
12 réponses -
Accéder à la dernière réponse
#1


legris En ligne le 07/01/2020 à 20:07 (3 messages sur soudeurs.com)
Sujet : Question Posée cintrage d’un tube fin en acier pour réalisation de mobilier
Bonjour
Lors de mon apprentissage en temps que ferronnier, j'ai réalisé beaucoup de mobilier (chaise table etc) en acier tubulaire à l'aide d'une cintreuse hydraulique type mingori.
J'ai il y a peu fait l'acquisition de ma propre cintreuse hydraulique, mais les premiers essais n'ont pas été très concluant.
J'ai fait des essais sur du tube de 25X2 et du 29X2,65 et à chaque fois les tubes se déforment et se croque, j'ai seulement réussi à cintrer des tube acier de 18X3.
je suis en train de me demander si les galets de ma cintreuse sont défectueux, je me demande aussi comment faire correspondre au mieux les galets et les sections de tube vu que les uns sont en pouce et les autres en mn?
Les sections d'acier marchands que l'ont trouve sur le marché en Belgique ne correspondent pas tout a fait a mes galets, est-ce la la cause de mes échecs répétés?
voici un photo de la cintreuse dont j'ai fait l'acquisition:

J'ai trouvé une video très courte sur le sujet, hormis la qualité de la video, la solution me semble ingénieuse, qu'en pensez-vous?
https://www.youtube.com/watch?v=0CL_60EqVD4

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Je ne suis pas un spécialiste de la tuyauterie
Faites un essai en remplissant votre tube avec un sable très fin parfaitement compacté à l’intérieur du tube
Et veuillez nous faire un retour
Bien cordialement
#3


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
Moi non plus je ne suis pas un spécialiste mais comme j'ai eu par le passé à avoir besoin de cintrer du tube, je suis toujours très curieux de ce qui se dit sur le sujet.
Il y a déjà une évidence : il vous faut vous procurer les empreintes PARFAITEMENT adaptées aux dimensions de vos tubes.
C'est une condition sine qua non.
C'est tout le problème lorsqu'on veut s'équiper correctement cela coûte très cher. AUCUN bricolage n'est permis.
J'ai lu aussi que l'on doit approvisionner le tube avec la mention qu'il est cintrable.
Deux fournitures du même tube peuvent comporter une avec laquelle on cintre aisément et l'autre qui plisse à chaque fois. Bien sûr l'épaisseur du tube en fonction du diamètre rend plus ou moins possible le cintrage.
Enfin à froid comme lorsqu'on cintre du plein il y a des rayons minimum à respecter sinon c'est l'échec assuré.
Dernier point le principe de la Mingori n'est pas forcément le plus polyvalent ; il y a d'autres cintreuses plus performantes.
ATTENTION si le tube est du tube soudé, il faut placer la soudure sur la "ligne neutre" du coude.
Yann
#4
Bonjour Yann,
Et bien pour quelqu’un qui n’est pas un spécialiste tu as beaucoup de points à préciser sur les opérations de cintrage.
J’ai effectivement oublié de dire que les accessoires de cintrage doivent être parfaitement adaptés au diamètre et au rayon à obtenir
J’ai oublié de dire aussi que ce n’est pas le bon forum car notre ligne éditoriale n’est pas le cintrage de tuyauterie mais la soudure et le soudage
Bien cordialement
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par Yann
Bonjour,
Moi non plus je ne suis pas un spécialiste mais comme j'ai eu par le passé à avoir besoin de cintrer du tube, je suis toujours très curieux de ce qui se dit sur le sujet.
Il y a déjà une évidence : il vous faut vous procurer les empreintes PARFAITEMENT adaptées aux dimensions de vos tubes.
C'est une condition sine qua non.
C'est tout le problème lorsqu'on veut s'équiper correctement cela coûte très cher. AUCUN bricolage n'est permis.
J'ai lu aussi que l'on doit approvisionner le tube avec la mention qu'il est cintrable.
Deux fournitures du même tube peuvent comporter une avec laquelle on cintre aisément et l'autre qui plisse à chaque fois. Bien sûr l'épaisseur du tube en fonction du diamètre rend plus ou moins possible le cintrage.
Enfin à froid comme lorsqu'on cintre du plein il y a des rayons minimum à respecter sinon c'est l'échec assuré.
Dernier point le principe de la Mingori n'est pas forcément le plus polyvalent ; il y a d'autres cintreuses plus performantes.
ATTENTION si le tube est du tube soudé, il faut placer la soudure sur la "ligne neutre" du coude.
Yann
Bonjour Yann,
Et bien pour quelqu’un qui n’est pas un spécialiste tu as beaucoup de points à préciser sur les opérations de cintrage.
J’ai effectivement oublié de dire que les accessoires de cintrage doivent être parfaitement adaptés au diamètre et au rayon à obtenir
J’ai oublié de dire aussi que ce n’est pas le bon forum car notre ligne éditoriale n’est pas le cintrage de tuyauterie mais la soudure et le soudage
Bien cordialement
#5


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Pour cintrer correctement, vos formes doivent être rigoureusement adaptées à la dimension des tubes. Trop larges le tube va s'écraser, trop serrées le tube ne pourra pas coulisser. Je crains que le sable ne change rien à cela. Les formes de votre cintreuse sont en pouces car prévues pour les tubes de chauffagiste (qui de plus sont généralement assez épais). Pour les tubes en mm (tubes "serrurier"), il y a des formes spécifiques. C'est probablement ce que vous utilisiez dans votre entreprise. Un peu de graisse peut réduire les efforts et atténuer les marques de frottement.
Cordialement.
Nota : La vidéo que vous présentez n'apporte pas grand chose. Visiblement, l'auteur ne maitrise rien de son sujet, pas même le nom de la cintreuse. J'avais déjà entendu parler de "main de gorille" mais pas de "mongordi" ! 
Par contre, elle prouve que la largeur de la forme doit être parfaitement égale au diamètre du tube, ça c'est exact. Mais sur toute la surface en contact, pas seulement sur les côtés.
#6
Bonjour à tous,
Je suis très étonné de lire ce genre de remarque sur ce forum!!! Soit : J’ai oublié de dire aussi que ce n’est pas le bon forum car notre ligne éditoriale n’est pas le cintrage de tuyauterie mais la soudure et le soudage.
Alors certes, il s'agit bien d'un forum concernant la soudure mais je trouve bien réducteur ce genre de commentaire. Le cintrage, la coupe et j'en passe sont quand même étroitement liés à la soudure!!!
Il me semble avoir lu il y a peu de cela que le forum se plaignait de ne pas avoir assez d'intervenants et qu'il serait sympa d'en parler autour de nous. Je ne pense pas que cela incite les nouveaux arrivants à intervenir plus que ça si d'entrée de jeu on leur fait comprendre ceci...
Bien cordialement
tweaky En ligne le 24/10/2018 à 20:21 (25 messages sur soudeurs.com)
Envoyé par Dominique
Bonjour Yann,
Et bien pour quelqu’un qui n’est pas un spécialiste tu as beaucoup de points à préciser sur les opérations de cintrage.
J’ai effectivement oublié de dire que les accessoires de cintrage doivent être parfaitement adaptés au diamètre et au rayon à obtenir
J’ai oublié de dire aussi que ce n’est pas le bon forum car notre ligne éditoriale n’est pas le cintrage de tuyauterie mais la soudure et le soudage
Bien cordialement
Bonjour à tous,
Je suis très étonné de lire ce genre de remarque sur ce forum!!! Soit : J’ai oublié de dire aussi que ce n’est pas le bon forum car notre ligne éditoriale n’est pas le cintrage de tuyauterie mais la soudure et le soudage.
Alors certes, il s'agit bien d'un forum concernant la soudure mais je trouve bien réducteur ce genre de commentaire. Le cintrage, la coupe et j'en passe sont quand même étroitement liés à la soudure!!!
Il me semble avoir lu il y a peu de cela que le forum se plaignait de ne pas avoir assez d'intervenants et qu'il serait sympa d'en parler autour de nous. Je ne pense pas que cela incite les nouveaux arrivants à intervenir plus que ça si d'entrée de jeu on leur fait comprendre ceci...
Bien cordialement
#7
legris En ligne le 07/01/2020 à 20:07 (3 messages sur soudeurs.com)
Merci à tous pour votre contribution
C'est la première fois que je l'utilise, et je dois vous dire que je suis bluffé par la pertinence des réponses.
J'ai retenu donc plusieurs points que j'ai pu vérifiés aujourd'hui:
-La sections utilisée doit correspondre exactement a la taille du galet
-Si on distingue un trait de soudure sur le tube il est primordiale de le placer sur la zone qui subit la déformation (merci yann)
-Je n'ai pas essayé la graisse mais je suis persuadé que cela peut également jouer
-Une certaine épaisseur est nécessaire suivant la taille de la sections utilisée
plus on monte en taille plus l'épaisseur doit être importante
(j'ai trouvé un petit tableau que je me permet de partager):
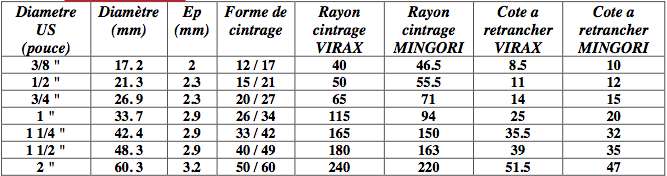
-Enfin le rayon de cintrage doit mesurer minimum 2,5 a 4 X le diamètre de la section utilisé pour pouvoir obtenir un cintrage à 90°.
J'ai aussi trouvé une petite astuce en video, si comme moi certains de vos galets ont un rayon de cintrage trop faible.
https://www.youtube.com/watch?v=wcPTQuWaN-Y
Encore merci a tous pour votre aide
#8
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonsoir,
si l'on aborde le cintrage des tubes ,on peut tout aussi bien discuter de forgeage, fraisage , tournage, ajustage ,métrologie , bref, tout ce qui touche le travail du métal de près ou de loin. Dominique ce doit donc de recadrer les éventuelles dérives sinon le forum perdrai sa vocation première qui a toujours été le soudage. Il ne faut en aucun cas que les nouveaux arrivants perçoivent cela mal ,ils font une erreur dans ce cas.
Cordialement
#9
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
C'est aux administrateurs de ce forum de faire leurs choix.
Quant à moi, je pense que le vrai soudeur c'est le gars qui connait non seulement comment tenir sa torche et faire une bonne soudure mais AUSSI tout ce qui tourne autour de cette technologie. Cela comprend la métallurgie entre autres et la mise en forme des métaux.
Justement le problème que rencontre l'amateur et que n'ont pas beaucoup de soudeurs professionnels, c'est qu'un amateur devrait remplir le rôle du bureau d'études en plus de celui du soudeur à proprement parler. Dans l'industrie le travail est préparé entièrement par des gens différents de celui qui réalise le travail.
Yann
#10
Bonjour,
Dans ce cas, un artisan serait-il un amateur ? :p
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Yann
un amateur devrait remplir le rôle du bureau d'études en plus de celui du soudeur à proprement parler. Dans l'industrie le travail est préparé entièrement par des gens différents de celui qui réalise le travail.
Yann
Bonjour,
Dans ce cas, un artisan serait-il un amateur ? :p
Cordialement.
#11
Ton fonctionnement intellectuel m'échappe complètement.
Je pense que tu pratiques le sophisme ?
Sophisme — Wikipedia
Yann
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par locouarn
Bonjour,
Dans ce cas, un artisan serait-il un amateur ? :p
Cordialement.
Ton fonctionnement intellectuel m'échappe complètement.
Je pense que tu pratiques le sophisme ?
Sophisme — Wikipedia
Yann
#12

Qu'est-ce qu'un soudeur ?
La question n'est pas simple et j'ai tenté d'y répondre avec un schéma qui place le soudeur dans son environnement en fonction de ses savoir-faire, en rapport aux métiers connexes, et plus généralement aux secteurs de l'industrie ou du bâtiment qui l'emploie.
Un schéma que j'ai créé à destination des services RH (surtout l'intérim), pour les aider à "profiler" un type de soudeur en fonction de la demande ou du secteur d'origine de leur client :
Afficher la pièce jointe
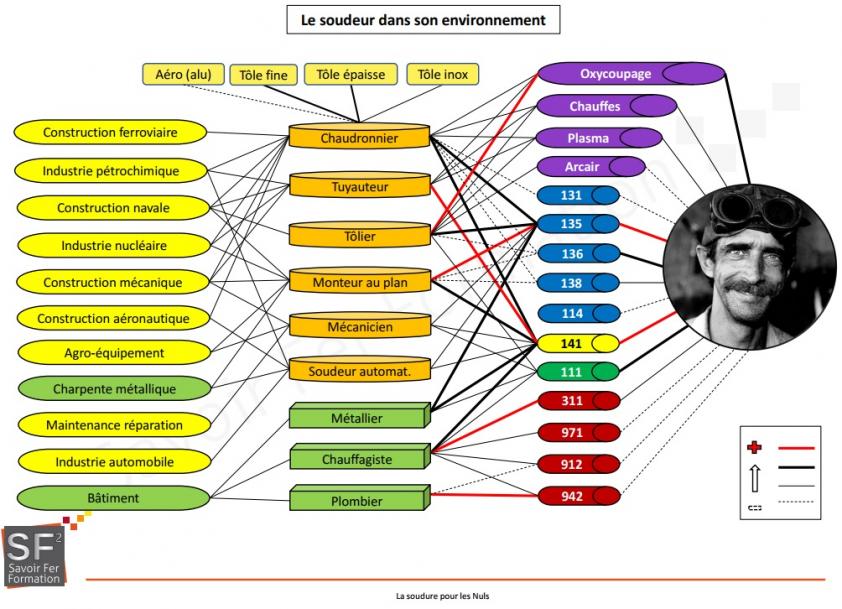
Cette description concerne le soudeur "pur", le soudeur "où c'est que j'soude ?" et qui n'aura pas d'autres préoccupations.
De même j'ai listé les savoirs et savoir-faire de ce soudeur "pur" avec cet autre schéma :
Afficher la pièce jointe
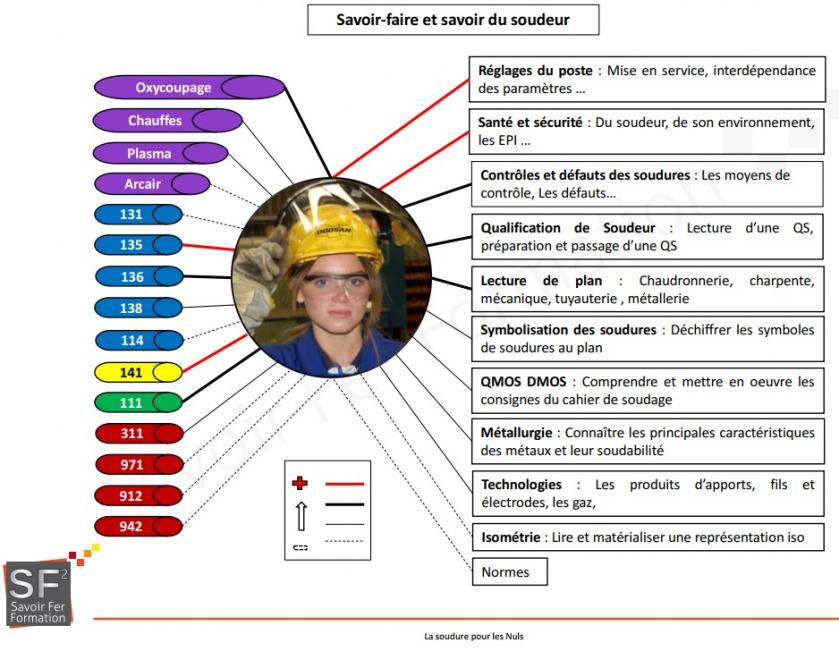
A partir de ces savoirs le soudeur développera d'autres compétences en fonction des métiers qu'il côtoiera ou de l'entreprise qui l'emploiera.
J'ai construit ces schémas à partir du REAC SOUDEUR ( Référentiel Emploi Activité Compétence du Ministère du travail) et de ma propre expérience.
Ils ne sont pas exhaustifs et j'aimerais lire vos observations pour pouvoir les corriger ou les enrichir.
Ils font partie d'un cours intitulé "La soudure pour les Nuls", mais comme "pour les nuls" est une appellation protégée je dois en changer. "La soudure pour les blaireaux" ? Mais je crains de faire fuir mes clients. Si vous avez une idée...
Bien cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
Quant à moi, je pense que le vrai soudeur c'est le gars qui connait non seulement comment tenir sa torche et faire une bonne soudure mais AUSSI tout ce qui tourne autour de cette technologie. Cela comprend la métallurgie entre autres et la mise en forme des métaux.
Qu'est-ce qu'un soudeur ?
La question n'est pas simple et j'ai tenté d'y répondre avec un schéma qui place le soudeur dans son environnement en fonction de ses savoir-faire, en rapport aux métiers connexes, et plus généralement aux secteurs de l'industrie ou du bâtiment qui l'emploie.
Un schéma que j'ai créé à destination des services RH (surtout l'intérim), pour les aider à "profiler" un type de soudeur en fonction de la demande ou du secteur d'origine de leur client :
Afficher la pièce jointe
Cette description concerne le soudeur "pur", le soudeur "où c'est que j'soude ?" et qui n'aura pas d'autres préoccupations.
De même j'ai listé les savoirs et savoir-faire de ce soudeur "pur" avec cet autre schéma :
Afficher la pièce jointe
A partir de ces savoirs le soudeur développera d'autres compétences en fonction des métiers qu'il côtoiera ou de l'entreprise qui l'emploiera.
J'ai construit ces schémas à partir du REAC SOUDEUR ( Référentiel Emploi Activité Compétence du Ministère du travail) et de ma propre expérience.
Ils ne sont pas exhaustifs et j'aimerais lire vos observations pour pouvoir les corriger ou les enrichir.
Ils font partie d'un cours intitulé "La soudure pour les Nuls", mais comme "pour les nuls" est une appellation protégée je dois en changer. "La soudure pour les blaireaux" ? Mais je crains de faire fuir mes clients. Si vous avez une idée...
Bien cordialement,
#13
C'est ce que je constate souvent, et pas qu'avec moi ! ;)
Tu as bien écrit : "Dans l'industrie le travail est préparé entièrement par des gens différents de celui qui réalise le travail".
Il n'y a aucun sophisme à y comprendre qu'un artisan n'appartient - selon toi - pas à l'industrie !
Les intéressés apprécieront.
Ceci dit, si tu souhaites poursuivre cette conversation (pas moi), ce sera par message privé pour la bonne tenue de ce forum.
Merci de ta compréhension.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Yann
Ton fonctionnement intellectuel m'échappe complètement.
C'est ce que je constate souvent, et pas qu'avec moi ! ;)
Tu as bien écrit : "Dans l'industrie le travail est préparé entièrement par des gens différents de celui qui réalise le travail".
Il n'y a aucun sophisme à y comprendre qu'un artisan n'appartient - selon toi - pas à l'industrie !
Les intéressés apprécieront.
Ceci dit, si tu souhaites poursuivre cette conversation (pas moi), ce sera par message privé pour la bonne tenue de ce forum.
Merci de ta compréhension.
Cordialement.
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
