23 réponses -
Accéder à la dernière réponse
#1


lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Sujet : Elektrosta Multisoud 220 MP et soudage MIG aluminium
Bonjour à tous ,
J'ai d'énormes difficultés à souder l'aluminium , ne serait-ce que faire un cordon à plat , pour ce faire , je procède de la façon suivante :
1 /A l'aide d'une disqueuse ( disque neuf ) j'enlève l'alumine
2 / Je préchauffe la pièce
3 / je regle le gaz ( argon pur pour alu ) env 15/20 l /mn
4 / ma pièce étant de 3/4 mm je cherche à régler un mix entre tension et avancement du fil ( 1.2 mm ) au plus juste.
5 / j'essaie avec différentes vitesses d'avance ( galets bien reglés , ca patine pas ) , et torche proche bien inclinée à égale distance dans l'avancement et proche pièce
Résultats archi nuls , à aucun moment j'ai abordé un cordon propre ne serait ce que partiellement
Que peut-il bien se passer ? ( j'ai pas essayé d'inverser la polarité , actuellement - à la masse )
ET voici mes super ... soudures en .... photos (humour :mad: )




A vous lire ,
Merci d'avance pour votre précieuse aide ,
Marc
#2
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
A la différence des soudures faites sur de l'acier !

Avec le même poste , monté avec une seconde torche MAG pour l'acier carbone et du fil en Ø 0.8 mm
A vous lire .... pour ce qui est de .... l'alu !!!!
Merci d'avance à tous ,
Bon WE
Marc
#3


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour lourson,
Quel type de fil aluminium utilisez vous ?
Avez vous essayé avec un fil aluminium de Ø 1,0 mm, un tube contact spécial alu et une gaine guide fil téflon ou carbone téflon ?
Quels sont précisément vos réglages électriques (intensité et tension) ?
D'après la forme de vos cordons, vous poussez votre torche pour souder ?
Cordialement,
#4
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonjour Dominique ,
J'utilise du fil en dia 1.2 , et j'ai 2 torches 1 pour l'acier , l'autre pour l'alu
Celle de l'alu , a bien une gaine carbone
Je n'ai pas essayé du 1 mm
et j'utilise la torche en poussant ,
J'ai avant d'arrêter l'autre jour , essayé de tirer , sur le dernier réglage que j'avais mis ca avait l'air d'aller un tout petit mieux , mais c'était pas bon qd même !!
J'ai vraiment mis de la bonne volonté en essayant de jouer en permanence sur la tension et l'avancement + ou - , mais je n'ai à aucun moment trouvé de bons compromis ...
Par contre pour l'acier ca marches nickel ...
A vous lire , merci d'avance
Marc
#5
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour lourson,
Il est grandement recommandé d'utiliser une gaine Téflon pour le soudage MIG de l'aluminium.
Le soudage MIG de l’aluminium ne se fait que torche droite en poussant et de préférence en courant continu pulsé.
Mais pour le pulsé ce n'est pas la peine d'y penser avec votre poste...
Il faut aussi privilégier les tubes contact spécial aluminium (avec parfois un A gravé dessus)
Comment est votre arc électrique et votre dévidage ?
Constant, erratique, avec saccade
J'ai l'impression sur une des photos que vous manquez d'intensité (mettre un peu plus de fil)
Cordialement,
#6


calou976 En ligne le 01/03/2020 à 18:04 (121 messages sur soudeurs.com)
bonjour avez vous une réference de votre fil j en connais 2 ALCOTEC 4043 et le 5356 (air liquide)le premier marchait très bien en pulvérisation alors que le second qui était plus pour des pièces asujeti a la corrosion me donner un peu votre résultat on m'avais conseillé de l utiliser en court-circuit ou pour en pulvérisation prendre un gaz argon-hélium pour améliorer sa mouillabilité.
#7

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
sur du 3, 4 mm il n'est pas nécessaire de préchauffer.( d'ailleurs vous avez des effondrements en fin de cordon qui tendent à démontrer que vous êtes trop chaud) Effectivement du fil de 1.2 c'est trop gros. L'inclinaison de la torche doit être entre 90 et 70°. LE régime d'arc idéal sur l'alu et spray arc mais court
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour lourson,
Il n'y a jamais une solution miracle pour régler un problème de soudage mais plusieurs combinaisons de paramètres et d'astuces qui peuvent faire la différence.
Je partage l'avis de tungstene pour l'inutilité du préchauffage
Pour l'avis de calou976 concernant le gaz Argon-Hélium, je reste mitigé.
Pouvez vous nous dire le type de fil aluminium utilisé ?
Je vous invite à lire les articles techniques du site :
![]() Le procédé de soudage MIG FIL MASSIF / GMAW / 131
Le procédé de soudage MIG FIL MASSIF / GMAW / 131
![]() Comment monter une gaine Téflon dans une torche de soudage MIG/MAG ?
Comment monter une gaine Téflon dans une torche de soudage MIG/MAG ?
![]() Comment souder une tôle aluminium de 6 mm en angle T position verticale montante PF/3G Up en MIG / GMAW
Comment souder une tôle aluminium de 6 mm en angle T position verticale montante PF/3G Up en MIG / GMAW
![]() Comment réaliser le soudage TIG et MIG de l'aluminium et de ses alliages ?
Comment réaliser le soudage TIG et MIG de l'aluminium et de ses alliages ?
Cordialement,
#9
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonjour à tous , et merci pour vos différentes interventions ,
Pour ce qui est de la marque du fil , faut que j'aille la relever !
Suite à analyse de vos différentes réponses , et par rapport à ce que j'ai déjà en terme de matériel gaine etc... , et déjà fait , je pense que j'ai effectivement grandemment intérêt à passer à du fil plus petit , quels ont à ce sujet les différents diamètres commercialisés , et pouvez vous me donner le rapport épaisseur alu : diamètre svp
Merci d'avance à tous ,
Marc
#10
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en alu : 0.8/1/1.2
Je ne sais pas si vous êtes en 4 galets, c'est souhaitable pour l'alu car il ne faut pas mettre trop de pression sur vos galets car le fil va s'onduler et va avoir du mal à passer dans la gaine, il faut trouver le bon compromis.
De toute façon les bouclages sont fréquents lors du soudage MIG de l'alu et augmentent avec la finesse du fil, cependant une vitesse de fil importante donne plus de régularité du dévidage.
Il faut donc regarder où vous en êtes par rapport à la vitesse de fil maxi que votre poste peut délivrer
#11
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
OK Tungstene ! ,
Je suis en 2 galets , je vérifierai quand même par sécurité , effectivement le serrage sur le fil , je ne sais pas si lors des derniers essais en date , je l'ai fait , mais habituellement , je cherche le réglage légèrement supérieur au point limite de sortie du fil ( juste après le patinage ) , pour justement éviter de le déformer .
Pour ce qui est du galet , j'ai mis le bon pas ( soit 1.2 en section 1/2 arrondi à la différence de l'acier qui est triangulaire ) .
Par contre en terme de ce réglage , il faudra quand même que je vérifie ( si pas trop serré ).
Pour ce qui est de la "marge restante " d'avancement du fil , tous les essais ont été faits à pratiquement la moitié de la valeur du potar , à l'exception de quelques uns ou j'ai un petit peu dépassé la moitié , car si je mets + ca me pousse la torche !
Je pense aussi , que le diamètre du fil est trop gros , en effet suis obligé de monter en puissance , alors que je suis sur une épaisseur relativement faible 3/4 mm , donc normalement par définition reglé trop haut , et là ca fond .
Il faudrait pour vérifier que je prenne un morceau d'alu de section plus importante , afin de voir si je peux sur la base du 1.2 , réaliser un cordon correct.
Existe t'il une correspondance diamètre du fil / épaisseur à souder ??
Po peut'on me donner dans quelle plage se section , l'on aura recours , sur du ; 0.8 , 1 , puis 1.2 ?
Merci d'avance ,
Marc
#12
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Avec un fil de 1mm, une intensité de 150/170 ampères et une tension de 19/20 volts, vous devriez arriver à faire quelque chose de potable.
Aluminium : le galet inférieur et le galet supérieur du dévidoir ont une gorge en demi-U (pour ne pas déformer le fil)
Il ne faudra pas oublier de respecter le facteur de marche de votre poste.
Comme votre dévidoir est à deux galets, il faut optimiser le dévidage avec gaine de torche droite, une gaine guide fil en Téflon (ou carboneTéflon) et la limitation du frottement.
Il serait utile de penser Spoolgun (soudage avec bobine de fil intégrée au pistolet) pour travailler avec des fils fins Ø 0,8 mm et Ø 1,0 mm

Cordialement,
#13
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonsoir Dominique ,
Ok , je vais suivre vos conseils , la première des choses changer le fil , me parait évident ! , et ok pour la tension .
J'aurai bien aimé , trouver pour le MIG monté alu , les mêmes tableaux que représentés paragraphes 14 à 18 , voire 14 à 25
selon le lien : http://www.soudeurs.com/site/le-procede-de-soudage-mag-fil-massif-gmaw-135-271/
Cela est-il déjà publié ? , ou puis-je adapter évent. avec pourquoi pas un coeff ( k) , pour l'alu ?
A vous lire ,
Merci d'avance ,
Marc
**** Et pour ce qui est des soudures mates ou ternes , quelle en est la raison ?
#14
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en MIG alu, les soudures sont toujours un peu mate, il faut surtout vérifier la compacité de votre métal.
Pour améliorer l'aspect beaucoup on tendance à utiliser un arc long mais le risque est de se retrouver en interne avec du gruyère.
Il faut faire un contrôle destructif pour vérifier la compacité.
Par exemple une soudure d'angle sur une éprouvette d'au moins une vingtaine de cm, que d'1 côté et à l'étau et au marteau casser votre assemblage (vous pouvez faire un léger trait de meule côté soudure pour faciliter la chose)
#15
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonjour , Tungstene ! ,
Ok pour le mat ,
Quand vous dites contrôle destructif , pour ce qui est de la compacité , sagit-il d'observer post rupture la pénétration de la soudure , ou la résistance à l'arrachement .
Et comment en valoriser les résultats ? , critères ?
Merci d'avance ,
Marc
#16
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour lourson,
Je vous invite à lire l'article technique ci-dessous, à le noter et à le commenter :
![]() Essais mécaniques : L'essai de texture d'une soudure
Essais mécaniques : L'essai de texture d'une soudure
Si votre soudure présente le faciès ci-dessous, vous avez de gros problème de soudage
Il faut préciser que c'est un essai de texture réalisé sur une soudure MIG bout à bout en aluminium 5083 en 6 mm soudée au plafond (PE)
Dans l'exemple ci-dessous, il y a combinaison de trois problèmes :
- Mauvaise protection gazeuse
- Tension d'arc trop élevée ou distance pièce / tube contact trop grande
- Torche de soudage MIG à refroidissement naturel (échauffement du gaz de protection)

Je vous rappelle que le soudage de l'aluminium est certainement la matière la plus difficile à travailler pour les soudeurs.
Beaucoup d'aléas pas toujours prévisibles.
Cordialement,
#17
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en cassant vous verrez si vous avez soudé le fond de l'angle, les manques de pénétration se voient par un aspect non arraché et la subsistance de lignes droites qui sont en fait du bord de tôle intact. Quant aux porosités Dominique vous en a mis une photo. D'ailleurs il y a une tolérance pour ses porosités, genre pas plus d'une tous les 5 cm. Il faut toujours privilégier la compacité à l'aspect et ne pas chercher à obtenir l'aspect du TIG lorsque l'on soude en MIG surtout avec du matériel d'entrée de gamme. En haut de gamme il y a des systèmes de double pulsation qui améliore l'aspect.
#18
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonjour ,
S'agit'il d'un tube ouvert en 2 1/2 moitié ? ou un morceau de plat soudé de part et d'autre ?
Merci d'avance ,
Marc
#19

arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour
Oui en suivant les conseils de Dominique vous devriez tout à fait y arriver avec votre poste et du fil de Ø 1 mm AlMg5 (5356)
Le soudage doit se faire en mode pulvérisation
Et votre poste est assez puissant pour cela avec du fil de Ø 1 mm (peut être un peu juste pour du 1,2mm)
Vous devriez donc entendre un bruit de sifflement continu et non pas de claquements comme les court circuits de l'acier à plus faible intensité.
Il faut donc une tension d'arc assez forte et une distance tube contact pièce plus longue qu'en court circuit (plutôt 15mm avec du fil de 1mm et plus avec du plus gros).
Vous aurez un petit manque de fusion au début de cordon mais vous pouvez faire un beau cordon continu.
Cordialement
Arnaud72
#20

Invité
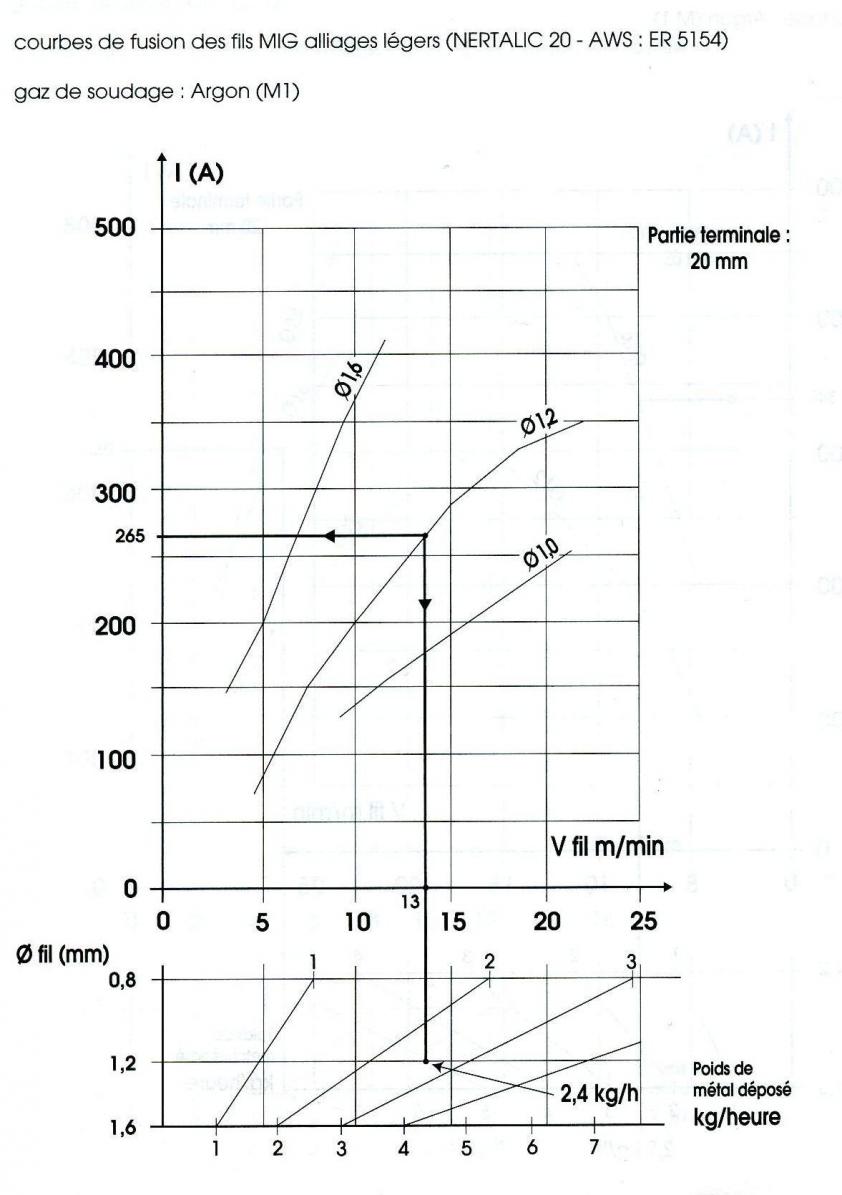
@lourson ; L'abaque suivante pourrait peut-être vous aider à résoudre votre problème de fusion quoique j'appréhende un manque de "dynamisme" de votre machine. La soudure des Aluminiums en requiert beaucoup.
#21
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Tout d'abord bonjour , et merci pour ton intervention ,
J'ai acheté ce jour , pour de nouveaux essais sur même matière , pour comparatif ,
du fil pour le MIG en 2mm ( je suis en gaine teflon /carbone )
du métal d'apport en 2mm au lieu de 2.4 et tungstene en 1.6 pour le TIG
Je vous tiens au courant des résultats ...
#22
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonjour à tous !
Soit ce matin je me suis laissé dire que lors de la retouche de la vitesse , le courant été également modifié , et à priori la tension aussi ...
Là , je ne comprends plus trop !
En effet je dispose bien de 2 potars , 1 pour la vitesse , l'autre pour la tension
N'ayant sur le poste multisoud , pas d'affichage digital , je ne peux donc pas me rendre compte de ces variables .
ceci étant dit , il n'est pas impossible , que moyennant un shunt , je puisse monter un affichage , pour le courant , et en parallèle aux bornes , la tension , pourquoi pas , bien que je n'en vois pas trop l'utilité , à part mémoriser de bons réglages ...
A vous lire ,
Merci d'avance
#23
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour
Vous pourrez difficilement comparer le résultat du TIG et du MIG car le cordon n'aura pas du tout le même aspect.
En MIG si vous êtes bien en mode pulvérisation vous devez avoir un cordon très lisse et sans aucune strie.
Oui en modifiant la vitesse du fil vous faites varier le courant (c'est la courbe affichée) mais la tension varie peu (surtout avec un poste de technologie inverter comme le vôtre).
Par contre ce que ne montre pas la courbe c'est qu'il y a une zone de stabilité limitée qui fait que quand vous augmentez significativement la vitesse du fil vous devez aussi augmenter la tension pour rester dans un régime d'arc stable.
Même sans mesure vous pouvez très bien vous rendre compte au bruit quand vous êtes en mode pulvérisation stable.
Cordialement
Arnaud72
#24
lourson En ligne le 29/04/2017 à 04:53 (83 messages sur soudeurs.com)
Bonjour Arnaud , et merci pour votre intervention ! ,
Tout à fait ok , pour la différence de cordon entre MIG et TIG , j'avais bien compris .
Je parlais de mes nouveaux achats , afin de comparer la différence de fusion TIG/TIG et MIG/MIG , avant /après , sur la même nature de pièce que l'on voit sur les photos .
Ok également pour les mesures , pour ce qui est du "crépitement " de l'arc au même titre d'ailleurs qu'en MMA , il est vrai qu'à l'oreille on peut avec un peu d’expérience en définir par anticipation les résultats , et ou réglage de la torche ... écart , position , vitesse ....
Aujourd'hui je ne ferai pas d'essais car je travaille quasiment tout le temps en extérieur , et le temps ne le permettra pas . Mais dès que je peux faire ces essais , je ne manquerai pas de vous en donner les résultats .
Très bonne journée ,
Marc
Sujets connexes les plus populaires
[Résolu] que pensez vous des postes semi auto mig/mag sans gaz
03/01/2011 14:13:00 - madmotorcycle
Réponses : 18
Affichages : 75855
Affichages : 75855

marcopolo247
21/08/2020 15:08:12
Question Posée soudage mag fil fourré sans gaz sur poste pro
02/01/2019 20:23:50 - charendome
Réponses : 5
Affichages : 728
Affichages : 728
SavoirFer
06/01/2019 09:00:29
Recherche quel poste à souder mig mag choisir ?
21/08/2017 19:44:18 - descamps.max
Réponses : 17
Affichages : 6177
Affichages : 6177
locouarn
03/11/2023 08:46:05
Recherche choix poste gys MIG/MAG
04/01/2013 19:48:37 - kevin94
Réponses : 50
Affichages : 30966
Affichages : 30966
gil50
23/03/2013 15:43:49
Question Posée Kit poste à souder MIG/MAG pour carrosserie
01/11/2018 21:17:06 - paulave
Réponses : 29
Affichages : 3145
Affichages : 3145
Demande d’aide quoi penser de ce poste "MIG 200SP OPSIAL"
15/05/2019 11:05:36 - Bigball
Réponses : 71
Affichages : 1950
Affichages : 1950
jojojojo
06/12/2023 17:57:00
Question Posée différence entre GYS Multi PEARL 200-4 XL et Multi PEARL 201-4
19/09/2018 14:04:56 - Nedned
Réponses : 8
Affichages : 1287
Affichages : 1287

Bob007
22/12/2023 12:36:40
Question Posée KEMPPI EVO 200 ou ESAB C200i ( ou GYS pearl XL)
07/10/2013 18:01:21 - illy1969
Réponses : 10
Affichages : 17261
Affichages : 17261
illy1969
01/09/2014 16:36:35
Information Soudure carrosserie 0.7/0.8 mm jusqu'a 2mm MAXXIII
06/11/2019 20:04:15 - EscortMK2
Réponses : 6
Affichages : 28
Affichages : 28
cancer49
09/10/2020 08:38:38
Question Posée Hésitation entre 2 postes Mig GYS et TELWIN pour un novice
04/03/2018 07:30:04 - Steweid
Réponses : 26
Affichages : 4239
Affichages : 4239
Steweid
08/03/2018 08:30:21
Question Posée Choix entre deux MIG selon deux critères différents, me semble t'il!
17/02/2019 10:52:26 - lasclares
Réponses : 4
Affichages : 428
Affichages : 428
lasclares
18/02/2019 23:13:12
Question Posée Choix d'un poste MIG/MAG de marque Fronius
13/05/2019 15:48:08 - jeff1002
Réponses : 21
Affichages : 912
Affichages : 912

christwin
19/05/2019 10:28:31
Achat IGBT mig 250 ou EASYWELD Promig 250?
01/05/2019 20:19:37 - FendKrane
Réponses : 28
Affichages : 1235
Affichages : 1235
FendKrane
07/05/2019 21:03:15
Question Posée A la recherche du poste MIG/MAG parfait ?
17/08/2018 23:26:59 - sim39
Réponses : 37
Affichages : 4724
Affichages : 4724
mecanix
20/11/2018 21:40:59
Question Posée Quel MiG choisir en grande surface de bricolage
04/12/2017 17:37:09 - dadidado
Réponses : 12
Affichages : 2547
Affichages : 2547
dadidado
08/12/2017 09:10:50
Question Posée Besoin de conseil pour achat d'un premier MIG : braquer la banque ou petit budget
18/10/2017 19:01:42 - rutile
Réponses : 77
Affichages : 11944
Affichages : 11944
elsereric
20/06/2024 09:56:29
Demande d’aide Intêret torche EURO mig/mag
12/11/2019 13:50:29 - simon884
Réponses : 9
Affichages : 51
Affichages : 51
simon884
13/11/2019 13:16:05
Demande d’aide Fais-je le bon choix en achetant en un GYS EASYMIG 160
03/11/2019 11:12:43 - Jux49
Réponses : 29
Affichages : 132
Affichages : 132
micreg
20/07/2020 09:51:20
Question Posée Informations sur le choix d’un poste à souder mig mag
25/08/2018 21:10:12 - Xav3412
Réponses : 24
Affichages : 2907
Affichages : 2907
jardinier
11/10/2018 18:18:58
Question Posée Mig Silex 160A, mig uniquement ?
23/05/2019 11:31:21 - Aymeric3539
Réponses : 9
Affichages : 309
Affichages : 309
Mic736
14/11/2020 13:08:06