
13 réponses -
Accéder à la dernière réponse
#1


olecam En ligne le 19/05/2024 à 19:53 (32 messages sur soudeurs.com)
Sujet : Question Posée [mag] [acier] traces noires au pointage
Grand débutant, j'apprends en lisant et en regardant des vidéos. Merci d'avance pour votre indulgence !
Je constate des traces noires assez importantes au pointage :

Ça me fait un peu penser au noir que peut faire une bougie (mauvaise combustion). Je n'ai pas l'impression que ce soit normal et je cherche les causes possibles, et si possible le moyen de corriger le pb.
Mon poste est un multipearl 210-4xl, fil D=0.8 (marque GeKa) neuf, Argon/CO2 à 18%, tube d'acier 40x25x1.5 (grande surface) dégraissé à l'acetone. Je coupe le fil avant de pointer. J'ai tenté divers réglages du débit de gaz (8 L/min à 20 L/min), vitesse de fil et tension (ou épaisseur, selon que j'utilise le mode manuel ou synergique), sans constater de réelle différence.
Au bruit, j'ai l'impression que l'arc a du mal à amorcer. J'ai un peu cette même impression quand je forme un cordon, le crépitement devient régulier au bout de +/- une seconde seulement. En revanche, je ne constate pas de traces noires autour d'un cordon.
Merci d'avance pour vos idées et suggestions !
--
Olivier

#2

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
votre métal déposé à l'air sain, donc on est un peu tenté de vous dire que de ces traces on s'en fout un peu, un coup de brosse et le problème sera réglé
#3
olecam En ligne le 19/05/2024 à 19:53 (32 messages sur soudeurs.com)
Merci pour la réponse. J'admets qu'on s'en moque un peu, d'autant qu'en effet ça part très bien à la brosse. Juste cela ne me semblait pas trop "normal".
Bonne journée à tous.
--
Olivier
#4

antgomez En ligne le 03/06/2026 à 17:11 (130 messages sur soudeurs.com)
salut
je pencherai sur quelquechose qui brule au debut de la soudure.
L'acier n'est-il pas protegé par un leger vernis? Un coup de toile avant soudure permeterai peut etre de retirer ce leger voile de protection.
a+
antoine
#5
shocker En ligne le 02/12/2022 à 08:29 (277 messages sur soudeurs.com)
Le gaz peut il être défectueux ? Ou le fil d'apport ?
#6
antgomez En ligne le 03/06/2026 à 17:11 (130 messages sur soudeurs.com)
salut
si l'un ou l'autre n'allait pas, tu aurait des soudures moches.
Coupe le gaz et essaye, ca se voit tout de suite, meme avec une prise d'air
a+
antoine
#7
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
bonsoir
pas de souci ,la ça se voit car l acier est décalaminé sinon ça ne se voit pas
cdlt
#8
olecam En ligne le 19/05/2024 à 19:53 (32 messages sur soudeurs.com)
Bonjour,
L'acier est bien nu, pas de vernis ou autre (un coup de disque à lamelle pour une opération monsieur propre). Je crois définitivement que l'amorçage n'est pas top, peut-être qu'il me manque juste le coup de main ?
--
Olivier
#9
olecam En ligne le 19/05/2024 à 19:53 (32 messages sur soudeurs.com)
Je me suis dit qu'une vidéo serait peut être éclairante :-)
https://www.youtube.com/watch?v=xmzMermSfck
Je trouve que ça pétarade pas mal au démarrage. Qu'en pensez-vous ?
Résultat en photo :
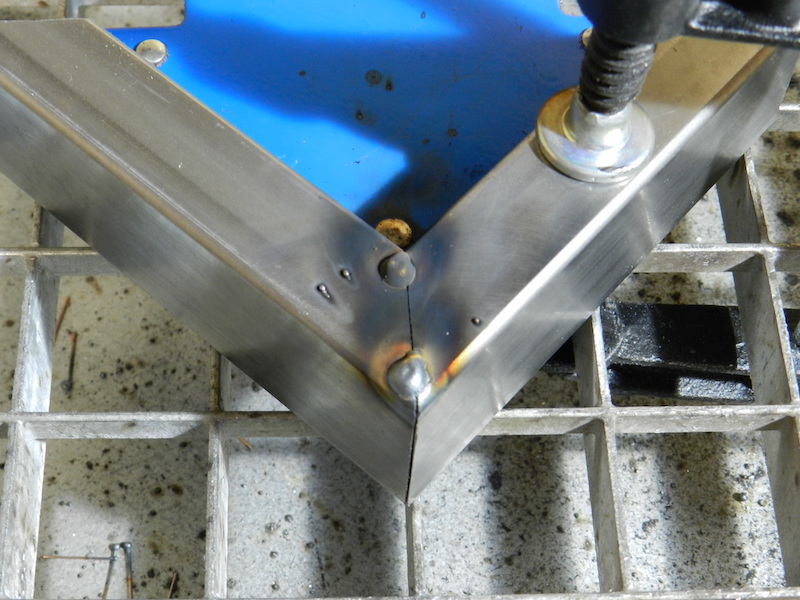
J'ai utilisé du fil d'apport de 0.6mm, le poste est en réglé en mode synergie pour de la tôle de 1.5mm d'épaisseur en bord--à-bord (U=18.7V, AV=6.3). Le poste indiquait une intensité de 52A après le pointage.
J'ai vérifié les réglages avancés : toutes les valeurs sont par défaut. Ce matin, j'ai testé en m'écartant des valeurs par défaut pour voir, mais c'est globalement pire ! ^^
Merci d'avance pour vos (indulgentes) remarques !
--
Olivier
#10
mupi66 En ligne le 27/03/2026 à 12:00 (2 messages sur soudeurs.com)
Bonjour, j'interviens en tant qu'amateur utilisant un poste sip gas/nogas 150A max.
J'ai le même phénome avec légère difficulté d'amorcage de l'arc, surtout en 0,6.
La méthode suivante me semble apporter une amélioration. Il faut couper le fil d'apport au ras de la buse. Si le fil est sorti, il a tendance à s'écraser légèrement dans la gaine car souvent en appui sur la pièce à souder, se mettant un peu en accordéon. Le fil est poussé, il fond au contact et est ensuite propulsé contre la pièce, l'effet ressort se cumulant à l'effet d'avance du fil. Le phénome se répète dans l'attente que l'apport de fil se régularise, d'où les quelques 'taptap' au départ.
Cette méthode a un autre avantage : celui de noyer de gaz l'endroit à souder avant le déclenchement de l'arc.
A mon sens, le stick out concerne l'écart entre l'extrémité de l'embout et la pièce et non la longueur de fil libre. Même si, évidemment, en cours de procédé, ils sont interdépendants.
J'ajouterai que, un peu comme l'avance à l'allumage dans les moteurs thermiques, il n'est pas impossible que l'énergie nécessaire au jaillissement de l'arc soit disponible un peu après l'avance du fil, ce qui a pour effet de le faire taper sur la pièce.
Ceci est une contribution modeste de soudeur régulier mais non professionnel.
Si j'ai dit des conneries, j'accepte les critiques, pas de problème.
#11

bickford En ligne le 08/06/2024 à 19:16 (18 messages sur soudeurs.com)
Bonjour,
Essayez de vous trouver un rotamètre à bille (amazon) retirez le galais et appuyez sur la torche pour vérifier le débit de gaz.

aussi, quel type de gaz utilisez vous ? argon/Co2 / Co2 ?
Ensuite votre réglage de poste n'est pas bon ca manque de vitesse de fil et d'un peu de tension.
Si vous etes en synergique mettez vous en réglage pour une épaisseur de 3/4 mm ; le point doit etre penetrant et non collant car quand vous allez souder vous risquez de casser les points.
BICK
#12
POM En ligne le 31/05/2026 à 03:15 (102 messages sur soudeurs.com)
pareil , je trouve aussi qu'il y a un manque de fil , et ce reglage evite de faire taper le fil au pointage
il y a une astuce pour l'éviter , faire le point en deux fois , un micro contact durant une fraction de seconde permet de faire chauffer le fil juste avant de faire le point
ce souci vient parfois des parametres de reglage interne du poste , comme dit plus haut ,il suffirait que le courrant arrive un peut plus tot
les postes plus modernes gèrent le demarage avec une arrivée de fil progressive le temps du premier contact avec le metal
#13
mupi66 En ligne le 27/03/2026 à 12:00 (2 messages sur soudeurs.com)
Bonjour,
Je suis un peu étonné des réponses.
Un défaut de volume de gaz provoque une soudure fibreuse (en manque) ou une déformation du cordon (en excès et là il faut y aller selon moi).
Le noir, c'est typiquement un arc électrique à l'air libre. Si ce noir est présent uniquement en début de cordon, c'est le temps d'apparition d'un volume de gaz protecteur suffisant. Perso, je déconnecte en début de travail le galet d'entraînement et déclenche le poste au minimum pour être sûr d'avoir du gaz dans la gaine.
Après,il y l'autre erreur classique : ne pas nettoyer l'envers des pièces à souder, ce qui provoque la carbonisation d'impuretés éventuelles. Surtout sur des profilés phosphatés très souvent gras (en prime) et que l'on a souillés en les manipulant. De ma petite expérience en carrosserie, c'est très classique et peut aussi provoquer un départ de feu. C'est vrai que, ici, nettoyer l'intérieur des profilés, c'est un peu galère.
Pour l'insuffisance de vitesse du fil d'apport, j'ai des doutes puisque l'on voit nettement sur la photo des boules de soudure qui me font plutôt penser à une surépaisseur et la pénétration ne semble pas top. Le fil qui tape, c'est plutôt soit mauvais contact, soit vitesse trop grande. Je jouerais donc plutôt un trop grand éloignement de la pièce à souder. Au surplus, mis à part dans les très fines épaisseurs (carrosserie), ne faut-il pas faire un très léger cercle au pointage ?
Bon, après, je bosse avec un poste de 30 ans qui fait dans les 25 kg et a des réglages basiques, même si la vitesse d'apport est automatiquement réglée suivant la puissance sélectionnée, le potentiomètre n'étant là que pour faire un réglage (très) fin, on peut se contenter de le laisser sur 5, ça passe un peu partout.
Comme dit avant, un poste moderne doit gérer en automatique le déclenchement du procédé et notamment une optimisation 'transparente' des paramètres pour faire déclencher l'arc.
#14
bickford En ligne le 08/06/2024 à 19:16 (18 messages sur soudeurs.com)
Cela peut aussi peut être provenir de la présence d'humidité, j'ai souvenir d'avoir rencontré un soucis similaire il y a quelques années.
BICK
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
