfait, le poste remplit bien sa fonction (à 5mm ça devient moins bon, au dessus, faut pas chercher, c'est le MMA).
15litres minutes pour le gaz, il faut également raccourcir un peu la buse parait-il (j'ai enlevé 5mm au tour à métaux) pour limiter le stick-out.
Les soudures sont propres, ça ne crépite pas, un vrai régal pour pointer, mais aussi pour le point de chainette sur de la tôle fine. je m'attendais à des difficultés en carrosserie, et bien ça va très bien avec du fil de 0.6! (Il faut bien lire le bain de fusion, c'est toujours pareil et savoir faire une pause).
Profilé acier 2.5mm:


Ici, avec de la tôle de 1mm, fabrication d'un couvercle de protection pour une machine: je trouve ça plutôt propre! (en tout cas pour mon utlisation, ça me va très bien)

Du coup, je me suis fabriqué un établi de soudure avec une tôle de 8mm.
Un régal pour assembler la structure, tellement plus rapide et pratique qu'à la baguette!

Bref, je suis très content du CO2 et pour le prix ça permet de s'entrainer sans compter, il faut être précis sur les réglages et les paramètres (mais après tout c'est le principe de la soudure!) mais les résultats sont très satisfaisant, je ne pense pas prendre d'Argon-CO2. (Dans le cadre de MON utilisation).
Et maintenant...l'alu...
Là, je m'attendais au pire (l'impossibilité totale de m'en servir pour ça).
Encore une bonne surprise.
Inutile de me dire qu'il faut un TIG pulsé AC: oui, je sais.
Mais, pour celui qui veut assembler du profilé de 2mm et qui n'a pas vraiment de contraintes mécaniques qui pourraient avoir des répercussions sur la sécurité (allez pas me dire que je préconise ce poste pour fabriquer un cadre de moto en alu, que ce soit clair...), du style une serre de jardin ou je ne sais quel autre bricolage, et bien: ça marche très bien!
Là, il faut de l'argon, forcément.
Il faut un beau montage avec une torche courte (moins de 3m) et gaine téflon.

Mais, pas de problème de dévidage du fil (il faut veiller à ne pas serrer les galets pour ne pas écraser le fil), et ça glisse tout seul.
Pour les paramètres, le secret c'est de teste... Il faut s'entrainer.
Oui, l'alu c'est pas facile et le défaut de ce type de poste c'est de ne pas avoir assez d'intensité en début de cordon et trop à la fin (c'est fou que que le bain de fusion s'écroule sans prévenir...).
Mais j'ai finit par trouver une solution en mettant la tension au max, l'intensité (vitesse du fil) presque au max et en faisant des cordons très court.
Ca permet d'avoir tout de suite une bonne pénétration en début de cordon et en contre-partie on fait une sorte de point de chainette pour ne pas effondrer le bain.
je suppose que ça n'est pas très académique et que ça fera retourner les soudeurs dans leur masques, mais ça semble marcher.
Les cordons ne sont pas si moches, l'assemblages des profilés se fait bien et après quelques tests c'est costaud.

Voilà la tête d'un cordon:

J'ai également soudé l'angle vif sans problème (en réduisant l'intensité), puis meulage:

Meulage d'une soudure: c'est propre, pas de porosités.

Un test dans l'étau:

la soudure tient bien! C'est le profilé qui se plie à côté, mais la soudure ne bouge pas.
Je pense que c'est plutôt pas mal.
Voilà, en résumé, pour un bricoleur qui veut faire du bricolage, je trouve ce poste d'un bon rapport qualité prix.
Le no-Gaz c'est pas si moche, le gaz, avec le C02 des tireuses à bière c'est pas cher et ça marche très bien et oui, on peut bricoler sur de l'alu.
Faut juste savoir à quoi l'on destine ce poste.
Ca fait 6mois que je joue avec toutes les semaines, j'ai cramé quelques bobines et pour l'instant rien à redire.
Niveau utilisation j'en suis très content, niveau fiabilité, il faudra voir dans le temps, là c'est plus incertain...

#2

Froment89 En ligne le 27/04/2019 à 21:11 (474 messages sur soudeurs.com)
Bonsoir,
Merci pour ce REX détaillé et intéressant sur un sujet rarement abordé sous cet angle.
Il serait intéressant de savoir les réactions de spécialistes sur cet usage de CO2, car cette question du gaz de protection est souvent dissuasive en terme de coût pour les amateurs.
D'après les informations fournies par ce site, le soudage de tôles minces serait assez délicat puisque l'arc est peu stable, le cordon se forme de façon un peu erratique avec une faible pénétration, se traduisant par un bombement. Pour des épaisseurs supérieures, on observe les mêmes défauts d'instabilité de l'arc et de projection de grattons, mais l'aspect et la structure du cordon sont assez corrects.
Pour le cordon de masse trop court, il est facile d'y remédier et de le remplacer, ainsi que (probablement) la pince de masse, généralement assez médiocre.
Cordialement
#3

Invité
Bonsoir Fixoune59 :)
merci pour votre retour
je suis très agréablement surpris par l utilisation de votre poste MIG MAG avec l aluminium :)
le moteur du dévidoir si je me trompe pas a une puissance de 40 watts à un galet et roulement au dessus
la torche d origine et moins de 2.50 mètres est surement aussi un avantage avec l alu
quel est le diamètre de votre fil alu ?
en tous cas merci pour ce retour
ça me donne envi d essayer mon TELWIN avec l alu je vais équiper ma deuxième torche de trois mètres avec la gaine téflon qui va bien
cordialement Ricou26:)
PS le câble de masse peut être remplacer mais il faudra ouvrir le poste et installer une cosse à l intérieur et acheter du câble bien évidement
ou bien rallonger le câble existant avec des connecteurs quart de tour voir le lien en dessous pour exemple ( et achat du câble de masse au mètre en sus )
Raccords 1/4 Tour www.atelierdusoudeur.fr
#4
fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
Pour l'alulminium: Oui, je pense que de garder la torche courte pour l'alu est avantageux (et ça permet de racheter une 3m de meilleur qualité pour l'acier qui représente 90% de mon activité de soudure, c'est tout bénef).
J'utilise du fil de 0.8.
A ce sujet, il y a un autre point négatif: GYS n'a pas prévu de galet spécial alu pour les smartmig (alors qu'il y en a pour les gammes au dessus). C'est un peu dommage, ça ne mangerait pas de pain de prévoir en option la possibilité d'acheter un galet micro-dentelé pour l'alu (ils ont bien fait un galet dentelé pour le no-gaz).
Bon, je dis ça, mais je n'ai aucun problème de dévidage de fil avec le galet acier (j'utilise le 0.8), malgré le système de moteur 40W avec un seul galet entraineur et un roulement au dessus.
par contre je prends des précautions:
-Gaine teflon neuve que j'entretiens (je la souffle de temps en temps au compresseur pour virer d'éventuels limailles)
-Au moment de passer le fil pour la première fois, je fais une coupe du fil bien propre et je passe un petit coup de papier de verre pour arrondir le bout du fil, histoire qu'il passe bien dans la gaine et qu'il ne puisse pas l'abimer.
-Je m'arrange pour que la gaine soit à peu près droite (disons que j'évite les noeuds...)
-Dégraissage minutieux de l'alu à souder (à l'acetone), brossage avec une brosse inox réservée à cet usage.
-Ca peut aider de préchauffer un peu le profilé alu, le premier point (toujours celui qui pose problème) est plus pénétrant.
Pour le CO2:
J'avais lu ce site qui en parlait également: Cours sur la soudure MIG (semi-automatique ou automatique)
En gros on doit avoir plus de projection, plus de difficultés sur la tôle fine et un cordon moins beau.
Là encore, le tout est de savoir ce que l'on veut et à quel prix.
Celui qui va restaurer une voiture et faire beaucoup de carrosserie aura intérêt à prendre de l'argon/co2.
Mais pour une utilisation ferronerie (souvent du 2 à 3mm), je ne trouve pas de défaut au CO2. Et je trouve que l'on peut tout de même se permettre assez facilement de la tôle fine (1mm sans aucun problème, 0.8 ça passe mais il faut là encore faire attention et être méticuleux sur les réglages).
Le problème étant la stabilité de l'arc à basse tension/intensité. Je préfère alors monter un peu plus haut (quite à percer une fois de temps en temps) et faire des cordons très courts voir du point de chainette pour la tôle en 0.8, mais privilégier un arc plus stable et éviter les cordons bombés.
En tout cas, lorsque l'on vient du MMA, un poste MIG même avec du CO2 pur, change totalement la vie pour tout ce qui est en dessous de 2mm.
Ca ouvre les portes de la carrosserie ou de créations avec des tôles fines (je suis en train de me faire une servante 'atelier en tôle d'1mm, ça marche très bien).
Pour ce qui est des gratons , et bien je trouve que j'en ai pas tant que ça. Ca se joue à un ou 2 pour un cordon de 5cm et ça part avec un bon cou pde brosse. Rien à voir avec de la baguette enrobée ou du fil fourré.
Et pour ce qui est de l'aspect du cordon, oui, ça a l'air moins beau qu'avec l'argon/CO2. Mais ça n'empêche pas d'essayer de s'appliquer sur les mouvements de torche pour faire des cordons le plus régulier possible.
Là encore c'est une question de logique:
La bouteille Argon-CO2 c'est le gros frein à l'achat d'un petit poste MIG et l'amateur est pris entre 2 feux:
-le petit poste mig en restant en no-gaz (un peu décevant à terme, pas d'alu, pas de tôle fine, des gratons) ou avec une bouteille d'argon-Co2 qui coûtera une fortune (le prix du poste pour une Linde en 2.3m3 !) mais qui ne donnera de toute façon jamais les résultats d'un poste tri-380 250A à 1500euros...
-ou se dire qu'il vaut mieux éviter l'entrée de gamme et dépenser une petite fortune dans un poste digne de ce nom avec une bouteille d'argon-CO2, mais qui sera finalement sur-dimensionné pour fabriquer des barbecues et des portails...
Et bien au milieu de ça, je trouve qu'un poste dans la gamme du smartmig couplé une bouteille de CO2 est une très bonne alternative amateur qui permet à la fois de ne pas être déçu de son MIG sans rentrer dans le budget d'un poste pro.
(Ce que l'on économise avec le CO2 permet aussi d'investir éventuellement dans une bouteille d'argon pour faire un peu d'alu.)
#5
Invité
Bonjour Fixoune59:)
merci pour votre réponse
oui vous prenez toutes les précautions pour l alu c est bien
moi j aurais pas le choix la torche sera de 3 mètres et pareil que vous pour le galet il n y en a pas de spécial alu
il y a un sujet intéressant sur le lien en dessous que je connais par cœur :D pour le montage de la gaine téflon ( j adore l astuce du taille crayon à la fin ;))
http://www.soudeurs.com/site/comment-monter-une-gaine-teflon-dans-une-torche-de-soudage-mig-mag-402/
cordialement Ricou26:)
#6
fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
J'ai oublié quelque chose d'important: Il faut faire attention à la prise/rallonge que l'on utilise pour brancher le poste!
J'ai eu une surprise il y a quelques temps de galérer pour faire une soudure propre, ça crépitait, cordons bombés, parfois trop de pénétration, et je ne trouvais pas d'oû ça venait. je me suis demandé si mon poste n'était pas déjà bon pour la casse.
et je me suis rendu compte que j'avais branché le poste non pas directement sur ma prise habituelle mais sur une multiprise de mon garage qui est reliée à une longue rallonge (25m) en 1.5mm²...
J'ai rebranché sur la prise murale en 2.5mm²: Tout est redevenu normal.
Donc attention à ne pas négliger l'alimentation.
#7
Invité
Bonjour Fixoune59:D
ce poste réclame d après la doc un fusible AM ( accompagnement moteur de 16 ampères ) donc 16 ampères requis
effectivement ça peut influer sur le fonctionnement du poste chute de tension
mieux vaut privilégier un raccordement direct sur la prise mural ou si l on doit utiliser une rallonge il est préférable d être en 2.5 et complétement déroulé de surcroit
la doc technique en dessous
http://www.gys-schweissen.com/pdf/datasheet/fr/033160.pdf
cordialement Ricou26:)
#8
fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
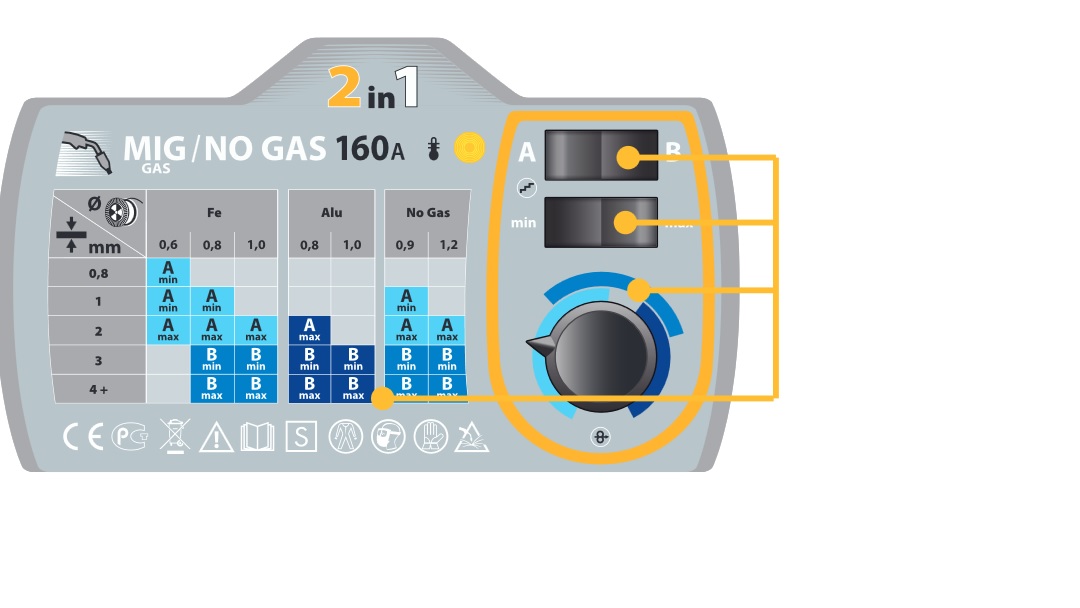
Soudure d'une tôle de 0.8mm sur des profilés acier 15*15*2mm.
Avec du fil de 0.6, 100% CO2, tension réglée sur A/MAX
C'est finalement mieux avec un peu plus de tension même en fil de 0.6, l'arc est plus stable, peu de gratons et les cordons sont propres.

Ici de la tôle de 1mm:

La soudure du bas, une tentative avec une électrode de 1.6mm (vraiment très compliqué, ça a percé plusieurs fois et le cordon est pas terrible. C'est un peu du collage.
Cordon du dessus, au MIG, 100% CO2, même au fil de 0.8, ça passe tout seul.
#9
fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
Ici, le verso d'une soudure en "T" de 2 tôles de 0.8mm.
Avec du fil de 0.6, tension A/MIN, pas trop de pénétration (peut être même pas assez) malgré l'utilisation du CO2.

#10
willi06 En ligne le 05/03/2015 à 18:55 (2 messages sur soudeurs.com)
Bonsoir,
merci avec vos explications je pense que je vais investir dans un GYS smartmig 162 car je ne savais pas quoi prendre et encore merci pour pour vos explications
William
#11

philcool En ligne le 10/04/2016 à 11:25 (9 messages sur soudeurs.com)
merci pour ce retour tres instructif (pour moi)
cet apres midi je suis allé voir de pret ces fameux poste gys et ils m'ont l'air serieux pour leur prix ,mais pour mon utilisation "loisirs" j'ai commencer a tourné les talons en me renseignant des contraintes gaz(bouteille perso argon+co=prix de reviens 40€/m3 et bouteille avec contrat =17€/m3.)
demain je me renseigne du prix du m3 du co.
merci encore
#12

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
"
A ce sujet, il y a un autre point négatif: GYS n'a pas prévu de galet spécial alu pour les smartmig (alors qu'il y en a pour les gammes au dessus). C'est un peu dommage, ça ne mangerait pas de pain de prévoir en option la possibilité d'acheter un galet micro-dentelé pour l'alu"
les galets ne sont pas micro dentelé, ils ont une gorge arrondie, alors que les galets acier sont en u. Le problème avec l'alu est la micro abrasion du fil qui fait que l'on se retrouve avec de la limaille qui fait des micro amorçage dans le tube contact . Les meilleurs gaines pour l'alu (mais c'est pour des postes pro) sont fibre de carbone avec spirale bronze sur la partie col de cygne de la torche, cela augmente la surface de contact pour l'alimentation électrique du fil ( un peu un effet trolley, caténaire)
#13
jpbaladier En ligne le 21/02/2021 à 15:08 (38 messages sur soudeurs.com)
salut a tous,
Je suis un soudeur occasionnel mais passionnel , je réalise des lignes échappement, pare-buffle, et parfois des modifications de cadre de quad, remorque ...
Grace à toi , je viens de faire la même chose j'ai mis du co2 et franchement je trouve que cela marche très bien pour la ferronnerie et même l'inox ! (tube de 2mm)
Merci enfin quelqu'un qui en parle du gys 162.:)
#14

d3butant En ligne le 14/08/2019 à 14:30 (3 messages sur soudeurs.com)
Merci, pour ce retour d'expérience.
Suite à la lecture assidue du forum pour le choix de mon premier poste (je n'ai jamais soudé de ma vie) et les avis de soudeurs que j'ai croisés; j'étais un peu dans le doute.
Grâce à vous je sais que ce poste me correspondra parfaitement.
#15
Bonsoir d3butant:)
c est évidement un poste pour du bricolage petite ferronnerie
par contre lorsque je voir le tableau des réglages et une capacité de soudure de 4 mm et plus franchement je suis sceptique:confused:
cordialement Ricou26:)
Invité
Envoyé par d3butant
Merci, pour ce retour d'expérience.
Suite à la lecture assidue du forum pour le choix de mon premier poste (je n'ai jamais soudé de ma vie) et les avis de soudeurs que j'ai croisés; j'étais un peu dans le doute.
Grâce à vous je sais que ce poste me correspondra parfaitement.
Bonsoir d3butant:)
c est évidement un poste pour du bricolage petite ferronnerie
par contre lorsque je voir le tableau des réglages et une capacité de soudure de 4 mm et plus franchement je suis sceptique:confused:
cordialement Ricou26:)
#16
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
Avec le Co2 je trouve que vos cordons sont très très bombé, cela me met quelques doutes sur la pénétration de vos cordons, et donc sur la résistance de vos soudures si ensuite vous les meulés. Indépendamment du choix du gaz, en MIG faire en descendant les soudures ( en mettant plus de pèche) est très sympa, cela fait des cordons plus esthétique
#17
Benoît85 En ligne le 08/05/2019 à 07:49 (2 messages sur soudeurs.com)
Merci pour ce retour, ça me rassure que ce poste est capable de souder de la 0.8 sans percer.
Je vais le mettre dans ma sélection. Pour le gaz,à voir.
#18

Basset En ligne le 22/08/2017 à 07:00 (2 messages sur soudeurs.com)
De Basset Joël
Retour d'expé. très bien conçu. Le spark mig 160 est trait pour trait identique au gys smart 162.avec 50€ de moins, je l'achète demain, je vais construire un banc de jardin en ferreux. J'ai l'habitude de souder en MMA, en automatique grande première!
Ensuite je fait une table de soudage comme la tienne. A+ Basset Joël
#19

Bonjour,
Vous avez oublié de vous présenter avant de participer sur ce forum.
Bien Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par Basset
De Basset Joël
Retour d'expé. très bien conçu. Le spark mig 160 est trait pour trait identique au gys smart 162.avec 50€ de moins, je l'achète demain, je vais construire un banc de jardin en ferreux. J'ai l'habitude de souder en MMA, en automatique grande première!
Ensuite je fait une table de soudage comme la tienne. A+ Basset Joël
Bonjour,
Vous avez oublié de vous présenter avant de participer sur ce forum.
Bien Cordialement,
#20
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
bonjour
je viens d'acheter la version de chez bricodépot et j'ai acheté une torche de 4 m à pas chère sur le net.
lorsque le câble de la torche serpente le dévidoir patine. est ce que cela vient du dévidoir ou d'autre chose ?
merci de vos réponses
#21
Bonjour,
Je ne comprends pas bien votre message.
Avez vous correctement préparé votre torche de Soudage MAG avec sa gaine guide fil ?
Avez vous serré idéalement les galets d'entraînement dans le dévidoir du fil d'apport en bobine pour éviter le patinage ?
Bien cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par sammmy49
bonjour
je viens d'acheter la version de chez bricodépot et j'ai acheté une torche de 4 m à pas chère sur le net.
lorsque le câble de la torche serpente le dévidoir patine. est ce que cela vient du dévidoir ou d'autre chose ?
merci de vos réponses
Bonjour,
Je ne comprends pas bien votre message.
.lorsque le câble de la torche serpente le dévidoir patine
Avez vous correctement préparé votre torche de Soudage MAG avec sa gaine guide fil ?
Avez vous serré idéalement les galets d'entraînement dans le dévidoir du fil d'apport en bobine pour éviter le patinage ?
Bien cordialement,
#22
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
voilà le problème, comme mon atelier est petit le câble de la torche fait des s au sol, quand il y en a trop l'entraîneur patine.
j'utilise la torche comme livrée (prête à l'emploi) et le tendeur du galet est serré un max après avoir serré au maximum après avoir essayé à 4 comme la longueur de la torche.
à vous des avis ou des solutions ?
merci pour vos réactions rapides
#23
Bonjour sammmy:)
je sais bien que le moteur de dévidoir fait 40 watts
et que le poste a un connecteur euro
mais quand mème :( ce poste mig est livré d origine avec une torche de 2.20 mètres pas de 4 mètres
en plus lorsqu on utilise une torche on doit se débrouiller pour qu il y ai le moins de virage ou de boucle possible
voila tout
http://www.gys.fr/pdf/datasheet/fr/033160.pdf
cordialement Ricou26:)
Invité
Envoyé par sammmy49
bonjour
je viens d'acheter la version de chez bricodépot et j'ai acheté une torche de 4 m à pas chère sur le net.
lorsque le câble de la torche serpente le dévidoir patine. est ce que cela vient du dévidoir ou d'autre chose ?
merci de vos réponses
Bonjour sammmy:)
je sais bien que le moteur de dévidoir fait 40 watts
et que le poste a un connecteur euro
mais quand mème :( ce poste mig est livré d origine avec une torche de 2.20 mètres pas de 4 mètres
en plus lorsqu on utilise une torche on doit se débrouiller pour qu il y ai le moins de virage ou de boucle possible
voila tout
http://www.gys.fr/pdf/datasheet/fr/033160.pdf
cordialement Ricou26:)
#24
Invité
Plus il y a de courbes ou plus leur rayon est faible plus le frottement du fil contre les parois de la gaine sera important. Effet bien connu des plombiers qui débouchent des canalisations et des électriciens qui câblent des gaines. Les postes MIG ne sont pas une exception à la règle. Solution : torche de 2.20m ou poste installé à l'extérieur du local dans l'alignement de la pièce à souder.
#25
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
je comprends bien de quoi tu parles, je suis électricien, mais la quand même très peu de courbes et Ça bloque. j'ai regardé dans la torche et c'est une gaine en spirale d'acier. est-ce que si j'achète une autre gaine, le fil coulisserais mieux ?
#26
re bonjour Sammmy49:)
fixoune59 au début de son post nous dit qu il a changé la torche d origine de 2.20 mètres mais il en a acheté une de 3 mètres pas 4 et il a gardé précieusement celle de 2.20 pour faire de l aluminium au cas ou
certes il est possible de changer la gaine pour que ça glisse mieux mais normalement les gaines pour l acier sont d habitude comme ça
est il possible qu il y ai beaucoup d humidité chez vous est que la gaine soit légèrement oxydée à l intérieur ? ce qui ne faciliterai pas la glisse du fil à l intérieur
de toute façon 4 mètres me semble un peu long pour ce type appareil bon marché
cordialement Ricou26:)
PS vérifiez comme déjà dit si le frein de bobine n est pas trop bridé en amont du dévidoir
Invité
Envoyé par sammmy49
je comprends bien de quoi tu parles, je suis électricien, mais la quand même très peu de courbes et Ça bloque. j'ai regardé dans la torche et c'est une gaine en spirale d'acier. est-ce que si j'achète une autre gaine, le fil coulisserais mieux ?
re bonjour Sammmy49:)
fixoune59 au début de son post nous dit qu il a changé la torche d origine de 2.20 mètres mais il en a acheté une de 3 mètres pas 4 et il a gardé précieusement celle de 2.20 pour faire de l aluminium au cas ou
certes il est possible de changer la gaine pour que ça glisse mieux mais normalement les gaines pour l acier sont d habitude comme ça
est il possible qu il y ai beaucoup d humidité chez vous est que la gaine soit légèrement oxydée à l intérieur ? ce qui ne faciliterai pas la glisse du fil à l intérieur
de toute façon 4 mètres me semble un peu long pour ce type appareil bon marché
cordialement Ricou26:)
PS vérifiez comme déjà dit si le frein de bobine n est pas trop bridé en amont du dévidoir
#27
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
dans les causes possibles , êtes vous certain que vous utilisez le galet qui est fait pour votre diamètre de fil ? Si vous êtes sur une gorge pour du fil de 0.8 et que votre fil est du 0.6 cela ne va le faire
#28
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
tungstene pour te répondre c'est bien le bon galet, 0,8 pour fil de 0,8.
ricou26 la torche est neuve mais acheter sur Ebay 30€ donc la qualité ne doit pas être au top. le moteur du dévidoir ne peine pas du tout car quand le fil se bloque dans la torche le fil bourre entre le dévidoir et la torche. j'ai donc commandé une nouvelle gaine donc quand je l'aurais installé je donnerais des nouvelles.
#29
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
juste pour tenir au courant, j'ai acheté une gaine de 0,6 à 0,8 et maintenant je pourrais écrire l'alphabet avec le câble que ça fonctionne nickel. la gaine d'origine de la torche faisait 2mm intérieur donc trop grand pour mon fil en 0,8.
merci de votre aide.
#30
Bonjour Sammmy49:)
merci pour votre retour c est bien de l avoir fait:)
mais au début vous dites: ceci je viens d'acheter la version de chez bricodépot et j'ai acheté une torche de 4 m à pas chère sur le net.
lorsque le câble de la torche serpente le dévidoir patine. est ce que cela vient du dévidoir ou d'autre chose ?
et à la fin vous nous dites cela : le moteur du dévidoir ne peine pas du tout car quand le fil se bloque dans la torche le fil bourre entre le dévidoir et la torche. j'ai donc commandé une nouvelle gaine donc quand je l'aurais installé je donnerais des nouvelles.
il faudra être plus précis dans vos indications la prochaine fois:D
2 mm de diamètre intérieur pour la gaine de la torche oui le fil plus petit spiral à l intérieur et ça peut bloquer effectivement
vous avez achetez quoi comme torche de 4 mètres une torche qui peut passer du fil de 1.2 ou 1.6 mm ;):confused:
quel tube contact était livré d origine avec cette torche de 4 mètres ?
cordialement Ricou26:)
Invité
Envoyé par sammmy49
juste pour tenir au courant, j'ai acheté une gaine de 0,6 à 0,8 et maintenant je pourrais écrire l'alphabet avec le câble que ça fonctionne nickel. la gaine d'origine de la torche faisait 2mm intérieur donc trop grand pour mon fil en 0,8.
merci de votre aide.
Bonjour Sammmy49:)
merci pour votre retour c est bien de l avoir fait:)
mais au début vous dites: ceci je viens d'acheter la version de chez bricodépot et j'ai acheté une torche de 4 m à pas chère sur le net.
lorsque le câble de la torche serpente le dévidoir patine. est ce que cela vient du dévidoir ou d'autre chose ?
et à la fin vous nous dites cela : le moteur du dévidoir ne peine pas du tout car quand le fil se bloque dans la torche le fil bourre entre le dévidoir et la torche. j'ai donc commandé une nouvelle gaine donc quand je l'aurais installé je donnerais des nouvelles.
il faudra être plus précis dans vos indications la prochaine fois:D
2 mm de diamètre intérieur pour la gaine de la torche oui le fil plus petit spiral à l intérieur et ça peut bloquer effectivement
vous avez achetez quoi comme torche de 4 mètres une torche qui peut passer du fil de 1.2 ou 1.6 mm ;):confused:
quel tube contact était livré d origine avec cette torche de 4 mètres ?
cordialement Ricou26:)
#31
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
tous se que je peux dire c'est que le diamètre intérieur de l'ancienne gaine fait 2mm intérieur. je ne l'avais pas précisé parce que je ne savais pas à quel point c'est important.
#32
sammmy49 En ligne le 17/09/2017 à 15:21 (12 messages sur soudeurs.com)
#33

centerless En ligne le 16/02/2024 à 13:21 (7 messages sur soudeurs.com)
bonjour.
merci pour votre retour sur ce poste. je penses aussi a m'acheter (enfin) un poste MIG, voir une multi (mig / tig) et ma question se protera plus sur l'utilisation de du CO2 et de la bouteille....
pour le pas de vis du détendeur, pas de soucis, j'ai dévoré votre post avec attention.
en revanche, j'ai un peu cherché sur le net, et je trouve des bouteille de 2kg a environ 150€... la 10kg, et a environ 500€....
Sans vouloir abuser, en tout (bouteille et gaz) vous en avez eu pour combien, grosso modo?
sachant que j'ai un budget d'environ 850 - 1000€ pour le tout (poste + bouteille), je me pose la question de savoir s'il faut prévoir le même budget pour la bouteille / gaz et pour le poste...
voila merci d'avance et merci pour votre retour sur ce poste (certes, je depoussière un peu, mais bon...)
#34
mecanix En ligne le 12/04/2026 à 09:57 (2106 messages sur soudeurs.com)
bonsoir
à l usage c'est toujours le gaz qui coute le plus cher ,il suffit de faire le calcul sur 10 ans c'est pour ça qu'on a tendance à orienter les gens vers un bon poste au départ (ex 300 plus cher pour un modèle plus évolué sur 10 ans ça fait 30 eu par an alors que le moindre remplissage de gaz c'est 80 eu )
tu parles en kilo ,les gaziers vendent le gaz en m3 detendu
le meilleur compromis pour un particulier non frontalier c'est la 2.3m3 et le fournisseur et bien le plus proche de cher toi
si tu prends un tig mig il te faudra 2 bouteilles une ar co2 18% et une Ar pur
cdlt
#35
centerless En ligne le 16/02/2024 à 13:21 (7 messages sur soudeurs.com)
merci de ta réponse (rapide!!!)
pour moi, mon utilisation sera sur de l'acier et un peu (vraiment peu) d'alu.
donc, ce poste GYS me semble tout a fait dans ce que je pourrais chercher. juste trouver le fournisseur pour une bouteille de CO2....
j'ai bien envie de m'orienter vers un MULTIPEARL 200-2, mais si je calcule bien, 920€ le poste, un détendeur a environ 30 - 50€, et une bouteille a environ 300€ + une recharge + les faux frais ( fils, gaine teflon etc...) je me pose la question sur la plus-valiue d'un tel poste pour mon utlisation, outre la fait d'avoir un joli jouet....
donc, pourquoi pas le smartmig 162.
#36
mecanix En ligne le 12/04/2026 à 09:57 (2106 messages sur soudeurs.com)
le multipearl c'est quand même une autre gamme ,regarde les fiches techniques et les facteurs de marche
de plus c'est un poste de technologie inverter qui permet de travailler sur rallonge ,qui offre de bonnes performances en MMA
avec un afficheur lcd complet et equipé en binzel d origine
il a aussi le mode synergie qui gère le débit de fil
pour la différence de budget seule la différence de prix des postes est à prendre en compte le reste des couts est le même avec une plus value pour le multi avec sa torche Binzel de 3m d origine et le porte electrode livré d origine
attention l alu au semi auto donc mig c'est de l argon pur comme au tig
#37
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
" galet micro-dentelé pour l'alu " surtout pas pour l'alu, c'est tout le contraire les galets dédiés à l'alu ont même une gorge toute arrondie pour ne pas abraser le fil, et même avec ça , on se retrouve avec des " poussières" dans les gaines, et il faut assez souvent à la soufflette nettoyer les gaines, car autrement outre que cela feine le fil, cela fait des micro amorçage dans le tube contact, qui bloque le dévidage et le fil lors du soudage fond alors sur le tube contact, car l'arc " remonte " vers lui
#38

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,très bien détaillé pour le poste.
Par contre, côté soudure , vu l'aspect des soudures ,il y a risque de collage....
Il y à un manque de tension évident.
Vous avez fait ce que vous pouvez et c'est très bien!
Mais encore bravo ,pour la description du poste.
Cordialement.
#39
fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
Envoyé par centerless
bonjour.
merci pour votre retour sur ce poste. je penses aussi a m'acheter (enfin) un poste MIG, voir une multi (mig / tig) et ma question se protera plus sur l'utilisation de du CO2 et de la bouteille....
pour le pas de vis du détendeur, pas de soucis, j'ai dévoré votre post avec attention.
en revanche, j'ai un peu cherché sur le net, et je trouve des bouteille de 2kg a environ 150€... la 10kg, et a environ 500€....
Sans vouloir abuser, en tout (bouteille et gaz) vous en avez eu pour combien, grosso modo?
C'est toujours amusant de voir un post resortir 4 ans après (le temps passe vite!)
En tout cas j'utilise toujours très régulièrement ce petit mig et pour l'instant , pas de soucis (mis à part ma bobine qui a parfois tendance à s'emmêler).
Pour répondre à la question sur le gaz, je turbine toujours au CO2 pur et la bouteille de 10kg est une consigne à 80euros (donc la première fois qu'on la prend) et la recharge est à un peu moins de 30euros.
#40
fixoune59 En ligne le 16/11/2019 à 19:46 (8 messages sur soudeurs.com)
Non, je ne l’achète pas sur internet, je prend ça dans un magasin spécialisé dans la bière... Ce sont des bouteilles pour les tireuses à bière professionnelles.
#41
Invité
#42
tooof En ligne le 23/02/2026 à 12:12 (6 messages sur soudeurs.com)
Merci pour ce retour très intéressant sur ce poste.
;-)
#43
JCjoub En ligne le 04/12/2020 à 15:02 (1 message sur soudeurs.com)
Bonjour
Concernant le detendeur, quel est le modèle pro que vous utilisez et compatible avec la bouteille CO2 de 10L ?
Merci.
#44
Alain_64 En ligne le 08/12/2022 à 21:03 (8 messages sur soudeurs.com)
Bonjour à tous
Je suis débutant, je possède un smartmig 162 avec gaz que j'utilise occasionnellement . Lorsque je dois souder de l' acier en 4 ou 5 mm , soit gamme B + et bleu foncé pour la vitesse , le fil se à tendance à taper sur le métal ( comme un pivert sur un arbre ..) et je dois descendre au milieu de la gamme bleu clair pour avoir un cordon normal . Donc j'ai du collage et une soudure qui ne tient pas . Je pensais au début que le fil sortait par a coup , mais ce n'est pas le cas
Merci pour vos conseils
#45
mecanix En ligne le 12/04/2026 à 09:57 (2106 messages sur soudeurs.com)
bonjour
il faut mettre la tension à fond et ajuster la vitesse de fil
mais ce poste me parait bien juste pour souder du 5mm correctement
si vous avez un poste à arc ou un tig faites le à l électrode enrobée
cdlt
mecanix
#46
Alain_64 En ligne le 08/12/2022 à 21:03 (8 messages sur soudeurs.com)
Merci pour votre conseil
J'aimerai aussi le retour de possesseur du smartmig 162 pour voir si ils ont eu le même problème sur la gamme de vitesse bleue foncée
Merci

Sujets connexes les plus populaires
Retour d'expérience Le smartmig 162 pour un bricoleur du dimanche
30/01/2015 18:13:03 - fixoune59
Réponses : 47
Affichages : 45598
Affichages : 45598
locouarn
13/03/2021 07:13:58
Quel branchement pour l’électrode rutile ?
29/05/2012 10:26:30 - lolat510
Réponses : 8
Affichages : 27612
Affichages : 27612
sifemelectronique
16/01/2017 07:58:19
avis smartmig 162 GYS
02/06/2011 08:01:50 - dolpo
Réponses : 22
Affichages : 37064
Affichages : 37064
Slash88
01/11/2019 20:40:41
Question Posée Avis poste Pro GYS 180
16/05/2017 07:56:21 - nico1992
Réponses : 76
Affichages : 17798
Affichages : 17798
locouarn
25/02/2018 18:57:34
Retour d'expérience Poste semi-automatique GYS SMARTMIG 162
09/12/2016 22:40:32 - debenoit
Réponses : 8
Affichages : 3313
Affichages : 3313
locouarn
06/01/2017 21:24:06
Retour d'expérience GYS mon amour...
11/02/2013 19:56:32 - Gargouille07
Réponses : 13
Affichages : 20127
Affichages : 20127
camna
20/10/2013 10:57:30
Retour d'expérience Mon REX sur le GYS MultiPearl XL 200.4
27/04/2017 15:21:55 - Fortune13
Réponses : 20
Affichages : 5627
Affichages : 5627
Damsso
28/06/2024 07:54:34
Retour d'expérience Poste à souder GYS TIG 220 AC/DC
01/02/2017 11:57:24 - Koreon
Réponses : 18
Affichages : 5752
Affichages : 5752
locouarn
10/12/2019 17:29:07
Achat Poste GYS MULTIPEARL 200-4 XL
16/06/2018 00:03:00 - graboide
Réponses : 17
Affichages : 2762
Affichages : 2762
Marc66410
13/09/2021 14:05:29
Besoin d'avis sur Gys 3P
06/11/2011 13:02:09 - greg56
Réponses : 30
Affichages : 41733
Affichages : 41733
bricolmax
02/02/2017 18:24:59
Retour d'expérience GYS 207 AC/DC - Les premiers pas d'un débutant au TIG
27/11/2010 08:55:46 - almorel
Réponses : 20
Affichages : 25071
Affichages : 25071
locouarn
14/01/2017 17:49:31
Question Posée Qui connait le poste à souder semi automatique MIG/MAG EASYMIG Gys
12/05/2018 06:53:18 - Dan77
Réponses : 8
Affichages : 1754
Affichages : 1754
Kowalski
13/05/2018 12:29:45
Question Posée Poste TIG GYS 220 AC/DC
13/05/2018 14:36:17 - Clement74
Réponses : 7
Affichages : 1439
Affichages : 1439
Moi37
14/05/2018 17:41:31
Question Posée Je me perds dans la gamme GYS!
21/07/2017 10:09:00 - Emma79
Réponses : 11
Affichages : 3539
Affichages : 3539
tungstene
23/07/2017 23:01:10
Retour d'expérience Poste GYS PEARL 200 XL - Retour d'expérience
28/07/2016 07:20:13 - Julien-
Réponses : 6
Affichages : 3372
Affichages : 3372
locouarn
05/10/2017 20:43:03
Equivalence entre "série verte", "Gys" et "Tool Up"
25/05/2007 11:06:11 - Soudax
Réponses : 5
Affichages : 30345
Affichages : 30345
remyj
11/06/2011 19:15:59
Postes TIG ou MIG-MAG ou PLASMA ???
16/04/2006 11:17:34 - rorochopper
Réponses : 12
Affichages : 45089
Affichages : 45089
Admin dusweld1
26/04/2006 06:52:24
[Résolu] Panne Gysmi 161 [résolu]
04/03/2010 18:30:30 - bytoun77
Réponses : 4
Affichages : 12334
Affichages : 12334
Najo
06/01/2025 17:22:09
Question Posée Poste MAG GYS MULTIPEARL
09/03/2017 19:46:32 - joalpine
Réponses : 14
Affichages : 4450
Affichages : 4450
SmartMIG 142 / MW140-MIG
19/11/2012 12:03:10 - ventdouest22
Réponses : 13
Affichages : 20783
Affichages : 20783
dentistwelder
16/12/2012 19:51:23