
16 réponses -
Accéder à la dernière réponse
#1

Borris En ligne le 19/08/2021 à 20:31 (6 messages sur soudeurs.com)
Sujet : Demande d’aide choix entre GYSMI 160P ou GYSMI E200FV
Bonjour, :)
c'est décidé, je vais faire l'acquisition d'un poste à souder et de tout l'équipement nécessaire (EPI, outillage...).
Ma formation de mécanicien industriel m'a amené à travailler dans le secteur de l'industrie pendant une quinzaine d'années. J'ai pu approché bien souvent des soudeurs et des appareils de soudure divers et variés. Moi même, en tant que mécano, j'ai déjà fait quelques cordons.
Voilà donc un bon moment que je souhaite passer de l'autre coté de la cagoule : ne plus être celui qui tient la pièce à l'aide d'une pince étau (la tête tournée car il n'y a que rarement une seconde cagoule), tandis que le soudeur fait 2 ou 3 points.
Ça tombe bien car mon salon de jardin en métal, ainsi que le trampoline des enfants sont en attente de réfection.
Ça tombe bien car j'aimerai pouvoir bricoler des pièces en aluminium pour ma moto.
Ça tombe bien car je pourrai me permettre la réparation de certaines tôleries : réservoir, carrosserie, pot d'échappement...
Vous l'aurez compris, ce qu'il me faut c'est un poste me permettant de souder toutes les épaisseurs pour un grand nombre de métaux différents avec une finition de soudure impeccable, alimenté en 220v sur un disjoncteur 16A.
Le tout pour un budget de : le moins cher possible (ce n'est pas pour de la production)...
Alors je me suis renseigné sur les procédés à l'arc, MIG/MAG et TIG.
La réalité des prix de tels procédés m'a fait faire un demi-tour sur place.
Et maintenant que vous connaissez un peu mes souhaits et mes compétences en termes de soudure, je sollicite votre sens critique pour m'éclairer sur le choix à faire, entre les 2 postes qui à mon sens me conviendraient le mieux, à savoir :
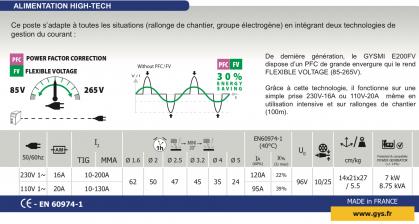
GYSMI E200 FV http://www.gys.fr/pdf/datasheet/fr/031210.pdf
GYSMI 160P http://www.gys.fr/pdf/datasheet/fr/030077.pdf
La chose qui déterminera mon choix entre ces 2 postes, sera votre avis sur l'option Tig Lift du E200 FV, en sachant que j’achèterai en même temps l'option torche Tig et un détendeur.
J'ai bien compris que ce poste n'est pas un "vrai" Tig. L'amorçage lift est-il un vrai inconvénient par rapport à un amorçage HF ?
Le fait qu'il soit équipé "d'un évanouissement de l'arc automatique" n'est-il pas un vrai atout ?
En fin de compte, ce poste me permettra t-il de m'initier au Tig, moyennant une petite bouteille de gaz jetable de temps en temps; tout en assurant correctement sa fonction de poste MMA pour bricoleur ?
Merci de m'avoir lu jusqu'ici !
Bonne continuation.

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Je prendrais sans hésiter le E200 FV
Mais c’est loin d’être une rolls avec 120 ampères à 22%
Et n’espérez pas souder en TIG avec car ce n’est pas un vrai poste TIG
Si vous envisagez de souder en TIG optez pour un vrai TIG
Amicalement
Dominique
#3
mecanix En ligne le 15/06/2026 à 22:43 (2107 messages sur soudeurs.com)
bonjour
En fin de compte, ce poste me permettra t-il de m'initier au Tig, moyennant une petite bouteille de gaz jetable de temps en temps; tout en assurant correctement sa fonction de poste MMA pour bricoleur ?
pour ça c'est une grosse bouteille de gaz et un entrainement intensif ,pour être capable de faire une bonne soudure le jour ou tu en auras besoin
cdlt mecanix
on trouve assez facilement un tig DC en occas
#4

Bonjour Dominique:)
je pense que tu as mal lu les caractéristiques du E200PF
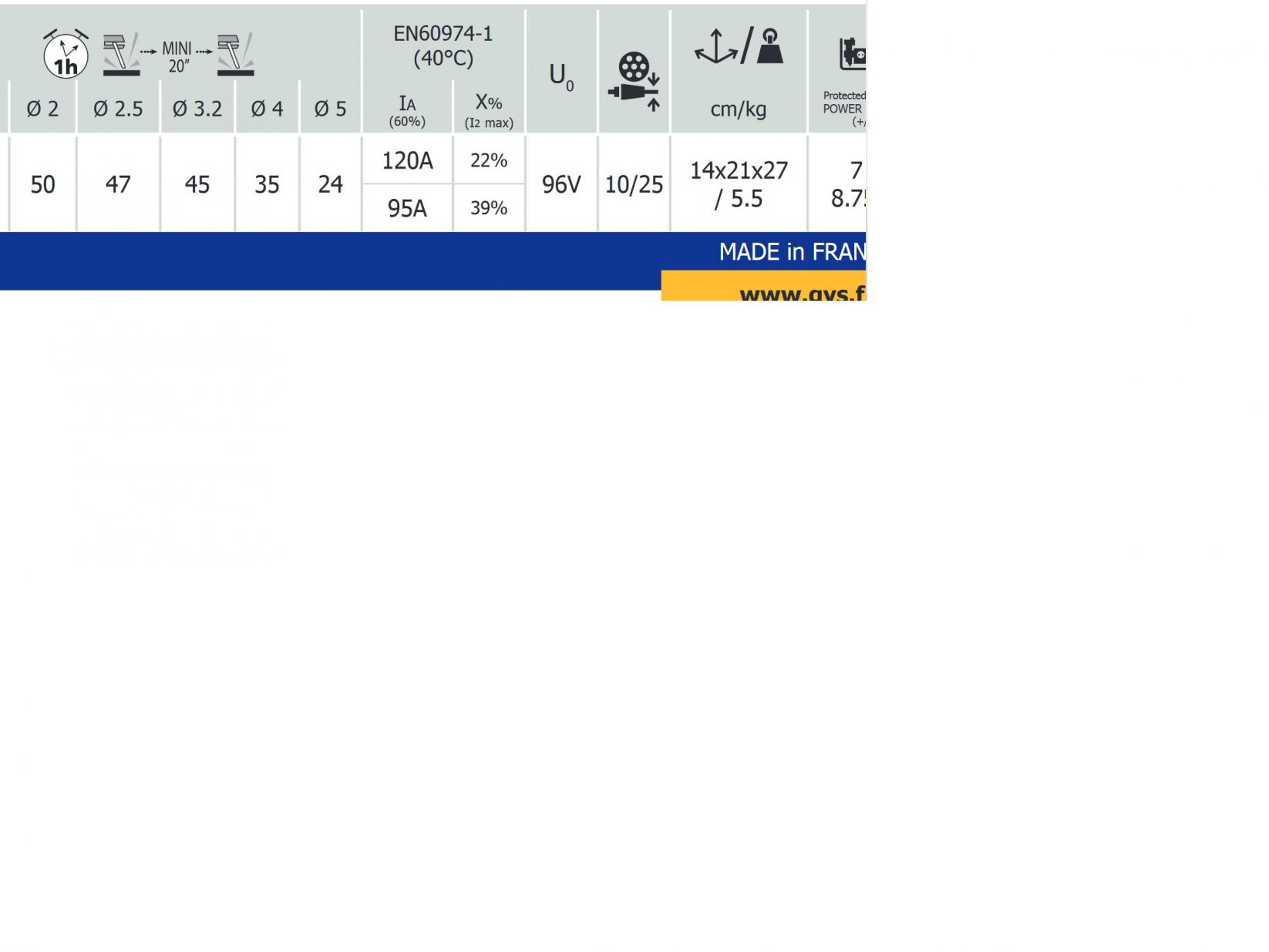
ce n'est pas un 120 ampères à 22% mais un 120 ampères à 60% pour 40 degrés ambiant
c'est pour 200 ampères que c'est 22% soit le maxi possible
pour le Tig par contre je suis de ton avis:D
amicalement Ricou26:)
Invité
Envoyé par Dominique ADMIN
Bonjour
Je prendrais sans hésiter le E200PF
Mais c’est loin d’être une rolls avec 120 ampères à 22%
Et n’espérez pas souder en TIG avec car ce n’est pas un vrai poste TIG
Si vous envisagez de souder en TIG optez pour un vrai TIG
Amicalement
Dominique
Bonjour Dominique:)
je pense que tu as mal lu les caractéristiques du E200PF
ce n'est pas un 120 ampères à 22% mais un 120 ampères à 60% pour 40 degrés ambiant
c'est pour 200 ampères que c'est 22% soit le maxi possible
pour le Tig par contre je suis de ton avis:D
amicalement Ricou26:)
#5


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
............mais c'est surtout qu'il ne fera qu'un tiers des travaux envisagés avec un poste de soudage MMA/TIG LIFT
Yann
#6
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Je ne crois pas que Borris parle du E 200 PF ...
Je pense que l’erreur vient du lien donné par Borris
Il pointe sur le poste GYS 200 E FV
http://www.gys.fr/pdf/datasheet/fr/031210.pdf
Comme quoi il faut avoir les yeux partout
Amicalement
Dominique
#7
Invité
re
j'ai beau regarder les deux liens c'est toujours 120 ampères à 60% 40 ambiant
amicalement Ricou26:)
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ricou26
Je suis désolé
Oui OK
J’ai mal lu les infos données par la documentation
C’est bien un facteur de marche de 120 ampères à 60%
Et 200 ampères à 22%
Mea Culpa
Amicalement
Dominique
#9
Borris En ligne le 19/08/2021 à 20:31 (6 messages sur soudeurs.com)
Bonsoir à tous et merci pour vos commentaires.
Avant de vous lire et par l’intermédiaire des liens proposés par le site, j'ai lu cette discussion sur un gysmi MMA E160 proposant la même option que le E200 FV : Choix entre gysmi inverter E160 et stanley super 180 tig lift
Je crois que celle-ci répond en grande partie à ma question.
Ainsi mon choix va se tourner vers le GYSMI 160P, beaucoup moins cher (c'était la fonction Tig Lift de chez GYS, ou un niveau laser 3 axes Bosh), fonctionnant lui aussi sur un disjoncteur de 16A et acceptant des baguettes de 4mm. Certainement assez pour mes besoins, même si je dois faire une croix sur la réfection d'une ou deux parties de l'armature du trampoline des gamins (tube galva de 12 ou 13, 10ème).
Ce sera donc le GYSMI 160P avec des cables plus longs (3,5m) et plus gros.
Ce choix était quasi validité avant de vous lire, il est maintenant confirmé, à moins qu'un de vos commentaires avisés installe le doute en moi.
Merci pour votre aide. :)
#10
Bonsoir Yann:)
puis je savoir de quel tiers de travail tu parles ?
Boris écris en dessous
Ça tombe bien car j'aimerai pouvoir bricoler des pièces en aluminium pour ma moto.
pour l'aluminium c'est compromis ça c'est certain ( il faut un Tig AC DC)
amicalement Ricou26:)
Invité
Envoyé par Yann
............mais c'est surtout qu'il ne fera qu'un tiers des travaux envisagés avec un poste de soudage MMA/TIG LIFT
Yann
Bonsoir Yann:)
puis je savoir de quel tiers de travail tu parles ?
Boris écris en dessous
Ça tombe bien car j'aimerai pouvoir bricoler des pièces en aluminium pour ma moto.
pour l'aluminium c'est compromis ça c'est certain ( il faut un Tig AC DC)
amicalement Ricou26:)
#11
mecanix En ligne le 15/06/2026 à 22:43 (2107 messages sur soudeurs.com)
pour passer du 4 c'est trop juste
#12
Invité
re
comme mecanix
le 160p est très faiblard rien à voir avec le
http://www.gys.fr/pdf/datasheet/fr/031210.pdf
le E160 est un jouet:D
amicalement Ricou26:)
#13
Merci mecanix pour l'idée...
[QUOTE]............mais c'est surtout qu'il ne fera qu'un tiers des travaux envisagés avec un poste de soudage MMA/TIG LIFT
Yann
Il est vrai et c'est bien dommage, mais sur ce coup là, mes envies sont plus grosses que mon portefeuille...
Borris En ligne le 19/08/2021 à 20:31 (6 messages sur soudeurs.com)
on trouve assez facilement un tig DC en occas
Merci mecanix pour l'idée...
[QUOTE]............mais c'est surtout qu'il ne fera qu'un tiers des travaux envisagés avec un poste de soudage MMA/TIG LIFT
Yann
Il est vrai et c'est bien dommage, mais sur ce coup là, mes envies sont plus grosses que mon portefeuille...
#14
Borris En ligne le 19/08/2021 à 20:31 (6 messages sur soudeurs.com)
Il faut donc que j'envisage un E200 FV non pas pour son option Tig Lift, mais juste pour avoir un inverter qui tienne la route pour un bricoleur ?
#15
Invité
re
évidement
avec le 160 P tu peux utiliser que des électrodes de 2.5 et même pas en continu:(
alors avec des 3.2 très très peu d’électrodes
mais bon tu n'est pas dans un usage de professionnel
le choix t'appartient malgré tout;)
amicalement Ricou26:)
#16
Borris En ligne le 19/08/2021 à 20:31 (6 messages sur soudeurs.com)
J'entends vos conseils et vais donc prendre une petite période de réflexion supplémentaire, afin de revoir ma copie et pourquoi pas aller faire un tour du coté de l'occasion.
Le 160 P est donc un jouet, que penser de celui-ci et pourquoi le vendre ?
http://www.gys.fr/pdf/datasheet/fr/029958.pdf
Pour souder de la 1,6 et rien que de la 1,6 ? Il faut avoir une utilité toute particulière ! !
Pour entourlouper des bobos (c'est mon surnom) comme moi, qui ne viendrai pas visiter ce forum ? ! ?
#17
Invité
re:)
en plus avec des électrodes de 1.6 on a tendance à percer plus rapidement qu'avec une électrode de 2.5
pour une électrode de 2.5 il faut une intensité de soudage entre 70 et 90 ampères
perso je n'aime pas que le matériel soit au maximum en permanence
pour utiliser correctement des électrodes de 2.5 ce tout petit gysmy de votre dernier lien est faiblard
certes il est très léger ;)
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579

Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
