
7 réponses -
Accéder à la dernière réponse
#1


lomax En ligne le 02/03/2017 à 12:13 (7 messages sur soudeurs.com)
Sujet : tableau aide memoire ...
Bonjour.
suite au peu de retour concernant la soudure par points et certains avis
dubitatif quand au choix de ce procedé pour mon usage !
j'ai cherché et trouvé quelqu'un qui peut me preter un poste mig !!!
j'ai donc ecumé votre excellent site pour noter des trucs et des combines et je l'avoue je suis un peu perdu !
j'ai compris que pour souder de la tole ep 1,5 mm il est preferable de souder au tig , mais pour un neophyte ce sera plus facile avec un mig
fil plein et gaz ... je me trompe ?
pour le choix de gaz j'ai un peu trouvé . mais pour les diametres de fils et pour l'intensité c'est plus brumeux
existe t'il sur votre site un ou des tableaux qui permettent d'associer diam et intenssité par raport a l'epaisseur du metal ???
j'ai cherché mais

#2

Invité
Bonjour lomax,
Si je ne commets pas d'erreur, il existe plusieurs articles sur ce site sur le réglage des paramètres d'un poste MAG.
![]() Quelle est la méthodologie de recherche des paramètres de soudage du procédé MIG/MAG ?
Quelle est la méthodologie de recherche des paramètres de soudage du procédé MIG/MAG ?
Le meilleur article technique est celui indiqué ci-dessous (réservé aux membres Premium) :
![]() Courbes de sélection des paramètres de soudage du procédé MAG selon le diamètre de fil d'apport
Courbes de sélection des paramètres de soudage du procédé MAG selon le diamètre de fil d'apport
Dans votre cas, il faut opter pour du fil acier en bobine de Ø 0,8 mm avec un gaz de protection argon + CO2.
Avec les postes semi-auto MAG, l'intensité de soudage se règle avec la vitesse de déroulement du fil.
Plus le fil se dévide vite, plus l'intensité (ampères) est élevée en rapport avec le diamètre de votre fil.
Pour les postes MAG à petit prix le réglage de la tension de soudage en Volts se règle manuellement.
Certaines technologies de poste MAG vous permettent un réglage vitesse de fil / intensité / tension en automatique (la synergie).
Voici ci-dessous un tableau d'exemple de réglage pour du fil acier de Ø 0,8 mm
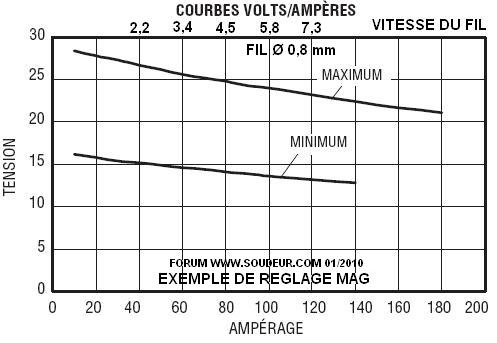
Pour une épaisseur de 1,5 mm, l'intensité sera de 70 ampères environ donc un dévidage de fil Ø 0,8 mm d'environ 4 mètres.
Votre tension de soudage en court-circuit sera de 17 / 18 Volts environ
Le débit de gaz avec une buse de Ø interne 12 mm est de 10 / 12 litres / minute.
Attention, tout ce qui est écrit ci-dessus est à vérifier sur place en condition réelle.
Vous devez souder sur des pièces non rouillées (il faut blanchir à la meule les surfaces à souder) Vous devez souder dans un local aéré sans courant d'air à l'abri de la pluie.
J'espère vous avoir apporté une réponse efficace à votre problème.
Je vous conseille de vous exercer sur des chutes de pièces représentatives de votre chantier.
Salutations très cordiales.
#3


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
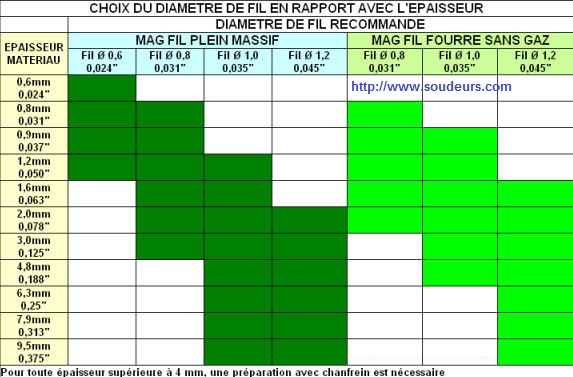
Pour compléter l'excellente réponse de Argon que nous remercions chaleureusement, voici un tableau de sélection des diamètres de fils d'apport MAG en bobine selon l'épaisseur de matériau à souder.
Nous confirmons que le choix du fil Ø 0,8 mm est un bon choix pour une épaisseur à souder de 1,5 mm.
Cordialement,
#4
lomax En ligne le 02/03/2017 à 12:13 (7 messages sur soudeurs.com)
Merci infiniment ...
voila tout ce qui me manquait !!
milles merci
#5

jean-pierre En ligne le 05/04/2012 à 22:03 (125 messages sur soudeurs.com)
Bonjour,
Voici un tableau indicatif des vitesses de dévidage de fil MAG selon le diamètre du fil et l'épaisseur soudée.
Ceci est une base et toutes ces valeurs de dévidage doivent être vérifiées :
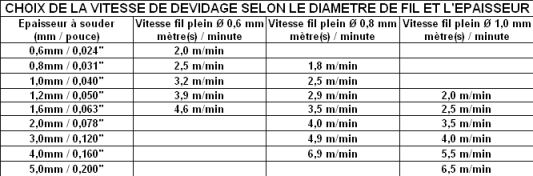
Ce serait formidable si les utilisateurs pouvaient confirmés ou infirmés les valeurs.
Salutations cordiales.
#6
Invité
Bonjour, (?)
Je suis novice et je possede un MAG 190 KOMBI de chez GUEDE en 220 Volts.
Les tableaux que vous avez posté m'interessent énormement mais j'ai du mal a les interpreter.
* quand vous indiquez la vitesse du fil pour une tole de 2mm vous donnez 4m/ min mais mon appareil commence par 5 et fini a 99 mais sans indiquer l'unité.
Est ce que je dois comprendre 40 sur mon appareil ?
* Puis vous parlez de tension à 17 ou 18 Volts .
Mais comment je peux changer celle ci sur mon appareil ou bien est elle synchronisée avec mon ampérage ?
Je n'ai qu'un levier avec 8 positions pour changer l'intensité.
* Sur le premier graphique il y a la vitesse du fil, ampérage, la tension, une courbe mini ou maxi mais pas l'epaisseur du matériel a souder !!! ou bien ce tableau ne compte que pour du 1.5 mm ep. a souder.
Je suis désolé mais je n'arrive pas a interpreter ce tableau !!
Votre aide me serait precieuse.
Merci d'avance pour les réponses.
#7
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Un petit rappel utile pour les utilisateurs de poste à souder semi-auto MIG/MAG
La tension de soudage conditionne le type de transfert d'arc selon le diamètre de fil plein massif utilisé.
![]() Comment choisir le diamètre du fil d'apport de soudage en MIG/MAG semi-auto?
Comment choisir le diamètre du fil d'apport de soudage en MIG/MAG semi-auto?
![]() Comment choisir le transfert d'arc électrique en MIG/MAG semi-auto?
Comment choisir le transfert d'arc électrique en MIG/MAG semi-auto?
![]() Les différents transferts d'arc selon le diamètre du fil et la tension de soudage
Les différents transferts d'arc selon le diamètre du fil et la tension de soudage
Chaque diamètre de fil électrode présente une fourchette de tension adaptée.
Plus le diamètre du fil augmente, plus la tension basse d'utilisation augmente.
La tension se règle avec les boutons
![]() Comment choisir la tension d'arc électrique en MIG/MAG semi-auto?
Comment choisir la tension d'arc électrique en MIG/MAG semi-auto?
L'intensité de soudage se règle selon le diamètre du fil d'apport en bobine avec la vitesse de dévidage du fil.
Plus le fil dévide plus l'intensité augmente.
Si la vitesse de fil est trop grande pour une tension de soudage donnée, le fil tape dans le bain de fusion.
Si la vitesse de dévidage de fil d'apport est trop faible pour une tension donnée, cela provoque une remontée du fil dans la buse et une rentrée d'arc avec collage du fil dans le tube contact.
![]() Comment choisir l'intensité de soudage selon la tension appliquée en MIG/MAG semi-auto?
Comment choisir l'intensité de soudage selon la tension appliquée en MIG/MAG semi-auto?
![]() Comment choisir l'intensité de soudage en MIG/MAG semi-auto?
Comment choisir l'intensité de soudage en MIG/MAG semi-auto?
Pour savoir quelle est la vitesse de dévidage du fil en mètre(s) / minute, il suffit de chronométrer pendant une minute le dévidage du fil sur votre poste à une valeur de réglage donnée, ainsi vous saurez quel est le débit exact de fil selon la position de votre curseur de dévidage de fil.
Pour la tension, il faut vous faire aider par une personne qui controlera avec un multimètre réglage Volt en courant continu la tension entre la borne positive et la borne négative du poste en cours de soudage.
Chaque réglage des positions du bouton de votre poste correspond à une valeur de tension de soudage en Volts.
Par exemple :
Le tableau théorique de Jean-Pierre dit qu'il faut 3,9 mètres / minute de fil Ø 0,6 mm pour souder de la tôle acier de 1,2 mm
La tôle de 1,2 mm se soude en transfert par court-circuit.
La tension de soudage en transfert par court-circuit doit être comprise entre 16V et 17,5V théorique pour du fil Ø 0,6 mm et du gaz binaire argon + 18 à 20% CO2.
Ensuite, il y a tout le savoir faire et l'expérience du soudeur pour régler finement ces paramètres électriques d'approche pour réaliser un cordon de soudure acceptable avec une bonne pénétration, une bonne surépaisseur, un bon mouillage et un bel aspect.
Mais ceci ne s'apprend pas dans les livres ni sur les forums d'internet.
Il faut expérimenter, encore et encore.
Et surtout noter sur un calepin tous les bons réglages en précisant le maximum de variables (réglages de chaque bouton, chaque curseur, valeur de dévidage, diamètre de fil, épaisseur soudée, nuance matériau, type d'assemblage, position de soudage, etc...) pour éviter de refaire la recherche pour un travail identique ou similaire.
Cordialement,
#8
Invité
Bonjour,
Merci pour ta réponse tres documentée.
Je vais l'etudier tranquillement et essayer de comprendre les differents tableaux.
Ce qui est evident pour un soudeur confirmé peut-etre un charabia pour un pauvre débutant comme moi.
Et au debut il est toujours interessant d'avoir une premiere ligne de conduite pour savoir dans quel sens faire evoluer ces essais sinon on peux tres bien ce perdre dans tout les sens.
Mais encore merci pour ta reponse.
Mais quelqu'un pourrait il me dire si mon poste est regulé electroniquement pour l'intensité/tension grace a l'interrupteur 8 positions (c'est a dire qu'il s'adapte automatiquement par rapport a la tension) ?
La documentation est tout sauf tres documentée a ce sujet. (Gude 190/Kombi)
Salutations.
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
