12 réponses -
Accéder à la dernière réponse
#1


Kamouss En ligne le 27/08/2019 à 08:15 (4 messages sur soudeurs.com)
Sujet : Question Posée Utilité réglage Arc Force et hot start en MMA
Bonjour,
Je vais bientôt changer de travail et gagner 2 heures de transport par jour, de quoi me dégager du temps pour le bricolage.
Je pense donc me mettre à fabriquer quelques meubles et autre bricolage assez occasionnels mais réguliers.
J'ai déjà soudé, mais sur du shunt et à l’école, pour le moment je suis donc débutant, mais je n’ai pas envie de me retrouver limité sur le choix du poste.
Je m'oriente vers un poste MMA et après plusieurs heures de recherche, le PROGYS E200 FV CEL me semble très intéressant.
Les points forts sont pour moi :
[*]Gamme PROGYS et non GYSMI ;
[*]Tension à vide élevée 108V ;
[*]Lescâbles de 3m en 25mm² ;
[*]l’Arc Force et le hot start réglables.
Je viens à ma question :
Pensez-vous que le fait de pouvoir régler l'arc force (et donc la pénétration du cordon) peut être une aide plus qu'appréciable sur les soudures de tubes de faible épaisseurs ?
Est-ce que ces 2 fonctionnalités sont du gadget, ou trouver vous cela utile?
Merci
Kamouss
#2

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
outre que pour du fin le soudage à l'arc à l'électrode enrobée n'est pas le plus facile, ces deux réglages ne vont pas améliorer les choses car par rapport à un poste qu'il ne les a pas, ce sont plutôt des booster destinés pour le hot start faire une temporaire montée de voltage , et l'arc force à augmenter la pénétration en dopant le voltage lors de la soudure, bref ce sont des trucs utiles pour amorcer des électrodes genre basique et éviter des collages lors des reprises pour le premier et faire des pénétrations plus profondes sur de l'épais
#3

Invité
Bonsoir Tungstène:)
justement vu que sur le Progys 200 efv cell l'arc force est réglable il suffit de le diminuer au maximum
par contre effectivement selon l'épaisseur du métal à souder l'arc n'est peut être pas le meilleur choix
cordialement Ricou26:)
#4
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
justement diminuer au maximum cela va faire qu'il n'y en a plus , ces trucs sont utiles mais pas pour du fin en MMA
#5
Kamouss En ligne le 27/08/2019 à 08:15 (4 messages sur soudeurs.com)
Bonsoir,
Merci pour vos retours, ça fait plaisir de vous voir aussi actifs.
Et merci au bienfaiteur anonyme pour la photo de profil ;) les nouveaux sont bien accueillis ici.
Concernant le réglage de l'Arc Force, je vous rejoint sur le principe du réglage, c'est justement pour m'assurer que l'arc force est au bon niveau et donc "au plus bas" pour les faibles épaisseurs.
Si j'ai bien suivi, sur les modèles plus d'entrée de gamme l'arc force est variable mais se règle automatiquement, je me dis que si celui là est réglable c'est qu'il doit y avoir un intérêt, le réglage automatique n'est peut être pas des plus précis.
Concernant l'arc pour les faibles épaisseurs, je sais bien que ce n'est pas le plus adapté, mais cela reste le plus polyvalent et le plus économique.
Un ami m'a dit qu'avec des pièces bien préparées il arrivait à s'en sortir.
Après, ce ne sera pas non plus des pièces de carrosserie
#6
Bonjour Tungstène:)
lorsque je dis diminuer au maximum je ne voulais pas dire de l'enlever complétement
il y a un juste milieux à trouver on test sur des pièces martyre .
je possède ce poste donc je sais comment il fonctionne
évidement que pour les fines épaisseurs apprendre à souder à l'arc n'est pas facile
mais on peut y arriver
de la à souder un pot d’échappement de mobylette ( quoi que certains le font ) il y a bien des profilés soudable en MMA :D
tous le monde ne peut pas acheter un poste MIG MAG avec ou sans gaz
ni mème un Tig DC bien que le prix de certains soit très bas mais le gaz est indispensable
c'est ce qui plombe cet achat :(
pour le hort start le fait qu'il soit réglable sur le Progys ce n'est pas pour rien
Conseils : tirés du manuel
• Hot start faible, pour les tôles fines.
• Hot start élevé pour les métaux difficiles à souder (pièces sales ou oxydées)
en dessous le manuel du poste de soudure
http://www.gys.fr/pdf/manual/fr/031852.pdf
Kamouss dit en dessous
Un ami m'a dit qu'avec des pièces bien préparées il arrivait à s'en sortir.
Après, ce ne sera pas non plus des pièces de carrosserie
oui mais il faut s’exercer et souder de épais pour apprendre et progresser vers du plus fin mais pas jusqu’à la carrosserie quand mème;)
cordialement Ricou26:)
Invité
Envoyé par tungstene
justement diminuer au maximum cela va faire qu'il n'y en a plus , ces trucs sont utiles mais pas pour du fin en MMA
Bonjour Tungstène:)
lorsque je dis diminuer au maximum je ne voulais pas dire de l'enlever complétement
il y a un juste milieux à trouver on test sur des pièces martyre .
je possède ce poste donc je sais comment il fonctionne
évidement que pour les fines épaisseurs apprendre à souder à l'arc n'est pas facile
mais on peut y arriver
de la à souder un pot d’échappement de mobylette ( quoi que certains le font ) il y a bien des profilés soudable en MMA :D
tous le monde ne peut pas acheter un poste MIG MAG avec ou sans gaz
ni mème un Tig DC bien que le prix de certains soit très bas mais le gaz est indispensable
c'est ce qui plombe cet achat :(
pour le hort start le fait qu'il soit réglable sur le Progys ce n'est pas pour rien
Conseils : tirés du manuel
• Hot start faible, pour les tôles fines.
• Hot start élevé pour les métaux difficiles à souder (pièces sales ou oxydées)
en dessous le manuel du poste de soudure
http://www.gys.fr/pdf/manual/fr/031852.pdf
Kamouss dit en dessous
Un ami m'a dit qu'avec des pièces bien préparées il arrivait à s'en sortir.
Après, ce ne sera pas non plus des pièces de carrosserie
oui mais il faut s’exercer et souder de épais pour apprendre et progresser vers du plus fin mais pas jusqu’à la carrosserie quand mème;)
cordialement Ricou26:)
#7

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Kamouss,
Voici quelques sujets de discussion sur ce forum trouvés avec le moteur de recherche de Google
Utilité des fonctions hot start et arc force reglables
Réglage poste a l arc
Bien cordialement
#8
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je viens de relire ce post via le lien que tu as mis Dominique, pas du tout convaincu par certaines explications, un arc force qui mettrait plus d'intensité tout le temps, sic, serait stupide , car il suffirait d'augmenter l'intensité nominale, il y a très longtemps j'ai travaillé avec des postes TIG DC de la défunte marque Riou, et en génial il avait en plus de l'intensité un réglage permettant d'agir sur le voltage ce qui permettait à intensité égale d'avoir un arc plus ou moins pénétrant, donc je n'en démords pas , par défaut en MMA on règle l'intensité les paramètres du voltage en sont la résultante et l'arc force permet de booster le voltage
#9


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonsoir,
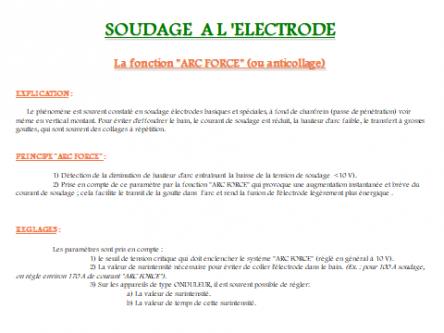
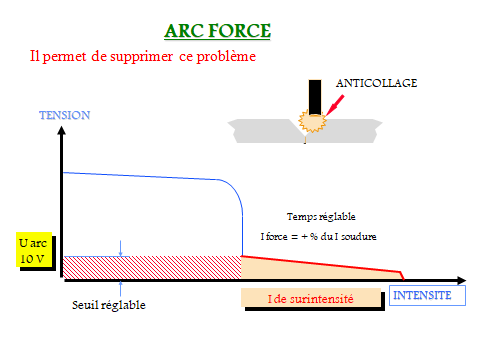
vous trouverez ci-dessous deux documents expliquant le fonctionnement de l'arc force sur un poste mma et vous verrez que contrairement à ce que nous dit notre ami tungstène dès que la tension d'arc arrive au environ de 10v (alors que la tension de soudage en mma est au environ de 20v) le système libère un surcroit d'intensité pour éviter le collage.
#10
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
tu as peut être raison christwin, bien que je ne pige pas tout cela serait donc une " analyse" du paramètre voltage qui est tributaire de la longueur d'arc qui ferait en temporaire une montée de l'intensité ( car par exemple sur mon poste c'est réglable. A propos de poste , j'en ai deux un TIG CEA, et un MIG Wuithom, pas celui en lien, un moins sophistiqué, distribué en France mais made in China, outre les garanties 5 ans, là ce qui est exceptionnel c'est le mode d'emploi super bien détaillé, beaucoup de fabricants devraient en prendre des leçons http://www.wuithom.fr/telechargements/postes/manuels/MULTIMIG225-DUALPULSE-Manuel.pdf
#11
Invité
Bonjour Tungstène:)
tu dis en dessous:
là ce qui est exceptionnel c'est le mode d'emploi super bien détaillé, beaucoup de fabricants devraient en prendre des leçons
il est normal que le mode d'emploi surtout avec un multi procédé soit très détaillé
il y a tellement de fonctions :) c'est une petite usines à gaz à régler tout n'est pas mémorisable instantanément
je reconnais cependant que ce manuel est plus que complet :p
il est aussi vrai que certains appareils sont livrés avec une simple feuille A4 mal traduite parfois :mad:
moi j ai trouvé le manuel du Progys 200 efv cell fournit avec le poste tout à fait complet pour mon TRIMIG pareil :)
toutes les fonctions y sont décrites
on peut mème télécharger sur le site de GYS sur le lien en dessous si on a égaré l'original fournit avec le poste de soudure
http://www.gys.fr/pdf/manual/fr/031852.pdf
amicalement Ricou26:)
#12
Kamouss En ligne le 27/08/2019 à 08:15 (4 messages sur soudeurs.com)
Bonjour à tous,
J'avais effectivement bien parcouru la notice de GYS, et pu voir que ces 2 paramètres étaient bien réglables.
Du coup je suis plutôt content que tu aie ce poste Ricou, au moins je me dis que si quelqu'un d'expérimenté l'utilise, c'est qu'il doit pas être trop mal.
Par contre, j'ai pu voir sur d'autres discussions que tu n'utilisais pas vraiment ces réglages (à moins que ça ai évolué depuis), si je remet en question ce paramètre pour le choix de mon poste j'a vu que le PROARC 185 de Wuithom pouvait valoir le coup. Par contre, je ne pourrais plus évoluer vers le TIG. Cela me gêne un peu d'investir 335€ dans un poste alors que pour 130€ de plus je ne serais pas obligé de racheter un poste si je veux évoluer.
Ricou peux-tu m'en dire plus sur le PROGYS 200 E FV CEL, Est-ce suffisant pour une utilisation en TIG?
Merci de vos avis, ou si vous connaissez un autre modèle qui saurait me convaincre
#13
Invité
Bonjour Kamouss:)
effectivement j'ai laissé les réglages arc force et hot start par défaut
par contre si un jour je soude du fin le hot start je le diminuerai sinon la tôle va se trouver mal :(
je travail avec des pièces propre blanchis
bien que le Progys possède un évanouissement réglable ainsi que l'amorçage TIG lift il n'en reste pas moins que ce n'est pas un vrai TIG
pour utilisation en TIG tres occasionnel pourquoi pas mais pas en utilisation principale dans ce mode
pas d'électrovanne sur le circuit gaz , pas de HF pas de pré et post gaz etc. pleins de petites choses utile pour un poste TIG
la raison pour laquelle j'ai acheté le progys c'est pour faire du MMA pas du TIG car je possède déjà un TIG ACDC
le Progys parce-que c'est un poste qui tient la route pas un jouet de grande surface de bricolage ;)
pourquoi deux postes de soudure alors que mon TIG ACDC peut faire du MMA :o
hé bien c'est pour le transport et la commodité mon TIG ACDC pèse 24 kilos le Progys en pèse moins de 8 pratique avec sa mallette pour souder à l'extérieur avec un groupe électrogène ou sur grande rallonge
si je veux utiliser le TIG ACDC pour faire du MMA en dehors de mon garage il me faut démonter la torche la liaison détendeur avec la bouteille et le sortir de son chariot sur lequel il est sanglé
c'est pas pratique du tout :(
voila
amicalement Ricou26:)
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31