
19 réponses -
Accéder à la dernière réponse
#1


zlog78 En ligne le 02/01/2014 à 11:23 (7 messages sur soudeurs.com)
Sujet : Question Posée Que vaut ce vieux poste de soudure à l'arc ?
Bonjour,
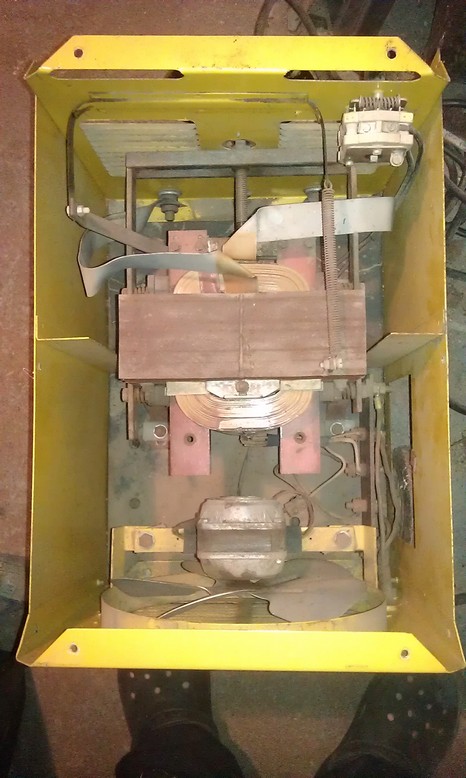
J'ai récupéré le poste de soudure à l'arc de mon beau-père.
Il doit être très vieux.
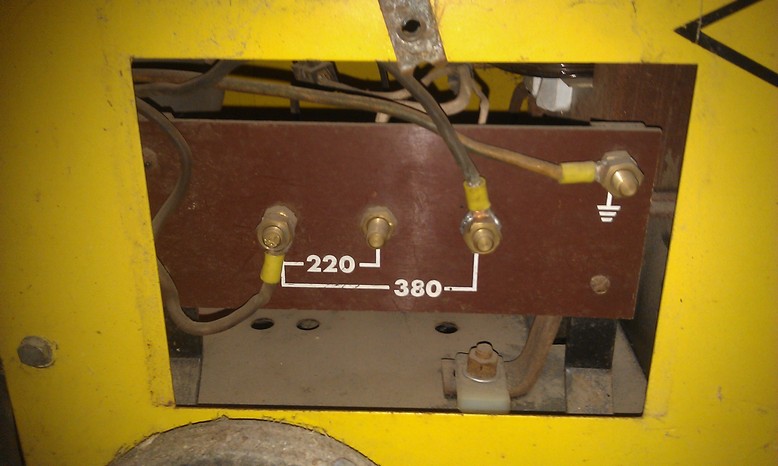
Il était branché en 380V, je l'ai passé en 220V.
Par contre, je ne l'ai pas essayé car au niveau des ampères, je suis un peu inquièt.
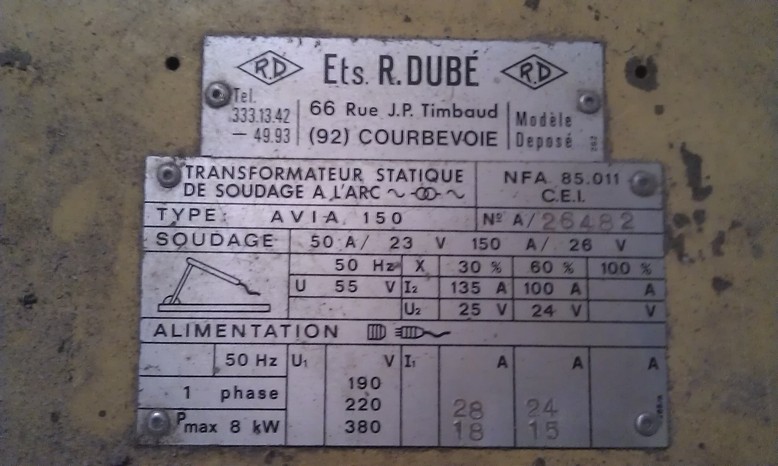
Au vu de l'étiquette (photo ci-jointe), il devrait consommer 28 A ! ! ! !
Je pense qu'il faut donc le brancher sur un disjonsteur 32 A qui doit être le maximum en 220V, mais il n'y a que 4A de différence entre l'ampérage de fonctionnement et le disjoncteur et j'ai peur que l'appel de courant ne le fasse sauter.
(Ou me cramer mon installation).
Qu'en pensez-vous.
Avec ce poste, je suppose que l'on ne peut pas souder de faibles épaisseurs et qu'il n'est pas question de souder autre chose que de l'acier ? ! ?
Merci pour vos réponses.
Voici quelques photos :

Cordialement

#2

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
c'est du genre increvable, mais du point de vue électrique ce n'est pas un bon plan de nos jour on trouve des petits postes plus puissant mais consommant moins avec la technologie inverter, une prise 16A suffit
#3

Pas plus d'inquiétude que nécessaire : les 28 A annoncés en 230 volts, c'est à la puissance maximum du poste en grillant des baguettes de 4 mm en continu à 150 A !
Là, c'est sûr que le disjoncteur va se mettre en grève, en supposant que le poste ne fume pas avant...
En pratique, en grillant de la 2,5 mm à 70 A, un disjoncteur de 16 A ne devrait ne pas broncher tout de suite...
J'ai depuis plus de vingt ans un vieux machin équivalent, un peu trafiqué en ajoutant un redresseur pour produire du courant continu, plus un gros condensateur pour élever la tension d'amorçage, avec un gros ventilo pour refroidir le bazar... ça fonctionne très bien, mais :
J'ai cassé ma tirelire pour m'offrir un poste inverter Kemppi, c'est un vrai bonheur ! A tel point que je me demande s'il est vraiment nécessaire de savoir souder pour s’en servir, tellement... ça soude tout seul ! :cool:
Invité
Envoyé par zlog78
Bonjour,
J'ai récupéré le poste de soudure à l'arc de mon beau-père.
Il doit être très vieux.
Il était branché en 380V, je l'ai passé en 220V.
Par contre, je ne l'ai pas essayé car au niveau des ampères, je suis un peu inquièt.
Au vu de l'étiquette (photo ci-jointe), il devrait consommer 28 A ! ! ! !
Je pense qu'il faut donc le brancher sur un disjonsteur 32 A qui doit être le maximum en 220V, mais il n'y a que 4A de différence entre l'ampérage de fonctionnement et le disjoncteur et j'ai peur que l'appel de courant ne le fasse sauter.
(Ou me cramer mon installation).
Qu'en pensez-vous.
Avec ce poste, je suppose que l'on ne peut pas souder de faibles épaisseurs et qu'il n'est pas question de souder autre chose que de l'acier ? ! ?
Merci pour vos réponses.
Cordialement
Pas plus d'inquiétude que nécessaire : les 28 A annoncés en 230 volts, c'est à la puissance maximum du poste en grillant des baguettes de 4 mm en continu à 150 A !
Là, c'est sûr que le disjoncteur va se mettre en grève, en supposant que le poste ne fume pas avant...
En pratique, en grillant de la 2,5 mm à 70 A, un disjoncteur de 16 A ne devrait ne pas broncher tout de suite...
J'ai depuis plus de vingt ans un vieux machin équivalent, un peu trafiqué en ajoutant un redresseur pour produire du courant continu, plus un gros condensateur pour élever la tension d'amorçage, avec un gros ventilo pour refroidir le bazar... ça fonctionne très bien, mais :
J'ai cassé ma tirelire pour m'offrir un poste inverter Kemppi, c'est un vrai bonheur ! A tel point que je me demande s'il est vraiment nécessaire de savoir souder pour s’en servir, tellement... ça soude tout seul ! :cool:
#4
zlog78 En ligne le 02/01/2014 à 11:23 (7 messages sur soudeurs.com)
Merci Tungstène et Tilikum pour vos réponses.
Je suis rassuré au niveau de l'ampérage.
Concernant la consommation, ce n'est pas trop un problème car je ne vais pas souder tous les jours.
Je suis intéressé par un Inverter, mais pas de gaz car cela revient cher et j'ai peur que mon père (77ans), ai du mal à s'en servir.
J'ai jeté un oeil sur les Kemppi, mais difficile de juger quand onn n'y connait rien.
J'ai vu le GYS 4000 ou 5000 chez... LM, mais bon...
Quelqu'un connait-il un bon poste Inverter (sans gaz) ? Mon budget entre 300 et 500€ environ.
Kemppi ou autre...
#5
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
inverter c'est une technologie électrique, cela n'a rien à voir avec gaz ou sans gaz. Avec la technologie inverter vous pouvez avoir un poste (électrode enrobée, TIG ou Mig) qui délivre jusqu'à 200 A en étant branché sur du 220v, qui plus est pour un poste pesant moins de 20kg. Ces postes même lorsqu'ils font le TIG offrent tous la possibilité de souder à l'arc. Un exemple de poste MMA
il pèse moins de 3kg et est aussi performant (sinon mieux) que votre poste ancien
#6
zlog78 En ligne le 02/01/2014 à 11:23 (7 messages sur soudeurs.com)
Merci pour cette suite.
Le lien que vous m'avez donné rentre tout à fait dans mon budget.
Le problème, c'est que la soudure est un métier, voir un art... Et quand on n'y connait rien, il n'est pas facile de s'y repérer.
Vous avez dit : "Avec la technologie inverter vous pouvez avoir un poste (électrode enrobée, TIG ou Mig )"
1°) On m'avais expliqué (et je n'ai pas cherché plus loin), que pour faire du MIG ou du TIG, il fallait OBLIGATOIREMENT une bouteille de gaz. Vrai ou faux !
2°) Pour souder de l'ALU et/ou de l'INOX, ce n'était pas possible avec un poste de type ARC. Qu'il fallait un TIG (ou MIG, je ne sais plus).
Bref, avec le poste que tu me recommandes et avec le GYS 5000 :
- Faut-il ou pas une bouteille de gaz pour faire du TIG ou MIG ?
- Peut-on souder de l'Inox ou de l'Alu ? (Sans bouteille de gaz)
(Un vendeur m'a dit oui puisqu'il existe des électrodes (baguettes), un autre m'a dit non...:confused:
En me répondant, je pense que tu m'aideras à faire le point afin de mieux comprendre ce que je n'ai pas réussi à piger jusque là. :p
J'ai bien consience que le poste "qui fait tout" n'existe pas.
Désolé pour ces questions basiques.
Cordialement
#7
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
ça fait beaucoup de questions: Le MMA c'est ce que l'on appelle communément la soudure à l'arc. On utilise une électrode fusible enrobée, cet enrobage en brûlant fait des fumées réductrices qui protègent le métal en fusion de l'oxygène de l'air. Le procédé MIG c'est un fil qui se déroule et qui fond au fur et à mesure, il y a des fils pleins qui nécessitent une protection gazeuse, et des fils fourrés qui ont en leur âme une poudre équivalente en fonction de l'enrobage de l'électrode enrobé (pas terrible comme résultat) le procédé TIG l'arc est établi entre une électrode en tungstène (infusible) et la pièce le métal d’apport est apporté manuellement par le soudeur un peu comme le soudage au chalumeau, une protection gazeuse est nécessaire.
En ce qui concerne les matériaux à l'arc on peut souder de l'acier, de l'inox, de la fonte (mais c'est délicat) et il existe des électrodes alu mais c'est pas terrible comme résultat.
En MIG on peut faire de l'acier, de l'alu de l'inox. En TIG de l'acier, de l'inox de l'alu du cuivre.
Mais ce n'est pas si simple pour faire de l'alu en TIG il faut un poste AC DC ce qui n'est pas le cas de tous les TIG, en TIG le gaz est l'argon ou des mélanges argon hélium
Mais en MIG pour de l'alu c'est argon, pour l'acier argon CO2, pour l'inox argon O2 cliquez sur lien vous trouverez un bon dossier sur le MIG.
Ce n'est que des grandes lignes (il y a par exemple des fils fourrés qui s'utilisent avec gaz)
Mais en plus il y a l'amplitude de réglage du matériel, tant basse que haute, si vous voulez faire de la carrosserie il faut un poste descendant suffisamment bas capable de gérer un arc stable à basse intensité. Lorsque l'on monte dans les épaisseurs à assembler il faut du matériel plus puissant. Bref il n'y a pas de solutions universelles (hélas) chaque procédé ayant ses avantages et ses inconvénients. Le poste que je vous ai donné en lien n'était que l'équivalent moderne de votre ancien poste , il ne fait que l'électrode enrobée et pour un usage modéré
#8

arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
Avec votre ancien poste vous allez aussi avoir des problèmes pour souder de faibles épaisseures (1,5 à 2mm) car son courant minimum spécifié est de 50A ce qui est trop fort pour cela. En plus les 50A sont spécifiés avec les conditions pour une alimentation en 220V et aujourd'hui le secteur est plutôt à 240V ce qui augmente un peu le courant minimum et qui réduit aussi le facteur de marche au courant maximum (le transformateur à tendance à saturer).
L'avantage aussi des inverters c'est justement aux faibles courants, non seulement on peut régler un courant plus faible mais aussi l'amorçage est beaucoup plus facile dans ces conditions là qui sont toujours plus difficiles.
Il faut bien définir votre besoin, c'est certain que pour l'alu il faut soit un TIG AC/DC très cher soit un MIG . Les électrodes alu se sont en pratique pas vraiment utilisables mais celles inox oui.
Par rapport au poste Telwin Force 195, ce n'est pas ce que je conseillerais car la gamme Force de Telwin est vraiment l'entrée de gamme de ce fabricant surtout connus pour ses produits assez bas de gamme. La gamme Tecnica est déjà mieux faite, ainsi le Technica 171 est plutôt comparable au GYS inverter 4000.
Si vraiment vous envisagez à terme de faire une peu de TIG DC, oui l'Inverter 5000 peut être une bonne solution pour ce budget là.
Cordialement
Arnaud72
#9


BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Je tiens à apporter une précision à la citation suivante de tungstene:
"Mais en MIG pour de l'alu c'est argon, pour l'acier argon CO2, pour l'inox argon O2"
Les acier inoxydable s 'assemblent très bien au MAG avec un Ar/CO2, Ar/O2 je ne connaissais pas.
Cordialement,
#10
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
@blondin pour l'inox effectivement on peut utiliser Argon Co2 mais c'est beaucoup moins dosé que pour le MIG acier : l'air liquide préconise pour l'inox l' arcal 12 (2%Co2) ou 121 (1% Co2+18%He)
#11
zlog78 En ligne le 02/01/2014 à 11:23 (7 messages sur soudeurs.com)
Merci pour toutes ces informations.
C'est clair maintenant. Entre MMA, TIG, MIG, X, Y... Des termes qu'il faut digérérer.
Bon, je vais chercher un poste pour un budget de 300 à 500 €. Ca va être une autre paire de manche car aucun matériel ne fait l'unanimité.
En tout cas, s'il faut mettre 500€ et avoir "BEAUCOUP" mieux que pour 300€, je n'hésiterai pas.
Kemppi, Telwin Force 195, Telwin Technica 171, GYS 4000 ou GYS 5000... ?
Je vais faire un tour sur les autres discussions de votre site afin de me faire une idée.
#12
@tungstene ;
Puis-je me permettre d'apporter ma pierre à l'édifice. Il n'y a pas que Air Liquide sur le marché des gaz industriels !
En MIG, les mélanges à base d'hélium ont été développés spécifiquement pour le mode "pulsé haute énergie" (mono-passe)
En TIG, nous avons l'habitude de ne conseiller les mélanges Ar/He que pour des épaisseurs conséquentes dépassant 10 mm.
L'hélium à pour effet d'amener de l'énergie thermique dans le bain de fusion et les fines épaisseurs n'aiment pas ça. (déformations parasites)
Il existe un autre type de mélange spécifique aux fines épaisseurs, il est moins connu, c'est un mélange Argon/Hydrogène (en faible teneur; 2,5 à 5%)
Son utilisation améliore les caractéristiques mécaniques du joint soudé, la productivité et a pour effet de restituer un aspect entièrement dépourvu d'oxydation de surface, de donner une belle couleur nickel au joint soudé. (inox)
Mais ces remarques ne sont pas exhaustives, il existe des tas de solutions de mélanges afin de favoriser telle ou telle caractéristique prédominante pour une application particulière. C'est une "affaire" de spécialistes. (et de cahier des charges...)
Invité
Envoyé par tungstene
@blondin pour l'inox effectivement on peut utiliser Argon Co2 mais c'est beaucoup moins dosé que pour le MIG acier : l'air liquide préconise pour l'inox l' arcal 12 (2%Co2) ou 121 (1% Co2+18%He)
@tungstene ;
Puis-je me permettre d'apporter ma pierre à l'édifice. Il n'y a pas que Air Liquide sur le marché des gaz industriels !
En MIG, les mélanges à base d'hélium ont été développés spécifiquement pour le mode "pulsé haute énergie" (mono-passe)
En TIG, nous avons l'habitude de ne conseiller les mélanges Ar/He que pour des épaisseurs conséquentes dépassant 10 mm.
L'hélium à pour effet d'amener de l'énergie thermique dans le bain de fusion et les fines épaisseurs n'aiment pas ça. (déformations parasites)
Il existe un autre type de mélange spécifique aux fines épaisseurs, il est moins connu, c'est un mélange Argon/Hydrogène (en faible teneur; 2,5 à 5%)
Son utilisation améliore les caractéristiques mécaniques du joint soudé, la productivité et a pour effet de restituer un aspect entièrement dépourvu d'oxydation de surface, de donner une belle couleur nickel au joint soudé. (inox)
Mais ces remarques ne sont pas exhaustives, il existe des tas de solutions de mélanges afin de favoriser telle ou telle caractéristique prédominante pour une application particulière. C'est une "affaire" de spécialistes. (et de cahier des charges...)
#13
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en TIG alu les mélanges argon Hélium sont aussi utiles, l'arc est très focalisé et pénétrant cela donne en apport d'énergie une équivalence d'une cinquantaine d'A (ce n'est pas scientifique c'est du filing) sans élargir le cordon. Inconvénient l'amorçage est un peu plus difficile. Chez Matra ils utilisaient un mélange Argon Hélium en soudage automatique, mais faisaient la phase d'amorçage en argon pur
#14
seulsilex En ligne le 18/12/2020 à 18:37 (4 messages sur soudeurs.com)
Salut, je remonte ce sujet car je ne vois pas l'intéret dans créer un nouveau vu que je me pose la même question mais pour un poste un peu moins balèze.
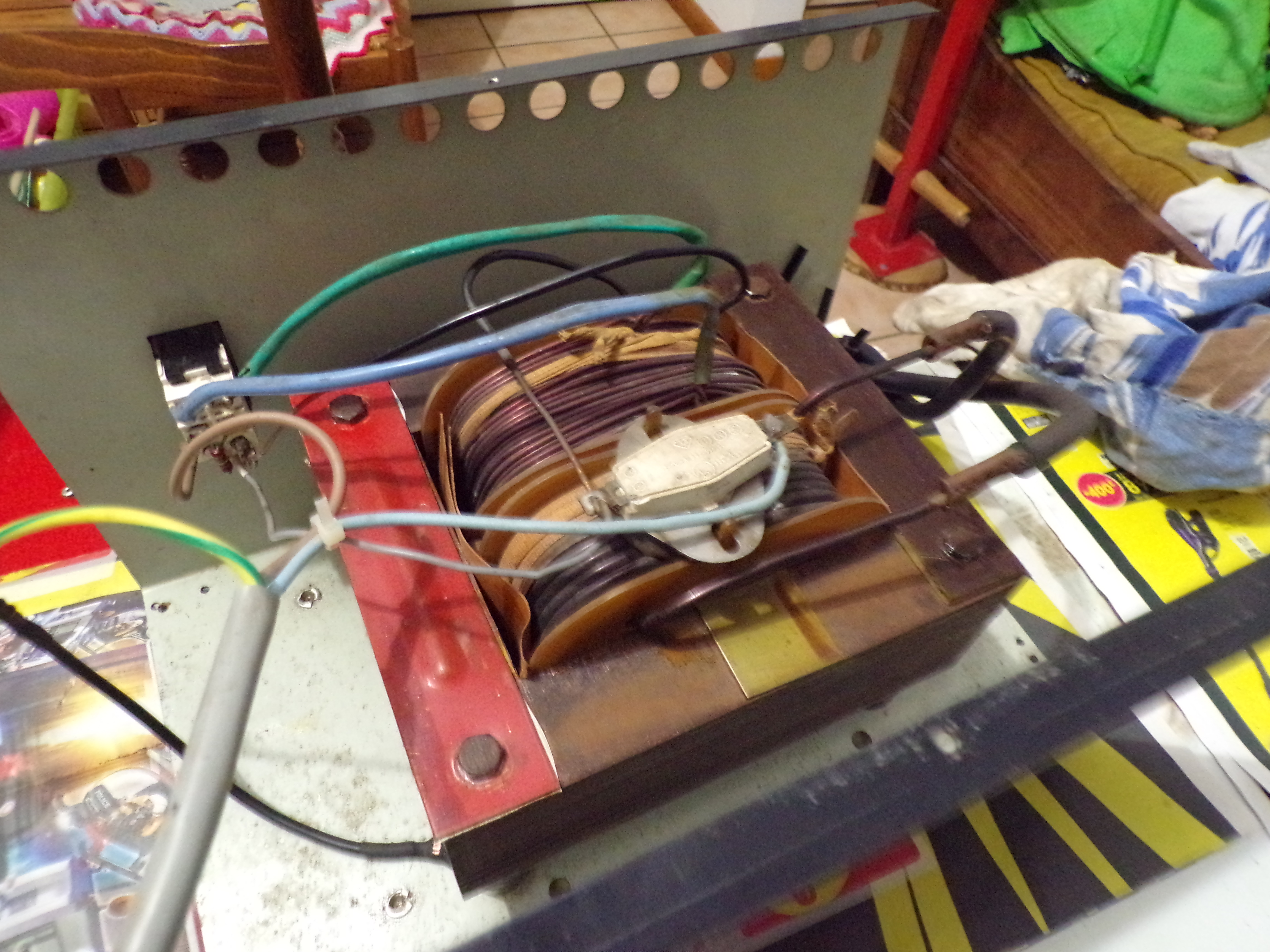
Quelqu'un connait ou a déjà utilisé ce genre de poste non ventilé avec la spécification en façade : "projection par disjoncteur thermique automatique" , c'est fiable s'il vous plait ?
Il pèse entre 10 et 15 kilo.

#15


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Votre question s'inscrit en effet dans le thème "que vaut ce vieux poste de soudure". Toutefois, le vôtre est un peu un jouet par rapport à celui du premier message. Je pense même qu'il est difficile de faire plus minimaliste comme poste à transformateur !
Indépendamment de l'absence de ventilateur, la protection thermique est assurée comme sur tous les postes à transformateur par un dispositif thermique à bilame. C'est le petit boitier blanc posé sur le bobinage secondaire, couramment nommé "Klixon". Tant qu'il fonctionne bien, pas de problème, il coupe le courant si le transfo chauffe trop. Malheureusement c'est un dispositif mécanique qui fatigue avec le temps et qui peut finir par ne plus jouer son rôle, ou se couper définitivement (moins grave).
Pour résumer, vous pouvez tenter d'utiliser ce poste de façon "raisonnable". Compte tenu des indications, cela correspond à une utilisation brève et espacée pour ne pas solliciter la protection, avec des électrodes de 2,5 maximum sur la position médiane du sélecteur (au-dessus vous dépassez les 16 A d'une prise domestique). Le facteur de marche de ce poste n'est pas donné, mais il doit être extrêmement modeste. Si vous êtes bricoleur, ajouter un ventilateur de ce genre serait une option intéressante pour l'améliorer un petit peu. Reste une autre inconnue à vérifier avant tout, c'est la tension à vide. En dessous de 50 V vous aurez beaucoup de mal à amorcer les électrodes, surtout sur un poste à courant alternatif. Bref, ne comptez pas dessus pour un usage courant.
Cordialement.
#16
seulsilex En ligne le 18/12/2020 à 18:37 (4 messages sur soudeurs.com)
Je te remercie, je compte me servir de ce poste transportable ponctuellement pour dépanner mais je vais installer ce petit ventilo tout de même ou sinon une encoche pour mettre les tartines.
Je vais surveiller la température manuellement et ne me fierai pas trop à la lumière qui dépend donc du bon fonctionnement de cette lamelle thermo...
Encore merci pour ton avis.
#17
antgomez En ligne le 03/06/2026 à 17:11 (130 messages sur soudeurs.com)
salut
Surprenant la notion de double isolation !!
Branchez le sur une prise avec terre, je pense que la double isolation est fantaisiste
a+
antoine
#18
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Il faudrait vérifier si la carcasse du transfo est bien isolée de la carrosserie... Même dans ce cas, relier la carrosserie à la terre (enfin, à la PE) me semble une sage précaution.
Cordialement.
#19
seulsilex En ligne le 18/12/2020 à 18:37 (4 messages sur soudeurs.com)
Effectivement la terre est bien relié à la carrosserie et quand j'ai nettoyé le bidule au vu de la légère détérioration de certains composants notamment les isolants (plastique , caoutchouc et bakélite) je pense que si il y a eu un jour une double isolation c'est bien que aujourd'hui il y en est une tout court.
Je ne m'amuserai pas à toucher la carcasse quand il est barnché mais je voulais un poste cuivre transportable et il m'a paru costaud au vu de son age et chez le vendeur il a bien fonctionné.
#20
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Si la carrosserie est reliée à la "terre" et que la prise est bien derrière un différentiel 30 mA comme cela doit être le cas, la moindre fuite de courant fera sauter le différentiel. Ceci n'enlève rien aux réserves que j'ai émises concernant la tension à vide et son supposé très modeste facteur de marche.
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
