
78 réponses -
Accéder à la dernière réponse
#1


fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
Sujet : Retour d'expérience Poste TIGMIG TIG TM 200 AC/DC PULS HF
Bonjour à tous,
voici ma petite expérience.
j'ai acheté un poste tig ac dc 200a de la marque italienne tigmig
je l'ai payé 501 euros port inclus aux enchères ebay (reçu en 3 jours par dhl express ) + une bouteille d'argon arcal1 2.3 m3 pleine 200 euros sur le bc
torche wp 26
je l'ai juste mis en tension pour test, j’attends le métal d apport ,mon masque auto, et mon détendeur pour faire une démo
pour le prix ça ma l'air pas mal a voir



#2

Invité
Merci pour ce retour d'expérience fort constructif et intéressant ... ! ;)
Au moins votre poste est rouge c'est une bonne chose !
Mathieu
#3
Invité
Bonjour Fred791 :)
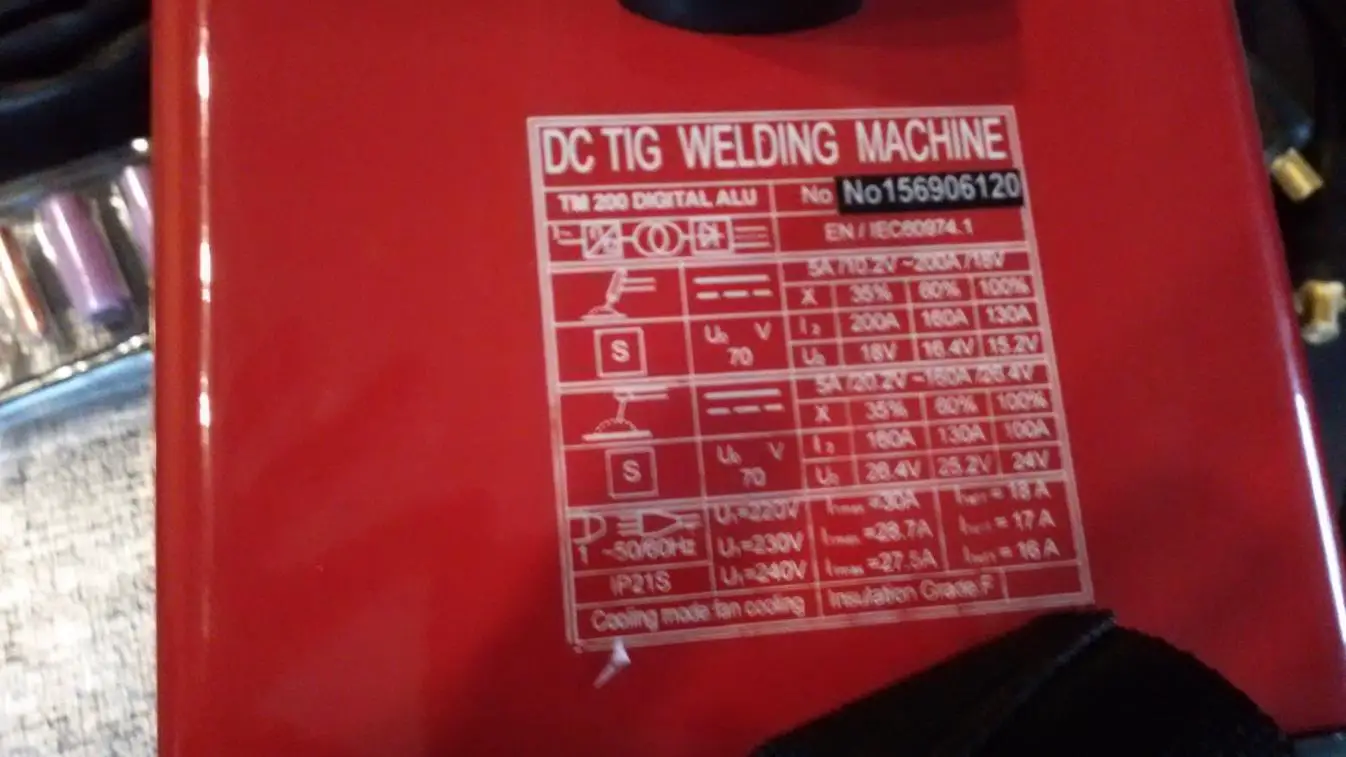
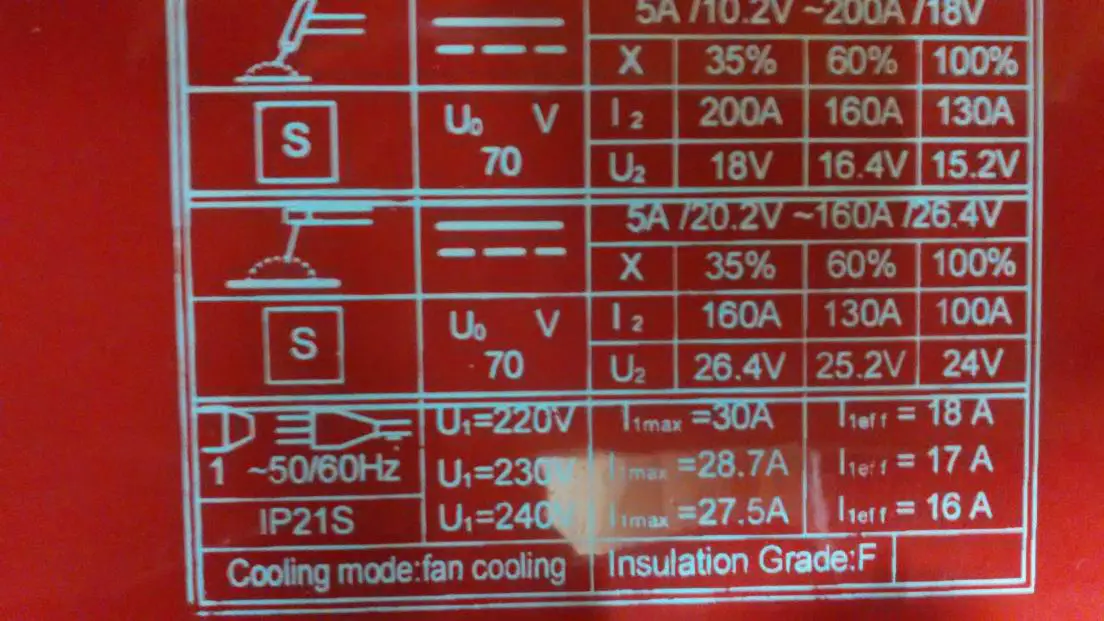
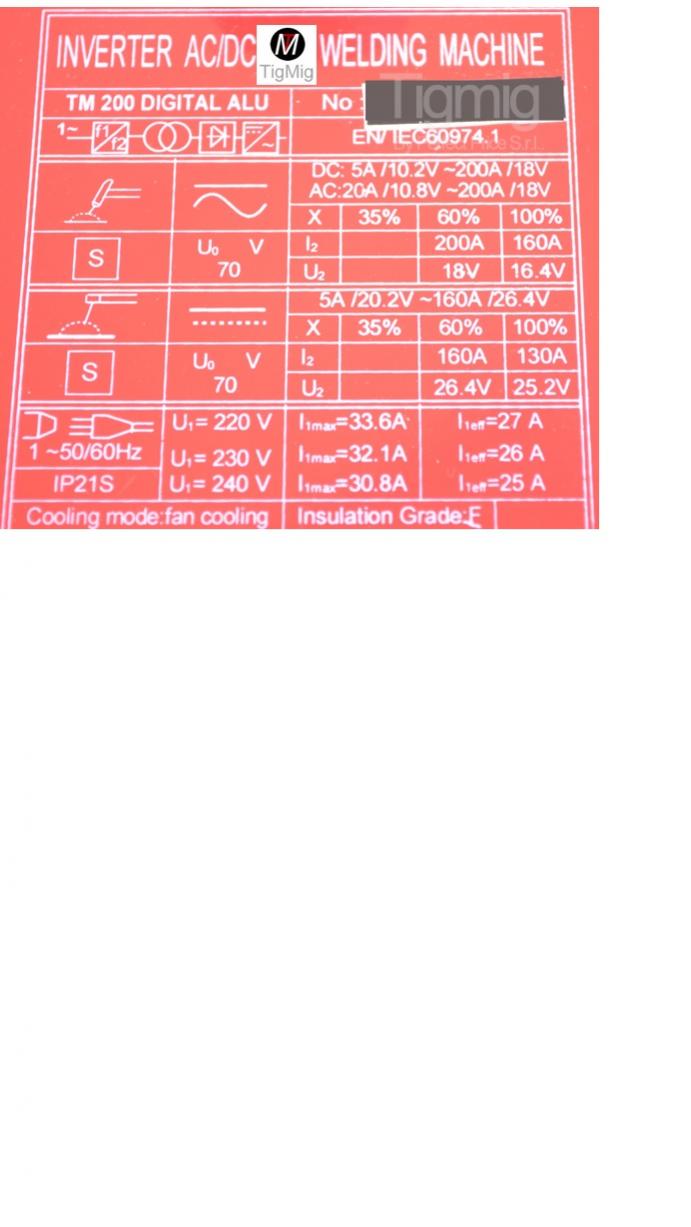
il y a quelque chose qui me chagrine sur la plaque signalétique qui indique l ampérage de soudage en TIG et en MMA
et à aucun moment il est mentionné les intensités en alternatif pour l aluminium pour le mode TIG
donc ou la plaque signalétique est fausse ou votre poste ne peut pas souder l aluminium en TIG :( ( ce que je ne vous souhaite pas )
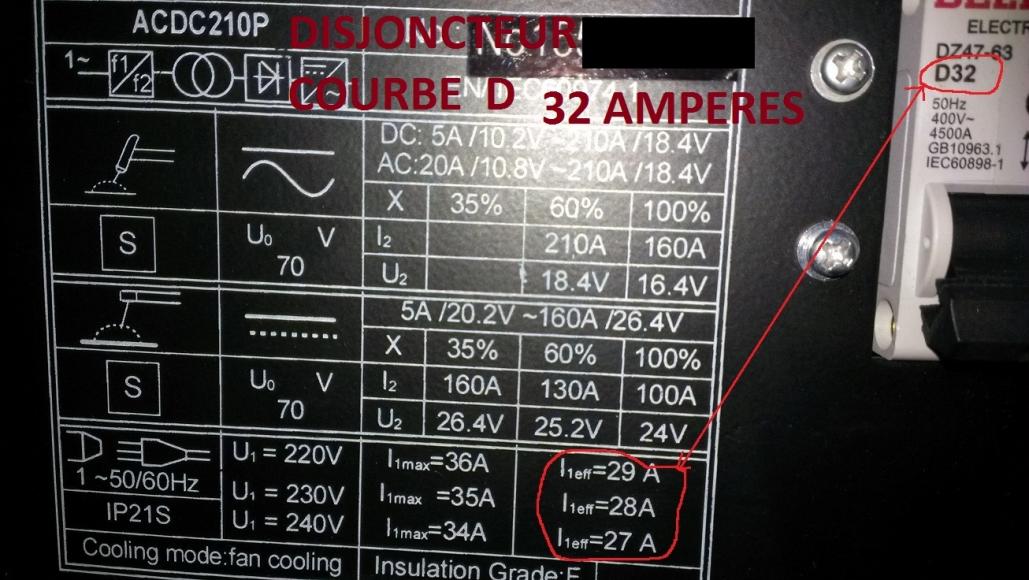
sur le miens en continu TIG il va de 5 à 210 ampères
et en alternatif TIG il va de 20 à 210 ampères
voici la plaque du mien en dessous
pour info mon poste pèse 25 kilos nu
dites nous le poids du votre
cordialement Ricou26:)
#4

jack38710 En ligne le 21/01/2016 à 19:29 (4 messages sur soudeurs.com)
Salut Fred,Pour tout te dire je cherche aussi un tig à un prix abordable...à priori c'est le cas....crois tu que ce genre de produit convient bien pour souder de l'inox alimentaire 304-316 ,1,25 ep???
Merci de ton retour....jj.et bonne
s fêtes!
#5
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
le poids nu du poste est de 18 kg
il est bien ac donc soudage TIG ALU
le lien de la boutique
produit: tm200digitalalu - TIG TM 200 AC/DC PULS HF - SALDATRICE TIG INVERTER AC/DC 200 AMP PULSATA DIGITALE - Tigmig ( - TIG WIG)
#6
Invité
re bon bin tant mieux :)
donc la plaque montrée est bidon
je vient de retrouver celle qui convient
cordialement Ricou26:)
#7

Bonsoir,
Effectivement il y a un problème avec la plaque signalétique de votre poste !
Ricou26 a raison de vous alerter.
D'après la photo de la plaque signalétique votre poste est un DC et non un AC/DC
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par fred791
Bonjour à tous,
voici ma petite expérience.
j'ai acheté un poste tig ac dc 200a de la marque italienne tigmig
je l'ai payé 501 euros port inclus aux enchères ebay (reçu en 3 jours par dhl express ) + une bouteille d'argon arcal1 2.3 m3 pleine 200 euros sur le bc
torche wp 26
je l'ai juste mis en tension pour test, j’attends le métal d apport ,mon masque auto, et mon détendeur pour faire une démo
pour le prix ça ma l'air pas mal a voir
Bonsoir,
Effectivement il y a un problème avec la plaque signalétique de votre poste !
Ricou26 a raison de vous alerter.
D'après la photo de la plaque signalétique votre poste est un DC et non un AC/DC
Cordialement,
#8
Salut Jack ! Aucun problème ça convient à merveille ! (DIN 53x1.5 sans apport en position PH sur la photo). ;)


Invité
Envoyé par jack38710
Salut Fred,Pour tout te dire je cherche aussi un tig à un prix abordable...à priori c'est le cas....crois tu que ce genre de produit convient bien pour souder de l'inox alimentaire 304-316 ,1,25 ep???
Merci de ton retour....jj.et bonne
s fêtes!
Salut Jack ! Aucun problème ça convient à merveille ! (DIN 53x1.5 sans apport en position PH sur la photo). ;)
#9
Invité
Bonsoir
Oui visiblement ici il s'agit d'un TIG DC donc à courant continu
Mathieu
#10
Invité
re
ou la plaque signalétique est bidon :D
car 18 kilo pour un tig DC c est assez lourd quand mème:)
cordialement Ricou26:)
#11
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
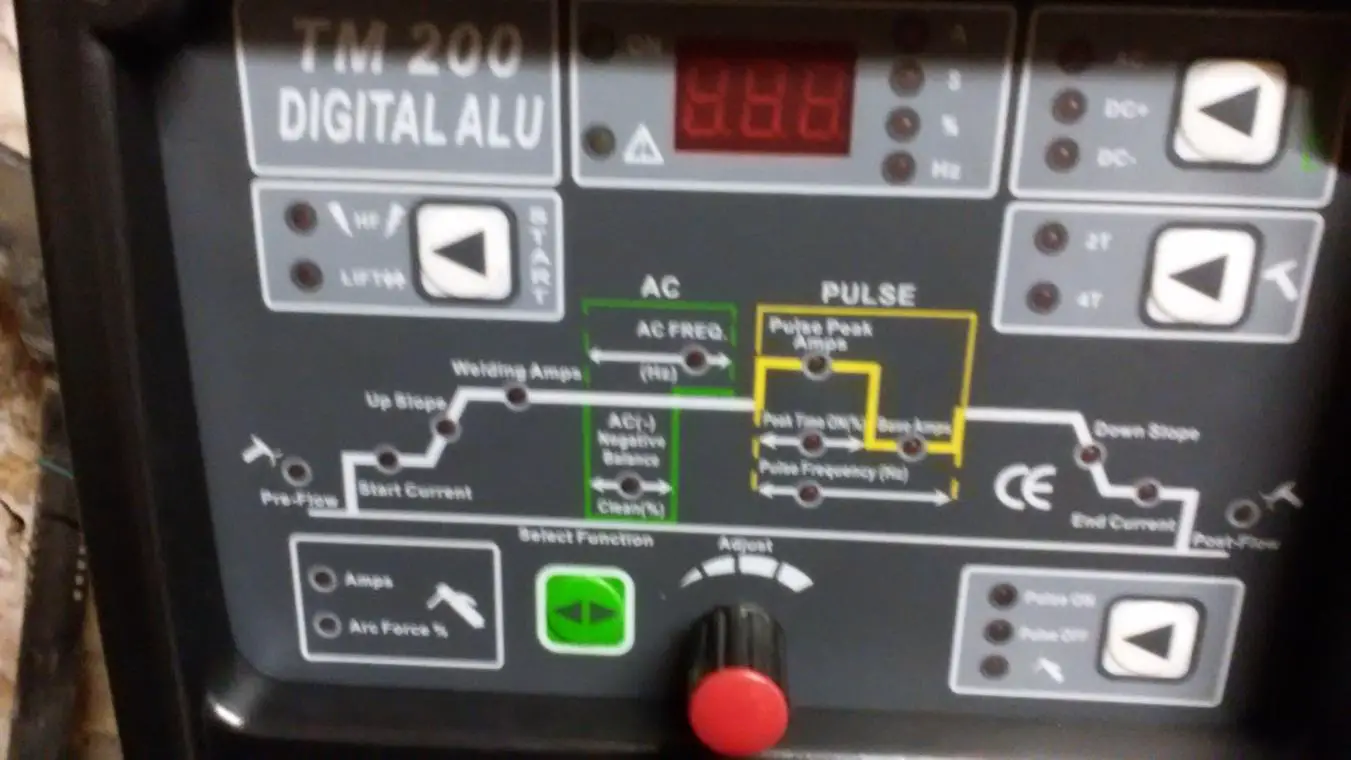
mais oui c'est bizarre mais pourtant c'est bien un ac dc il y a peut être une erreur de capot car j'ai bien les fonctions ac
effectivement j'ai regardé la photo sur ebay du capot c'est pas les mêmes
#12
Bonjour,
Si vous venez de l'acheter je vous conseille de vous rapprocher de votre vendeur afin de régler ce problème d'étiquetage de la plaque signalétique.
Bonnes fêtes de fin d'année.
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par fred791
mais oui c'est bizarre mais pourtant c'est bien un ac dc il y a peut être une erreur de capot car j'ai bien les fonctions ac
effectivement j'ai regardé la photo sur ebay du capot c'est pas les mêmes
Bonjour,
Si vous venez de l'acheter je vous conseille de vous rapprocher de votre vendeur afin de régler ce problème d'étiquetage de la plaque signalétique.
Bonnes fêtes de fin d'année.
Cordialement,
#13


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Buongiorno,
Ah ma la vendeur, il la parle la France un peu moyenne, qu'il est difficulté de comprendre...
Si si, la poste il peut soude alu peut être si vous voulez ma il faut argon et tutti... Bla bla bla
J'ai eu la curiosité d'aller voir le site en question et... ce n'est pas rassurant.
Le poste en question (version "digitale") est indiqué "épuisé" et même en anglais la description n'est pas très claire, voir même très vaseuse.
Au même prix, baissé de 27% par le fait d'une "promo" extraordinaire, on a la version "potentiomètres" du même (?) poste. La description de celui ci est bien plus détaillée et explicite, quoiqu'elle reste en italien même lorsque l'on choisit anglais. Là on parle bien de balance.
Pour le pratiquer dans le boulot, je n'aime pas trop ces vendeurs qui ont du mal à communiquer en français quand cela les arrange, assortie d'une virtuosité à "shifter" sur un sujet voisin pour s'éloigner très vite de la question qui fâche. Manœuvre répétée sans honte jusqu'à renoncement de l'interlocuteur.
Sur le site, la traduction française est un immonde charabia de traducteur automatique à qui on peut faire dire ce que l'on veut, et cacher ce que l'on veut aussi.
Cocasse : Au dessus dans la gamme, on trouve un poste vendu par IGBTIG/IMServices mais un peu moins cher. Dans la jungle des importateurs, il reste donc à estimer ce que l'on est prêt à payer en plus pour avoir un interlocuteur sérieux, tant pour le conseil que pour le SAV.
Cordialement.
#14
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
cette histoire de plaque signalétique me tracasse maintenant je suis a douter si le poste peut souder l'alu
je peux pas le tester j'ai toujours pas reçu le détendeur
je pense qu'ils ont du avoir une série avec une plaque signalétique erronée
#15
Invité
Sur le panneau d'affichage tu as la fonction AC donc a mon avis pas de soucis, c'est juste une erreur de signalétique.
#16
Invité
Bonjour à tous
Locouarn dit:*) Quelqu'un peut-il m'expliquer ? Sur le site de IGBTIG, ce poste est vendu 1194 € TTC et sur e-bay ils le vendent 899 € TTC. Qu'est ce que je n'ai pas compris ?
bin moi je crois ;)
stratégie commercial
à l époque le mien coutait sur Ebay 839 euros et sur le site de IMSERVICES plus de 1000 euros
j avais envoyé un mail à l époque à IMSERVICES comme, Kev69 me l avait suggéré pour me faire le même prix que sur ebay
ils ont acceptés j ai reçu un devis et j ai payé par chèque et reçu le poste une quinzaines de jour après
voila
cordialement Ricou26:D
#17
re je pense aussi
mais il faut essayer d urgence quand même ;)
Invité
Envoyé par Kev69
Sur le panneau d'affichage tu as la fonction AC donc a mon avis pas de soucis, c'est juste une erreur de signalétique.
re je pense aussi
mais il faut essayer d urgence quand même ;)
#18
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
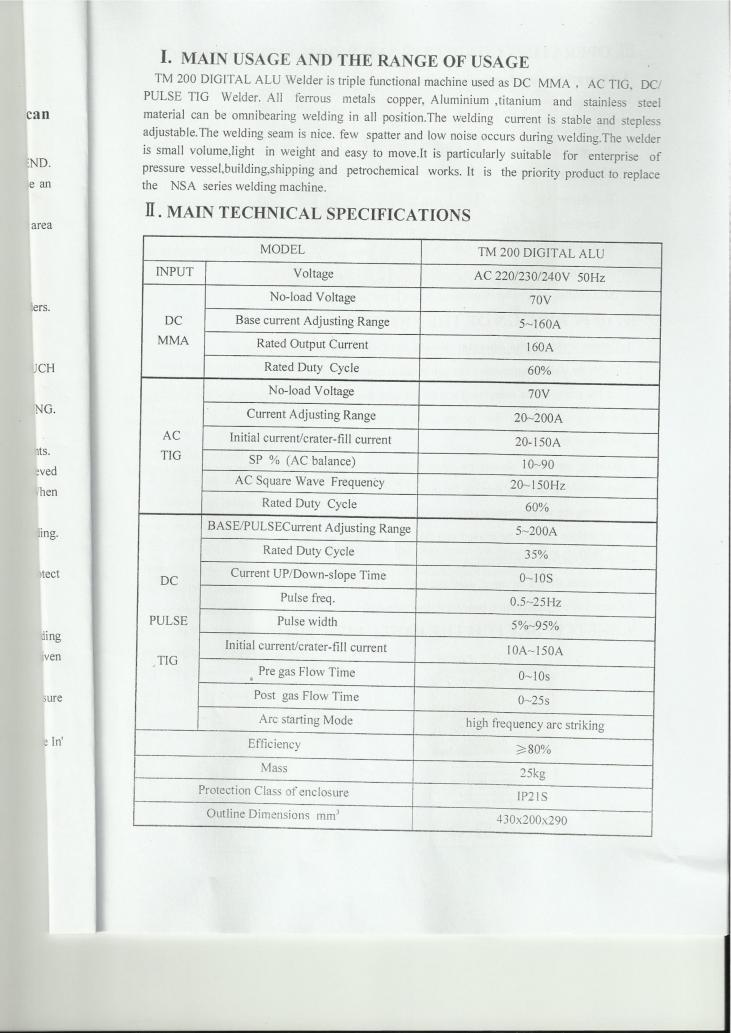
sur la doc fourni avec même le poids correspond pas
#19
Bonjour Fred :)
si vous avez payer avec PayPal vous avez du temps pour faire un recours pas de panique
autrement c est un peu plus compliqué mais faisable aussi
cordialement Ricou26:)
PS option à utiliser seulement si l appareil ne fonctionne pas en AC:)
Invité
Envoyé par fred791
sur la doc fourni avec même le poids correspond pas
Bonjour Fred :)
si vous avez payer avec PayPal vous avez du temps pour faire un recours pas de panique
autrement c est un peu plus compliqué mais faisable aussi
cordialement Ricou26:)
PS option à utiliser seulement si l appareil ne fonctionne pas en AC:)
#20
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
merci de vos réponses
#21
Bonsoir,
Et merci beaucoup pour cette explication qui confirme un peu ce que je supposais, sans oser y croire vraiment.
Du coup, ils vendent le poste en question environ 30 € seulement plus cher que le site italien. Ca fait encore plus réfléchir.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par ricou26
Bonjour à tous
Locouarn dit:*) Quelqu'un peut-il m'expliquer ? Sur le site de IGBTIG, ce poste est vendu 1194 € TTC et sur e-bay ils le vendent 899 € TTC. Qu'est ce que je n'ai pas compris ?
bin moi je crois ;)
stratégie commercial
à l époque le mien coutait sur Ebay 839 euros et sur le site de IMSERVICES plus de 1000 euros
j avais envoyé un mail à l époque à IMSERVICES comme, Kev69 me l avait suggéré pour me faire le même prix que sur ebay
ils ont acceptés j ai reçu un devis et j ai payé par chèque et reçu le poste une quinzaines de jour après
voila
cordialement Ricou26:D
Bonsoir,
Et merci beaucoup pour cette explication qui confirme un peu ce que je supposais, sans oser y croire vraiment.
Du coup, ils vendent le poste en question environ 30 € seulement plus cher que le site italien. Ca fait encore plus réfléchir.
Cordialement.
#22
Bonjour Locouarn :)
j avais vu le poste sur le site italien
mais moi je réfléchis aussi ;)
entre acheter un poste en Italie et en france
sur le site italien il est vendu par les italiens
sur Ebay il est vendu par IMSERVICES
j ai reçu un 210 acdc pas un 200 acdc bon je te l accorde pas une grosse différence
et les trente euros de différence hé bien je m en tape ;)
si panne il y a je préfère renvoyer le poste à Grenoble ou ces environs plutôt qu en italie
ils ont les pièces détachées chez IMSERVICES
un membre du forum a reçu une carte de puissance qu il a monté lui même
mon manuel est en français et pas traduit mot à mot
j ai commandé un connecteur 7 broches pour une torche que j ai pris ailleurs
un mail et le lendemain j avais un coup de fil sur mon portable
c est ce que j appel du service
il m ont même envoyé 2 connecteurs avant que je paye par chèque
le lien Ebay
Poste A Souder TIG 210 Acdc HF Inverter Soudage TIG ALU Digital LED | eBay
le lien TIGMIG Italie
produit: nx220digitalalu - SALDATRICE INVERTER 200 AMP NX 220 DIGITAL ALU 10 PROGRAMMI DI SALDATURA DA IMPOSTARE - NextTig (TIG WIG - TIG AC/DC ALU)
Cordialement Ricou26:)
PS j arrête de faire de la pub pour cette société car Dominique et Mathieu vont finir par croire que j en suis le représentant ce qui n est absolument pas le cas
PS 2 désolé de polluer le fil de Fred791 avec cette discussion hors sujet :(
Invité
Envoyé par locouarn
Bonsoir,
Et merci beaucoup pour cette explication qui confirme un peu ce que je supposais, sans oser y croire vraiment.
Du coup, ils vendent le poste en question environ 30 € seulement plus cher que le site italien. Ca fait encore plus réfléchir.
Cordialement.
Bonjour Locouarn :)
j avais vu le poste sur le site italien
mais moi je réfléchis aussi ;)
entre acheter un poste en Italie et en france
sur le site italien il est vendu par les italiens
sur Ebay il est vendu par IMSERVICES
j ai reçu un 210 acdc pas un 200 acdc bon je te l accorde pas une grosse différence
et les trente euros de différence hé bien je m en tape ;)
si panne il y a je préfère renvoyer le poste à Grenoble ou ces environs plutôt qu en italie
ils ont les pièces détachées chez IMSERVICES
un membre du forum a reçu une carte de puissance qu il a monté lui même
mon manuel est en français et pas traduit mot à mot
j ai commandé un connecteur 7 broches pour une torche que j ai pris ailleurs
un mail et le lendemain j avais un coup de fil sur mon portable
c est ce que j appel du service
il m ont même envoyé 2 connecteurs avant que je paye par chèque
le lien Ebay
Poste A Souder TIG 210 Acdc HF Inverter Soudage TIG ALU Digital LED | eBay
le lien TIGMIG Italie
produit: nx220digitalalu - SALDATRICE INVERTER 200 AMP NX 220 DIGITAL ALU 10 PROGRAMMI DI SALDATURA DA IMPOSTARE - NextTig (TIG WIG - TIG AC/DC ALU)
Cordialement Ricou26:)
PS j arrête de faire de la pub pour cette société car Dominique et Mathieu vont finir par croire que j en suis le représentant ce qui n est absolument pas le cas
PS 2 désolé de polluer le fil de Fred791 avec cette discussion hors sujet :(
#23
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Merci Ricou pour ce point de vue qui confirme ce que j'ai toujours dit et répété : Mieux vaut acheter à une société basée en France et qui assure un service avant et après vente sérieux et efficace.
Je préfère acheter un poste chinois en France avec un bon SAV qu'un poste plus "sérieux" à l'étranger et sans interlocuteur... Surtout que mes moyens orientent ce choix !
Je ne trouve pas que c'est faire de la pub pour un vendeur de dire qu'il fait bien son travail, cela rend d'avantage service aux lecteurs de ce forum qu'au vendeur lui-même.
Je ne trouve pas non plus que l'on pollue le fil car cette comparaison fait également partie du retour d'expérience.
Cordialement.
#24
Invité
Bonsoir
Vos explications sons tout à fait louables.
Mais quand il y a presque 1000 Euros de différence entre une référence achetée en Allemagne et cette même référence achetée en France il y a de quoi réfléchir !
Mathieu
#25
Bonsoir Mathieu,
J'approuve bien entendu le sens de ton raisonnement en supposant que le matériel en question est plus cher en France (?), mais dans le cas que tu cites en exemple, s'agit-il d'un matériel chinois ou de marque et quel est le contexte commercial ?
Quand tu dis "Allemagne", je pense à Stamos par exemple qui n'est pas toujours exemplaire. A partir de quelle différence de prix peut on prendre un pari sur le SAV ?
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Mathieu54
Bonsoir
Vos explications sons tout à fait louables.
Mais quand il y a presque 1000 Euros de différence entre une référence achetée en Allemagne et cette même référence achetée en France il y a de quoi réfléchir !
Mathieu
Bonsoir Mathieu,
J'approuve bien entendu le sens de ton raisonnement en supposant que le matériel en question est plus cher en France (?), mais dans le cas que tu cites en exemple, s'agit-il d'un matériel chinois ou de marque et quel est le contexte commercial ?
Quand tu dis "Allemagne", je pense à Stamos par exemple qui n'est pas toujours exemplaire. A partir de quelle différence de prix peut on prendre un pari sur le SAV ?
Cordialement.
#26
Invité
@ Mathieu :)
re c est pas faux :)
1000 euros de différence c est pour du matos à prix déjà élevé donc de qualité dans le principe et le prix de l appareil au départ coute plus de 1000 euro
on peut même à la rigueur faire l impasse sur la garantie de proximité :D
et utiliser la garantie constructeur hors du pays ou a été acheté le matériel
c est vrais même pour les gaz de soudage beaucoup moins cher en Allemagne qu en France
et par ce fait les frontaliers sont avantagés par rapport à moi :D
cordialement Ricou26:)
#27
Invité
Bonjour
Quand je parlais de matériel allemand je prenais l'exemple de mon Picomig 180 Puls de chez EWM.
2400 euros TTC plus frais de port en France , et 1450 euros plus frais de port acheté en Allemagne ... !
Mathieu
#28
re bin c est clair ;)
en plus pour toi la question ne se pose même pas
il faut acheter en Allemagne
si je ne me trompe pas tu habite vers NANCY
c est pas loin la, frontière
en cas de retour du matériel pour SAV pas de problème et pas trop de frais de port non plus
cordialement Ricou26:)
Invité
Envoyé par Mathieu54
Bonjour
Quand je parlais de matériel allemand je prenais l'exemple de mon Picomig 180 Puls de chez EWM.
2400 euros TTC plus frais de port en France , et 1450 euros plus frais de port acheté en Allemagne ... !
Mathieu
re bin c est clair ;)
en plus pour toi la question ne se pose même pas
il faut acheter en Allemagne
si je ne me trompe pas tu habite vers NANCY
c est pas loin la, frontière
en cas de retour du matériel pour SAV pas de problème et pas trop de frais de port non plus
cordialement Ricou26:)
#29
Bonjour,
Et merci de cet éclaircissement. En effet, il y a de quoi réfléchir, et pas seulement qu'au prix !
On peut s'interroger sur les marges pratiquées en France (mais c'est bien entendu à cause des charges ;)) et sur les conséquences à long terme sur l'économie du pays.
J'imagine la tête du revendeur EWM français si tu reviens vers lui pour un problème de garantie (un peu comme les voitures de mandataires).
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Mathieu54
Bonjour
Quand je parlais de matériel allemand je prenais l'exemple de mon Picomig 180 Puls de chez EWM.
2400 euros TTC plus frais de port en France , et 1450 euros plus frais de port acheté en Allemagne ... !
Mathieu
Bonjour,
Et merci de cet éclaircissement. En effet, il y a de quoi réfléchir, et pas seulement qu'au prix !
On peut s'interroger sur les marges pratiquées en France (mais c'est bien entendu à cause des charges ;)) et sur les conséquences à long terme sur l'économie du pays.
J'imagine la tête du revendeur EWM français si tu reviens vers lui pour un problème de garantie (un peu comme les voitures de mandataires).
Cordialement.
#30
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
les charges ne sont pas les mêmes pour les entreprises allemandes
en France on est assommé par les charges
#31
Ca je le sais bien mais bon faut pas déconner quand même quand on voit certains prix pratiqués ...
Mathieu
Invité
Envoyé par fred791
les charges ne sont pas les mêmes pour les entreprises allemandes
en France on est assommé par les charges
Ca je le sais bien mais bon faut pas déconner quand même quand on voit certains prix pratiqués ...
Mathieu
#32

La Bete En ligne le 16/08/2025 à 11:17 (117 messages sur soudeurs.com)
Le charges ont en effet le dos large chez nous.
Certes dans de nombreux cas cela compte, mais quand
on entend un vendeur dire à propos de certains articles
"p...tain qu'est ce qu'on peut "marger" là dessus! 4 fois, 5 fois..."
Bon, ça se passe au bistrot, pas dans le magasin, et puis c'est pas
sur tout, plutôt sur les petits articles. N'empêche que, avant d'acheter
il vaut mieux se renseigner sur les prix pratiqués ailleurs pour LA MÊME camelote.
S'il y a, mettons 30% d'écart, ça passe. Si c'est 3 fois plus cher, non.
#33

cicis En ligne le 10/06/2019 à 12:29 (42 messages sur soudeurs.com)
je pense que la plaque signalétique ne correspond pas au poste. Sur la plaque, ne figure que le TIG DC et la face avant indique bien le mode AC.
bizarre
#34
jack38710 En ligne le 21/01/2016 à 19:29 (4 messages sur soudeurs.com)
Merci Kev pour ton retour...Du coup j'ai craqué sur un igbtig 210 AC/DC HF pulse ALU,j'ai choisi l'option proximité du SAV avec la possibilité d'essayer le produit sur place....bon support,essai concluant,super machine même pour un novice comme moi!,Clavier de commande simple d'utilisation,(petite formation au préalable).Cependant le packaging un peu cher mais complet...et Fabriquer en France!!! enfinnn en théorie!
#35
jack38710 En ligne le 21/01/2016 à 19:29 (4 messages sur soudeurs.com)
Il va se passer un peu de tps avant d'obtenir les mêmes cordons!!!Respect....:cool:
#36
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
bonjour,
j'ai fait un test rapide sur de l'alu de 3mm le poste soude bien l'alu
question: j'ai soudé avec une électrode tungstène lanthane 1.5% , faut il l'affuter en mode ac ou pas ?
c'est pas terrible mais c'est un début

#37

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
c'est pas mal (sur une vraie pièce pensez avec de rapides marche arrêt et en mettant une goutte de métal d'apport à combler le cratère final) , pour l'alu en théorie il faut utiliser des tungstène pures que l'on n'affute pas , le diamètre étant proportionnelle à l'intensité employée. Cependant pour ne pas avoir 36 modèles de tungstène, ne vous prenez pas la tête, prenez des multistrike, elles sont OK pour l'acier, l'inox et l'alu, et avec une 2.4 de diamètre vous couvrirez pas mal de besoin. Je résume en mode DC, affutée, en mode AC non, mais pour faire du fin en alu , vous pouvez ruser en l'affutant un peu de façon à obtenir un bout bien arrondi (il va se faire tout seul en amorçant sur une pièce misère) si la boule est baveuse, c'est que vous êtes trop affuté, il n'y a que sur du très fin que des 1.6 mm de diamètre sont vraiment mieux.
#38
oui c est pas si mal pour un début
oui prendre comme le dit Tungstène des multistrike ça fait pour tout
sur votre notice n y a t il pas une infos pour créer la boule ( sur une pièce martyre ) en mettant une balance plus élevée et des que la boule est faite ( c est assez rapide ) ensuite remettre le bon réglage
vous devez être soulagé qu il soude l alu :p
cordialement Ricou26:)
Invité
Envoyé par fred791
bonjour,
j'ai fait un test rapide sur de l'alu de 3mm le poste soude bien l'alu
question: j'ai soudé avec une électrode tungstène lanthane 1.5% , faut il l'affuter en mode ac ou pas ?
c'est pas terrible mais c'est un début
oui c est pas si mal pour un début
oui prendre comme le dit Tungstène des multistrike ça fait pour tout
sur votre notice n y a t il pas une infos pour créer la boule ( sur une pièce martyre ) en mettant une balance plus élevée et des que la boule est faite ( c est assez rapide ) ensuite remettre le bon réglage
vous devez être soulagé qu il soude l alu :p
cordialement Ricou26:)
#39
fred791 En ligne le 17/07/2019 à 07:23 (10 messages sur soudeurs.com)
je vais tester d'augmenté la balance pour crée cette boule sur l’électrode de tungstène (merci de l'info) la notice est vraiment basique
j'ai en commande des électrodes de tungstène pur
#40
Invité
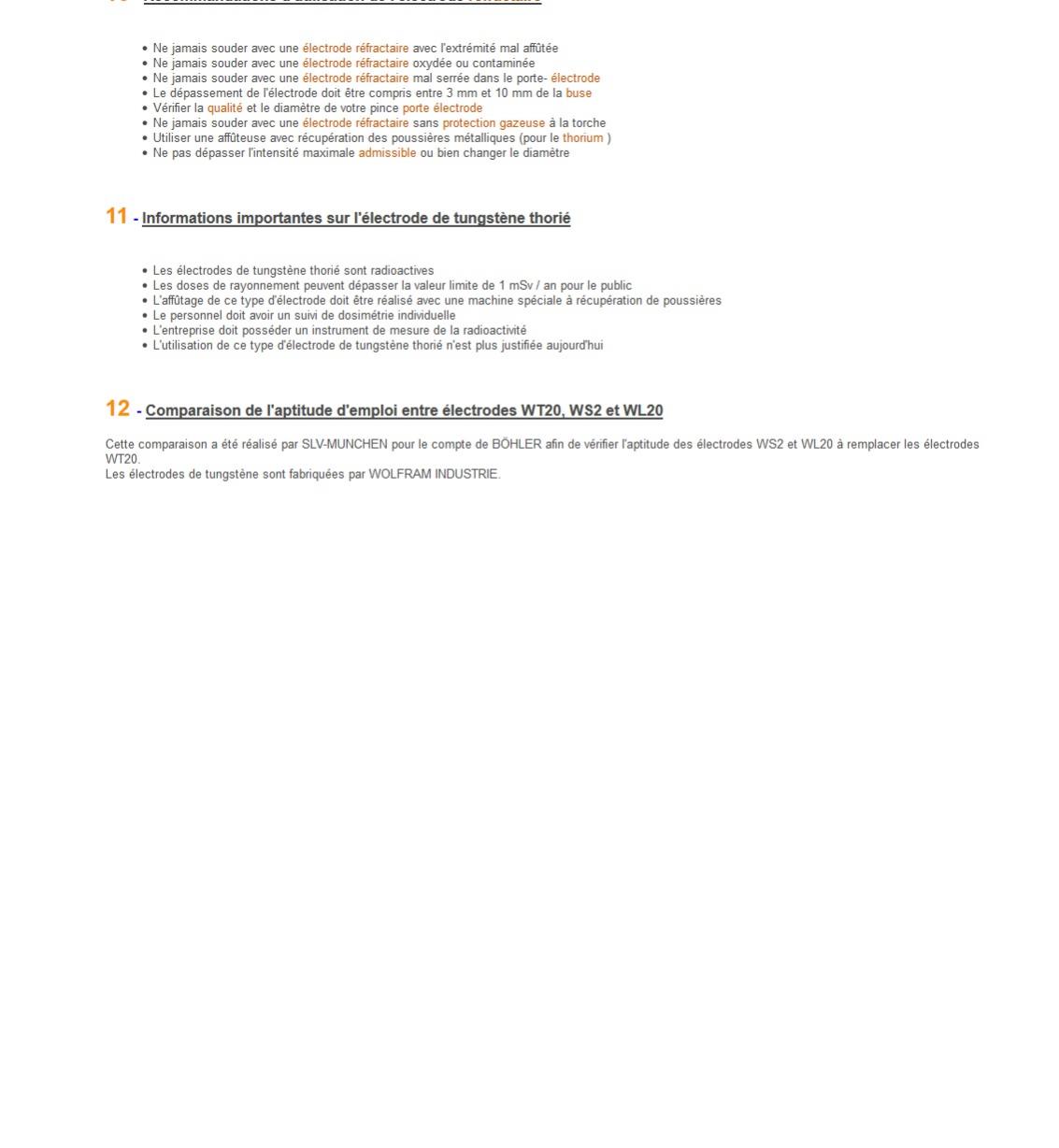
re voici un lien intéressant pour le choix des électrodes tungstène
http://www.soudeurs.com/site/quelles-sont-les-electrodes-refractaires-de-tungstene-pour-le-soudage-tig-et-le-plasma-220/
cordialement Ricou26:)
#41
Bonjour,
Je suis encore une fois surpris et un peu contrarié de voir apparaitre dans ce tableau les électrodes thoriées (code rouge) sans avertissement sur leur dangerosité avérée.
Comme je l'ai signalé sur un autre sujet, il est fréquent que des sites en ligne vendent des tungstènes radioactifs à des soudeurs amateurs sans les avertir des précautions à prendre.
Il est évident que ces soudeurs occasionnels ne disposent pas d'appareil permettant l'affutage en sécurité de ces tungstènes (une affuteuse adaptée doit couter au moins 600 €), sans parler du retraitement des déchets.
Affuter des tungstènes rouges à l'air libre sur une meule est une chose que l'on ne devrait plus voir en 2016, même si certains diront qu'ils l'ont toujours fait et qu'ils sont vivants.
Si ces électrodes sont bannies des entreprises, c'est qu'elles présentent un risque désormais inutile à tout point de vue (technique et financier) compte tenu des alternatives proposées (lanthane "or" et "multistrike" notamment).
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par ricou26
re voici un lien intéressant pour le choix des électrodes tungstène
http://www.soudeurs.com/site/quelles-sont-les-electrodes-refractaires-de-tungstene-pour-le-soudage-tig-et-le-plasma-220/
cordialement Ricou26:)
Bonjour,
Je suis encore une fois surpris et un peu contrarié de voir apparaitre dans ce tableau les électrodes thoriées (code rouge) sans avertissement sur leur dangerosité avérée.
Comme je l'ai signalé sur un autre sujet, il est fréquent que des sites en ligne vendent des tungstènes radioactifs à des soudeurs amateurs sans les avertir des précautions à prendre.
Il est évident que ces soudeurs occasionnels ne disposent pas d'appareil permettant l'affutage en sécurité de ces tungstènes (une affuteuse adaptée doit couter au moins 600 €), sans parler du retraitement des déchets.
Affuter des tungstènes rouges à l'air libre sur une meule est une chose que l'on ne devrait plus voir en 2016, même si certains diront qu'ils l'ont toujours fait et qu'ils sont vivants.
Si ces électrodes sont bannies des entreprises, c'est qu'elles présentent un risque désormais inutile à tout point de vue (technique et financier) compte tenu des alternatives proposées (lanthane "or" et "multistrike" notamment).
Cordialement.
#42
je suis désolé Locouarn :)
mais c est dit sur le lien justement
il est vrai que cela pourrait être écrit plus gros pour bien le voir
donc effectivement ta remarque est justifiée
peut être que Dominique pourra grossir le texte issu du lien en dessous sur la photo
cordialement Ricou26:)
PS pour certains revendeurs qui vendent encore les thoriées c est écrit sur leurs site IMSERVICES par exemple le dit en assez gros
de toute façon les soudeurs novices ne devrait pas utiliser le thoriées il faut vivre avec son temps
et utiliser des multistrike
Invité
Envoyé par locouarn
Bonjour,
Je suis encore une fois surpris et un peu contrarié de voir apparaitre dans ce tableau les électrodes thoriées (code rouge) sans avertissement sur leur dangerosité avérée.
Comme je l'ai signalé sur un autre sujet, il est fréquent que des sites en ligne vendent des tungstènes radioactifs à des soudeurs amateurs sans les avertir des précautions à prendre.
Il est évident que ces soudeurs occasionnels ne disposent pas d'appareil permettant l'affutage en sécurité de ces tungstènes (une affuteuse adaptée doit couter au moins 600 €), sans parler du retraitement des déchets.
Affuter des tungstènes rouges à l'air libre sur une meule est une chose que l'on ne devrait plus voir en 2016, même si certains diront qu'ils l'ont toujours fait et qu'ils sont vivants.
Si ces électrodes sont bannies des entreprises, c'est qu'elles présentent un risque désormais inutile à tout point de vue (technique et financier) compte tenu des alternatives proposées (lanthane "or" et "multistrike" notamment).
Cordialement.
je suis désolé Locouarn :)
mais c est dit sur le lien justement
il est vrai que cela pourrait être écrit plus gros pour bien le voir
donc effectivement ta remarque est justifiée
peut être que Dominique pourra grossir le texte issu du lien en dessous sur la photo
cordialement Ricou26:)
PS pour certains revendeurs qui vendent encore les thoriées c est écrit sur leurs site IMSERVICES par exemple le dit en assez gros
de toute façon les soudeurs novices ne devrait pas utiliser le thoriées il faut vivre avec son temps
et utiliser des multistrike
#43
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
les rouges ce sont parfois les soudeurs qui les veulent, dangereuses, mauvaises pour la santé, mais ce sont celles là qui ont la meilleures tenues, dans les alternatives les lanthanes sont les plus mauvaises de ce point de vue
#44

dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Bonjour,
Il est vrai qu'il existe aujourd'hui des alternatives, encore que.... Je suis d'ailleurs curieux de savoir dans quelles conditions ont été réalisées toutes ces fameuses études? Quel matériel utilisé pur l’affûtage etc? Je soupçonne les électrodes au lanthane d'être plus sensible à la chauffe lorsqu'elles sont meulées.
Tous, ou la grande majorité des gens crédibles en soudage TIG que je connaisse s'accordent sur le fait que les thoriées tiennes mieux l’affûtage lors du soudage, alors que les études des fabricants tendent à démontrer le contraire. Hier encore hier j'ai soudé un 4'' SCH80 avec une électrode lanthane 2%, à la fin de la péné l’électrode était déjà émoussée et je n'ai pas touché une seule fois. J'ai dû affûté 3 fois l’électrode pour finir la soudure, sans touché, et la plupart du temps je soudais avec une électrode émoussée ce qui n'est pas très agréable. Lorsque j'était encore soudeur, le thorium était encore la norme et si j' affûtais 3 fois mon électrode dans le demi-journée c'était le bout du monde.
Je trouve qu'il ne faut pas trop exagérer non plus sur la question, un vol aller retour transatlantique délivrera X années d'utilisations de tungsten thoriés, d'ailleurs d'après cet article du TWI.
FAQ: The use of thoriated tungsten electrodes
"However, the risk of cancer in TIG welders due to thoria exposure is very low, since the exposure times to individuals are invariably small. The Danish Welding Institute estimates that of 1200 full-time TIG welders, a cancer incidence of 0-3 may occur during a thirty year working life. While this figure is considered acceptable, the Danish Welding Institute has recommended that thoriated tungsten be phased out in Denmark since non-radioactive alternatives are available."
Cela-dit, le risque de cancer en soudage TIG lié à l'exposition au thorium est très faible, parce que le temps d'exposition des individus est invariablement faible. L'institut de soudure Danois estime que sur 1200 soudeurs TIG à temps complet sur une durée de 30 ans le nombre de cas de cancers lié à cet usage serait de 0 à 3 cas.
Avec un peu de bon sens lors de l'utilisation on peut considéré que le risque est quasiment nul. Pour ma part je ne suis pas convaincu, dans le sens où j’estime qu'il faut affûté 3 fois plus une électrode au lanthane si l'on ne dispose pas de système d'affûtage réfrigéré, que les électrodes "alternatives" aient un réel impact bénéfique sur la santé du soudeur dans la mesure où on "bouffe" 3 fois plus de tungstène.
N'y voyez là aucune animosité de ma part, mais je ne suis pas certain que votre surprise et votre contrariété soit pleinement justifiée.
#45
dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Je rejoins parfaitement Ricou sur le fait que les thoriés n'ont aucun intérêt pour un débutant, qui vont toucher souvent et donc, meuler souvent...
#46
et pour l alu tu prendrais du thories ?
le Multistrike ça fait tout
comme je l ai dit plus haut pour les novices pas de thories
car bien évidement il ne vont pas acheter une affuteuse qui récupérè la poussière à 900 euros ;)
cordialement Ricou26:)
Invité
Envoyé par tungstene
les rouges ce sont parfois les soudeurs qui les veulent, dangereuses, mauvaises pour la santé, mais ce sont celles là qui ont la meilleures tenues, dans les alternatives les lanthanes sont les plus mauvaises de ce point de vue
et pour l alu tu prendrais du thories ?
le Multistrike ça fait tout
comme je l ai dit plus haut pour les novices pas de thories
car bien évidement il ne vont pas acheter une affuteuse qui récupérè la poussière à 900 euros ;)
cordialement Ricou26:)
#47
Invité
re à regardez aussi sur le lien en dessous:)
Portail Soudeurs.com - Les performances des électrodes TIG - Rapport du TWI sur le Multistrike® de HFT®
cordialement Ricou26:)
#48
Invité
Pour ma part à titre perso je n'utilise que des thoriés ...pour l'alu l'acier ...
rien à redire
Mathieu
#49
et tu les affute avec une meule dans ton garage;)
oui il est bien évident que cela fonctionne mais pour l aluminium au départ le thorié c est pas prévu pour ;)
normalement on doit utiliser le matériel pour ce qu il a été conçu
et mettre le maximum de chance de son coté pour réaliser une bonne soudure
mais chacun fait ce qu il veut
après il m est arrivé d utiliser du fil de fer rouillé comme métal d apport pour faire une soudure autogène au chalumeau ça marche ;);)
mais le conseil n est pas à suivre ;)
cordialement Ricou26 ;)
Invité
Envoyé par Mathieu54
Pour ma part à titre perso je n'utilise que des thoriés ...pour l'alu l'acier ...
rien à redire
Mathieu
et tu les affute avec une meule dans ton garage;)
oui il est bien évident que cela fonctionne mais pour l aluminium au départ le thorié c est pas prévu pour ;)
normalement on doit utiliser le matériel pour ce qu il a été conçu
et mettre le maximum de chance de son coté pour réaliser une bonne soudure
mais chacun fait ce qu il veut
après il m est arrivé d utiliser du fil de fer rouillé comme métal d apport pour faire une soudure autogène au chalumeau ça marche ;);)
mais le conseil n est pas à suivre ;)
cordialement Ricou26 ;)
#50
Bonjour,
C'est précisément là où je voulais en venir. Le problème se pose essentiellement pour un débutant, pas forcément informé, qui touche et donc affute souvent, dans des conditions rudimentaires.
Les professionnels, quant à eux, savent ce qu'il font et ont leurs bonnes raisons de le faire. On pourrait conclure comme cela.
Mes excuses, tu as raison Ricou. C'est effectivement écrit mais pas certain qu'un néophyte comprenne le pourquoi.
Pour ce qui est de l'avertissement, allez donc chercher "électrode tungstène" sur Amazon ou sur eBay pour rire (ou pas).
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par dubby79
Je rejoins parfaitement Ricou sur le fait que les thoriés n'ont aucun intérêt pour un débutant, qui vont toucher souvent et donc, meuler souvent...
Bonjour,
C'est précisément là où je voulais en venir. Le problème se pose essentiellement pour un débutant, pas forcément informé, qui touche et donc affute souvent, dans des conditions rudimentaires.
Les professionnels, quant à eux, savent ce qu'il font et ont leurs bonnes raisons de le faire. On pourrait conclure comme cela.
Mes excuses, tu as raison Ricou. C'est effectivement écrit mais pas certain qu'un néophyte comprenne le pourquoi.
Pour ce qui est de l'avertissement, allez donc chercher "électrode tungstène" sur Amazon ou sur eBay pour rire (ou pas).
Cordialement.
#51
Invité
J'avais un soudeur qui me disait "interdit les thoriés radioactifs !! " par contre il soudait en tshirt , dans un atelier pas ventilé. il fumait sous sa cagoule , il avait tout bon quoi...
J'en ai même vu dans certains centres de formation ... !
Mathieu
#52
Invité
re
Mathieu dit : il fumait sous sa cagoule;)
et la fumée ne lui, piquait pas les yeux
si tu le revois un jour dis lui d essayer avec un cigare pour voir ce que ça fait ;)
il va souder à l aveugle:D;)
edit
pas trop long le cigare quand même
cordialement Ricou26:)
#53
dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Il faut faire un trou dans la cagoule(Déjà vu). Locouam, c'est le terme radioactif qui fait peur, mais à ce compte là il faudrait demandé aux compagnies aériennes d'afficher la dose reçue lors d'un trajet, les doses et contaminations sont marginales avec ces électrodes et c'est pour cette raison qu'il. n'y a pas de trèfle dessus. C'est aussi aux gens de se renseigner sur ce qu'ils font d'autant que ça n'a jamais été aussi facile.
#54
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Ce n'est pas la radioactivité des électrodes le plus grave, c'est l'ingestion des poussières lors de l'affûtage.
Entièrement d'accord par ailleurs.
Cordialement.
#55


Bonjour,
Petite rectification. TOUTES les poussières ingérées par respiration sont nocives à notre organisme. A fortiori des poussières radioactives sont "doublement" nocives par action chimique,mécanique (comme les autres poussières) mais parce que le rayonnement est en contact direct avec nos muqueuses. Une partie de la radioactivité extérieure à notre corps est arrêtée par simplement notre peau mais là dans nos poumons rien ne l'arrête.
En y réfléchissant tout simplement, j'ai longtemps cru que le thorium radioactif avait été ajouté au tungstène pour que le rayonnement radioactif naturellement ionisant facilite l'amorçage de l'arc mais aujourd'hui je n'en suis absolument pas sûr. Je pense qu'une autre raison a fait choisir l'oxyde de thorium et qu'on s’accommodait de sa radioactivité. Si quelqu'un sait ?????
Yann
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par locouarn
Bonsoir,
Ce n'est pas la radioactivité des électrodes le plus grave, c'est l'ingestion des poussières lors de l'affûtage.
Entièrement d'accord par ailleurs.
Cordialement.
Bonjour,
Petite rectification. TOUTES les poussières ingérées par respiration sont nocives à notre organisme. A fortiori des poussières radioactives sont "doublement" nocives par action chimique,mécanique (comme les autres poussières) mais parce que le rayonnement est en contact direct avec nos muqueuses. Une partie de la radioactivité extérieure à notre corps est arrêtée par simplement notre peau mais là dans nos poumons rien ne l'arrête.
En y réfléchissant tout simplement, j'ai longtemps cru que le thorium radioactif avait été ajouté au tungstène pour que le rayonnement radioactif naturellement ionisant facilite l'amorçage de l'arc mais aujourd'hui je n'en suis absolument pas sûr. Je pense qu'une autre raison a fait choisir l'oxyde de thorium et qu'on s’accommodait de sa radioactivité. Si quelqu'un sait ?????
Yann
#56
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je suppose que le thorium augmente la dureté et la résistance à la chaleur, d'ailleurs ont fait des munitions contenant de l'uranium appauvri pour ces raisons, et c'est une sacrée saloperie, car cela fait des dégâts (malformation d'enfants etc même après la fin des conflits. Quant à la radioactivité (j'ai travaillé en centrale nucléaire) il y a le rayonnement pris, intensité et temps d'exposition, mais si vous ingérez des poussières mais peu radioactive, elles vont rayonner en vous jusqu'à perpette. Les poussières de tungstènes sont assez lourdes donc peu volatiles, mais par exemple avec les meules à air comprimé elles peuvent très bien se retrouver dans l'air ambiant
#57

Froment89 En ligne le 27/04/2019 à 21:11 (474 messages sur soudeurs.com)
Bonjour,
Je doute que la comparaison entre l'uranium appauvri et l'oxyde de thorium qui additive les électrodes en tungstène, soit pertinente. Il semble que l'intérêt principal des munitions contenant de l'uranium appauvri, soit la forte densité de ce corps* ce qui lui permet d'emmagasiner plus d'énergie et donc d'augmenter l'impact des projectiles, de plus, sa résistance à la fusion lui confère une aptitude à traverser les blindages classiques de toute nature.
Voici ce que déclare l'AFFIM, dans une note sur les dangers de ce type d'électrode: "L'incorporation du thorium augmente d'une part, la longévité et la stabilité des électrodes à haute température, d'autre part, améliore l'amorçage de l'arc électrique.
*L'opération d'enrichissement de l'uranium consiste justement à séparer L'U 235 (celui qui est la plus utile pour servir de combustible) de l'U 238, qui est le déchet ou uranium appauvri, généralement par centrifugation, procédé qui découle de la légère différence de densité des deux, l'uranium est très dense, mais l'U 238 est la fraction la plus lourde. Densité du plomb: 11,35; fer: 7,87; U 238: 19,05.
#58
dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
L'oxyde de thorium sert surtout à élever la température de fusion du tungstène jusqu'à près de 4000°c, il favorise également l'amorçage.
#59
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
Bonjour a tous, je deterre un peu ce post, je suis moi meme propriétaire d'un TM223 (Mig/Mag) de cette marque peu couteuse et apres 1 an d'utilisation il ne m'a toujours pas fait défaut et m'a permis de réaliser bien des choses.
Aujourd'hui j'ai un nouveau secteur d'acticvité qui s'ouvre à ma petite entreprise (occasionel certes mais non négligeable) et j'aurai besoin d'un matériel plus adapté à des soudures moins "agricoles" et potentiellement de l'inox.
Je n'ai jamais soudé au TIG et comme je m'attend a une période d'apprentissage, je voulais éventuellement investir dans un poste quelques mois avant les premieres commandes afin de me faire la main.
Autant j'avais une certaine expérience du mig avant d'acheter le précédent (dont un gros Cygazarc 240) autant je pars de 0 sur le tig et il semble qu'il y ai de plus nombreuses sources de défaillance sur ce type de poste, c'est pour cela que ma question portait plus sur la "fiabilité" de la machine plus que sur ces capacités de soudage.
D'avance merci
#60
Philippe.yerle En ligne le 04/10/2017 à 17:05 (1 message sur soudeurs.com)
Bonjour Fred791,
Je viens d’acquérir le même poste TIG.
Je n’arri Pas à contacter la société TigMig.
Auriez vous la notice technique en français ?
Cordialement
#61
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Ricou, vu la face avant, il semble clair qu'il a la même origine que nos postes IMServices.
Et tu as raison (comme toujours), la plaque distingue effectivement les deux modes, avec les tensions pour intensité min/max.
Par contre quasiment 500 € de moins...
Mais aussi 6 A de consommation en moins.
Y aurait-il un loup ?
Qui est l'interlocuteur pour la garantie et le SAV ?
Est il basé en France ?
Cordialement.
#62
Bonsoir,
Votre message m'interpelle... Concernant le TM223, vous semblez satisfait. Pour ma part, j'interprète cela de façon différente : je me dis que vous avez eu la chance de ne pas avoir de problème. Car en cas de panne pendant la période de garantie, comme pour le SAV après période de garantie, savez vous à qui vous adresser ? Mes inquiétudes se basent sur les retours lus sur ce forum et sur quelques recherches. Pour un amateur qui désire prendre ce risque compte tenu du prix alléchant, je peux comprendre. Mais pour une entreprise, même petite (surtout petite !), ce genre de loterie peut vous priver totalement de poste en cas de panne, ce qui risque d'être gênant. Un dépositaire local peut vous dépanner par un prêt et assurer un réel service. Mais... c'est vous qui voyez.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par p0ulp
Bonjour a tous, je deterre un peu ce post, je suis moi meme propriétaire d'un TM223 (Mig/Mag) de cette marque peu couteuse et apres 1 an d'utilisation il ne m'a toujours pas fait défaut et m'a permis de réaliser bien des choses.
Aujourd'hui j'ai un nouveau secteur d'acticvité qui s'ouvre à ma petite entreprise (occasionel certes mais non négligeable) et j'aurai besoin d'un matériel plus adapté à des soudures moins "agricoles" et potentiellement de l'inox.
Je n'ai jamais soudé au TIG et comme je m'attend a une période d'apprentissage, je voulais éventuellement investir dans un poste quelques mois avant les premieres commandes afin de me faire la main.
Autant j'avais une certaine expérience du mig avant d'acheter le précédent (dont un gros Cygazarc 240) autant je pars de 0 sur le tig et il semble qu'il y ai de plus nombreuses sources de défaillance sur ce type de poste, c'est pour cela que ma question portait plus sur la "fiabilité" de la machine plus que sur ces capacités de soudage.
D'avance merci
Bonsoir,
Votre message m'interpelle... Concernant le TM223, vous semblez satisfait. Pour ma part, j'interprète cela de façon différente : je me dis que vous avez eu la chance de ne pas avoir de problème. Car en cas de panne pendant la période de garantie, comme pour le SAV après période de garantie, savez vous à qui vous adresser ? Mes inquiétudes se basent sur les retours lus sur ce forum et sur quelques recherches. Pour un amateur qui désire prendre ce risque compte tenu du prix alléchant, je peux comprendre. Mais pour une entreprise, même petite (surtout petite !), ce genre de loterie peut vous priver totalement de poste en cas de panne, ce qui risque d'être gênant. Un dépositaire local peut vous dépanner par un prêt et assurer un réel service. Mais... c'est vous qui voyez.
Cordialement.
#63
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
J'avais fait un long post explicant les raisons de ce choix mais je n'ai plus le courage de le refaire, aussi, j'ai commandé ce post et j'espère que j'aurai la meme chance qu'avec le MIG ;) , je vous tiendrai au courant aussi, j'ai depuis peu fait quelques essais sur un saxotig également je dois avouer que je n'était pas emballé
Pour résumer, et comme vous l'avez assez justement noté, j'ai une approche relativement "amateur" de la chose et je comprend tout à fait que pour un soudeur de métier le choix d'un poste d'entrée de gamme comme celui la représente un mystère, comme je l'ai dis cette activité de métallerie est marginale (environ 300h/an) , mais elle me change les idées et me permet d'assouvir ma curiosité, aussi je préviens d'emblée mes clients que les délais seront long , ce qui me permet de parer à toute éventualité, meme si jusqu'a présent RAS , le TM 223 a fondu 20 kg de fil sans sourciller , c'est peut etre un volume minime pour beaucoup de soudeurs pro, mais c'est suffisant pour moi et ca m'a permis d'apprendre beaucoup de chose, s'il décide de me lacher, j'acheterai un mig plus respectable maintenant que je sais qu'il y aura le CA nécessaire pour justifier un tel achat.
Concernant le TM223 je ne joue pas non plus avec le feu, je ne soude pas des épaisseurs monstrueuses , il ne bouge pas de l'atelier ou il dort sous une housse etc ... j'ai quelques reproche à lui faire certe (amplitude des réglages et précisions entre autre) , mais pour souder du tube de 1.5 à 5/6 mm il remplis tres bien son office.
Pour le TIG j'ai un peu eu la meme approche, sauf que la , le travail concerné est encore plus ciblé et que les commandes seront plus rares encore, et l'investissement de base représente 1000 euros ce qui est un risque que je peux prendre au vu de mon activité.
Bien sur si mon travail n'est pas à la hauteur par ma faute ou celle de mon matériel, je sous-traiterai sans arrière pensée l'idée étant bien sur que les clients soient satisfait.
#64
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
Bonjour, j'ai recu il y a quelques jours maintenant ce générateur TIG, quelques tests plus tard, tout fonctionne bien , pour le moment j'ai quelques remarques à faire mais rien de tres approfondi.
Livré avec une torche WP26 , énorme, dure, lourde, bref pas ce que je cherche pour mon boulot , c'est du basique chinois , elle me dépannera peut etre le jour ou je voudrais monter en épaisseur mais pour le moment je la remisé sans remord. J'ai fait des test avec elle tout fonctionne, le HF start est différent du SaxoTIG sur lequel je me suis fait la main avant, c'est un peu difficile a expliquer, mais c'est peut etre du a un autre facteur.
Les connectiques au poste sont complètes et séparés, c'est bien si on veux pouvoir personnaliser sa torche , ca demande cependant d'investir dans quelques raccords supplémentaires lorsqu'on veux passer d'une 9 à une 17 , je vais essayer plusieurs solutions je vous tiendrais au courant, idéalement j'aimerai lui coller une torche CK9 ou 17 avec le cable hypersouple qu'ils ont ...
Les réglages sont tres tres complets, meme si je suis pas convaincu par la fiabilité à long terme des boutons de réglages, a mon avis faudra pas avoir des brutes à l'atelier (pour le moment je travail seul) pour conserver tout les boutons fonctionnels, contrairement au Mig de la meme marque (TM223) , les réglages sont clairs et efficaces, je n'ai pas de quoi mesurer l'écart entre l'affichage d'amp et la sortie réelle , mais chaque modif se sent, ce qui est plus discutable sur le mig.
Il y a des modes sauvegardé ( 10 au total), ce qui me convient plutot étant donné que j'aurai une utilisation très ciblé de ce poste , tolerie fine , tube en 15/10 , alu , inox , je dois pouvoir sauvegarder les réglages de bases quite à modifier legerement en fonction de chaque tache, la aussi avec le Mig c'était un peu plus pénible a cause de l'imprecision et du manque d'amplitude des réglages.
La prise switch est une GX16 7pin, je n'ai pas le diagramme de connection dans le manuel c'est regrettable, si jamais je veux lui coller une pédale je ne saurai pas comment cabler cette derniere , a ce sujet je viens d'envoyer une demande à TIGMIG j'attends leurs retour.
Voila pour le moment
#65
Bonjour,
Même souci avec le poste IMServices, que j'ai résolu dans un premier temps en adaptant une torche monoconducteur (voir cet article). Plus récemment j'ai remplacé la poignée "ergotig" de la WP26 par une poignée standard avec contacteur à lamelle, ce qui la rend utilisable (quoique encore très raide et lourde) pour souder l'alu, quand la WP9 atteint ses limites. La prochaine étape sera idéalement une SR18 à refroidissement liquide... :rolleyes:
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par p0ulp
Livré avec une torche WP26 , énorme, dure, lourde, bref pas ce que je cherche pour mon boulot , c'est du basique chinois , elle me dépannera peut etre le jour ou je voudrais monter en épaisseur mais pour le moment je la remisé sans remord.
Bonjour,
Même souci avec le poste IMServices, que j'ai résolu dans un premier temps en adaptant une torche monoconducteur (voir cet article). Plus récemment j'ai remplacé la poignée "ergotig" de la WP26 par une poignée standard avec contacteur à lamelle, ce qui la rend utilisable (quoique encore très raide et lourde) pour souder l'alu, quand la WP9 atteint ses limites. La prochaine étape sera idéalement une SR18 à refroidissement liquide... :rolleyes:
Cordialement.
#66
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
@Locouam dans ton lien il y a quelques erreurs dans le tableau torche intensité admissible, à air ou à eau les intensités admissibles sont toujours inférieures en mode AC par rapport au mode DC
#67
Invité
re:)
oui il me semble aussi probablement une inversion intensité DC par rapport à AC pour les torches 18 et 20
cordialement Ricou26:)
#68
Bonjour,
Tout à fait exact, Tungstène. J'ai retranscrit bêtement les informations du site (commercial) où je les avais trouvées. Honte à moi !
Du coup j'ai corrigé mon .pdf pour qu'il soit en total accord avec les infos également données ici sur notre site.
Désolé pour cette coquille. Par contre, je ne suis pas certain de pouvoir accéder moi-même à l'article...
Merci pour cette correction.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par tungstene
@Locouam dans ton lien il y a quelques erreurs dans le tableau torche intensité admissible, à air ou à eau les intensités admissibles sont toujours inférieures en mode AC par rapport au mode DC
Bonjour,
Tout à fait exact, Tungstène. J'ai retranscrit bêtement les informations du site (commercial) où je les avais trouvées. Honte à moi !
Du coup j'ai corrigé mon .pdf pour qu'il soit en total accord avec les infos également données ici sur notre site.
Désolé pour cette coquille. Par contre, je ne suis pas certain de pouvoir accéder moi-même à l'article...
Merci pour cette correction.
Cordialement.
#69
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
j'ai à la demande de Dominique rédigé un article sur les torches TIG et leurs pièces détachées, c'est vrai que c'est un maquis où l'on se perd facilement , je ne saurai garantir de ne pas y avoir fait des bourdes
#70
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
re-Bonjour, je poursuis ma prise en main de ce poste, et je travail en parallèle sur un SaxoTIG 160 AC/DC au boulot.
Premier constat, l'arc du SAF est beaucoup beaucoup plus stable que celui du TM, alors évidemment, je suis au travail, sur une prise 32A dédié, avec une WP9 monoconducteur (comme vous dites), contrairement au TM qui est sur une prise domestique en 10A à la maison ( ... ) mais autant vous dire qu'il y a une énorme différence entre les deux. En tant que débutant j'ai pas mal de soucis de contamination de l'electrode et la stabilité du bain de fusion sur le SAF rend la chose beaucoup plus facile que sur le TM .
Autre différence, mais la encore c'est peut être une histoire d'installation electrique , le démarrage HF du SAF est extremement doux comparé à celui du TM, je ne sais pas comment est conçu ce dispositif HF mais si je peux me permettre l'analogie le TM démarre comme une punto diesel et le SAF comme une Mercedes Classe A, bon ... les deux démarre quand meme mais c'est le genre de détail qui trahis parfois la qualité d'un outil.
J'ai cependant quelques doutes sur mes conclusions, en effet j'ai pas encore bien rodé mon installation et je suspecte également une fuite sur le circuit de gaz au vu de ma consommation excessive, d'ou une potentielle contamination de l'argon ce qui expliquerai l'instabilité et l'oxydation que je constate parfois sur des cordons d'entrainement.
Je me fait la main sur des toles de 20/10 , 45/60A en fonction du type de soudure, buse de 6 , electrode LT20 1,6 , apport 1,6 , 15l/min , si quelque chose vous choc la dedans n'hésitez pas à me dire.
J'ai également commandé une torche complete en WP17 "standard" monoconducteur accompagné un connecteur 7 pin GX 16 qui correspond au connecteur de facade de l'interrupteur, ainsi qu'une WP9 séparément et une paire de connecteur rapide pour le gaz, voila dans l'idée ce seront les seuls achat supplémentaire que je concèderai à ce poste pour le moment ( meme si en semi geek je bave devant les torches CK superflex) , si je me prend au jeu, que j'améliore ma technique et que les commandes tombent on verra la suite.
Tout cela est évidemment suspendu à mon manque de dextérité, mais je me dis qu'une fois que j'aurai réussi à réaliser des soudures correctes dans des conditions aussi peu favorables le reste me paraitra bien simple :)
#71
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
c'est surtout en mode AC que sont les différences entre les postes avec des " qualités " d'arc très différentes, même sur les gros postes pro. Dans mon ancienne boite on a fini par que n'acheter que des Fronius ( en TIG et en MIG) mais on a eu auparavant du SAF, de l'Esab, du Commercy, et du Kemppy. Ce Kemmpy je l'avais en horreur même en bataillant avec les réglages ( balance, fréquence etc ) en mode AC, , comment dire ....il avait un arc sec faisait des cordons un peu rugueux. Pour mon activité d'auto entrepreneur en premier achat en TIG AC/DC j'avais pris un Telwin ( 1300€ tout de même) je l'ai très vite revendu n'étant pas du tout satisfait de son fonctionnement en AC, maintenant j'ai un CEA Matrix ( acheté 1000€ d'occasion) et j'en suis ravi. En ce qui concerne les poste TIG DC j'aurais un peu envie de dire que n'importe que bouse fait l'affaire du moment qu'il y a la HF, et le mode cycle, le reste se jouant sur la fiabilité de l'appareil
#72
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
Ok alors comme je vous disais j'avais des problemes de tungsten qui se contaminait tres vite a cela s'ajoutai pas mal de petites étincelles ... autant dire qu'il y avait un probleme ... aujourd hui j'ai recu une nouvelle torche (n°9) et je l'ai monté dessus, le probleme est parti et j'ai maintenant un arc bien stable et une couverture normale, donc j'en conclu sans trop de probleme qu'il y a un probleme de couverture de gaz avec la torche tournie d'office avec le poste (malgré le bruit du gaz), qui de toute facon est une daube soyons clair.
J'ai contacté le SAV auourd'hui pour demander un remplacement de torche ou a minima une remise de la valeur de la torche, je ne me fais aucune illusion mais bon ca coute rien de demander.
Entre temps j'ai eu l'occasion d'acheter un nertinox a remettre en route (je suis venu acheter la bouteille de gaz et le monsieur me l'a donné avec, il a séjourné quelques temps dans un garage et pese un ane mort mais je dois avouer que je suis quand meme content d'avoir AUSSI un matériel un peu plus robuste et éprouvé que ce TM200 :).
Voila avec le temps je ferai un petit résumé de mon utilisation de ce poste, pour le moment RAS mais comme dis plus haut, la différence se fera surfout sur l'alu, pour le DC y a pas grand chose à dire ;)
#73
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
Bonjour à tous,
A ce jour toujours rien à reprocher à ce petit poste TIG, j'ai eu l'occasion d'en tester 2 ou 3 depuis et en fin de compte ... ca soude ;) , il a fait une grosse journée d'aluminium sans broncher.
Quelques bémols quand même, le ventilateur fait un bruit du diable et ça c'est pénible a la longue d'autant que j'ai un atelier assez petit (35m²) donc c'est très présent.
J'ai commandé une pédale en vu d'un commande de petites pièces à réaliser ou j'aurai besoin du maximum de stabilité, si tout ce passe bien, je mettrai ici la référence de la pédale, mais a priori le poste TigMig est équivalent aux modèles Everlast (USA) et NTF 200 supertig 200Di ; la couleur mise à part ... pratique courante pour ces postes chinois ;).
Il semblerai que dans le cas de l'utilisation d'une pédale le poste passe automatiquement en 2T ...
Elle est encore dans sa boite mais je ferais un essai dès que possible.
Je peux d'ores et déja dire que la pédale est relativement de bonne facture pour son prix (70 euros), trouvé sur Amazon et livrée en 3 jours.
Cordialement
#74
Bonjour p0ulp,
Je vous remercie d’être revenu sur le forum pour donner votre dernier retour d’expérience.
Ce type de message peut aider les futurs acquéreurs de postes TIG à faire un choix raisonné et raisonnable.
Bonne journée.
Bien cordialement
Dominique
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par p0ulp
Bonjour à tous,
A ce jour toujours rien à reprocher à ce petit poste TIG, j'ai eu l'occasion d'en tester 2 ou 3 depuis et en fin de compte ... ca soude ;) , il a fait une grosse journée d'aluminium sans broncher.
Quelques bémols quand même, le ventilateur fait un bruit du diable et ça c'est pénible a la longue d'autant que j'ai un atelier assez petit (35m²) donc c'est très présent.
J'ai commandé une pédale en vu d'un commande de petites pièces à réaliser ou j'aurai besoin du maximum de stabilité, si tout ce passe bien, je mettrai ici la référence de la pédale, mais a priori le poste TigMig est équivalent aux modèles Everlast (USA) et NTF 200 supertig 200Di ; la couleur mise à part ... pratique courante pour ces postes chinois ;).
Il semblerai que dans le cas de l'utilisation d'une pédale le poste passe automatiquement en 2T ...
Elle est encore dans sa boite mais je ferais un essai dès que possible.
Je peux d'ores et déja dire que la pédale est relativement de bonne facture pour son prix (70 euros), trouvé sur Amazon et livrée en 3 jours.
Cordialement
Bonjour p0ulp,
Je vous remercie d’être revenu sur le forum pour donner votre dernier retour d’expérience.
Ce type de message peut aider les futurs acquéreurs de postes TIG à faire un choix raisonné et raisonnable.
Bonne journée.
Bien cordialement
Dominique
#75
p0ulp En ligne le 24/06/2020 à 18:52 (19 messages sur soudeurs.com)
Bonjour, la pédale est bien compatible avec ce poste, elle fonctionne parfaitement, permet de doser l'ampérage avec précision et surtout libère considérablement la prise en main de la torche, si vous faites du tout petit travail c'est un atout appréciable.
De retour de deux semaines dans une société ou j'ai encore bosser avec du SAF Prestotig 160 , toujours le même constat l'arc est moins stable sur le tig mig , mais la finesse du réglage est bien meilleure sur le TM 200 ( le prestotig a un potentiometre qui vas de 20 a 160 de mémoire et la zone ou je travail entre 40/60 Ampère correspond à un mouvement très très minime du potentiomètre, donc la encore sur du petit travail ce poste chinois présente pas mal d'avantage avec son interface numérique contrairement a des postes analogiques.
Je commence a utiliser le mode pulsé a coté du travail, c'est assez bluffant pour quelqu'un comme moi qui n'a pas de formation pro , malgré tout si l'aspect est flatteur et la mise en oeuvre assez facile , je manque de pratique pour garantir une bonne pénétration.
Jusqu’à présent j'aurai tendance à dire que ce poste d'entrée de gamme permet de faire du super boulot sur du travail de série en atelier et des petites pièces ( max 4/5 mm ep , 120 amp) , sans pousser la machine dans ces retranchements, dans ces conditions un peu plus extrême elle montrera peut être des lacunes, mais pour le moment j'en suis encore très satisfait
Ref de la pédale :
Pédale Pied Régulateur 7 broches. Télécommande 4,3 m pour appareils de TIG soudage WIG de NTF / Vendu sur Amazon
#76

francisn En ligne le 07/05/2022 à 17:54 (4 messages sur soudeurs.com)
Bonjour, excellent poste (mon voisin me l'a prêté) mais je le trouve un peu cher.
#77
James974 En ligne le 31/05/2026 à 19:40 (2 messages sur soudeurs.com)
Bonjour a toutes et a tous.
Je suis plus mécano que soudeur alors ne men veuillez pas trop .
J'ai passé quelques baguettes a larc et je n'ai pas trop perdu la main mais j'ai voulu inversitir il y a une 10ene d'années dans un poste d'ocaz tig mig tm200 acdc pulse hf. Il y a bien 2 ans malheureusement pour moi il est tombé en panne et résident a la reunion ce n'est pas évident voir impossible de trouver LA bonne personne pour le réparer ou essayé de trouver peut etre la panne . Ayant mare de le voir démonté et ne pouvant pas men servir je me suis dis avec l'aide de l'IA pourquoi ne pas essayer .
Donc voila mon probleme : En faite je n'ai plus la main sur le bouton de variation dintensité l'affichage est figée a 26 A en mode DC et 12 A en mode AC donc déjà cest un point interessant car au moins la carte pour l'affichage n'est pas morte. Au début je me suis dis ce sont peut etre les potentiometres mais forcément ca aurrait été trop simple mais non ca ne venait pas de la . Jai amené le poste chez air liquide ou il y a un atelier mais forcement la réponse été ...le poste est mort. A force de demander a droite a gauche on m'a donné le num d'un "vrai" réparateur" qui a eu la gentillesse de venir voir mon poste et d'apres lui ca ne pouvait venir que de 2 endroits. il m'indique un capteur honeywel CSCA0200A000B15B01 désolé je ne trouve pas comment on fait pour joindre des fichiers et ca risque d'etre compliqué pour la suite car les images sont beaucoup plus parlantes . Manque de bol partant en vacances en exagone il n'a pas pris mon poste et de depuis impossible de le joindre il ne reponds plus au téléphone .J'ai quand meme commandé ce fameux capteur a effet hall mais la panne était toujours présente du coup j'ai abandonné tout espoir.
Comme il faut vivre avec son temps je me suis dis puisque je ne trouve personne pourquoi ne pas demander de l'aide à l'IA. J'ai pas mal dégrossi apris a controler des potentiometres resistance capteur a effet hall etc etc et c'est lui qui m'a dit qu'il y avait sur ce forum une personne qui avait quasi les memes symptomes sur ce meme poste donc je lance une bouteille a la mer au ca ou.
Pas la peine de s'étaler car je ne sais meme pas si mon message sera sur la toile .
Sur ce en attendant de vous lire je vous souhaite a toutes et a tous une bonne journée .
#78
Latchette En ligne le 31/05/2026 à 11:05 (1 message sur soudeurs.com)
Bonjour. Es ce que votre bouton de réglage est un codeur ou potentiomètre ?
Potentiomètre : quand vous tournez le boulot c'est lisse et continue avec butée minimum maximum.
Codeur: le bouton peut faire le tour du cadran et on sent des positions fixe une quinzaine par tour complet
#79
James974 En ligne le 31/05/2026 à 19:40 (2 messages sur soudeurs.com)
Envoyé par Latchette
Bonsoir et merci de l'atention . Cest bien un potentiometre et les 2 fonctionnent parfaitement .
Bonjour. Es ce que votre bouton de réglage est un codeur ou potentiomètre ?
Potentiomètre : quand vous tournez le boulot c'est lisse et continue avec butée minimum maximum.
Codeur: le bouton peut faire le tour du cadran et on sent des positions fixe une quinzaine par tour complet
Écrivez votre message ici
Sujets connexes les plus populaires
Question Posée Gys smartmig 162 ou IGBTig MIG 250
01/12/2017 21:57:36 - Pat26-07
Réponses : 20
Affichages : 4470
Affichages : 4470
Mic736
16/01/2022 12:09:05
Retour d'expérience Mon nouveau poste Stahlwerk mig 200
18/08/2017 19:41:05 - RENARD56
Réponses : 18
Affichages : 4290
Affichages : 4290
tigtagtoug
05/11/2023 10:26:44
Question Posée GYS TIG 200 AC/DC HF FV - Avec accessoires Bon ou mauvais choix ?
14/02/2018 22:47:11 - betonfrance
Réponses : 32
Affichages : 4240
Affichages : 4240
tungstene
01/03/2020 10:54:47
Puissance poste à souder/Abonnement EDF!!
25/04/2012 20:12:33 - Bonni
Réponses : 14
Affichages : 29735
Affichages : 29735
Bonni
04/05/2012 21:35:20
Question Posée Avis avant achat MIG/MAG à 450 euros GYS Smartmig 162, une erreur ?
19/05/2017 12:24:28 - huugooo
Réponses : 3
Affichages : 1133
Affichages : 1133
tungstene
19/05/2017 13:12:04
Question Posée Poste a souder STAMOS Germany
12/11/2017 19:47:53 - Cavido
Réponses : 21
Affichages : 11406
Affichages : 11406
Cavido
14/11/2017 16:35:19
Retour d'expérience combiné STAMOS et SAV expondo
08/03/2014 09:16:08 - griffe33
Réponses : 5
Affichages : 13569
Affichages : 13569
locouarn
25/03/2018 08:57:12
Question Posée Poste TIG Marque IGBTIG (IMServices)
25/04/2011 15:07:07 - Didy43
Réponses : 46
Affichages : 37788
Affichages : 37788
locouarn
05/09/2024 17:18:54
fil fourré inox? existe ou pas
13/07/2011 09:11:53 - naika77
Réponses : 10
Affichages : 19940
Affichages : 19940
MrAcier
02/12/2014 17:49:08
Achat Choix et avis sur la marque DECA
05/02/2014 17:41:48 - Nikon06
Réponses : 33
Affichages : 57435
Affichages : 57435
Froment89
26/03/2015 11:19:40
Recherche Choix poste à souder pour travaux ACIER, INOX et ALU (ép. 0,5 à 10 mm)
09/04/2018 12:34:03 - sebvtt
Réponses : 57
Affichages : 4515
Affichages : 4515

svcaresse
09/12/2020 17:31:00
Question Posée Quel poste TIG choisir?
24/08/2017 18:23:42 - zeremain
Réponses : 19
Affichages : 6867
Affichages : 6867
Question Posée Souder la fonte au TIG ???
12/03/2013 10:50:15 - kimcmoi
Réponses : 9
Affichages : 7573
Affichages : 7573
jules44
26/05/2021 11:14:40
Retour d'expérience Stahlwerk CT-520 Pulse TIG/MMA/Plasma DC 200A ~520€ TTC neuf livré
21/03/2014 18:12:43 - Sylvain44
Réponses : 9
Affichages : 9779
Affichages : 9779
Basique ou Rutile ?
19/09/2004 19:35:39 - mitch@tec
Réponses : 6
Affichages : 40976
Affichages : 40976
tungstene
19/07/2017 16:59:30
Question Posée Demande d'avis pour choix d'un poste à souder inverter
05/01/2015 09:07:29 - aqua22
Réponses : 3
Affichages : 23132
Affichages : 23132
AD95270
16/01/2015 21:00:12
Question Posée Choix entre gysmi inverter E160 et stanley super 180 tig lift
19/04/2015 12:01:30 - Velux
Réponses : 12
Affichages : 9620
Affichages : 9620
Choix TIG AC/DC , vos avis sur la marque Opsial ou autres recommandations ...
08/08/2013 11:56:47 - Louky
Réponses : 14
Affichages : 15609
Affichages : 15609
dahman06
02/06/2022 12:08:34
Conseil sur poste MIG 220V
21/05/2012 13:31:42 - paullecomte76
Réponses : 9
Affichages : 21811
Affichages : 21811
pascou42
16/11/2020 12:27:32
[Résolu] Recherche avis de possesseur d'un poste STAMOS
07/12/2010 23:22:26 - LyonRhone
Réponses : 10
Affichages : 26959
Affichages : 26959
tiannmarcus
13/10/2023 07:43:36
