27 réponses -
Accéder à la dernière réponse
#1


bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Sujet : Question Posée Quelle erreur je fais sur le reglage de mon TIG pour obtenir une soudure cf photo ?
Bonjour,
Noob en soudure, je teste différents réglages sur mon TIG pour comprendre comment se formeront les cordons de soudures par rapport aux réglages.
Je n'arrive pas à faire de cordon de soudure correct.
Le métal d'apport fond dans mon tube. A la fin de mon cordon, le tube est même creusé.
Mon tube fait 1mm d'épaisseur.
Si j'augmente l'ampérage, je fais un trou, et si je baisse l'ampérage, je fais des petites billes de soudure.
Ma configuration actuelle :
Buse n°6
Débit gaz : 8 l/min
baguette apport : 1,56mm (mesuré au pied à coulisse)
baguette tungstène : 1,6mm
pré gaz : 2
post gaz : 4
ampérage 50 A
Slope regulation : 5

De quoi est symptomatique ma soudure , et comment y remédier ?
Merci pour vos retours.
#2

Phx1337 En ligne le 05/06/2017 à 12:29 (22 messages sur soudeurs.com)
Inox?
#3


BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
Bonjour bendicott,
Le début de votre cordon est correct.
Cela veut dire que vous apportez trop d'énergie sur le tube.
Pour rappel, sur inox 25A/mm et acier carbone 30A.
Donc pour votre tube ep 1mm, je vous conseille vers les 20A car c'est un petit diamètre.
Après, il faut jouer sur la cadence de dépôt de votre métal d'apport.
Personnellement, je pense que les autre paramètres sont corrects ormis pour le tungstène qui serait plus adapté en diamètre 1mm et le métal d'apport en 1mm également.
Cordialement,
#4

willy66 En ligne le 07/12/2019 à 22:14 (14 messages sur soudeurs.com)
Peut être que ta vitesse d'avancement est trop lente?
Je viens de relire tes réglages et effectivement 50A c'est beaucoup pour 1mm d'épaiseur.
#5

fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , entraine toi sur de la tole de meme èpaisseur afin de valider tes règlages .
#6

Invité
Comme déjà dit, à mon avis vitesse trop lente et/ou un peu trop d'ampérage.
N'oublie pas aussi que pour l'inox surtout en fine épaisseur, l'inertage envers joue un rôle important !
La légère surpression du gaz a l'intérieur du tube limite l'effondrement du bain. C'est particulièrement visible lorsqu'on soude l'inox sans apport, cela permet d'avoir un cordon bien a fleur, et non concave.
#7
Attention, sur des tubes de petits diametres et de fines épaisseurs, on ne peut pas valider les paramètres de soudage sur une tôle.
En effet, sur un tube inox en bout à bout diamètre 12x1 on devrait, d'après les bases, tourner autour de 25A.
Par expérience, en raison de la montée très rapide en température du tube, il vaut mieux démarrer vers 18A et avoir la possibilité de baisser l'intensité avant de le "boucler".
C'est certain que sur un tube inox, il est préférable d'inerter (rochage).
De plus, comme déjà cité, il soutiendra votre bain de fusion donc vous facilitera la tâche.
Cordialement,
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
Envoyé par fredo666
bonjour , entraine toi sur de la tole de meme èpaisseur afin de valider tes règlages .
Attention, sur des tubes de petits diametres et de fines épaisseurs, on ne peut pas valider les paramètres de soudage sur une tôle.
En effet, sur un tube inox en bout à bout diamètre 12x1 on devrait, d'après les bases, tourner autour de 25A.
Par expérience, en raison de la montée très rapide en température du tube, il vaut mieux démarrer vers 18A et avoir la possibilité de baisser l'intensité avant de le "boucler".
C'est certain que sur un tube inox, il est préférable d'inerter (rochage).
De plus, comme déjà cité, il soutiendra votre bain de fusion donc vous facilitera la tâche.
Cordialement,
#8

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
bonsoir
blondin à raison
tu a trop d'amperage il faut 25A par mm
A+
#9
C'est vrai, j'ai eu cette drôle de réaction du bain de fusion. J'avais l'impression que le bain aurait pu tomber dans le tube.
Le principe de l'inertage, c'est d'envoyer du gaz dans le tube ? c'est compliqué à faire ? il faut dédoubler le gaz en sortie de bouteille d'argon ? (j'en suis pas là, mais c'est savoir)
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Merci a tous pour vos réponses. Maintenant, je sais vers quelle direction aller ;)
25A par mm....ok, je note.
Je vais essayer demain plus lent et avec moins d'ampérage. Je refais une photo demain.
Je n'ai pas précisé, mais c'est du métal de chez casto.
Envoyé par Kev69
Comme déjà dit, à mon avis vitesse trop lente et/ou un peu trop d'ampérage.
N'oublie pas aussi que pour l'inox surtout en fine épaisseur, l'inertage envers joue un rôle important !
La légère surpression du gaz a l'intérieur du tube limite l'effondrement du bain. C'est particulièrement visible lorsqu'on soude l'inox sans apport, cela permet d'avoir un cordon bien a fleur, et non concave.
C'est vrai, j'ai eu cette drôle de réaction du bain de fusion. J'avais l'impression que le bain aurait pu tomber dans le tube.
Le principe de l'inertage, c'est d'envoyer du gaz dans le tube ? c'est compliqué à faire ? il faut dédoubler le gaz en sortie de bouteille d'argon ? (j'en suis pas là, mais c'est savoir)
#10
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
Bonsoir bendicott,
Oui, c'est remplacer l'air ambiant dans le tube par un gaz neutre argon ou azote en le maintenant sous une certaine pression.
Indispensable sur les inox sinon soudure poreuse (rochage) à l'intérieur.
Soit à avec un mano special avec 2 sorties indépendantes soit un té en sortie de bouteille + 2 manos.
Attention, métal d'apport diamètre 1mm ou 0.8 très conseillé sur une épaisseur de 1mm.
Cordialement,
#11
C'est avant tout la cause d'un apport d'énergie trop important.
Oui c'est ça.Il faut une 2 ème sortie de gaz sur le détendeur pour remplir le tube avec de l'argon à faible débit, avec un petit échappement du coté opposé pour purger l'air contenu dans le tube et le remplacer par du gaz inerte.
Sans inertage, l'inox s'oxyde fortement, c'est ce qu'on appelle le rochage, ça forme un cordon d'aspect "roche volcanique" a l'opposé de la soudure.
Le but premier de l'inertage est donc de protéger le bain de fusion pour avoir un cordon parfaitement protégé des deux cotés, mais participe aussi à limiter l'effondrement du bain par la surpression interne.
EDIT: Blondin m'a devancé ! ;)
Invité
C'est vrai, j'ai eu cette drôle de réaction du bain de fusion . J'avais l'impression que le bain aurait pu tomber dans le tube.
C'est avant tout la cause d'un apport d'énergie trop important.
Le principe de l'inertage, c'est d'envoyer du gazdans le tube ? c'est compliqué à faire ? il faut dédoubler le gazen sortie de bouteille d'argon ? (j'en suis pas là, mais c'est savoir)
Oui c'est ça.Il faut une 2 ème sortie de gaz sur le détendeur pour remplir le tube avec de l'argon à faible débit, avec un petit échappement du coté opposé pour purger l'air contenu dans le tube et le remplacer par du gaz inerte.
Sans inertage, l'inox s'oxyde fortement, c'est ce qu'on appelle le rochage, ça forme un cordon d'aspect "roche volcanique" a l'opposé de la soudure.
Le but premier de l'inertage est donc de protéger le bain de fusion pour avoir un cordon parfaitement protégé des deux cotés, mais participe aussi à limiter l'effondrement du bain par la surpression interne.
EDIT: Blondin m'a devancé ! ;)
#12
thanx. Dès que j'ai mes 10 kms de cordons,je m' y attaque :D
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Envoyé par BLONDIN2170
Bonsoir bendicott,
Oui, c'est remplacer l'air ambiant dans le tube par un gaz neutre argon ou azote en le maintenant sous une certaine pression.
Indispensable sur les inox sinon soudure poreuse (rochage) à l'intérieur.
Soit à avec un mano special avec 2 sorties indépendantes soit un té en sortie de bouteille + 2 manos.
Attention, métal d'apport diamètre 1mm ou 0.8 très conseillé sur une épaisseur de 1mm.
Cordialement,
thanx. Dès que j'ai mes 10 kms de cordons,je m' y attaque :D
#13


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Les modes pulsés améliorent sérieusement le résultat sur ces faibles épaisseurs en inox, en évitant de trop chauffer.
C'est du moins ce que je constate généralement.
Cdlt
#14
Bonjour locouarn,
Je suis tout a fait d'accord avec toi.
Mais sur ce post, c'est une personne novice qui découvre les cordons de soudure réalisés au TIG.
Donc je pense qu'il ne faut pas l'embrouiller pour l'instant,
il a déjà beaucoup à faire sans cela...
Cordialement,
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
Envoyé par locouarn
Bonsoir,
Les modes pulsés améliorent sérieusement le résultat sur ces faibles épaisseurs en inox, en évitant de trop chauffer.
C'est du moins ce que je constate généralement.
Cdlt
Bonjour locouarn,
Je suis tout a fait d'accord avec toi.
Mais sur ce post, c'est une personne novice qui découvre les cordons de soudure réalisés au TIG.
Donc je pense qu'il ne faut pas l'embrouiller pour l'instant,
il a déjà beaucoup à faire sans cela...
Cordialement,
#15

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Nous soudons souvent du tube inox Ø 12 x 1 mm en HL045 (tube fixe incliné à 45°) principalement pour les qualifications de soudeurs.
L'intensité de soudage appliquée est de 21 ampères +/- 2 ampères.
Le tube est soudé bout à bout sans jeu ni préparation
La surépaisseur de pénétration ne doit pas être supérieure à 1 mm
La sous épaisseur du cordon externe est interdit
La protection gazeuse envers est obligatoire (argon 99,998% - codifié I1 - 5 litres / minute)
Le fil d'apport inoxydable est Ø 1,0 mm
Pour information, sur ce type d'épaisseur aucun défaut de forme n'est acceptée (morsure, caniveau, sous épaisseur, piqûre, mauvaise reprise, etc...)
Bien cordialement,
Dominique
#16
Oui, oui, je suis novice de chez novice :cool:. Merci pour les conseils, je garde en tête.
Bon, je viens de faire des longueurs de cordons - cela parait évident maintenant, mais la valeur de l'ampérage est primordiale. Comme sur mon prestotig 160 PFC, le potentiomètre de réglage n'est pas précis, j'avais vite fait de rajouter 15/20 A en tournant un peu le potentiomètre. La "norme" de 25A par mm d'épaisseur m'a bien aidé.
Maintenant j'essaye de souder une plaque de galva sur du métal. Et......c'est le drame :D

Si le cordon en haut à droite de l'image ci dessus n'est pas trop moche. Avec les mêmes réglages, je n'arrive pas a obtenir un beau cordon qui fait le lien entre les 2 pièces de métal. Cela fait des petites boules toutes moches ....:mad:
Lorsque je 'soude', cela crépite. Et au dos de la soudure, j'ai comme de la toile d'araignée blanche..

Auriez vous un début de solution à m'apporter ?
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Envoyé par BLONDIN2170
Bonjour locouarn,
Je suis tout a fait d'accord avec toi.
Mais sur ce post, c'est une personne novice qui découvre les cordons de soudure réalisés au TIG.
Donc je pense qu'il ne faut pas l'embrouiller pour l'instant,
il a déjà beaucoup à faire sans cela...
Cordialement,
Oui, oui, je suis novice de chez novice :cool:. Merci pour les conseils, je garde en tête.
Bon, je viens de faire des longueurs de cordons - cela parait évident maintenant, mais la valeur de l'ampérage est primordiale. Comme sur mon prestotig 160 PFC, le potentiomètre de réglage n'est pas précis, j'avais vite fait de rajouter 15/20 A en tournant un peu le potentiomètre. La "norme" de 25A par mm d'épaisseur m'a bien aidé.
Maintenant j'essaye de souder une plaque de galva sur du métal. Et......c'est le drame :D
Si le cordon en haut à droite de l'image ci dessus n'est pas trop moche. Avec les mêmes réglages, je n'arrive pas a obtenir un beau cordon qui fait le lien entre les 2 pièces de métal. Cela fait des petites boules toutes moches ....:mad:
Lorsque je 'soude', cela crépite. Et au dos de la soudure, j'ai comme de la toile d'araignée blanche..
Auriez vous un début de solution à m'apporter ?
#17
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
ATTENTION, il y a une couche à éliminer à la meule.
C'est un revêtement électrolytique à éliminer absolument si vous ne souhaitez pas qu'il explose et vienne polluer le tungstène.
Tant que l'acier n'est pas brillant, ce n'est pas la peine d'essayer de souder...
Cordialement,
#18
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Arrgh, je m'en doutais, j'ai fait ma fainéante en meulant un petit peu le galva. Cela m'apprendra à ne pas respecter les fondamentaux. Je vais ré-essayer avec 2 pièces de métal identiques.
Si les "petites boules" persitent - c'est uniquement du à la mauvaise préparation du métal ?
#19
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
Oui, exactement.
Impossible de "marier" les 2 matériaux très différents.
Bien entendu, c'est valable recto-verso...
Cordialement,
#20
Invité
Même bien meulé, le galva c'est une plaie, surtout au TIG.
#21
Thanx, je vais commencer tout doux avec uniquement du métal.
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Envoyé par BLONDIN2170
Oui, exactement.
Impossible de "marier" les 2 matériaux très différents.
Bien entendu, c'est valable recto-verso...
Cordialement,
Envoyé par Kev69
Même bien meulé, le galva c'est une plaie, surtout au TIG.
Thanx, je vais commencer tout doux avec uniquement du métal.
#22
oui vous avez raison de commencer par de l acier carbone
car les vapeurs et fumées dégagées par la galvanisation du métal que vous soudez est toxique
oui bien meuler le métal
et prévoir d exécuter ce type de soudure dans un local bien aéré
et ou porter des EPI adaptés
cordialement Ricou26:)
Invité
Envoyé par bendicott
Thanx, je vais commencer tout doux avec uniquement du métal.
oui vous avez raison de commencer par de l acier carbone
car les vapeurs et fumées dégagées par la galvanisation du métal que vous soudez est toxique
oui bien meuler le métal
et prévoir d exécuter ce type de soudure dans un local bien aéré
et ou porter des EPI adaptés
cordialement Ricou26:)
#23
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Je commence tout doucement à comprendre les réglages pour obtenir un cordon qui ressemble à un cordon de soudure (cf A sur phot ci dessous).
Mais, en ne changeant rien aux réglages, je n'arrive pas a obtenir la même chose lorsque j'essaye de soudeur un fer plat de 3mm - j'obtiens au mieux des 'boulettes'.
Lorsque j'augmente l'ampérage à 65 A - le fer plat fait 3mm - il faut que je reste au moins 2 à 3 secondes sur chaque de soudure pour que le métal d'appoint fonde (?) - Cf B ci dessous.
Ma pièce est complètement rouge de fusion , se déforme (bien sur...), et cela reste moche :mad:
#24
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
Sur du plat de 3mm. vous pouvez monter à 120A car grosse masse à chauffer.
Pour une soudure d'angle, idem en prenant appui avec la buse et en faisant balancier pour déplacer le tungstène d'une pièce à l'autre, tout en avançant...
Si de plus, vos 2 pièces n'ont pas la même épaisseurs...ce sera très délicat !
C'est trop compliqué.... rester pour l'instant à plat sur tôle ou tube, conseil d'ami....;)
Cordialement,
#25
A chaque post, j'ai un nouveau conseil. La route va être longue:), mais ça me plait. Ok, je vais commencer avec des épaisseurs identiques ;)
Pour que je comprenne : si je souhaite souder 2 fer plats de 2 mm d'épaisseur - faut il que je mettes environ 2X25A ou 4X25A ?
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Envoyé par BLONDIN2170
Sur du plat de 3mm. vous pouvez monter à 120A car grosse masse à chauffer.
Pour une soudure d'angle, idem en prenant appui avec la buse et en faisant balancier pour déplacer le tungstène d'une pièce à l'autre, tout en avançant...
Si de plus, vos 2 pièces n'ont pas la même épaisseurs...ce sera très délicat !
C'est trop compliqué.... rester pour l'instant à plat sur tôle ou tube, conseil d'ami....;)
Cordialement,
A chaque post, j'ai un nouveau conseil. La route va être longue:), mais ça me plait. Ok, je vais commencer avec des épaisseurs identiques ;)
Pour que je comprenne : si je souhaite souder 2 fer plats de 2 mm d'épaisseur - faut il que je mettes environ 2X25A ou 4X25A ?
#26
BLONDIN2170 En ligne le 29/04/2026 à 11:45 (1224 messages sur soudeurs.com)
si acier carbone 30A/mm donc 60A pour un assemblage de tôle de 2mm
Si acier inoxydable 25A/mm donc 50A pour un assemblage de tôle de 2mm (avec protection gazeuse envers...)
Ce sont des bases, à ajuster si besoin...
Cordialement,
#27
Invité
Tout en sachant qu'en angle intérieur, il faut rajouter +20 à +30% d'ampérage ;)
Pour un soudure d'angle 2mm sur 2mm, regles toi à 80-90A ;-)
#28
En effet, en fouillant sur le web, je viens de trouver une grille de réglage du TIG. Je la mets pour ceux qui seraient dans le même cas que moi.
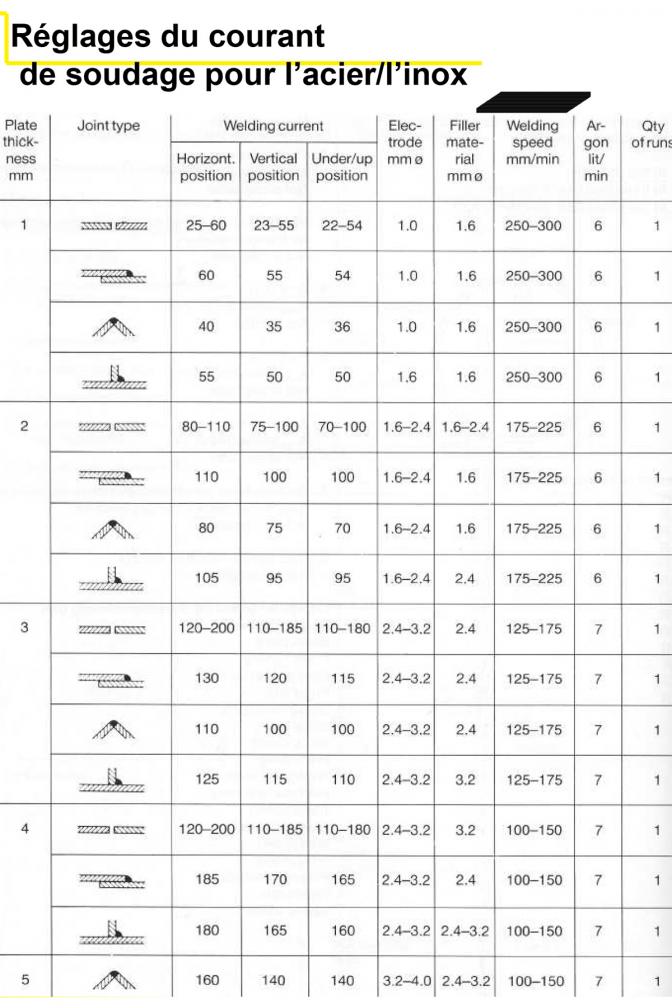
Mince, il me manquait une grosse dose d'ampérage. Sur le tableau, j'aurai du être au minimum au double, comme tu me le conseilles :eek:
bendicott En ligne le 06/05/2016 à 12:10 (14 messages sur soudeurs.com)
Envoyé par Kev69
Tout en sachant qu'en angle intérieur, il faut rajouter +20 à +30% d'ampérage ;)
Pour un soudure d'angle 2mm sur 2mm, regles toi à 80-90A ;-)
En effet, en fouillant sur le web, je viens de trouver une grille de réglage du TIG. Je la mets pour ceux qui seraient dans le même cas que moi.
Mince, il me manquait une grosse dose d'ampérage. Sur le tableau, j'aurai du être au minimum au double, comme tu me le conseilles :eek:
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31