
12 réponses -
Accéder à la dernière réponse
#1


Guillaume 25 En ligne le 06/11/2016 à 13:19 (5 messages sur soudeurs.com)
Sujet : Question Posée Soudure MIG alu - Premiers essais non concluants - Besoin d'avis
Bonjour,
J'utilise depuis plus de 10 ans un poste SAF Mighlight pour souder l'acier, principalement 2/3 mm.
J'utilise de l'Atal 5.
Fiche technique du poste : http://www.safweld.com/4.29%20down/MIG-MAG%20WELDING/MAJOR%20JUNIOR%20MIGLIGHT.pdf
J'aimerais maintenant souder l'aluminium, épaisseurs 2/3 mm.
J'ai donc trouvé une bouteille d'Arcal et une bobine de fil alu en 0.8mm.
(le poste est donné pour pouvoir souder l'alu en 0.8mm et 1mm)
J'ai fait mes premiers essais aujoud'hui, mais ceux ci sont peu concluants.
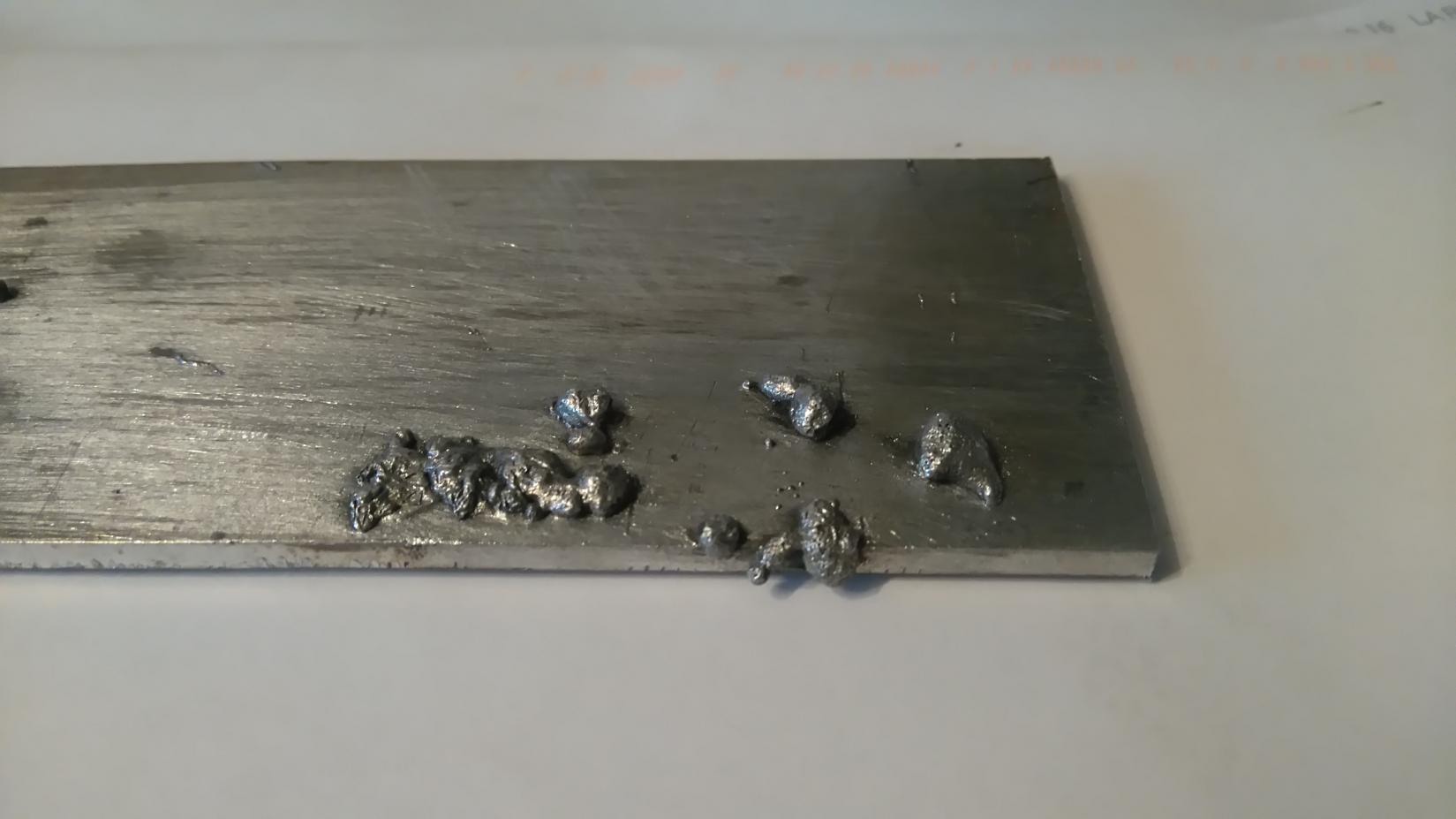
Voir photos.
Les photos sont celles des meilleurs résultats que j'ai obtenu, en préchauffant l'alu, intensité à fond, masse au positif +.
On dirait que l'intensité n'est pas suffisant pour faire fondre l'alu de base.
Qu'est ce qui cloche ?
Merci.
Guillaume.


#2

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour
Tout d'abord il te faut être en polarité inverse, le + au fil (CC+).
#3

Invité
Merci de bien vouloir vous présenter à la communauté du site ...
Mathieu
#4


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
comme le dir Savoirfer un des seul fil qui s'utilise en polarité direct -au fil est le fil fourré sans gaz, tous les autres fil c'est du + au fil.
si vous arrivez à dévider du fil alu en 0,8 il faudra nous expliquer comment vous faite, avec quel système de dévidage? car j'en connais un sur le forum (tungstène) qui dirait "même pas en rêve"
vous avez trouvé une bouteille d'Arcal ok mais lequel , le seul qui convient pour le mig alu est le "Prime".
#5

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
j'ai trouvé une bouteille d'Arcal. Arcal c'est le nom générique de toute une gamme de gaz chez Air Liquide.
vous avez de l'Arcal prime (argon pur) c'est ce qu'il faut pour l'alu
mais aussi de l'Arcal Speed ( argon 8% Co2 pour le soudage Mig des acier)
Arcal chrome ( 2% de Co2 pour les inox)
et l'Arcal Force ( 18% de Co2) acier au carbone lourd
ARCAL™ | Air Liquide France Industrie
#6
Guillaume 25 En ligne le 06/11/2016 à 13:19 (5 messages sur soudeurs.com)
Bonjour,
Merci pour vos premiers retours.
J'utilise de l'Arcal Prime, qui est indiqué pour l'aluminium et ses alliages.
Je vais faire de nouveau essai en remettant la masse au négatif.
Guillaume.
#7
Invité
Apparemment mes messages sont invisibles aux yeux de certains ...
La prochaine fois je ne prendrai pas le soin de prévenir.
mathieu
#8
Guillaume 25 En ligne le 06/11/2016 à 13:19 (5 messages sur soudeurs.com)
Bonjour,
J'ai refais des essais en masse négative, et en baissant l'intensité.
Les résultats sont meilleurs. Quelques morceaux de soudures sont bon avec une forte pénétration de l'autre coté, mais les soudures ne sont pas constantes.
Parfois ca va a peu près, parfois ca va pas...


#9
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
cela reste vraiment pourri, diamètre de buse ? débit de gaz, êtes vous certain que votre alu n'est pas anodisé?
#10
Invité
Oui les résultats sont catastrophiques , verifiez que votre fil d'apport n'est pas oxydé , que votre gaz est le bon ... argon 99.999 % que la pièce est bien de l'aluminium dégraissé et pas anodisé.
Mathieu
#11
Guillaume 25 En ligne le 06/11/2016 à 13:19 (5 messages sur soudeurs.com)
Bonjour,
Oui le gaz est bien 99.99% d'argon. Le débit de gaz est de 18l/min.
Les résultats sont meilleurs sur une tole de 2mm. Sur du 3mm, j'ai l'impression que ca ne chauffe pas assez vite et du coup ca ne pénètre pas.
L'alu n'était pas anodisé et je l'ai meulé avec un disque neuf pour limiter l'oxydation de surface.
Le fil, lui, est neuf.
Qu'est ce qui cloche ?
#12
Invité
difficile à dire sans voir en temps réel.
vous devriez obtenir ceci
https://www.youtube.com/watch?v=hUpmiDL92V8
Mathieu
#13
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
le débit de gaz dépend du diamètre de la buse, pour souder sur du 2 ou 3 mm d'épaisseur une buse de diamètre 18 ou 18l de débit de gaz me semble vraiment beaucoup, un débit de gaz trop fort peut provoquer des turbulences qui compromettent la protection du bain de fusion. A part cela le soudage des alu en MIG de fait en poussant pas en tirant ( mais avec une torche presque à 90° )
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31
