
La norme de référence est la NF EN ISO 6848 de mai 2005.
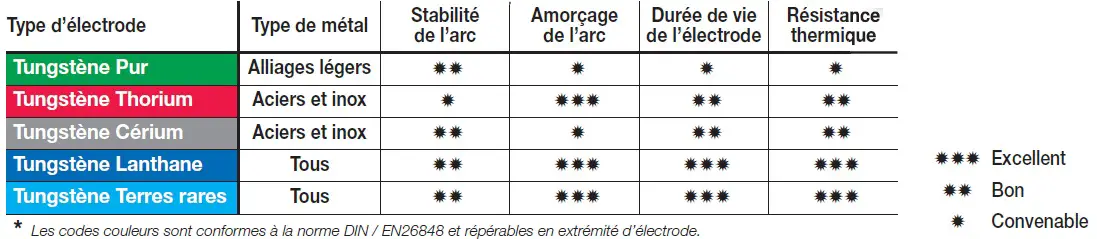
1 - La codification, la composition et la couleur de repérage
La codification des électrodes réfractaires de tungstène est réalisée selon la composition :
- La première lettre définie le composant principal de l'électrode
- La deuxième lettre définie l'addition d'oxyde
| CODIFICATION ET COMPOSITION D' UNE ÉLECTRODE REFRACTAIRE | |||||
| codification | % oxyde | Nature oxyde | Impuretés % | Tungstène % | Couleur repère |
| WP | / | / | <0,50% | 99,5% | vert |
| WT 4 | 0,35 à 0,55% | ThO[SUB]2[/SUB] | <0,50% | solde | bleu |
| WT 10 | 0,80 à 1,20% | ThO[SUB]2[/SUB] | <0,50% | solde | jaune |
| WT 20 | 1,70 à 2,20% | ThO[SUB]2[/SUB] | <0,50% | solde | rouge |
| WT 30 | 2,80 à 3,20% | ThO[SUB]2[/SUB] | <0,50% | solde | violet |
| WT 40 | 3,80 à 4,20% | ThO[SUB]2[/SUB] | <0,50% | solde | orange |
| WZ 3 | 0,15 à 0,50% | ZrO[SUB]2[/SUB] | <0,50% | solde | brun |
| WZ 8 | 0,70 à 0,90% | ZrO[SUB]2[/SUB] | <0,50% | solde | blanc |
| WL 10 | 0,90 à 1,20% | LaO[SUB]2[/SUB] | <0,50% | solde | noir |
| WL 15 | 1,30 à 1,70% | LaO[SUB]2[/SUB] | <0,50% | solde | or |
| WL 20 | 1,70 à 2,20% | LaO[SUB]2[/SUB] | <0,50% | solde | bleu |
| WC 20 | 1,80 à 2,20% | CeO[SUB]2[/SUB] | <0,50% | solde | gris |
2 - Les diamètres des électrodes réfractaires
[*]1,0 mm
[*]1,6 mm
[*]2,0 mm
[*]2,4 mm
[*]3,2 mm
[*]4,0 mm
[*]5,0 mm
[*]6,3 mm
[*]8,0 mm
[*]10 mm
3 - Les intensités admissibles en courant continu
| FOURCHETTE D' INTENSITÉ PAR DIAMÈTRE D' ÉLECTRODE | ||
| COURANT CONTINU (polarité directe ou négative) | ||
| Diamètre électrode | Tungstène pur | Tungstène thorié |
| Ø 1,0 mm | 10 à 70 ampères | 10 à 80 ampères |
| Ø 1,6 mm | 50 à 100 ampères | 50 à 120 ampères |
| Ø 2,0 mm | 80 à 160 ampères | 80 à 190 ampères |
| Ø 2,4 mm | 100 à 200 ampères | 100 à 240 ampères |
| Ø 3,2 mm | 140 à 260 ampères | 150 à 300 ampères |
| Ø 4,0 mm | 200 à 400 ampères | 300 à 450 ampères |
| Ø 5,0 mm | 400 à 550 ampères | 500 à 650 ampères |
Formule mnémotechnique : 60 A par millimètre de diamètre pour du tungstène pur
Formule mnémotechnique : 80 A par millimètre de diamètre pour du tungstène thorié
4 - Les intensités admissibles en courant alternatif
| FOURCHETTE D'INTENSITÉ PAR DIAMÈTRE D' ÉLECTRODE | ||
| COURANT ALTERNATIF (Soudage de l'aluminium) | ||
| Diamètre électrode | Tungstène pur | Tungstène thorié |
| Ø 1,0 mm | 10 à 50 ampères | 20 à 70 ampères |
| Ø 1,6 mm | 40 à 80 ampères | 50 à 100 ampères |
| Ø 2,0 mm | 60 à 110 ampères | 70 à 180 ampères |
| Ø 2,4 mm | 80 à 150 ampères | 90 à 200 ampères |
| Ø 3,2 mm | 100 à 200 ampères | 150 à 250 ampères |
| Ø 4,0 mm | 150 à 250 ampères | 200 à 350 ampères |
| Ø 5,0 mm | 200 à 350 ampères | 300 à 450 ampères |
5 - La protection de l'électrode réfractaire
L'électrode de tungstène doit être constamment protégée par un courant de gaz inerte (argon ou hélium) juste avant l'amorçage de l'arc (pré gaz ou pré-gaz), pendant le soudage et après l'extinction de l'arc électrique (post gaz ou post-gaz) jusqu'à son refroidissement.
Le bout de l'électrode doit toujours être brillant et de couleur blanc argent après le refroidissement complet.
Dans le cas contraire, il faut augmenter le temps de post gaz.
| RÉGLAGE DE LA TEMPORISATION DU POST-GAZ DU GÉNÉRATEUR | |
| INTENSITÉ DE SOUDAGE | DURÉE DE POST-GAZ |
| 50 Ampères | 5 secondes |
| 100 Ampères | 10 secondes |
| 150 Ampères | 15 secondes |
| 200 Ampères | 20 secondes |
| 250 Ampères | 25 secondes |
| 300 Ampères | 30 secondes |
L'électrode ne doit jamais rentrer en contact avec le bain de fusion et/ou le métal d'apport. Dans le cas contraire, il est nécessaire de meuler la zone défectueuse du cordon de soudure et de réaffûter la pointe.
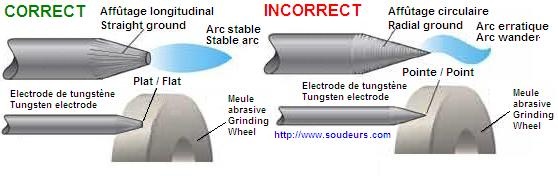
6 - L'affûtage de l'électrode infusible pour le soudage TIG
La préparation géométrique de la pointe de l'électrode infusible est une variable importante.
L'affûtage est exécuté à l'aide d'une meuleuse à grain fin avec récupération des poussières métalliques. L'affûtage de l'électrode est réalisé par un cône avec un angle compris entre 30 et 60 degrés.
La hauteur du cône est d'environ 1,5 fois le diamètre de l'électrode.
Les stries d'usinage ou de meulage doivent être dans le sens longitudinal de l'électrode.
La pointe d'extrémité du cône doit être adoucie pour supporter les densités de courant.
L'électrode de tungstène peut être mise à longueur selon le type de bouchon utilisé sur la torche. La coupe se réalise par meulage avec un disque fin à tronconner.
7 - Les extrémités de l'électrode de tungstène
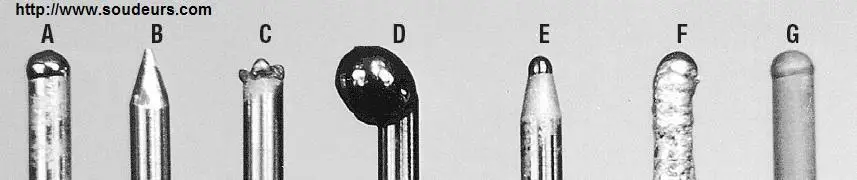
ELECTRODE A
Cette électrode de tungstène pur (WP) présente une "boule" brillante en extrémité.
Cette électrode de tungstène pur a été utilisée avec une source de courant alternatif sur de l'aluminium.
Notez la forme uniforme et l'apparence "brillante" qui caractérise une bonne protection et une bonne pratique.
ELECTRODE B
Cette électrode de tungstène est thoriée à 2% (WT20).
L'extrémité de l'électrode est affûtée en forme de cône avec la pointe d'extrémité adoucie.
Cette électrode de tungstène a été utilisée correctement avec un courant continu électrode négative.
ELECTRODE C
Cette électrode de tungstène est thoriée à 2%.
Cette électrode de tungstène a été utilisée avec un courant alternatif.
Notez les projections oxydées sur la pointe.
ELECTRODE D
Cette électrode de tungstène pur a été utilisé avec une source à courant alternatif sur de l'aluminium.
La balance du courant est réglée sur un décapage excessif qui a échauffé excessivement et détruit l'extrémité.
ELECTRODE E
Cette électrode de tungstène pur (meulée en pointe) a été utilisée avec une source de courant continu polarité négative à l'électrode.
Il faut éviter d'utiliser du tungstène pur en courant continu et des extrémités pointues sur les électrodes en tungstène pur
ELECTRODE F
Cette électrode réfractaire a été gravement contaminée par des contacts répétés avec du métal d'apport sur la pointe de l'électrode.
Il est indispensable de réaffûter l'extrémité de l'électrode de tungstène.
ELECTRODE G
Cette électrode de tungstène n'a pas été suffisamment protégé par le gaz de protection inerte du post-gaz.
Notez la surface mate et oxydée de l'extrémité de l'électrode.
La temporisation du post-gaz doit permettre un refroidissement complet de l'électrode de tungstène sous un flux de gaz inerte.
L'aspect de la pointe doit toujours être brillante.
8 - Aptitude d'emploi des électrodes réfractaires selon le type de courant
| APTITUDE D'EMPLOI DES ÉLECTRODES RÉFRACTAIRES | |||
| Nature du métal | Courant continu négatif | Courant continu positif | Courant alternatif |
| Aluminium et alliages |  |
 |
 |
| Magnésium et alliages | |
|
|
| Cuivre | |
|
|
| Cupro-aluminium | |
|
|
| Cupro-silicium | |
|
|
| Cupro-nickel | |
|
|
| Nickel et alliages | |
|
|
| Tantale | |
|
|
| Titane | |
|
|
| Zirconium | |
|
|
: Courant de soudage donnant les meilleurs résultats : Courant de soudage donnant des résultats acceptables : Courant de soudage non recommandé voir impossible à utiliser9 - Aptitude d'emploi des électrodes réfractaires selon le type de matériau
Sans être une règle absolue, voici ci-dessous le domaine d'emploi des électrodes infusibles de tungstène :
Tungstène pur ou dopé au zirconium pour l'aluminium et alliages légers
Tungstène thorié pour l'acier, l'inox et les métaux spéciaux
Tungstène cérium pour l'acier, l'inox et les métaux spéciaux
Tungstène lanthane pour tous les métaux avec d'excellents résultats en amorçage d'arc.
10 - Recommandations d'utilisation de l'électrode réfractaire
[*]Ne jamais souder avec une électrode réfractaire avec l'extrémité mal affûtée
[*]Ne jamais souder avec une électrode réfractaire oxydée ou contaminée
[*]Ne jamais souder avec une électrode réfractaire mal serrée dans le porte-électrode
[*]Le dépassement de l'électrode doit être compris entre 3 mm et 10 mm de la buse
[*]Vérifier la qualité et le diamètre de votre pince porte électrode
[*]Ne jamais souder avec une électrode réfractaire sans protection gazeuse à la torche
[*]Utiliser une affûteuse avec récupération des poussières métalliques (pour le thorium)
[*]Ne pas dépasser l'intensité maximale admissible ou bien changer le diamètre
11 - Informations importantes sur l'électrode de tungstène thorié
[*]Les électrodes de tungstène thorié sont radioactives
[*]Les doses de rayonnement peuvent dépasser la valeur limite de 1 mSv / an pour le public
[*]L'affûtage de ce type d'électrode doit être réalisé avec une machine spéciale à récupération de poussières
[*]Le personnel doit avoir un suivi de dosimétrie individuelle
[*]L'entreprise doit posséder un instrument de mesure de la radioactivité
[*]L'utilisation de ce type d'électrode de tungstène thorié n'est plus justifiée aujourd'hui
12 - Comparaison de l'aptitude d'emploi entre électrodes WT20, WS2 et WL20
Cette comparaison a été réalisé par SLV-MUNCHEN pour le compte de BÖHLER afin de vérifier l'aptitude des électrodes WS2 et WL20 à remplacer les électrodes WT20.
Les électrodes de tungstène sont fabriquées par WOLFRAM INDUSTRIE.
| COMPARAISON ENTRE ÉLECTRODES RÉFRACTAIRES WT20, WS2 et WL20 | |||
| Nature du métal | Électrode WT20 (Thorium 2%) |
Électrode WS2 (Terres rares) |
Électrode WL20 (Lanthane 2%) |
| Caractéristiques d'amorçage pour une électrode neuve | |
|
|
| Comportement lors du réamorçage après plus de 30 minutes de soudage | |
|
|
| Stabilité de l'arc électrique | |
|
|
| Géométrie de la pointe après 60 amorçages et 1 minute de soudage à chaque fois |  |
 |
 |
| Observations | |
|
|
| Géométrie de la pointe après un soudage en continu pendant une heure et 3 interruptions de soudage à 15 minutes d'intervalles |  |
 |
 |
| Observations | |
|
|
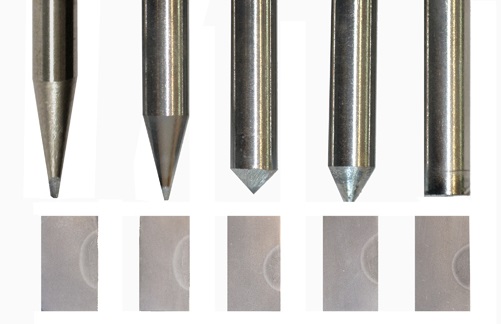
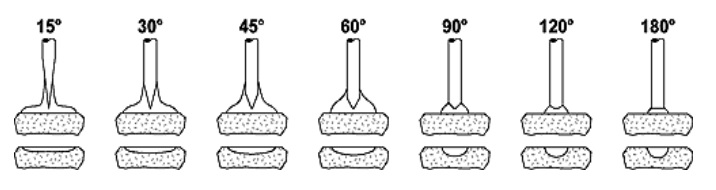
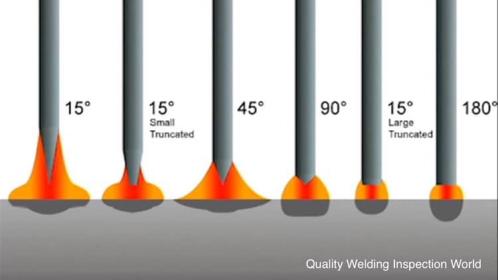
: Très bon : Bon : Correct : Mauvais13 - Influence de la géométrie de la pointe des électrodes de tungstène
| INFLUENCE DE LA GÉOMÉTRIE DES ÉLECTRODES RÉFRACTAIRES | |
| Paramètres de géométrie | Influence du paramètre |
| Diamètre de l'électrode | Aucune influence sur l'aspect du bain de fusion de soudure |
| Tension d'arc de soudage | La tension d'arc augmente lorsque le cône est aigu. Une électrode aiguë fournit une énergie incidente importante. |
| Pression d'arc | La pression d'arc qui favorise la pénétration du bain de fusion est maximum lorsque l'angle d'affûtage est de 45° |
| Troncature de la pointe d'électrode | La troncature augmente la durée de vie de l'électrode mais est néfaste à la pénétration avec une perte allant jusqu'à 30% |
| Pénétration du cordon | La pénétration diminue lorsque l'angle d'affûtage augmente |
| Température | La température cathodique diminue avec l'angle de cône d'affûtage |
Les soudeurs choisissent des électrodes relativement aiguës, d'angle au sommet compris entre 15° et 45°.
Pour les procédés automatisés industriels, les angles d'affûtage sont choisis pour garantir une durée de vie et une stabilité d'arc électrique optimale du procédé de soudage.
Les angles d'affûtage les plus utilisés sont compris entre 45° et 90°.
14 - Comment couper proprement une électrode de tungstène en deux
Pour pouvoir couper proprement une électrode de tungstène en deux morceaux distincts, il faut entailler sur plus de la moitié l'électrode de tungstène avec un disque à tronçonner de 1 mm à 1,6 mm d'épaisseur puis vous cassez l'électrode en deux.
15 - Quelques articles techniques utiles
16 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
17 - Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

