23 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Question Posée Soudure TIG alu électrode de tungstène qui rougit
Bonjour.
Je rencontre des problèmes avec un SAF Prestotig 200 AC/DC
Ce poste est déjà parti plusieurs fois en réparation chez SAF.
Avant d'incriminer a nouveau le poste, c'est peut-être moi qui commet des erreurs.
Etant encore débutant.
En soudage DC, pour que l’amorçage HF fonctionne, il faut positionner le sélecteur d’électrodes au maximum. même pour du 1,6 mm.
Ça, ce n'est pas très génant.
Mes problèmes sont surtout avec l'aluminium.
L'arc se coupe avec L’évanouissement de façon aléatoire en cours de soudure.
Tout peut bien se passer pendant 5 minutes comme couper 3 fois en 10 secondes.
Je suis très loin de dépasser le facteur de marche du poste.
Récemment, en utilisant une électrode verte (le poste n’accepte d'amorcer qu'avec ça en AC) de 1,6 mm de 25 A, l’électrode a rapidement rougie et présence de trace noire au bout de ma céramique.
J'utilise de l'argon pur a 10l/mn, je suis monté a 15l/mn toujours le même résultat..
Le gaz sort bien a ma buse, j'ai bien attendu l’électrovanne ouverte pour purger l'air dans le tuyau.
Après plusieurs essais, systématiquement mes électrodes rougisses intégralement en AC
Mon revendeur ne voit plus trop de solution a part un énième retour en SAV, et mon responsable d'atelier de l’écrabouiller avec les fourches du chariot élévateur.
Y a t'il des choses particulières avec ce poste que je ne connais/maîtrise pas ou est-ce un modèle a problème a la base ?
#2


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir
J’ai corrigé toutes les accentuées de votre message
Avec quel outil avez vous rédigé votre message ?
Ne vous prenez pas la tête pour votre problème !
Faite des essais avec une électrode de tungstène de 2,4 mm ou 3,2 mm
Puis dite nous ce qui se passe
Bien cordialement
#3
Invité
Pour mon message, je n'ai utilisé aucun outil.
Je l'ai rédigé directement dans la fenêtre du forum :confused:
#4
Bonsoir,
Je pense que vous n’avez pas compris ma demande
Avec quel matériel vous avez saisi votre message
Ordinateur sous Windows 10
Tablette sous Androïd
Tablette Apple Ipad
Smartphone ?
Etc...
Merci
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par unika
Pour mon message, je n'ai utilisé aucun outil.
Je l'ai rédigé directement dans la fenêtre du forum :confused:
Bonsoir,
Je pense que vous n’avez pas compris ma demande
Avec quel matériel vous avez saisi votre message
Ordinateur sous Windows 10
Tablette sous Androïd
Tablette Apple Ipad
Smartphone ?
Etc...
Merci
#5
Invité
J'utilise un PC fixe sous win XP avec chrome en navigateur.
Le même que pour chaque message que j'ai posté ici
#6


Bonjour Dominique,
je suis aussi administrateur sur un autre forum et ce phénomène, nous le rencontrons avec les membres qui postent avec des tablette
ou des smartphone quelque soit la marque et n'avons jamais trouvé la solution.
christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Envoyé par Dominique
Bonsoir
J’ai corrigé toutes les accentuées de votre message
Avec quel outil avez vous rédigé votre message ?
Ne vous prenez pas la tête pour votre problème !
Faite des essais avec une électrode de tungstène de 2,4 mm ou 3,2 mm
Puis dite nous ce qui se passe
Bien cordialement
Bonjour Dominique,
je suis aussi administrateur sur un autre forum et ce phénomène, nous le rencontrons avec les membres qui postent avec des tablette
ou des smartphone quelque soit la marque et n'avons jamais trouvé la solution.
#7
Invité
C'est l'encodage des polices qui est mal configuré sur le système utilisé sur la tablette ou le téléphone.
Certainement pour les utilisateurs de machin a la pomme.
Pour avoir les lettres accentués il faut utiliser Unicode UTF-8, utilisé en Europe occidentale.
Il dois être possible dans le code du forum de rajouter un script formatant automatiquement les messages dans se type d'encodage si se n'est pas le cas. A voir avec le fournisseur du forum s'il n'y a pas déjà un plugin existant.
#8

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
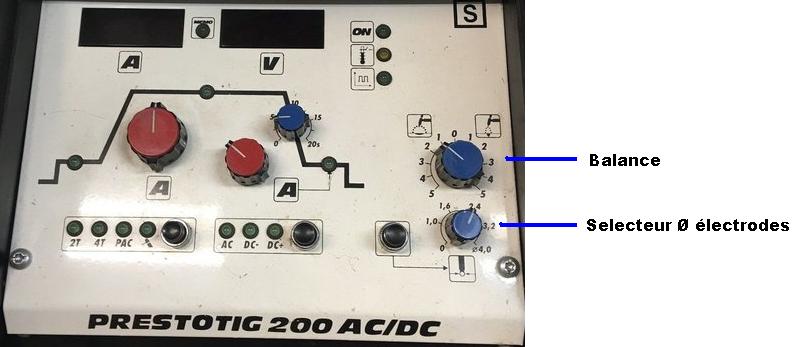
le sélecteur d'électrode je n'ai jamais trop compris l'utilité du truc ( en théorie c'est pour faire la boule " automatique" sur le bout de la tungstène en mode AC ) , j'ai eu un premier TIG AC/DC qui avait ça je ne m'en suis jamais soucié, mon poste actuel ne l'a pas et ça va très bien, je fais juste un premier amorçage sur un bout de ferraille .
A part ça les symptômes que vous décrivez sont multiples et en plus très étranges.
Moi je testerai ça: sur votre torche TIG mettez un collet pour tungstène de 2.4 mettez vous en mode TIG AC , et mettez dans la torche une électrode enrobée de 2.5 , mettez l'intensité sur 80 A et essayez sur un bout de ferraille ( il faut appuyez sur la gâchette pour avoir le jus évidemment ) cela devrait souder très normalement ( j'ai fait ça plein de fois par flemme de déconnecter la torche TIG pour quelques petites soudures, ) si cela se passe mal c'est vraiment que le poste a un sérieux problème
#9
Invité
Pour faire la boule en AC j'ai un bouton spécifique a coté du sélecteur de Ø d’électrodes. Sa fonctionne trés bien
Le sélecteur est toujours a fond (sinon pas de HF) et sa fonctionne de 1,6 a 3,2 mm
La ou j'ai du mal a comprendre, c'est mon électrodes de 1.6 mm entièrement rouge avec seulement 25 A :confused:
Céramique de 6 ou de 8, Argon pur a 10 ou 15 l/mn, 1 minutes d'appuis sur la gâchette pour être sur d'avoir purger l'air, pas de courant d'air, un gant style chirurgien enfilé sur la torche se gonfle quand j'appuie sur la gâchette, donc le gaz arrive
L'arc se coupant tous seul en AC est peut-être dut au fait qu'il est branché sur une prise 220 V (il est monophasé) de seulement 16 A ? Possible que sa ne lui suffise pas. Je vais me renseigner sur se point la
Apres renseignement se poste et déjà partit 3 fois en SAV SAF. Notre revendeur est un peut dépité, il avoue ne pas avoir de retour sur se modèle la contrairement au Prestotig 160 qui serait une bête a chagrin
Je vais faire ton test "tungstène". SI le poste a vraiment encore un problème, nous abandonnerons SAF. A voir se que propose Kemppi, Esab ou encore Fronius.
Si vous aviez des retours sur la qualités du SAV des marques citées sa m'intéresse. SAF c'est long (1 mois minimum) , réparation au forfait a plus de 1 500 € et aucun rapport d'intervention :(
#10

Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
Bonsoir,
Comment est réglée votre balance ?
Vous dites "L'arc se coupe avec L’évanouissement de façon aléatoire en cours de soudure."
Pourriez vous être plus précis, la coupure a-t-elle lieu au cours de l'évanouissement et ce de manière aléatoire ?
Quand vous lâchez la gâchette (en 2T)?
A tout moment?
Apres avoir atteint le courant de soudage "nominal" ?
#11
Invité
Je soude en 2T et donc je ne relâche pas ma gâchette
L'arc se coupe en pleine soudure, donc oui en courant nominal.
Il ne se coupe pas franchement, il baisse pour disparaître. De la même manière qu'avec l'évanouissement en fin de cordon.
Je "rallume" l'arc en enfonçant ma palette et je me remet a souder.
Sur 10 Cm de cordon sa peut le faire 3 a 4 fois et parfois jamais. Se problème n’arrive qu'en AC.
La balance je suis entre 50 et 75 % du réglage, c'est dans cette position que j'obtient les meilleurs résultats
#12
Invité
Jeudi, un soudeur pro vient tester le poste.
Nous verrons si le problème vient de moi ou si le poste finit dans les fourches du chariot élévateur
#13
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
Avez vous essayé ce que je vous avais dit ( l'électrode enrobée de 2.5 montée sur la torche) une tungstene qui rougit sur toute sa longueur, c'est vraiment anormal, même avec une balance archi mal réglée.
#14
Invité
J'ai bien prévu de faire le test. Si je viens demander des conseils c'est un minimum pour les suivre :p
Cette semaine je serais a nouveau sur le site ou se trouve le poste.
#15
Invité
Bonjour,
J'ai fais le test avec une baguette enrobé de 2.
Fonctionne super bien et fusion très agréable
#16
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
alors le mystère s'épaissie pour cette électrode de tungstène qui rougit sur toute sa longueur....
#17


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
Bien que je ne connaisse pas grand chose en soudage, il y a parfois des titres de messages qui m'interpellent comme celui-ci et la phrase : tungstene qui rougit sur toute sa longueur. me laisse perplexe car je ne vois pas comment on peut voir une électrode de tungstène sur TOUTE sa longueur.
Par contre qu'à l'extinction de l'arc, en regardant DANS la buse en céramique, on aperçoive rouge l'extrémité libre de l'électrode de tungstène entre sa pointe et la pince en cuivre, me semble parfaitement normal car si la pointe qui fond est à, 3400 °C il me semble parfaitement normal que le reste soit assez chaud pour rayonner dans l'infra-rouge visible.
La pince en cuivre est là pour évacuer les calories car elle-même est refroidie par le passage de l'argon si la torche est à refroidissement à air.
Par contre le problème du fonctionnement chaotique du poste reste entier.
Yann
#18

nours830 En ligne le 29/05/2021 à 14:51 (56 messages sur soudeurs.com)
bonjour
comme yann je ne suis pas un expert mais j ai eu un jour ce symptôme et j avais bêtement basculé sur séquentiel ou pour le pointage si vous préférez .
je precise qu il s agissait d un poste MIG mais bon peut etre que votre poste a une fonction sequentielle ??C est mon humble avis cordialement
#19
Invité
Bonjour.
Un peut d'avancement avec les tests sur se poste.
Le soudeur pro n'a put se déplacer pour l'instant, alors j'ai improvisé quelques essais.
Je précise que j'ai apprit la soudure sur "le tas" et ne suis aucunement professionnel dans se domaine la. Déjà déterminer si les problèmes viennent de moi ou du matériel.
Le test de "Tungstène" avec une baguette enrobé de 2 mm de Ø en mode tig DC fonctionne très bien. Sympathique d’amorcer une enrobé avec la HF
Je rappel l'ensemble de mes essais et conclusion :
Pour que la HF fonctionne, le sélecteur de Ø d’électrodes dois toujours être a fond, et-ceux pour n'importe quel Ø d’électrodes
En DC sur de l'acier, l'arc se coupe tous seul aussi, mais de façon brusque, et en AC sur l'aluminium il se coupe lentement en baissant d'intensité la aussi tous seul. Dans les 2 cas, cela arrive a son bon vouloir. Le facteur de marche est de 100 % a 120 A. Donc je suis dans les clous a se niveau la
Pour qu'il ne se coupe pas, je dois régler la balance (je pense que c'est le bon terme) a fond.
A fond a gauche (décapage large et peut profond) pour AC sur alu
A fond a droite (décapage court et profond) pour DC sur l'acier
Et-ceux pour n'importe quel type et Ø d’électrodes ou d'intensité.
Aucun mode pulsé ou autre n'est activés
Pour l'électrodes qui rougit, je parlais bien évidemment de la partie visible. Je trouve sa quand même étonnant pour seulement 25 A en AC alors qu'a par exemple 85 A en DC elle ne rougit pas.
Se n'est pas juste un halo rouge c'est vraiment rouge presque blanc. D'ailleurs l'électrodes présente des traces de surchauffe si je me réfère a la notices consultable sur le site
Autre piste, la torche (refroidit par eau) n'est pas celle livré avec le poste. Notre fournisseurs les assembles a la demandes. Bien que l'argon sorte de la buse (un gant enfilé dessus se gonfle), est-il possible que le tuyau ou la sortie du gaz se soit partiellement pincé ou obstrué lors du montage ?
L'Argon arriverait mais pas en quantité suffisante contrairement a se qu'annonce le débilitre. Sa irait dans le sens de mon électrode qui surchauffe et le manque d'argon participant a l'ionisation induirait mes problèmes d’extinction d'arc
Exemple, je met 10 l/mn au débilitre, mais a la torche je n'aurais plus que 3 ou 4 l/mn
Si vous avez des idées ?
#20
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en mode DC la balance est inopérante elle ne sert que pour le mode AC, pour le débit il y a cela pour bien le mesurer en sortie de buse 
#21
Invité
Je ne remet pas en doute tes indications, loin de la.
Mais je t'assure que dans mon cas, en DC si le potard n'est pas tourné a droite et a fond, l'arc se coupe toute les 2 ou 3 gouttes d'apport :eek:
Je vais faire vérifier la torche a notre fournisseur
#22
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Pour l'électrodes qui rougit, je parlais bien évidemment de la partie visible. Je trouve sa quand même étonnant pour seulement 25 A en AC alors qu'a par exemple 85 A en DC elle ne rougit pas.
Ce n'est absolument pas étonnant car l'échauffement des deux électrodes en DC n'est pas du tout le même. Cela se vérifie immédiatement si en DC on se trompe de polarité en mettant la torche au +, les dégâts ne tardent pas à se produire.
Je crains que vous ne puissiez pas faire l'analyse de ce qui se passe avec votre poste par manque de connaissances des phénomènes qui entourent le matériel de soudage à l'arc. Il est clair qu'une aide extérieure vous serait très utile. Ce qui m'inquiète c'est que votre poste ait été révisé par un SAV, alors qu'il semble que son fonctionnement soit en cause encore maintenant.
Yann
#23
Invité
C'est bien pour sa que l’essai par un soudeur pro décidera de l'avenir.
J'ai déjà soudé avec d'autre poste sans rencontrer tous ses problèmes. Mais sa n'exclut pas que je fasse des conneries.
Si c'est effectivement le poste qui est défectueux, il partira a la benne et nous prendront une autre marque
Il est hors de question pour mon responsable de remettre encore 1 500 € de réparation chez SAF
Un représentant Miller doit passer nous faire faire un essai et une proposition
Edit : Se poste aurait acheté a l'époque car il est monophasé. De se fait, il aurait-été utilisé en déplacement sur groupe électrogène.
Je ne sais pas si c'est une bonne idée le groupe électrogène pour un poste a souder
#24
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
gaffe avec les groupes électrogène il faut prendre dans 7.5 kva mais en plus des groupes qui encaissent les brusques appels de courent que provoque le soudage
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31