
6 réponses -
Accéder à la dernière réponse
#1


jpa En ligne le 10/04/2024 à 10:07 (5 messages sur soudeurs.com)
Sujet : Question Posée Affinage paramètres Fronius TransSteel 3000c pulse mode Special 4 Temps SynchroPuls
Bonjour,
voici les paramètres du mode Special 4 Temps en SynchroPuls de mon poste et le résultat que je cherche à améliorer.
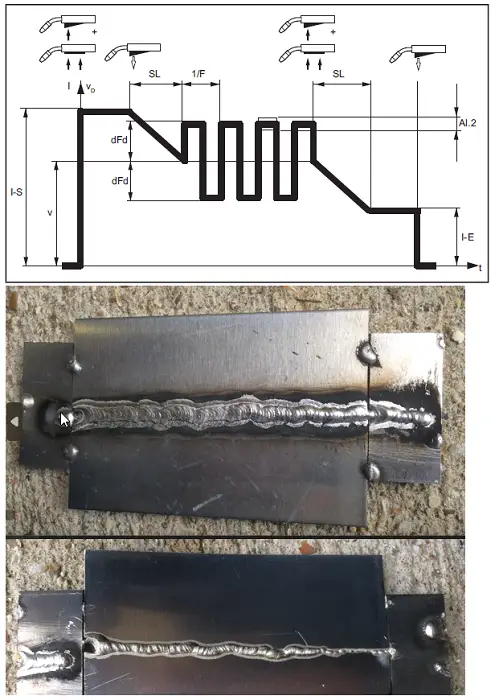
Les 2 tôles en nuance 5056 de 3 mm sont froides. Un chanfrein de 0.7 mm est fait au verso. Préparation faite avec acetone et brosse inox.
Au démarrage le cordon est bombé puis s'élargit un peu, je pourrais chauffer la pièce à 150°, mais bon c'est le job du paramètre I-S me semble-t-il.
A la sortie, le cordon est presque plat et la pénétration fait 1,5 mm de haut sur 2 mm de large au verso.
C'est pas droit mais je suis à jeun (hors sujet).
Les paramètres:
- Argon 100% 20 litres
- Masse sur le plus
- Epaisseur 1.9 mm (soit 67 A, fil 5.6 m) alors que c'est une tole de 3 mm, normal ?
- I-S = 110 - Phase de courant d'amorçage en A ou en % ?
- I-E = 30 - Phase de cratère final en A ou en % ?
- Correction de la longueur de l'arc électrique = 15
- AL2 = -10 % - Correction de la longueur d'arc pour le point de travail SynchroPuls supérieur
- SL = 0.5 s - Slope
- F = 1.7 Hz
- dFd = 1.5 m/mn - Variation de la vitesse d'avance du fil
- GPr = 0.1 s - Temps de prédébit de gaz
- GPo = 0.5 - Temps de post-débit de gaz (j'ai toujours un trou)
En abaissant l'épaisseur (1.8 mm) la pénétration n'est pas complète.
Tous les commentaires sont bons à prendre.
Merci.

#2

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je ne pige pas trop votre démarche, les Fronius peuvent faire des propositions de réglage en fonction de l'épaisseur de la matière et du diamètre de fil, du mode pulse ou non , il faut certes y faire des corrections ( le plus souvent surtout la longueur d'arc) mais c'est une bonne base de départ pour trouver un réglage.
#3


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
comme tungstène je ne comprend très bien ,mais il y a une chose qui m’interpelle <Masse sur le plus> commencez voir par mettre la masse au moins et vous verrez ça marche beaucoup mieux.
Cordialement
Christwin
#4
jpa En ligne le 10/04/2024 à 10:07 (5 messages sur soudeurs.com)
Bonjour,
veuillez m'excuser, mais je me suis trompé, la masse est bien reliée au moins et à la pièce (fatigué ce jour là).
Le fil est du 1 mm en 5356, et la pièce en 5086 et pas 5056.
Effectivement, j'ai essayé en paramétrant la tôle en 3 mm, mais c'est beaucoup trop chaud et cela s'effondre quasiment de suite, et j'ai réduit l'épaisseur, pas forcément la première action à faire.
C'est le nombre de paramètres, et sans la connaissance des priorités de paramétrage, j'ai du mal avec la démarche d'affinage.
Je vais essayer de nouveau en 3 mm en jouant d'abord sur la longueur d'arc tel que conseillé par tungstene.
Merci pour vos réponses, je reviendrai montrer comment je m'y suis pris dès que j'aurai la solution.
JP
#5
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
du 3 mm en alu et en bord à bord c'est du plutôt difficile à faire correctement en MIG en TIG cela serait beaucoup plus facile.
#6
jpa En ligne le 10/04/2024 à 10:07 (5 messages sur soudeurs.com)
Bonjour tungstene,
merci pour cette précision, mais j'ai l'objectif de construire un catamaran, et la coque est en 3 mm.
Je me suis fait un vireur pour une coque entière (200 kg d'alu), au total 470 kg, pour souder au plus simple.
Je tiens à le faire en MIG, car si cela se passe bien pour le petit, je m'attaquerai à un autre plus gros (8 tonnes) en 4 et 6 mm.
Et effectivement je constate bien que le bout à bout en 3 mm, c'est pas le plus facile.
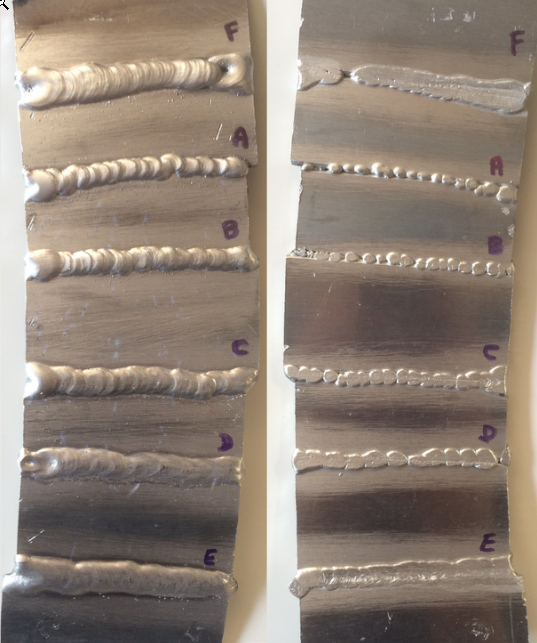
Mes derniers essais, de A à E en augmentant l'indication d'épaisseur de 1,8 à 3 mm sur le poste.
Je me suis servi d'une barre d'acier galvanisée comme support sur l'envers, sinon cela finit par s'effondrer.
D'ailleurs, quel matériau serait l'idéal (à part la céramique qui n'est pas donnée) pour une mise en forme à la demande ?
J'ai 2 cas d'usages, et j'ai besoin de l'œil du pro.
Le premier sans reprise possible sur l'envers car inaccessible à la torche avec un besoin de meulage complet du cordon.
Quel type de soudure, de A à E ?
Le second en ouvrant l'envers à la meule jusqu'à la pénétration complète pour remplir et meulage complet (cordon à l'intérieur de la coque et meulage du cordon extérieur pour une coque lisse).
Quel type de soudure, de A à E ?
Merci de m'avoir répondu. Ce site est plein d'info. Bravo.
#7
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en protection qui fasse support sur les inox on met souvent du cuivre, mais cela change beaucoup les paramètres car le cuivre pompe énormément la chaleur;
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31