
9 réponses -
Accéder à la dernière réponse
#1


fredstil En ligne le 06/05/2020 à 11:42 (12 messages sur soudeurs.com)
Sujet : Question Posée Réglage TIG pour alu 4mm
Bonjour,
Fraîchement en possession d'un tig, je dois souder de l'aluminium de 4mm.
Pour cela l'équipement est le suivant :
- Gaz Argon
- Électrode de Tungstène PUR (affutée à 45°)
- Embout torche diamètre 11mm
Réglage pour épaisseur alu 4mm :
- Électrode diamètre 2.4mm
- Métal apport diamètre 3mm
- Intensité 140-160A
- Débit de gaz 8l/min
- Courant AC alternatif
Mes questions :
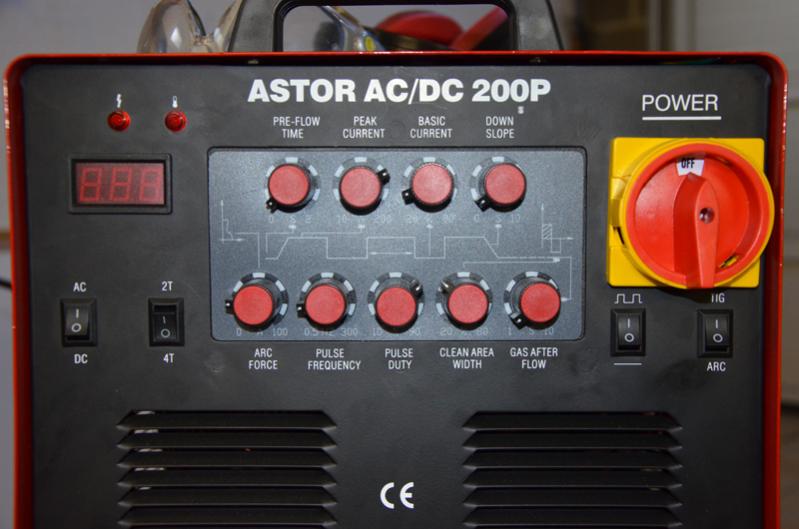
Sur la photo il y a des réglages dont je ne connais pas la signification :
- Preflow time
- Peak current
- Basic current
- Down slope
- Arc force
- Pulse frequencity
- Clear area width
- 2T/4T
Est-ce que tous ces réglages servent à souder en AC?
Quel serait les réglages par défaut pour réaliser une soudure sur alu 4mm?
D'avance, merci de votre aide.

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour fredstil ,
Vous n'avez certainement pas lu l'article technique suivant :
Comprendre le schéma du cycle de soudage sur un générateur TIG / GTAWBonne lecture et bonne découverte.
Cordialement,
#3
fredstil En ligne le 06/05/2020 à 11:42 (12 messages sur soudeurs.com)
Exactement, c'est pas faute d'avoir cherché!!! merci l'ami.
#4


BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonjour fredstil,
Juste pour vous préciser que l'affûtage de l'électrode de tungstène sur les alliages légers en TIG n'est pas nécessaire.
En effet, en courant alternatif, elle sera "bombardée" donc arrondissement de l'extrémité inévitable mais normal.
#5

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
"Réglage pour épaisseur alu 4mm :
- Électrode diamètre 2.4mm
- Métal apport diamètre 3mm
- Intensité 140-160A
- Débit de gaz 8l/min
- Courant AC alternatif"
débit gaz 8l insuffisant à la louche pour une buse de 11 débit au moins 11l
métal d'apport diamètre 3 pour souder du 4mm trop gros du 2.4 irait mieux
plutôt 160A que 140A la chaleur diffuse beaucoup dans la pièce il faut beaucoup d'énergie, en plus vous ne précisez pas le type de soudure angle intérieur, plat, angle extérieur les intensités seront en ordre décroissant l'angle intérieur en demandant le plus.
Si vous tungstene fait la gueule, boule trop grosse il vous faudra jouer sur la balance (cean area widht) mise sur zéro votre tungstene va prendre autant de plus que de moins, ce bouton permet de moduler pour que la tungstene ait plus de moins que de plus, mais cela se fait au détriment du décapage, il faut trouver le bon compromis ou mettre une tungstene plus grosse. Il faut avoir un arc court et ne pas hésiter à sortir la tungstene surtout en angle intérieur au moins 5mm, et en règle génrale tenir la torche à 75° et le métal d'apport à 30°. Et avoir une vraie fusion avant de mettre le métal d'apport, surtout en angle vous devez fondre le fond de l'angle, si vous mettez votre métal d'apport trop top vous allez avoir un tunnel et un arc instable
#6
fredstil En ligne le 06/05/2020 à 11:42 (12 messages sur soudeurs.com)

Ma première soudure! Je commence à être rassuré...
Exacte pour l'affutage, le bout s'arrondit systématiquement.
J'ai un peu de mal avec les terme anglais sur l'interface de mon post comparer au document recommandé par dominique sur les cycles de soudage TIG.
Donc :
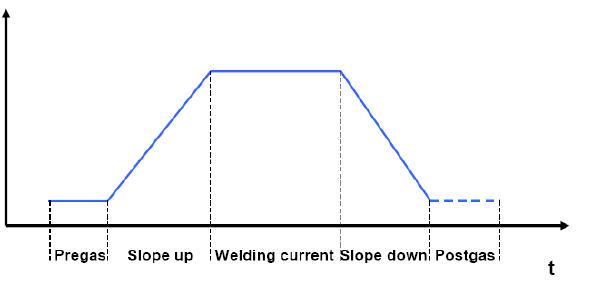
- Preflow time -> Mise sous atmosphère gazeuse avant l'arc
- Peak current - > Montée en puissance pour créer le bain de fusion
- Basic current -> vitesse de croisière pendant le cordon de soudure
- Down slope -> ???
- Arc force - > ???
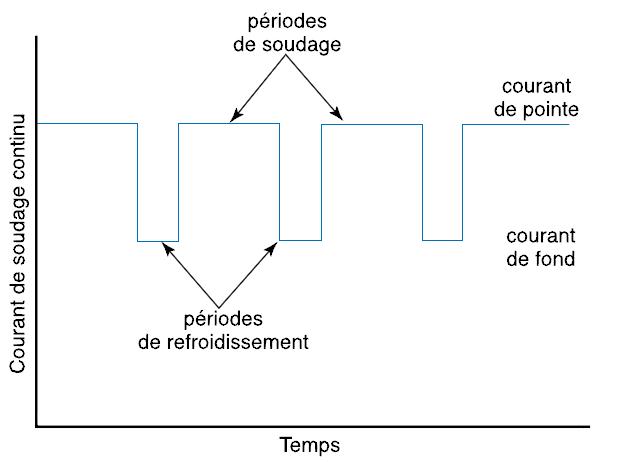
- Pulse frequencity -> Pénétration de l'arc (basse fréquence, c'est la pénétration en profondeur pour des pièces épaisses et haute fréquence c'est un balayage plus large pour pièce plus fine)
- Pulse duty -???
- Clear area width - Décapage
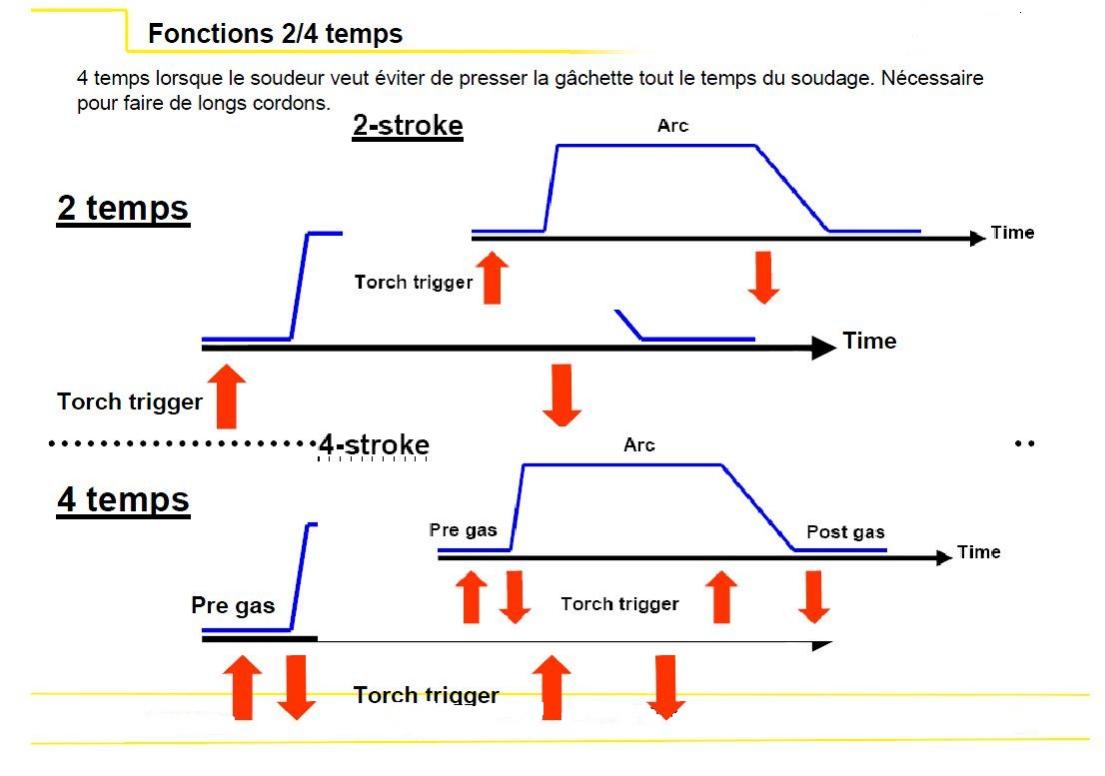
- 2T/4T -> ???
Pouvez-vous m'éclairer sur ces 4 interrogation?
Merci,
#7
BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Down slope : c'est le temps pour passer du courant de soudage à l’ampérage défini précédant l'extinction de l'arc électrique (bas de pente)
Arc force : dispositif électronique qui évite les court-circuits lors du soudage
Pulse duty : courbe de courant pulsé
2T/4T : maintien ou non de l’interrupteur sur la torche lors du temps de soudage
#8

Invité
bonjour a tous,
pour 4 mm en alu et 160 Ampère quand même !
a partir de quand une torche a refroidissement a eau est nécessaire ?
merci
#9
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Les torches de soudage sont sélectionnées selon un facteur de marche comme pour le poste à souder surtout lorsqu'elles sont à refroidissement naturel.
Il ne faut en aucune manière dépasser le facteur de marche précisé par le fabricant pour la torche sous peine de la détruire
Il est facile de se rendre compte de l'échauffement du câble
Si vous ne pouvez plus tenir le câble de la torche à main nue, il est grand temps de stopper !
Cordialement,
#10
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
Clear area width je vous l'ai expliqué à zéro vous avez une symétrie dans les alternances de plus et du moins du courant alternatif, ce bouton permet de déplacer l'amplitude + -
A part ça votre soudure est pas mal pour un début
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579

Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
