
12 réponses -
Accéder à la dernière réponse
#1


Stainer En ligne le 14/09/2020 à 19:00 (4 messages sur soudeurs.com)
Sujet : Demande d’aide Souder rond plein sur plaque mince
Edit suite aux remarques de Yann sur le vocabulaire
Bonjour à tous,
Après avoir parcouru le forum depuis un moment, j'ai vu des cas ressemblants au mien mais n'ai pas trouvé les infos que je cherche ! Du coup je me permets d'ouvrir une discussion :)
Alors voilà, mon projet est de réaliser des pieds pour faire des étagères dans ce style là :

(dans la suite de ce post L correspondra toujours à la largeur, E à l'épaisseur et D au diamètre)
Donc pour ça j'ai commencé par découper et souder des fers plats de L =40mm et E=3mm pour former ma base triangle. Jusque là, pas de soucis, c'est de la soudure à plat.
Après, j'ai cintré une barre de diamètre D=8mm pour former la première partie de l'épingle. Et à partir de là, j'ai commencé à vouloir souder cette épingle sur la base triangulaire. Et là c'est le mimi c'est le rara, c'est la mémerde !

Dégueulasse !!
Pour arriver à ce chef d’œuvre, j'ai fais et défais plusieurs fois :P. J'ai commencé à la baguette D3.2 à environ 120A. Puis de la D2 à environ 60A, et enfin de la D2.5 à environ 80A (résultat de la photo). Avec le recul, c'est avec la D3.2 que j'avais le meilleur résultat (c'est con, je l'ai meulé ! Haha) mais c'était quand même assez crade. En revanche j'ai tiré dessus ça "à l'air" costaud.
J'ai arrêté les dégâts et me suis mis à découper des petits bouts de barres et me suis lancé à les souder sur un bout de plaque. C'est franchement pas terrible et je n'arrive pas à avoir quelque chose qui me satisfasse et du coup (moi qui suis pourtant assez méthodique), je m'énerve, et je commence à tester tout et n'importe quoi sans rien noté bien évidemment !
Avec le recul, il y a deux choses que j'ai du mal à gérer :
- le fait que ce soit une barre de diamètre faible fait que la courbure est très serrée et donc j'ai du mal à garder un angle correct de ma baguette le long du rayon.
- le fait que l'angle formé par la barre vis à vis de la plaque n'est pas constant :

Je précise que sur la photo, l'extrémité de la barre n'est pas plane vis à vis de la plaque mais qu'en réalité je l'ai meulé et donc il y a planéité (enfin à peu près ^^)
Du coup je ne sais plus trop quoi faire. Tout d'abord me fixer sur un diamètre de baguette à utiliser ? Avec un surplus d'ampérage par rapport à une soudure à plat de combien de % ? L'extrémité de la barre à tendance à fondre très très vite.
J'essayerais bien de faire point par point mais esthétiquement ce n'est pas trop ce que j'espérais... !
Enfin voilà, plus de questions que de réponses quoi !
Merci d'avance de m'avoir lu, et pour vos éventuelles réponses.
Belle nuit :)

#2


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
J'admire votre entêtement mais cette soudure n'est pas réalisable en MMA, sauf à en être un virtuose, et encore !
Il s'agit clairement d'un travail à réaliser au TIG, à commencer par l'esthétique. A défaut, vous pouvez tenter une soudure en bouchon par le dessus après avoir percé vos tôles, puis l'araser en espérant qu'il reste un peu de soudure dans l'épaisseur de la tôle. L'idéal serait même la combinaison des deux : soudure en bouchon et au TIG...
Cordialement.
#3


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
Je m'apprêtais à faire la même remarque que Locouarn mais après avoir fait un petit travail de vocabulaire.
Un tube rond plein ça s'appelle une BARRE ronde
Ensuite vous écrivez ;"Donc pour ça j'ai commencé par découper et souder des fers plats de L =40mm et E=3mm pour former ma base triangle" or ce que l'on voit c'est une tôle pliée ? avec une partie triangulaire.
Si la plaque triangulaire fait 3 mm d'épaisseur ce n'est pas ce que l'on appelle une plaque fine (ce serait du 0,5 à 1 mm au max) la technique que propose Locouarn est idéale et suffisamment solide si la barre n'est pas à fleur dans le trou de la plaque au départ mais très en retrait de sorte que l'on peut la faire fondre correctement puis finir en périphérie du trou. Moi je le ferais avec une baguette de 2,5 mm et une intensité ajustée par des essais successifs.
Yann
#4
Stainer En ligne le 14/09/2020 à 19:00 (4 messages sur soudeurs.com)
Bonjour !
Merci de vos réponses.
@locouarn : Qu'est ce qui rend cette soudure en MMA impossible ? Les deux difficultés que j'ai identifié dans mon 1er post en sont les sources ? Ou alors d'autres ?
Malheureusement je n'ai pas de post TIG. Ca fait partie des investissements que je compte faire un jour mais là... pas le bon moment pour moi pour cette dépense :s.
Je vais tester de percer la tôle et de souder par dessus. En espérant, comme vous le dites, que ça soit costaud.
@Yann : Merci pour ces précisions de vocabulaire, les mots ont un sens et vous avez bien raison de le préciser. Cependant, je n'ai pas réussi à éditer le titre. Je vais modifier les mots dans le 1er post. Malheureusement mes barres n'étaient pas prévues pour dépasser à travers un perçage :S. Je vais voir s'il me reste assez de longueur pour en découper de nouvelles.
Pour ce qui est de la "base triangulaire" c'est qu'en fait je comptais faire cette base, puis souder un plat à angle droit pour correspondre au fait que dans mon exemple c'est une tôle pliée.
Je vais essayer de faire ça à la 2.5mm du coup !
Merci encore
#5
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
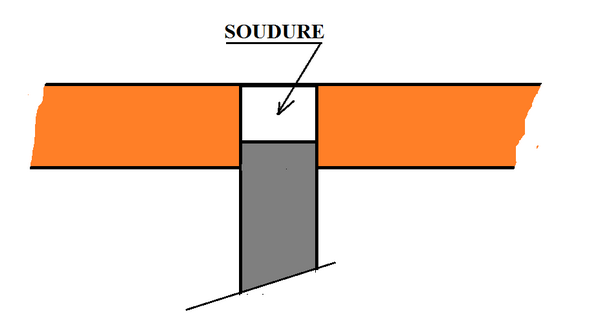
Faire une soudure en bouchon consiste à faire ainsi. Cela ne change pas la longueur des pieds
#6
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Stainer
@locouarn : Qu'est ce qui rend cette soudure en MMA impossible ? Les deux difficultés que j'ai identifié dans mon 1er post en sont les sources ? Ou alors d'autres ?Malheureusement je n'ai pas de post TIG. Ca fait partie des investissements que je compte faire un jour mais là... pas le bon moment pour moi pour cette dépense :s.
Je vais tester de percer la tôle et de souder par dessus. En espérant, comme vous le dites, que ça soit costaud.
Bonjour,
Oui, vous avez bien identifiées (et démontrées) les limites du MMA dans ce cas de figure. En soudant en bouchon par le dessus, vous ne devriez pas rencontrer les mêmes difficultés car le geste sera plus simple.
Sachez que dans une certaine mesure le TIG (DC) est réalisable avec un poste MMA ordinaire. Toutefois l'investissement en accessoires (torche et consommables) peut vite atteindre une bonne part du prix d'un petit TIG d'entrée de gamme (env. 300 € avec amorçage HF et électrovanne de gaz) qui suffit souvent pour de petites bricoles occasionnelles. Reste le gaz...
Cordialement.
#7
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Mais si on fait remonter la barre cylindrique jusqu'à être à fleur avec le dessus d'une plaque épaisse (3 mm ? ) on peut aussi faire une brasure par le dessus avec du laiton en métal d'apport .
Yann
#8
mecanix En ligne le 12/04/2026 à 09:57 (2106 messages sur soudeurs.com)
c'est aussi faisable à l autogène à condition d avoir un poste oxyacéthylénique sous le coude
#9

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
il ne faut pas charrier, il n'est pas nécessaire d'être un virtuose pour souder un rond en fer plein de 8 sur une tôle d'épaisseur de 3 mm, il faut juste ne pas avoir peur de mettre de l'intensité genre 90 A à la 2.5 , dans les ruses il y a de mettre le rond vers le haut , de brider la tôle sur un bout d'alu, de cuivre où de laiton, pour être sur de ne pas traverser. Il reste la difficulté de " tourner" très vite mais la soudure peut se faire pas I/4 successifs.Il suffit donc de s'entraîner un peu en reproduisant ce cas de figure
#10
Stainer En ligne le 14/09/2020 à 19:00 (4 messages sur soudeurs.com)
Alors voici des nouvelles ! Ce soir j'ai tenté la soudure en bouchon par le dessus. Alors j'ai procédé d'abord en faisant 2 points diamétralement opposés et après j'ai essayé de "combler les volumes" comme je pouvais... Je ne suis donc pas du tout sûr de la qualité de la soudure. La preuve, la présence de laitier en surface :

Pour donner une idée de l'échelle, le perçage que l'on voit un bas à droite est un perçage de diamètre 6.
Toujours est il que quand je tire dessus, ça tient ! Oui je sais c'est un peu sommaire comme test. Demain j'essaierai d'accrocher quelque masse sur la barre pour voir si ça tient un minimum, même si en réalité cette barre ne sera pas réellement sollicitée en traction mais plutôt en flexion au niveau de cet encastrement soudé.
@Yann : merci pour le dessin, c'est plus clair : )
@locouarn : Afin d'ajouter une fonction TIG à un poste MMA, vaut peut être mieux au départ avoir un bon MMA ? Le mien n'est pas franchement ce que l'on peut appeler un MMA haut de gamme :P
@mecanix : je n'ai rien de tout ça. J'irai voir par curiosité ce dont tu parles, je n'en ai actuellement aucune idée^^
@tungstène : Pas nécessaire d'être un virtuose, mais être un peu doué quand même ou un débutant doit pouvoir être en mesure d'y arriver selon toi ? Comment gères-tu le fait que l'angle entre la barre et la plaque ne soit pas constant comme sur la photo ci dessous :
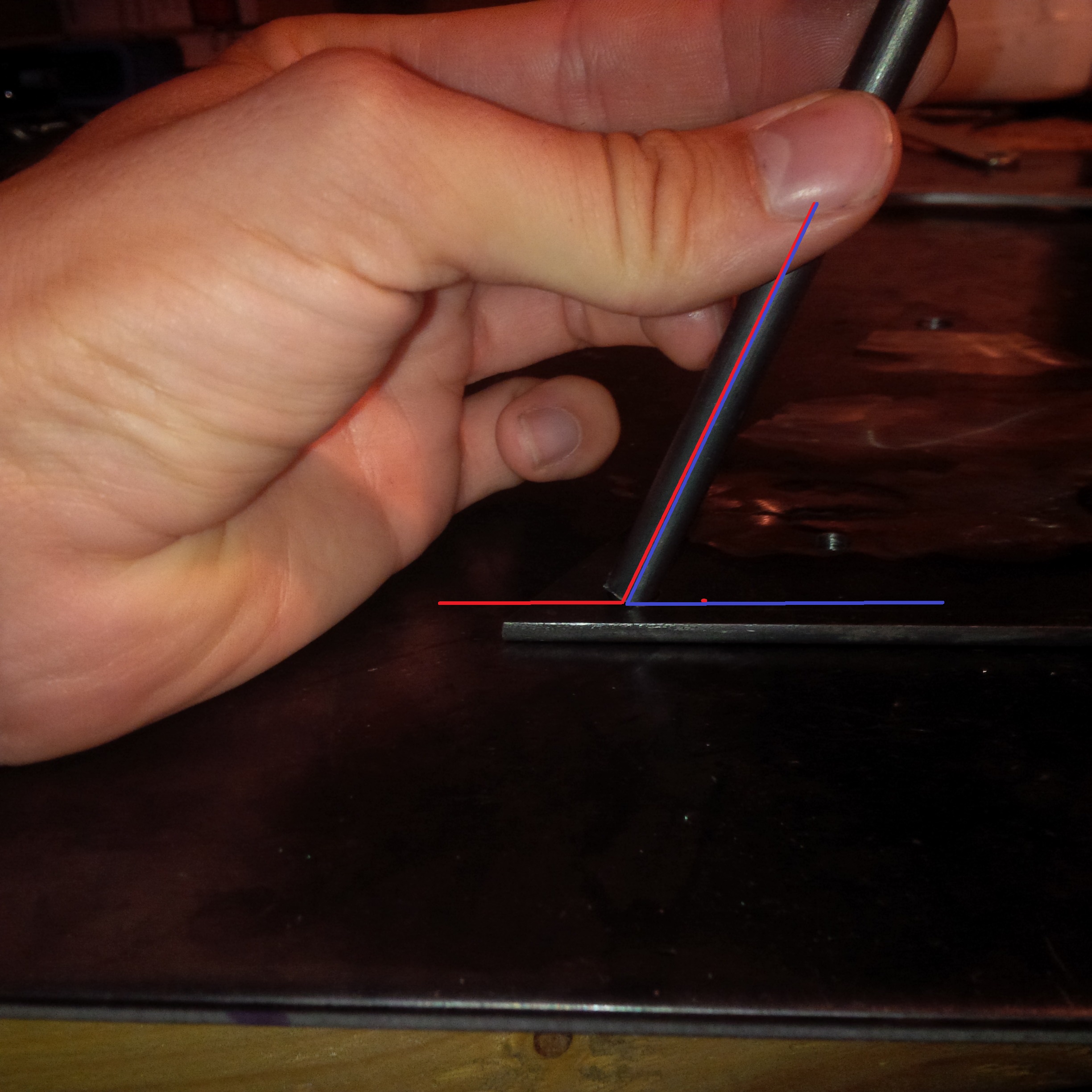
Pour l'angle de gauche (disons égal à 110°) tu mets la baguette à 55° ? Pour l'angle de droite (disons égal à 70°) tu mets la baguette à 35° ? J'ai du mal à m'imaginer capable d'aller passer la baguette dans ce petit angle.
En tout cas merci à tous, j'apprends des choses et c'est bien le principal (même si j'aimerais quand même réussir à faire plus propre que ce que je fais actuellement...!)
Belle soirée à tous,
#11
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
L'erreur de presque tous les gens qui posent leurs problèmes de soudure ici c'est qu'ils voudraient réaliser leur ouvrage au premier essai.
Dans le cas présent faites donc une vingtaine de trous de 8 mm dans une chute de votre plaque et commencez en démarrant sur la barre et non pas sur les bords du trou. Lorsque le centre de la barre se liquéfie glissez votre électrode vers le bord du trou et faites en le tour.. Essayez avec plusieurs valeurs de courant.
C'est en forgeant que l'on devient forgeron
Yann
#12
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
angle si fermé, il ne faut pas exagéré, cet angle n'est pas très fermé, ceci dit c'est pour cela que la 2.5 est mieux car elle permet de bien rester dans le fond de l'angle, si vous n'êtes pas à l'aise rien ne vous empêche de vous aider avec la main gauche ( avec un gant épais ) de maintenir et guider votre électrode
#13
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Stainer
@locouarn : Afin d'ajouter une fonction TIG à un poste MMA, vaut peut être mieux au départ avoir un bon MMA ? Le mien n'est pas franchement ce que l'on peut appeler un MMA haut de gamme :P
Bonjour,
Effectivement, ce que j'ai dit n'est valable que pour un poste inverter délivrant du courant continu. C'est tellement évident pour moi que je ne l'avais pas précisé.
Désolé.
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31