
24 réponses -
Accéder à la dernière réponse
#1


hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Sujet : Question Posée Ma première soudure MIG Aluminium
Bsoir à tous,
Je m'appelle Julien, je suis modéliste et je pratique très couramment la soudure étain + occasionnellement flamme et MMA.
La soudure aluminium m'intéresse depuis quelques temps (réalisation échappements et résonateurs en particulier).
Après avoir pris des renseignements un peu partout, on m'a fortement recommandé de ne pas m'y lancer (coup de patte difficile à avoir, utilisation argon...).
Du coup, buté que je suis, j'ai investis dans un poste à souder mig/mag + argon et tout ce qu'il faut.
J'ai fais ma première soudure ce matin :


Bon, évidemment, ce n'est pas beau, mais c'est la première.
Que me recommandez vous pour optimiser ma technique ?
Quelle distance entre ma torche et la zone à souder ? (jusqu'à quelle distance l'argon couvre t'il ?)
Débit argon correct ? (environ 15l/min)
Tension ok ?
Débit fil ?
Merci de vos aides !
A bientôt.

#2

arnovw En ligne le 01/02/2015 à 21:27 (3 messages sur soudeurs.com)
quel poste utilises tu ????
quels sont les parametres ???
#3

Invité
bonsoir,
bon début:D
quelques infos:
contrairement au mma (électrodes enrobées) il faut "pousser" votre bain
tenir sa torche à deux mais si non régulière, souder à l’abri de tous vent
distance: en gros ne pas dépasser 15/20mm maxi (répondre au post précédent diamètre de fil de buse, type de bouteille...), environ 15l/min: si buse de 15 ?
Tension ok ?: si vous faite tous fondre réduire! ;)
si gros bourrelet augmenté la vitesse ou la puissance
Débit fil ?: si le fil disparait dans le bain voir si il pousse la torche "réduire"
en fait vous allez trouver les réglages de vous même assez vite.
il faudra installer un "tour de soudure" pour votre résonateur (permet de tourner la pièce pendant que l'on soude) et je vous conseillerait de faire des "épreuves" que vous couperai ensuite dans le sens de la longueur pour voir "pénétration" "bulle"... et épreuve de pliage. dans le monde de l'alu le métal souder et le métal d'apport est à suivre de prêt...
pour finir votre collage manque de régularité et de "puissance" (plus de jus), à gauche de la première photo: le résultat à obtenir, la soudure à bien pénétré, car le poste à donne un coup de booster pour finir, l'alu est très groumant en énergie (suivant épaisseur et taille) . si du "noir" partout manque de gaz ou vent... le bon résultat est plus une vague (pénétré) qu'un pâté ( collage). courage :)
#4
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Bonsoir,
Poste Smartmig 3p
Fil 0,8
débit 15l/mn
Puissance : pas d'info (c'est un rotatif ss valeurs...), vitesse idem.
Merci !
#5
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Bonjour à tous,
Tout d'abord, merci pour vos premiers conseils !
Je les ai mis en application. j'ai augmenté la puissance et le débit d'argon (20l/min). Voici les résultats :

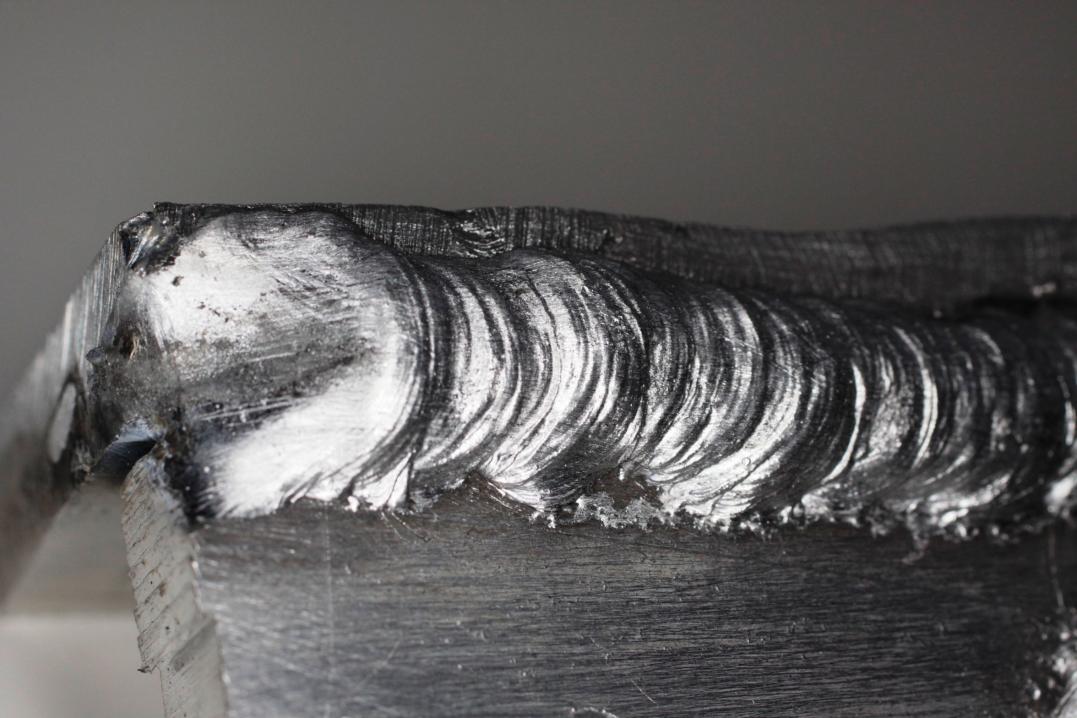
Mon ressenti, je manque peut être encore un peu de puissance (les morceaux à souder font 5mm d'épaisseur et je pense être à la limite de mon poste ?). Vitesse de fil un peu rapide ?
J'ai le sentiment que le cordon est trop épais et insuffisamment fondu dans les pièces à souder.
Si je garde la puissance et que je réduis la vitesse du fil (et ma vitesse de soudure), ne devrais-je pas faire fondre d'avantage le métal à souder ?
Merci encore pour vos conseils !
#6


calou976 En ligne le 01/03/2020 à 18:04 (121 messages sur soudeurs.com)
salut
si tu as un chalumeau tu peux essayer en préchauffant ta pièce et c'est quoi la désignation de ton fil'
cordialement.
#7
Oui, j'ai un chalumeau. J'ai effectivement pensé à préchauffer mes pièces. Merci de votre conseil, je vais donc essayer.
Pour le fil, il s'agit de celui-ci : Accessoires_et_consommables - Bobine_de_fil_plein_Ø_200_mm,_Alu_(AlMg_5),_Ø_0,8,_2_Kg
Le poste à souder : http://www.gys.fr/prod-033177-832/MIG_MAG/SMARTMIG_3P/fr
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Envoyé par calou976
salut
si tu as un chalumeau tu peux essayer en préchauffant ta pièce et c'est quoi la désignation de ton fil'
cordialement.
Oui, j'ai un chalumeau. J'ai effectivement pensé à préchauffer mes pièces. Merci de votre conseil, je vais donc essayer.
Pour le fil, il s'agit de celui-ci : Accessoires_et_consommables - Bobine_de_fil_plein_Ø_200_mm,_Alu_(AlMg_5),_Ø_0,8,_2_Kg
Le poste à souder : http://www.gys.fr/prod-033177-832/MIG_MAG/SMARTMIG_3P/fr
#8

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
sur du 5 mm il faudrait surtout chanfreiner avec un angle de 45° et en laissant un talon de 1.5 à 2 mm
#9
calou976 En ligne le 01/03/2020 à 18:04 (121 messages sur soudeurs.com)
resalut
selon la classe AWS A5.10 la désignation es du ER 5356 qui es utilisé pour des soudures asujeti à la corrosion (car l,aluminium comme tout les métaux s'oxide)comme dans la naval si tu n en fais pas tu devrais essayer le 4043 qui pour moi était plus facile à avoir un joli bain de fusion et des soudures net et brillantes.
cordialement.
#10
Invité
bonjour,
vue votre objectif final et votre poste, essayez sur des tôles plus fine en version "éprouvette" pour leurs faire passer des épreuves... suivre les sages conseil de tungstene, car ont à l'impression qu'il n'y à pas de chanfrein ?
sauf erreur, j'ai l'impression que vous tiré votre bain ? vous n'avez pas répondu sur le type de bouteille ?
#11
Bonjour,
Non, c'est vrai, pas de chanfrein (ce sont deux morceaux d'alu récupérés pour faire des tests).
Prochain essai, je chanfreinerai.
J'ai soudé en poussant (avec un angle d'environ 35/40°). La bouteille est de l'arcal/argon.
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Envoyé par boumtp
bonjour,
vue votre objectif final et votre poste, essayez sur des tôles plus fine en version "éprouvette" pour leurs faire passer des épreuves... suivre les sages conseil de tungstene, car ont à l'impression qu'il n'y à pas de chanfrein ?
sauf erreur, j'ai l'impression que vous tiré votre bain ? vous n'avez pas répondu sur le type de bouteille ?
Bonjour,
Non, c'est vrai, pas de chanfrein (ce sont deux morceaux d'alu récupérés pour faire des tests).
Prochain essai, je chanfreinerai.
J'ai soudé en poussant (avec un angle d'environ 35/40°). La bouteille est de l'arcal/argon.
#12
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonsoir,
j'ai bien peur que le smartmig 3p soit un peu juste en terme de puissance pour de l'alu de 5mm.
Une chose est certaine le chanfreinnage est indispensable.
Salutations.
#13
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
(avec un angle d'environ 35/40°) pas bon angle presque perpendiculaire 70°
#14
Merci, j'ai bien fais de poster cette information, je me doutais bien que ce n'était pas le bon angle !!
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Envoyé par tungstene
(avec un angle d'environ 35/40°) pas bon angle presque perpendiculaire 70°
Merci, j'ai bien fais de poster cette information, je me doutais bien que ce n'était pas le bon angle !!
#15
Invité
bonsoir,
j’insiste sur la bouteille car certaine version sont des "cartouche" jetable? qui ne tienne pas bien le débit.
pour les bout récupéré: réduire l’épaisseur autour des 3mm maxi et faire des éprouvettes comme la dit:"en laissant un talon de 1.5 à 2 mm" pour du 5mm
ce qui faut comprendre avec ces "éprouvettes individuel" et que l'on apprend de "chaque essai" si vous papillonné vous aurez utilisé du gaz sans apprendre de chaque réglage, je rajouterais ne changer qu'un paramètre à chaque essai...
coté résonateur ont doit être entre 0,8 et 1mm si cela est votre objectif utilisé la bonne épaisseur de tôle pour affiner les réglages...
pour ces épaisseur entre buse et pièce réduire la distance que j'ai indiqué plus haut plutôt 10/15 maxi.
les éprouvettes doive être souder qu'une foi car la chaleur change les caractéristiques du métal... (pour les essais de pliage) ne pas mettre en contacte avec le sol le dessous du chanfrein pour voir la puissance maxi (déformation du dessous)...
#16

arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
De ce que je vois des photos, j'ai l'impression que vous n'êtes pas dans un mode d'arc par pulvérisation qui ferait un cordon beaucoup plus lisse et aussi un bruit continu.
C'est pourtant ce mode qu'il faut privilégier pour l'aluminium pour avoir une bonne fusion.
Vous ne devriez pas avoir de problème pour y parvenir avec votre poste car j'ai eu l'occasion de le faire sur un SmartMIG 162 légèrement moins puissant aussi bien avec du fil de Ø 0,8 mm (bonne plage de réglage) que du fil de Ø 1 mm (réglage très délicat à trouver car le poste manque de puissance pour fournir à la fois un courant fort sous une tension assez forte pour avoir un mode pulvérisation).
Il faut bien se mettre sur la position de tension maximale et faire varier la vitesse du fil jusqu'à ce que vous entendiez le bruit caractéristique du mode pulvérisation et que vous obteniez un cordon presque lisse.
Toutefois même avec le bon mode d'arc, vous aurez du mal à avoir une bonne pénétration ainsi et il vous faudrait passer au fil de Ø 1 mm et avoir plus de puissance.
C'est vrai que le préchauffage améliorera un peu les choses.
Cordialement
Arnaud72
#17
Bonsoir,
Merci encore de tous vos conseils ! La bouteille est un vrai bloc de 200 bars qui tient le débit ss pb (je n'ai plus la capacité en tête). En tout cas, ce n'est pas une cartouche de gaz...
J'ai un copain qui travaille dans la mécanique. Il va me fournir de l'alu en 3mm. A priori, c'est l'épaisseur que l'on utilise actuellement pour tourner nos pots.
Je n'ai pas bien compris l'histoire du chanfrein qu'il ne faut pas mettre en contact avec le sol ?
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Envoyé par boumtp
bonsoir,
j’insiste sur la bouteille car certaine version sont des "cartouche" jetable? qui ne tienne pas bien le débit.
[...]
ne pas mettre en contacte avec le sol le dessous du chanfrein pour voir la puissance maxi (déformation du dessous)...
Bonsoir,
Merci encore de tous vos conseils ! La bouteille est un vrai bloc de 200 bars qui tient le débit ss pb (je n'ai plus la capacité en tête). En tout cas, ce n'est pas une cartouche de gaz...
J'ai un copain qui travaille dans la mécanique. Il va me fournir de l'alu en 3mm. A priori, c'est l'épaisseur que l'on utilise actuellement pour tourner nos pots.
Je n'ai pas bien compris l'histoire du chanfrein qu'il ne faut pas mettre en contact avec le sol ?
#18
Pour être honnête, les photos publiées sont mes premières soudures MIG alu... et également mes premières soudures MIG/MAG tout court ! Je ne savais même pas qu'il y avait plusieurs modes d'arc... va falloir que je me mette au niveau.
hallam En ligne le 28/01/2013 à 19:09 (9 messages sur soudeurs.com)
Envoyé par arnaud72
Bonjour,
De ce que je vois des photos, j'ai l'impression que vous n'êtes pas dans un mode d'arc par pulvérisation...
Pour être honnête, les photos publiées sont mes premières soudures MIG alu... et également mes premières soudures MIG/MAG tout court ! Je ne savais même pas qu'il y avait plusieurs modes d'arc... va falloir que je me mette au niveau.
#19
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
"Je n'ai pas bien compris l'histoire du chanfrein qu'il ne faut pas mettre en contact avec le sol " lorsque l'on pénètre une soudure la fusion va jusqu'au dessous de la pièce, si vous être plaqué sur une surface cela va compromettre la pénétration.On utilise parfois des supports pour l'envers (lattes de cuivre, ou céramique) particulièrement en MIG sur les alliages légers, mais ceux ci sont rainurés pour permettre la pénétration
#20
calou976 En ligne le 01/03/2020 à 18:04 (121 messages sur soudeurs.com)
salut
ne serrait il pas non plus conseiller de mettre les pièces sur des matériaux qui n absorbe pas la chaleur pour que toute l énergie reste sur les pièces à souder?
cordialement.
#21
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
la règle est de ne pas être plaqué contre quelque chose, quand au système de lattes, cela présuppose que vous ayez assez d'énergie pour pénétrer. En Mig sur de l'alu sans être pulsé il est très difficile de réussir une pénétration, le règlage est archi pointu. Avec du matériel d'entrée de gamme le plus sage est de faire une reprise envers. vous ouvrez à la meule l'envers (en V) jusqu'à être dans la soudure endroit et refaite une passe
#22
Invité
bonjour,
j’étaie sur chantier...
"un vrai bloc de 200 bars" super un prob en moins...
"tungstene" à répondu, je rajouterais que vous voulez souder "du tube sur tour" (résonateur) c'est pour cela que je vous invitais à travailler "en l'air" car si vous chauffé trop la "coulure" se trouvera dans le tube! donc: pour vous travaillez vos épreuve pièce "pas" en contacte avec le sol ou autre.... "en l'air" autrement oui brique réfractaire "sèche" pour souder une petite pièce (éviter le ciment mouillé :()
du 3mm ! pour les résonateurs :confused: ??? pour les premières éprouvettes ok le 0,8 ira bien pour les résonateurs...
#23
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour
Pour Hallam, il faudrait sans doute commencer par lire quelques articles techniques sur le site qui précisent les modes de transfert d'arc en MIG
Par exemplehttp://www.soudeurs.com/site/le-procede-de-soudage-mig-fil-massif-gmaw-131-374/
Ensuite il faudrait commencer par essayer sur du 3mm d'épaisseur qui limitera à la fois les risques d'effondrement (plus faible épaisseur) et de manque de fusion (plus forte épaisseur).
Pour cela votre équipement actuel doit vous permetre de faire cela après un certain entrainement en essayant d'ajuster les paramètres au mieux pour être en mode pulvérisation.
Cordialement
Arnaud72
#24

joelp09 En ligne le 23/12/2023 à 14:32 (4 messages sur soudeurs.com)
Bonjour,
J'interviens dans cette discussion parce que comme Hallam, je suis équipé d'un GYS 3P.
Je me lance dans la soudure ALU.
Alors après avoir lu le maximum d'article sur la question et comprenant que mon poste est juste pour souder du plat de 8mm d'épaisseur,
Je règle tous les paramètres à fond : intensité max 150A et vitesse de défilement du fil au max.
j'ai une torche équipé d'une gaine téflon, du fil de 0,8mm , de l'argon qui débite entre 15<20L mn.
Je brosse les parties à souder avec une brosse inox montée sur une perceuse
Et je suis très loin de réaliser les soudures de Hallam.
En fait je ne soude même pas, je dépose sur la pièce un gros cordon d'alu qui semble plutôt coller sur la pièce, il n'y a aucune pénétration.
et mes 2 plats collés non aucune résistance mécanique.
En fait le seul paramètre que j'ignore là dedans c'est le type d'ALU, car il s'agit de plat de récupération.
Ce peut-il que ce soit la qualité de l'ALU qui provoque ce phénomène, ou tout simplement vouloir souder du 8mm avec 150A max était présomptueux de part ?
Cordialement.
#25
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour
Il est illusoire de vouloir souder de l'aluminium de 8mm d'épaisseur avec votre petit poste.
Déjà quand vous dépasser 2 à 3 mm vous avez intérêt à passer au fil de 1mm plutôt que le 0,8mm car le courant maximum va d'abord être limité par la vitesse du moteur : plus le fil est petit et plus la vitesse du fil doit être importante. Ainsi contrairement à ce que vous indiquez je ne pense pas que vous puissiez atteindre 150A avec du fil de 0,8mm.
Le maximum que vous devez pouvoir atteindre avec ce genre de poste avec du fil de 1mm et tout en restant en mode pulvérisation (pour avoir une bonne pénétration mais qui nécessite aussi une tension d'arc suffisante) ce doit être environ 130A. Il vous faudrait près du double pour souder correctement de l'aluminium de 8mm d'épaisseur (avec du fil de 1,2 ou 1,6mm).
Cordialement
Arnaud72
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
