14 réponses -
Accéder à la dernière réponse
#1


skipperpignan En ligne le 18/02/2020 à 08:31 (9 messages sur soudeurs.com)
Sujet : Question Posée Identifier la nature d'un métal de base ?
Bonsoir à toutes et à tous,
je vous adresse ou renouvelle mes voeux pour 2019 et vous souhaite beaucoup de cordons.....de soudure.:p:confused:
Je dois souder (pour un copain) des chaises soit disant en alu, mais je me demande si elles ne sont pas dans un autre matériaux.
J'ai fait des essais au Tig AC avec beaucoup de mal, ça ne tiens pas, de plus il y a des marques "orangés" et ça "crache" des fumées noire.
Par contre la chaise est plutôt légère et en y regardant de plus près, ça "sonne" comme du fer. ?
Je ne sais que faire.
Avez vous une idée de ce que cela pourrait être ?
je veux insérer une photo en jpg, mais elle est refusée !?
Merci d'avance pour votre aide. (comment insérer une photo et quel type de métal)
#2

presto 140 En ligne le 10/03/2022 à 19:19 (163 messages sur soudeurs.com)
Bonjour,
Testez avec un aimant pour voir si ça colle:), vous écarterez ainsi l'alu de l'acier.
David
#3


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Pour tout ces qui est ferreux, un aimant suffit à lever le doute (presto 140 a posté plus vite que moi ;)).
Par ailleurs certains alliages légers de fonderie sont insoudables.
En outre, un revêtement de surface peut poser problème et doit être éliminé au niveau de la soudure.
Enfin, pour insérer une photo, il y a un tutoriel ici : [Tuto] Comment insérer une image dans le texte de votre message
Votre photo refusée ne respecte probablement pas un critère imposé (taille notamment).
Cordialement.
#4

doulsoude09 En ligne le 04/08/2019 à 19:47 (100 messages sur soudeurs.com)
Bonjour,
Alu est un terme générique très large : Alliage d'aluminium pour fonderie — Wikipedia
Comme le dis locouarn certains ne sont pas soudable : http://www.cqrda.ca/wp-content/uploads/2015/04/feuillard11-soudage.pdf
#5
skipperpignan En ligne le 18/02/2020 à 08:31 (9 messages sur soudeurs.com)
Bonjour à tous,
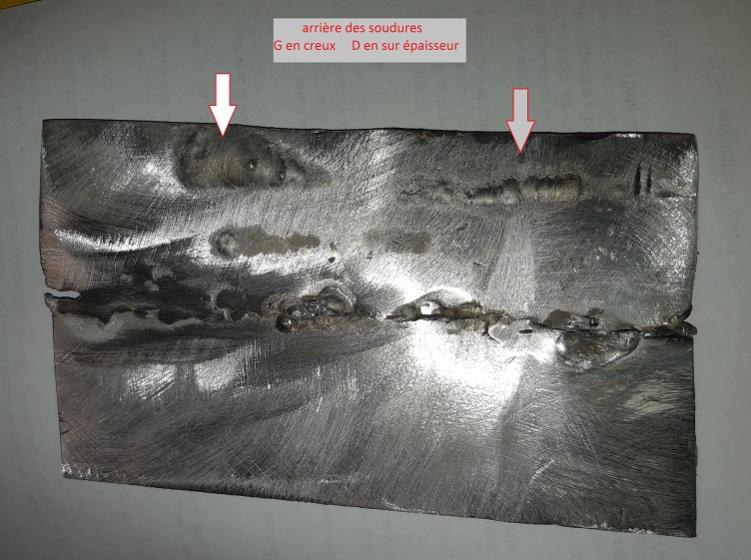
Un grand Merci à vous pour vos réponses sur les différentes questions posées et qui me permettent d'avancer. Pour PRESTO 140, effectivement l'aimant est un excellent moyen pour définir s'il s'agit d'alu ou de fer. De fait dans la nuit qui à suivi ma demande, je me suis réveillé en pensant à cette méthode. :p:mad:, j'ai donc fini par souder avec de la baguette Tig Inox 316L en 1.6 car je n'ai en petit diamètre, que ça à ma disposition. Pour Locouarn, mille merci pour l'indication de la méthode toute simple pour insérer une ou plusieurs images dans le message. J'insère 2 images montrant la soudure à l'endroit et la sous face pour voir les effets de mes réglages ;). Pour doulsoude09, merci de ces infos précieuses pour comprendre les divers alliages et leur contraintes notamment en soudure. Je vais approfondir.
Quoi qu'il en soit, j'ai beaucoup fouillé sur le site et j'ai trouvé beaucoup d'infos qui mon "dégrossit" sur le sujet, donc au delà du super modérateur et des 2 membres qui m'ont répondu, je voudrait dire un grand Merci à tous les intervenants du forum.
Pour conclure, j'ai donc rendu les chaises à mon pote, elles sont à nouveau utilisables, ce qui le ravi.
Ps: 2 photos à commenter pour comprendre les raisons de ces 2 effets. Pas de changement dans les réglages. 
#6

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
La fumée c'est normal en tig alu quand votre métal de base est sale et que votre tungstène est pollué.
Pour la bosse envers , cela veut dire que la soudure est pénétrée, un creux envers signifie un manque de métal d'apport.
Pour les paramètres, je laisse souvent la balance a 50 et en fréquence 60/70 hz.
Il va falloir prendre des cours de métallurgie avant d'attaquer le soudage sérieusement.:D
Basez vous plutôt sur le poids (la densité) et la dureté , car avec votre aimant sur du 316L, ou du titane............
Cordialement
#7
presto 140 En ligne le 10/03/2022 à 19:19 (163 messages sur soudeurs.com)
Bonsoir skipperpignan:)
Sachez qu'il existe un métal d'apport TIG pour tout ce qui est « aciers non-identifiés » ou « assemblages hétérogènes », il s'agit du fil inox « 307si ». Avec ce fil vous pouvez assembler les inox avec les carbones, les bas-carbones et les bas-alliés.
Yanng22, t'as raison pour les inox avec l'aimant, il y a les magnétiques, les amagnétiques et les "partiellement" magnétiques, c'est le bazar:)
Pour séparer un inox d'un carbone, il faut faire le test de l’étincelage, c'est très parlant et surtout ça coûte pas cher, et il est pratique d'avoir des échantillons clairement identifiés pour comparer le test et ça ne coûte pas cher non plus.
En clair un inox fait très peu d'étincelles contrairement à un c45 qui en fait beaucoup, la couleur sera orange foncé pour l'inox et plutôt jaune pour le c45. Ce test est à la portée de tout bricoleur.
David
#8
skipperpignan En ligne le 18/02/2020 à 08:31 (9 messages sur soudeurs.com)
Yanng22
"La fumée c'est normal en tig alu quand votre métal de base est sale et que votre tungstène est pollué"
OK, C'est donc lié à la préparation et à l'état de l'électrode W propre et bien affûtée. A Retenir pour l'avenir.
"Pour la bosse envers , cela veut dire que la soudure est pénétrée"C'est donc une bonne chose (!?) meilleure résistance ? Il me semble avoir lu que ce phénomène se dit le "rochage" et est à éviter pour de la tuyauterie. :confused:
"Pour les paramètres, je laisse souvent la balance a 50 et en fréquence 60/70 hz."
Ces paramètres sont utilisables pour toutes les épaisseurs dans une plage de 1 à 4mm par exemple ?
Oui effectivement des cours en métallurgie seraient nécessaire, mais peut être un peu long (vu mon âge !) par contre des éléments comme le poids etc..... me semble bien. Merci et "Kénavo" ;)
presto 140
Merci pour l'info sur le métal d'apport inox 307si qui a une large plage d'utilisation, avez vous des adresses pour se le procurer (au meilleur prix :p) Je retiens l'astuce de l'étincelage. Il est vrai que l'aimant n'est pas une science exacte suivant le métal mais dans mon cas c'était plutôt simple, Alu ou Fer. Mais il est vrai que j'aurais pu tomber sur quelque chose de plus "subtil" et là :mad::confused:
Dans les jours prochains, je prévois de souder au Tig, de la tôle de 2mm sur un cadre métal et sur l'ensemble du périmètre plutôt que de faire des points. Pour ça, j'utiliserais des baguettes pour métal doux en 2.4 avec une électrode de 2mm ou 2.4. Je pense au Tig plutôt que le MMA pour éviter de déformer la tôle. Cela vous paraît il pertinent ou ça ne changera rien au résultat !? Merci
#9
presto 140 En ligne le 10/03/2022 à 19:19 (163 messages sur soudeurs.com)
Bonsoir,:)
J'achète le fil "307si" chez "filinox", ils en vendent encore en petite quantité mais je vois de plus en plus du 5kg et j'ai vu qu'il y en a aussi chez "Bigorre soudure" et là c'est en 5 kg.
Je trouve que ce fil coûte pas cher du tout compte tenu de ses caractéristiques mécaniques et de sa polyvalence.
Voilà une réparation que j'ai faite ces jours-ci avec ce fil, donc la portée de la poulie + clavetage, il s'agit d'un rotor de pompe à vide, l' axe est un CrMo et il a déjà été rechargé, il va subir une 2ème intervention:). Ces rotors j''en fais régulièrement et le rechargement tient très bien dans le temps.


Pour votre fabrication en acier, oui je ferai tout en tig, d'ailleurs je soude en MMA qu'à partir de 3 mm d'épaisseur, en métal d'apport je prendrais du 1,6 (voir du 2) et l'électrode en 2 mm. Après c'est à vous de voir ce qui vous va le mieux.
cdlt
David
#10
skipperpignan En ligne le 18/02/2020 à 08:31 (9 messages sur soudeurs.com)
Bonjour presto 140,
je réponds un peu tard, mais je te remercie pour tes infos et exemple en photo, très parlant. J'ai commandé à Bigorre soudure un certain nombre de fil Tig. Ils ont actuellement un certain nombre de promo très inintéressantes.
Cdlt
Albert
#11

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
cela ne se résume pas à alu ou pas, il a des alliages d'alu contenant du cuivre qui ne soudent pas ou très très mal, d'autres trop chargés en magnésium qui sont dans le même cas , dans les aciers il y a par exemple le stub non soudable aussi ( il se soude mais il casse dans la zone affectée thermiquement donc non soudable, es difficilement soudable nécessitant un préchauffage un refroidissement lent , bref il ne faut pas croire que c'est simple , si en TIG sur le l'alu votre arc devient bleu, laissé tombé c'est le signe que ce n'est pas soudable
#12


matlegore En ligne le 15/01/2026 à 12:50 (178 messages sur soudeurs.com)
Bonsoir,
Il y a quelques jours, je suis tombé sur un manuel de construction mécanique de 1963 (souvenir d'apprentissage du beau-père...) :
Il y a une page qui décrit comment reconnaître les métaux grâce aux étincelles de meulage :

Ca peut ajouter une corde à votre arc... électrique :p
Bonne soirée,
#13
presto 140 En ligne le 10/03/2022 à 19:19 (163 messages sur soudeurs.com)
Bonsoir à tous,:)
oui "Bigorre soudure" est un bon site et il faut y aller souvent car par moment ils font comme des "déstockages" ou des ventes flash sans le mentionner, il y a quelques temps j'ai acheté des électrodes WC20 "plansee" en 2 mm...pour 4 ou 5 euros TTC les 10 !:D et j'en suis très content
tungstène, vous faites bien de mentionner le "stub" ou 100c6 (acier à roulement) du fait que cette nuance est trouvable dans le commerce plutôt facilement et si un novice en métallurgie tente de souder ce truc, il va droit au mur, c'est dû à son taux de carbone d'environ 1 %, bien trop élevé pour le soudage.
Le taux à ne pas dépasser est d'environ 0,45 – 0,50 % et déjà là ça nécessite des précautions lors du soudage (préchauffage - t° entre-passe et refroidissement lent) et un métal d'apport adapté.
cdlt
#14
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
une fois chez un client en dépannage j'avais besoin de refaire une platine en acier, j'ai un bon sang et bien sûr il y a un ferrailleur à côté, je fouille dans le bazar, je pense avoir trouver mon bonheur, je taille le bidule à la bonne dimension, reste à faire 4 trous le client à une perceuse radiale, que demandez de plus, mais là impossible de percer le bidule même avec des forêts bien affutés, le fin mot de l'histoire c'est que cette plaque devait de l'acier de blindage LOL elle devait venir de l'arsenal de Toulon , amis je pense que pour la soudure cela aurait été bon qu'elle aurait été à souder sur un acier doux
#15
skipperpignan En ligne le 18/02/2020 à 08:31 (9 messages sur soudeurs.com)
Bonsoir à tous,
En lisant vos réponses, j'en apprends beaucoup, mais il faut dire que je suis particulièrement inculte en matière de soudure.
Tungstène comme Matlegore donne des éléments permettant de reconnaître visuellement les métaux soudable ou non, confirmé par presto140 .
On progresse, on progresse...... :o
Encore Merci pour toutes ces infos
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579

Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31