12 réponses -
Accéder à la dernière réponse
#1


riusma En ligne le 01/10/2018 à 11:57 (10 messages sur soudeurs.com)
Sujet : Question Posée Soudure tig inox 304L qui rouille à l’eau de mer
bonjour a tous !
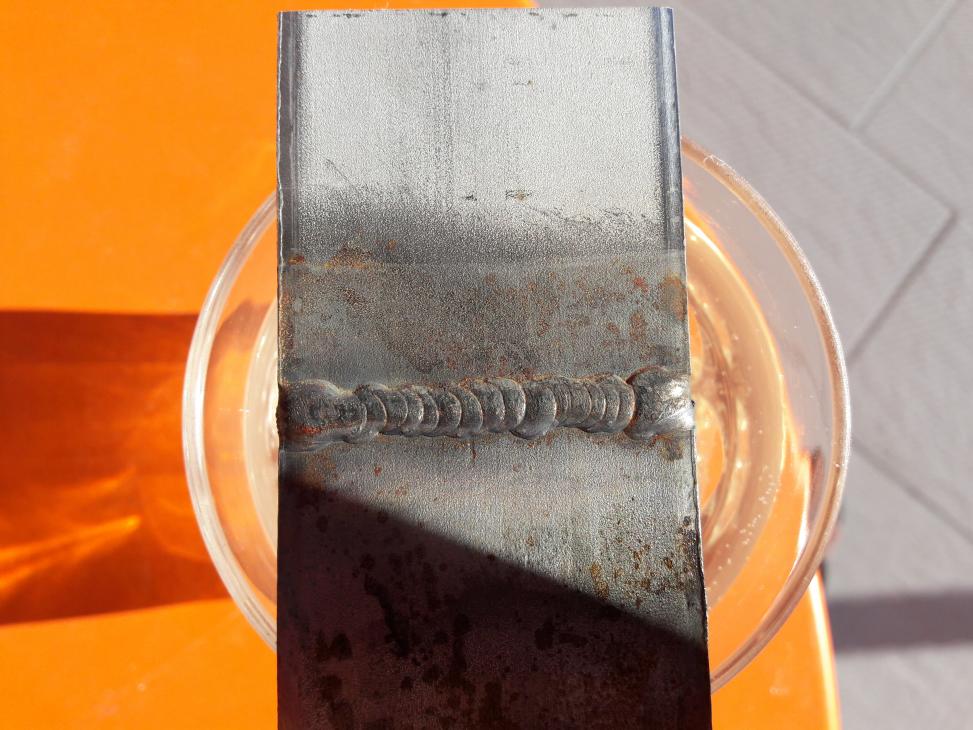
Je suis ennuyé, mes soudures au tig sur du plat inox en 50 par 5 mm présentent des traces de rouille après les avoir exposées à l'eau saline .
La nuance de l'inox est du 304 l et mes paramètres sont 1sec de pré-gaz, 2 sec de montée a 50 ampères, 110 ampères , 2 sec d'évanouissement a 50 ampères et 8 sec de post gaz .
8 l argon pur de débit
tungstène 2.4 lilas
buse diffuseur n°8
métal d'apport 308 l en 2mm
les plats on été nettoyés avec une solution dégraissante de marque abmet , je n'ai pas décapé avec un disque a lamelles ou modifier quoi que se soit a l'état de surface des pièces en inox.
ma question comment préparer vous vos pièces en inox avant soudage et comment faite vous pour éviter ces problèmes rencontrés
je met des photos

#2

fantomas En ligne le 19/03/2025 à 13:35 (60 messages sur soudeurs.com)
bonsoir riusma
on dirait que ton inox a était stocké au contact de fer a béton ou de ferraille proprement dit , ce qui lui laisse des traces d'oxyde (qui ne se retire pas au solvant) et peut être ton metal d'apport aussi. pour tes paramètres ils sont correct . bonne soirée
#3
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonsoir,
il est tout à fait normal que ça "pique" si l'inox après soudage n'a pas été passivé . Il vous faut donc après toutes soudures terminées ,enduire de pâte décapante les pièces à traiter et après 1 heure d'attente vous pouvez passer un coup de pompe hp pour nettoyer le métal. En milieu marin ou salin, il est quand même possible suivant la nuance d'inox que celui ci pique encore, mais dans ce cas ça reste très superficiel.
Cordialement
#4

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir,
La nuance d'inox 304 L (bas carbone) est conseillée uniquement dans le cas de risque de corrosion intergranulaire pendant la soudure.
Son utilisation est déconseillée pour les environnements pollués et les milieux marins.
On lui préfèrera les nuances 316 et surtout 316 L pour ces milieux corrosifs.
De plus, sur vos 2 premières photos, vos soudures semblent brûlées.
D'ou une augmentation du taux de ferrite, une diminution du taux de chrome/nickel, et une plus grande sensibilité à la corrosion.
À votre place j'aurais choisi :
- Une nuance 316 L (plus chère)
- Un diamètre de métal d'apport de 3,2 mm
- Une intensité de 140 A
- Une vitesse de soudage plus élevée
Cordialement,
#5


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
L'essentiel a été dit.
Le 304 L n'est pas prévu pour l'eau de mer, il faut du 316 L.
Pour les reconnaître, le premier est magnétique, pas le second.
Le métal d'apport doit évidemment être de la même nuance.
Un brossage avec une brosse en fil d'inox et une passivation sont également essentiels pour éviter la corrosion, bien qu'un brunissement en surface soit parfois inévitable à terme.
Le polissage est une solution, mais difficile à appliquer sur des cordons de soudure.
Je profite de ce sujet pour vous présenter deux photos de soudures vues sur un navire. Heureusement il s'agit de soudures sur le pare-filin d'un propulseur relevable, sans grandes contraintes...
Cordialement.



#6
Les nuances d'acier inoxydable 304 et 316 font partie de la famille des austénitiques et sont donc amagnétiques.
La nuance 304 peut générer un faible ferromagnétisme lors d'une transformation à froid, d'un écrouissage ; comme du pliage, du cintrage, de l'emboutissage...
Amicalement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Locouarn,
L'essentiel a été dit. Le 304 L n'est pas prévu pour l'eau de mer, il faut du 316 L. Pour les reconnaitre, le premier est magnétique, pas le second.
Les nuances d'acier inoxydable 304 et 316 font partie de la famille des austénitiques et sont donc amagnétiques.
La nuance 304 peut générer un faible ferromagnétisme lors d'une transformation à froid, d'un écrouissage ; comme du pliage, du cintrage, de l'emboutissage...
Amicalement,
#7
Bonjour SavoirFer,
Tu as absolument raison, j'ai extrapolé un peu vite... :o
Ce n'est effectivement pas avec un simple aimant que l'on peut faire la différence sur une petite quantité du métal de base (non travaillé), contrairement aux inox type "coutellerie" (les inox magnétiques ne donnent pas un bon tranchant) ou type "tambour de machine à laver" (moins cher). Toutefois, dans les fabrications destinées à la Marine Nationale (chasseurs de mines amagnétiques), on n'employait exclusivement que du 316L (cf. "fascicule B197").
Amicalement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par SavoirFer
Les nuances d'acier inoxydable 304 et 316 font partie de la famille des austénitiques et sont donc amagnétiques.
Bonjour SavoirFer,
Tu as absolument raison, j'ai extrapolé un peu vite... :o
Ce n'est effectivement pas avec un simple aimant que l'on peut faire la différence sur une petite quantité du métal de base (non travaillé), contrairement aux inox type "coutellerie" (les inox magnétiques ne donnent pas un bon tranchant) ou type "tambour de machine à laver" (moins cher). Toutefois, dans les fabrications destinées à la Marine Nationale (chasseurs de mines amagnétiques), on n'employait exclusivement que du 316L (cf. "fascicule B197").
Amicalement.
#8
riusma En ligne le 01/10/2018 à 11:57 (10 messages sur soudeurs.com)
Bonjour a tous .
effectivement pour répondre a fantômas l'inox a bien été en contact avec de le ferraille acier standard .
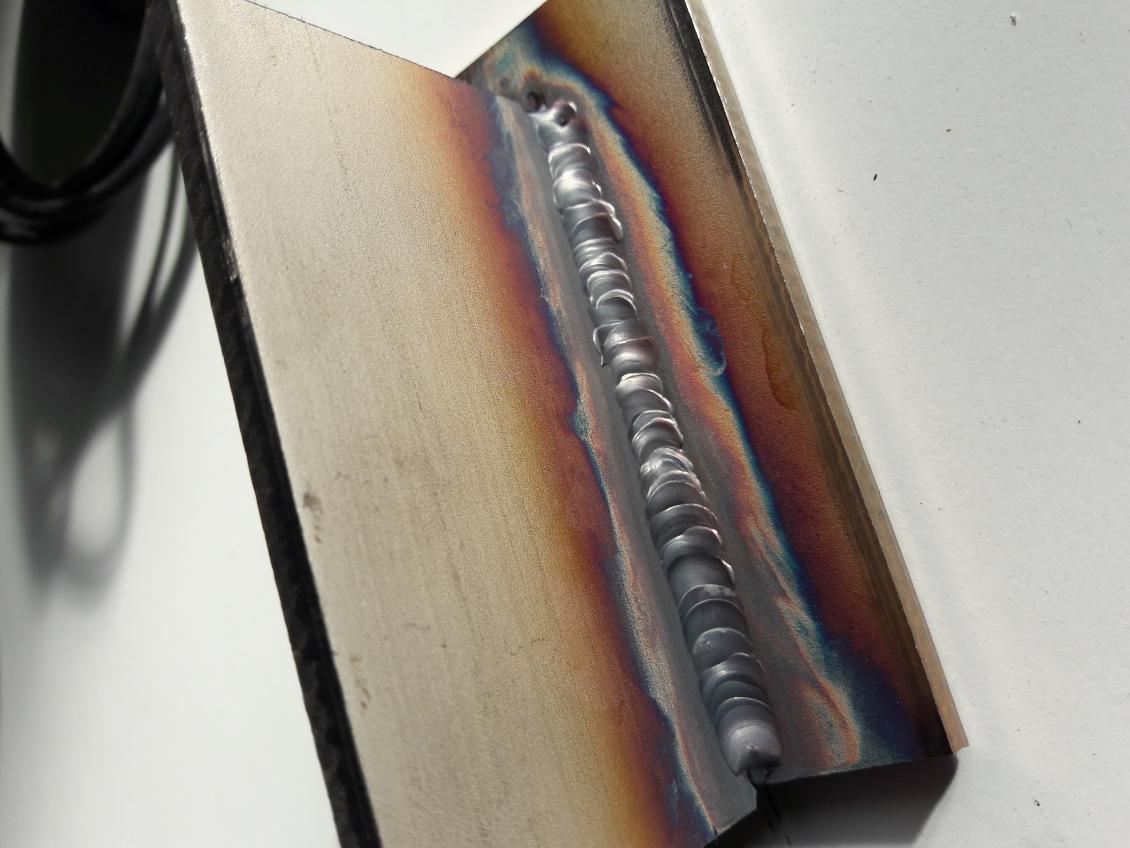
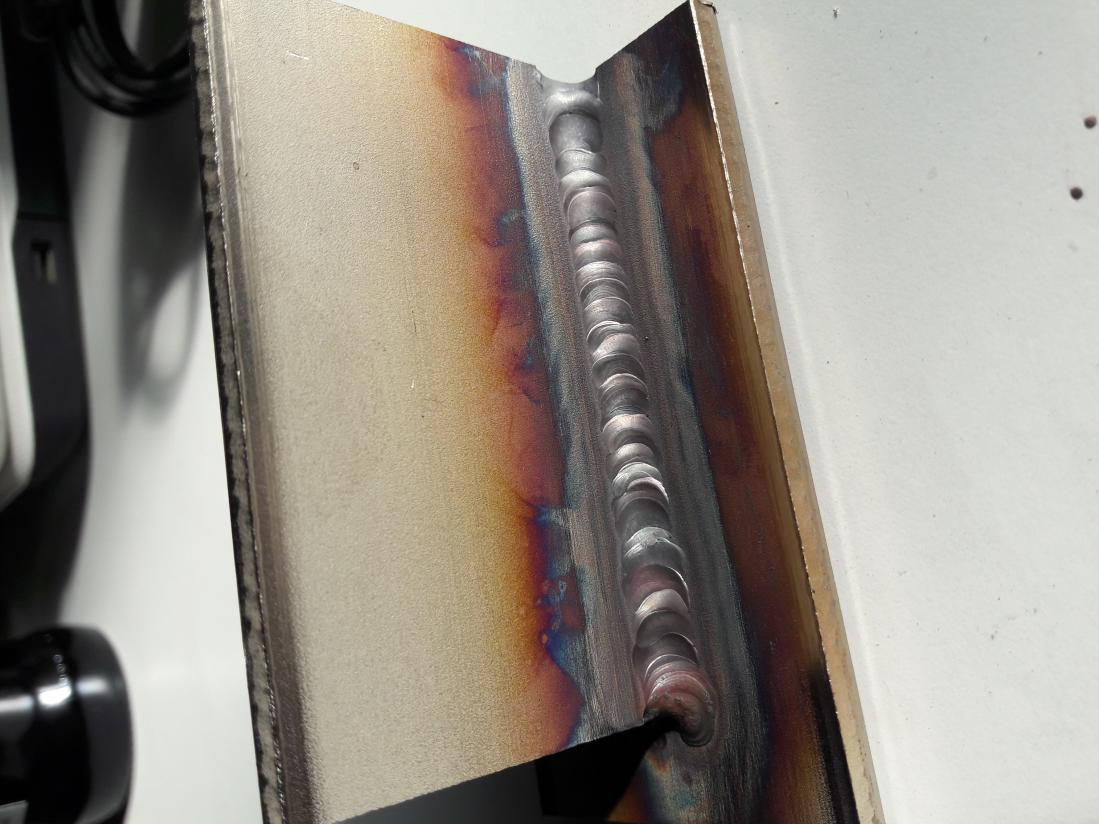
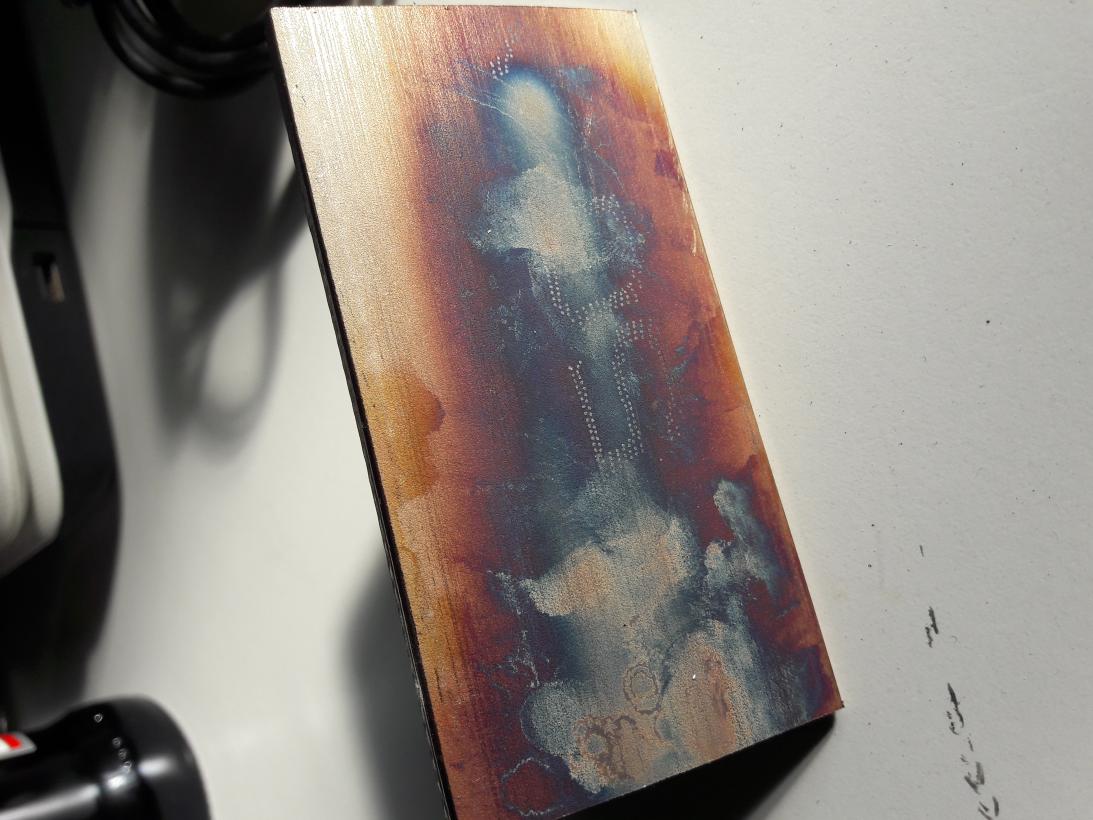
j'ai comme la conseiller marco 29 acheter du gel décapant pour inox et je l'ai appliquer et la miracle la teinte d'échauffement a quasi disparu et la pièce ne rouille plus .
la nuance 304 l n'est pas recommander pour le milieux marin mais c'est la nuance qui est employer pour fabriquer les machines a ébarber les moules ! surprenant .
j'ai donc ressouder avec un peu plus d'amperrage et une vitesse plus élevé , on m'a dit que le metal d'apport n'avais pas une importance immense tant que la nuance de celui ci était plus élevé que celle de la pièces a souder voici les photos du gel et de son effet sur la même pièces que la première photos. je rappelle que mes pièces sont en 304 L et effectivement possède un très faible magnétisme avec un aimant a boule de pétanque ne se ressent a peine.

#9

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
L 'inox est un acier fortement allié , avec ses avantages et inconvénients , le 316L est aussi sensible a la corrosion marine ( moins que le 304 ) , on peut lui préféré le 316TI qui est un peu mieux sur ce point.
Pour différencier un 316 d'un 304 il faut un petit flacon magique " le révélateur de molybdène"
Un polissage améliore la résistance a la corrosion car l'état de surface limite l' incrustation du sel en surface.
Cordialement
#10
amati En ligne le 04/08/2019 à 15:42 (15 messages sur soudeurs.com)
bonjour à tous et merci pour ces infos, neanmoins j’ai qq questions:
si les pb de corrosion font légion, quel est donc le type d´inox a utiliser pour une piece d’embase tj dans l’eau... de mer ?
si les 316 L peut convenir, alors qu’elle méthodologie de préparation et de finition mettre en place?
surtout : quel type de metal d´apport ?
merci de vos reponses..
#11
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Sans trop m'avancer je dirais métal d'apport identique (316L) puis brossage immédiat (fil inox), passivation et polissage.
Attention enfin à l'usage à éviter toute corrosion électrique (on en parlait ICI).
Cordialement.
#12

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
le décapage c'est bien mais il faut aussi ensuite faire une passivation, justement pour retirer les pollutions surfaciques , une table en acier, une guillotine, une rouleuse, une plieuse un burin acier pour retirer par exemple des grattons en MMA polluent l'inox ( il faut un burin au chrome molybdène , une brosse inox ne doit servir que sur l'inox) tous ça en font , bref les pollutions sont inévitables donc il faut passer par la case passivation, le décapage ne suffit pas.
#13
amati En ligne le 04/08/2019 à 15:42 (15 messages sur soudeurs.com)
ouais, ok ! bon, je vais me former tranquille et quand je « serais grand » je verrais pour m’entrainer sur du 316L histoire de savoir faire....
merci beaucoup pour toutes vos infos et renvois sur les sujets etc... merci...
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31