Bon, j'essaye le tig et le forum du coup.
J'ai des pieces à souder en 10mm d'épaisseur, et, le moins que l'on puisse dire, c'est que je n'y arrive pas.
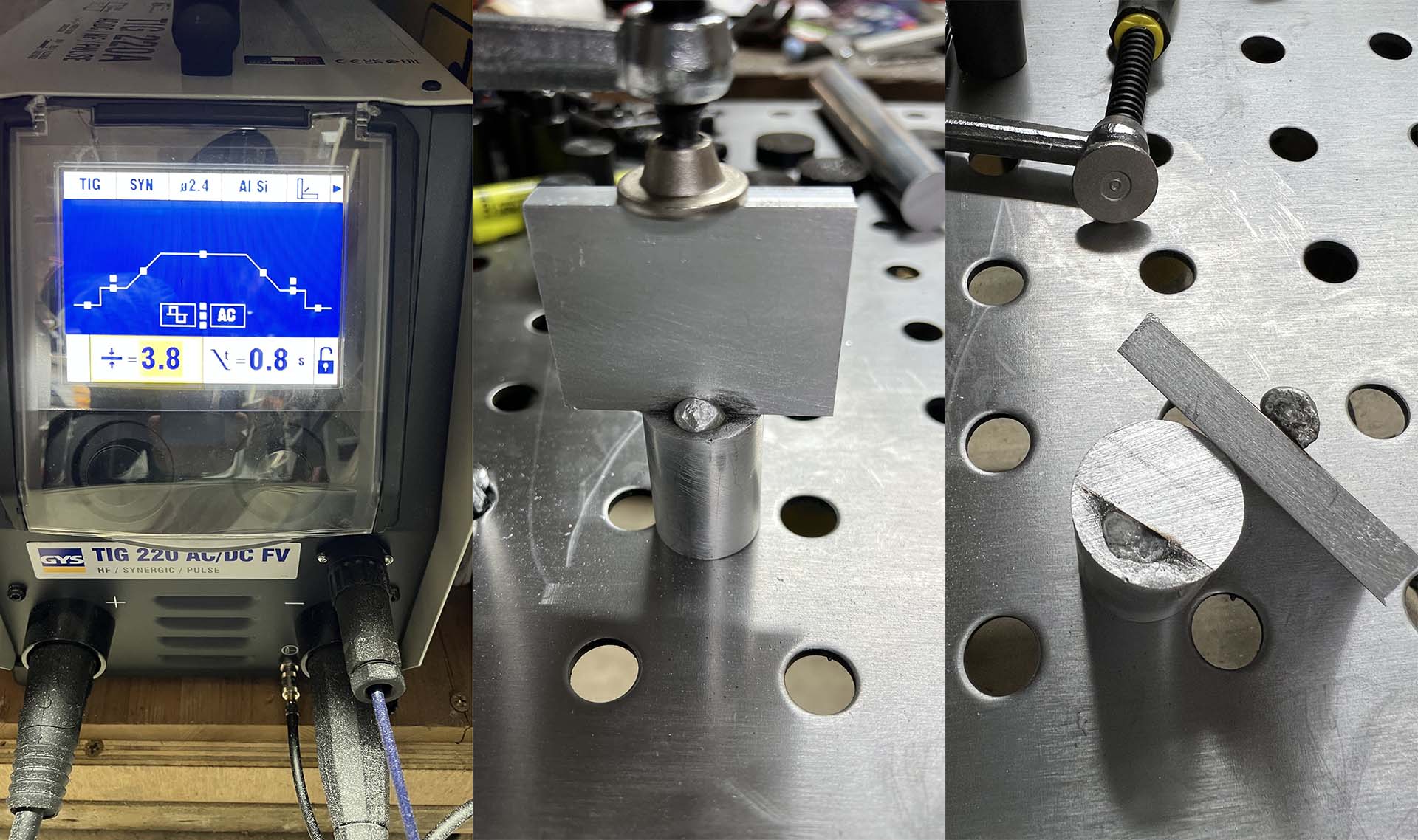
La chaleur semble absorbée par les grosses sections et du coup, mon metal d'apport fond beaucoup plus facilement et forme une boule qui "n'accroche" pas. Je ne connais pas la composition de l'alu rond ni carré. Avez-vous une suggestion ?
Jo