
35 réponses -
Accéder à la dernière réponse
#1


aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Sujet : Conseils pour souder des tôles très écartées
Bonjour à tous,
J'ai besoin de vos conseils pour souder ( MAG et points de chainette) un arceau pré-assemblé (MATTER).
Sur 2 des pieds de l'arceau, il existe en effet un énorme interstice entre la plaque à souder et la caisse.
Voici le seul exemple de la soudure en question que j'ai trouvé sur internet.
La pixellisation ne permet malheureusement pas d'étudier la soudure en détail.

Le problème est qu'à cet endroit la caisse présente un épaulement de 5 mm
alors que la plaque de l'arceau est plane.
Sur le bord vertical gauche, même après mise en place d'un vérin, l'écartement est de 5 mm (au niveau de l'épaulement) à 10 mm (au niveau de l'angle supérieur car aggravé par des inclinaisons différentes des 2 éléments)


J'ai contacté le fabriquant de l'arceau qui m'a dit que cela ne posait pas de problème de soudage.
Je n'ai pas osé insister.
Je n'ai cependant jamais récupéré au MAG d'écartements allant au delà d'une épaisseur de tôle mais j'ai peu d'expérience.
Donc, avant de faire n'importe quoi ....
- cale de 5mm ?
- déformation de la plaque au maillet ? mais avec le pliage à 90° de la plaque ce n'est pas évident,
- passage au MAG entre les tôles ?
- ou les 3 à la fois ?
.... je préfèrerais avoir votre avis.
en vous remerciant par avance,
Cordialement
François

#2


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Il aurait été utile d'avoir une photo plus rapprochée sur la zone du problème.
Si j'ai bien compris votre problème, voici ma réponse :
Vous faites deux ou trois cordons l'un posé sur l'autre pour combler l'espace.
Un meulage surfacique de chaque cordon sera nécessaire pour blanchir.
Ensuite vous mariez la carre de la pièce de l'arceau avec le dernier cordon déposé en surépaisseur.
Cordialement,
#3
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir et merci Dominique pour votre réponse aussi rapide,
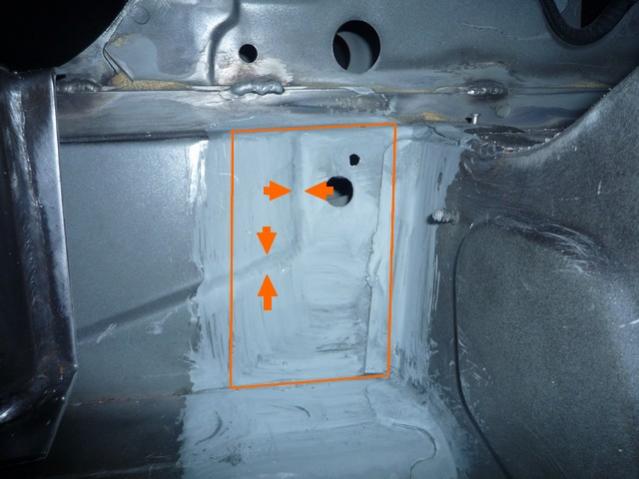
Voici une photo plus rapprochée.

Dans l'interstice on voit l'épaulement en arrière plan.
L’apprêt au zinc sera éliminé avant soudure.
J'ai fait toutes mes soudures sur la carrosserie au point de chainette pour éviter de percer.
Comment dois-je faire pour la première passe ?
La plaque fait plus de 2 mm mais la tôle de la caisse est fine.
Encore merci pour vos conseils.
Cordialement.
#4

TIGMaster'z En ligne le 24/03/2017 à 12:45 (24 messages sur soudeurs.com)
Dur Dur ! Surtout au MAG, et surtout si c'est assez fin comme tôles...
Solution vu d'ici : couper legerement dans le pli à 90° ( 15-20 mm ) et rabbatre la tôle au marteau au plus près...
Je pense que le multi passe aurait été possible sur des tôles plus epaisses...
Si tu fait ça sa risque de sortir côte envers de la soudure sur la partie de la caisse, ou pire percer carrement la caisse...
Sinon je pense aussi que en soudant juste le cordon du haut + tout le tour en bas : ça devrai tenir assez... fo voir...
#5
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour aladdin1952,
Merci pour la nouvelle photo.
J'ai agrandi à l'affichage toutes les autres.
Je reconnais que ma première solution demande du doigté pour réaliser le premier cordon sur la tôle de base
Un soudage du premier cordon par points très serrés peut faire certainement l'affaire pour éviter de percer la tôle.
Le plus dur est de souder en montante
Une autre astuce est de placer un morceau de tôle (taillé à dimension du jour) dans l'espace puis de le souder sur toute la périphérie
Mais il faut être minutieux pour assurer une découpe parfaite.
Cordialement,
#6
TIGMaster'z En ligne le 24/03/2017 à 12:45 (24 messages sur soudeurs.com)
Oui je suis d'accord avec Dominique : placé un petit morceau de tôle histoire de bien boucher le jour...
Meme si tu passes du temps sur la découpe, tu "t’embêtera" moins pour la soudure !
Bon courage Aladdin !!!
#7
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir,
Cette dernière solution me parait être celle qui correspond le mieux à mes modestes compétences.
En faisant un patron en carton je peux faire une découpe assez ajustée pour fermer l'interstice. Je pense utiliser de la tôle de 2mm, ou pourquoi pas un bout de cornière fixé avec quelques points sur la plaque de l'arceau (coté caisse) ?
Il faut juste que je vérifie avec le fabriquant de l'arceau que l'ajout d'une plaque ne fait pas tomber son homologation.
Merci à Dominique et TIGMaster'z pour votre aide.
Cordialement
François
#8
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonjour,
Je reprends cette discussion pour remercier TIGMaster'z et Dominique pour leurs conseils.
J'ai inséré une petite plaque dans l'interstice et fait 2 soudures parallèle au point de chainette.
Voici le résultat :

Plus de 2 mois entre le conseil et la réalisation. Mon facteur de marche personnel n'est pas terrible.
Encore merci.
#9
TIGMaster'z En ligne le 24/03/2017 à 12:45 (24 messages sur soudeurs.com)
Bonjour Aladdin1952!
Nickel !! :)
Bien joué !!
@+
#10
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ,
Merci pour le retour d'expérience et merci pour la photo
Ainsi on sait à quoi s'en tenir
Effectivement le soudage à point de chaînette n'est pas une pratique que je connaisse dans le milieu professionnel
Mais dans votre cas, le principal c'est que ce cordon de soudure remplisse sa fonction
Cordialement,
#11
TIGMaster'z En ligne le 24/03/2017 à 12:45 (24 messages sur soudeurs.com)
Bonjour Dominique, :)
Oui, le "point de chaînette", moi non plus je ne connaissais pas du tout !
Mais ça se voit que ça été "soigné", et "mécaniquement" je pense que ça tiendra l'effort...
en plus, je pense que ça a due moins déformer de souder par points.
#12
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonjour à tous,
Merci à TIGMaster'z pour ces encouragements, et à Dominique pour ses interrogations.
Pour la partie soudure sur caisse (1 mm maxi d'épaisseur) le point de chainette est imposé par la réglementation (Peugeot 106 S16 promotion rallye 2001), pour le reste j’aurais pu passer au cordon mais je manque de pratique.
Mon problème majeur est que, n'ayant pas de professeur pour corriger mes erreurs, je n'ai comme point de repère que les photos postées sur internet et se rapportant à mon sujet (mais dont la qualité est très hétérogène). Aussi je suis preneur de toutes les critiques pour m'améliorer.
Cordialement
#13
TIGMaster'z En ligne le 24/03/2017 à 12:45 (24 messages sur soudeurs.com)
Yeeeé de rien ;)
Juste j'aurai mis un ptit poil plus "chaud"
Mais c'est kan meme tres bien !!
Je connais des types qui font moins bien et "propre" que toi, et qui se disent "Soudeurs" !
Plus tu pratique, meilleur se sera ! pas de mystere ! :)
#14
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonjour et merci TIGMaster'z,
Tungstene m'a fait la même réflexion sur un autre post, il manque de l'énergie à mes soudures.
Cela me fait réfléchir.
Je pense que l'angoisse de percer m'empêche actuellement de progresser, je lâche trop vite la gâchette puis j'en remets une couche.
Mes soudures sont plus plates quand je fait des essais sur des chutes sans m'appliquer particulièrement.
Le deuxième problème est le réglage de mon MIG (Monogys 185) je suis déjà un voltage de 2/4 avec un synergique à 0 sur de la tôle de 1mm.
A 3/4 c'est sur je perce. 4 possibilités de réglage du voltage c'est peut-être un peu limite. J'ai lu qu'on pouvait jouer sur le synergique pour lisser l'incrémentation du voltage mais cela dépasse mes compétences actuelles. Il me faudrait de l'aide.
cordialement
#15
TIGMaster'z En ligne le 24/03/2017 à 12:45 (24 messages sur soudeurs.com)
Le probleme du la synergie puissance/vitesse de fil !!!
Passe en mode manuel et fais "chanter" le poste !
Les anciens le regle tjours au bruit!
Apres faut essayer, sur des chutes ...
Mais pour ce que tu as fait C largement suffisant... au pire s'il ya une amorce qui ce fait apres une course de rodeo... tu refondra le tout...
#16
bontempf En ligne le 05/03/2018 à 20:58 (7 messages sur soudeurs.com)
Bonjour, pourquoi avoir soudé au MAG et pas au MIG ? Je ne comprends pas encore bien la différence et dans quel cas l'un ou l'autre
#17
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Vous soudez en MAG sur l'acier carbone, l'acier inox, les bases nickel
En MAG : Le gaz de protection est un mélange binaire ou ternaire ou quaternaire avec au moins un gaz actif ou oxydant ou réducteur.
Vous soudez en MIG sur l'aluminium ou le cuivre.
En MIG : Le gaz de protection est un gaz inerte ou un mélange de gaz inerte (hélium et argon)
Cordialement,
#18
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir Bontempf,
Je ne maitrise pas complètement la réponse.
- la règle : Mig et Mag sont le même procédé, seule la composition du gaz change. Soudant de l'acier j'utilise un gaz "actif" (MAG, en l’occurrence Argon+CO2) si je soudais de l'alu je prendrais un gaz un gaz "inerte" (MIG Argon seul).
- la raison ??? : le gaz étant là pour protéger le bain de fusion de l'oxydation de l'air (azote inerte, O2 et CO2 actifs) on pourrait s'attendre à ce qu'on utilise pour tous les métaux un gaz protecteur inerte. Pourquoi faut t'il donc rajouter sur l'acier un gaz qui va réagir avec ?
Les spécialistes du site seront mieux placés que moi pour te donner une réponse.
Cordialement.
#19
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir à tous,
j'en profite pour compléter mon interrogation.
- Pourquoi le CO2, si néfaste en TIG sur l'acier, est-il bénéfique en MIG/MAG sur le même métal ?
- A quoi peut bien servir l'O2 (certes à concentration faible) de certains mélanges ternaires alors qu'on essaye en principe de s'en protéger ?
cordialement
#20

Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Bonjour à tous,
je vais essayer de répondre à ces questions en quelques lignes.
En MAG, le CO2 se décompose dans l'arc électrique en oxygène + carbone.
Le carbone permet d'éviter la décarburation de la zone fondue et l'oxygène réagit avec le fer pour donner Fe2O3 + énergie sous forme de chaleur. Cette chaleur améliore les pénétrations, le mouillage et la fluidité du bain.
En MAG, on peut remplacer le CO2 par de l'oxygène, à condition de ne pas dépasser 7 ou 8% pour ne pas avoir une oxydation trop importante.
Le CO2 permet d'avoir un domaine court circuit et l'O2 permet d'avoir un grand domaine spray arc.
En TIG acier, pas de gaz actif car l'oxygène, même en petite quantité, détruit l’électrode en tungstène.
Par contre, on peut utiliser de l'hydrogène, sous certaine condition. (On devrait parler de TAG :D )
#21
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Frederic Thiollier,
Merci beaucoup pour cette réponse technique.
Y a t-il des supports didactiques chez LINDE pour reprendre toutes ces informations sur l'utilité de chaque composant d'un mélange de gaz ?
Cordialement,
#22
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Malheureusement non, il n'y en a pas et, à ma connaissance, il n'y en a pas non plus chez les autres gaziers (du moins, je n'en ai jamais vu).
L'action des différents gaz varie en fonction du type de soudage, des métaux soudés, des intensités utilisées.
C'est en fait mon métier, de choisir le bon gaz, en fonction des besoins de l'utilisateur, des problèmes qu'il rencontre, et de trouver le meilleur compromis technique / confort opératoire / économique...
Mais je reste bien sur à la disposition du Forum pour répondre aux questions.
#23
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Merci Frédéric Thiollier pour vos précisions,
Pour un non professionnel on pourrait ajouter polyvalence relative (difficile d'avoir plusieurs gaz) et disponibilité dans des réseaux de distribution non réservés aux pros. Ces 2 critères allant probablement de paire.
Pour ne parler que de l'acier faiblement allié et des mélanges binaires Argon-CO2 en fonction du pourcentage de CO2, on voit bien sur les tableaux édités par Dominique que lorsque l'on veut optimiser un paramètre, on dégrade les autres. Personnellement, après avoir fait le tour des documents disponibles, j'avais opté pour du Mison 12 qui me semblait correspondre à ce type de compromis.
cordialement
#24
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Bonjour aladdin1952,
Vous avez totalement raison, la polyvalence est un critère très important, si ce n'est le plus important, que ce soit pour un particulier averti, ou pour un pro qui ne veut pas gérer plusieurs gaz de soudage dans le même domaine d'application.
Les gaz miracles n'existent pas, sinon, nous aurions déposé un brevet et serions les seuls sur le marché :D.
Pour faire une réponse technique sur le soudage MAG des aciers avec un gaz binaire de type argon + CO2, la quantité de CO2 influe sur le comportement de l'arc électrique et sur la forme de pénétration.
Un argon à 18% de CO2 (Corgon 18 chez Linde, groupe M21) permet d'avoir un grand domaine court-circuit et de bonnes pénétration latérales, mais n'est pas à l'aise en pulsé (projections) et n'a quasiment pas de domaine spray arc (ou bien à des tensions trop élevées).
Un argon à 8% de CO2 (Mison 8 chez Linde, groupe M20), possède une domaine court circuit plus petit, avec des pénétration latérale plus fine, mais est à l'aise en pulsé et spray arc.
Un argon à 12% de CO2 (Mison 12 chez Linde, groupe M20) est, à mon sens, le plus polyvalent car il est un bon compromis des deux gaz cités précédemment.
Voilà pour un petit aperçu de l'action de la quantité de CO2 dans un argon, mais ce n'est pas exhaustif, le CO2 a aussi une action sur les fumées de soudage, les projections, la quantité de carbone dans la zone fondue, l'aspect du cordon et bien d'autre encore.
#25

Invité
Merci bcp pour ces précisions.
Quand je m'étais renseigné chez PanGas (Linde) et Carbagas (Air Liquide) ici en Suisse je n'ai pas reçu de réponses très concluantes mais je n'ai sûrement pas eu le bon interlocuteur et d'ailleurs certaines infos sur les prix étaient carrément fausses, heureusement que j'ai vérifié.
Assez bizarrement certains mélanges ne sont disponibles qu'avec certains types de bouteilles et pour compliquer le tout chaque fournisseur recourt à des désignations commerciales bizarres sans relation avec la composition. Au lieu de parler d'ARCAL, Mison, Corgon, etc. il aurait été tellement plus simple de s'en tenir à la composition (p.ex. Ar 82 % / CO2 18%).
Dans le cas de soudage de tôles d'acier minces (court-circuit, max. env. 150 A), le mélange 82/18 est-il le mieux approprié?
En pratique, en soudage manuel, remarque-t-on une grande différence entre un mélange 82/18 et 88/12?
Lors de l'achat de mon poste ESAB Caddy Mig C200i (inverter 200 A mais en pratique je ne soude quasiment jamais à plus de 150 A) la bouteille ARCAL MAG (en Suisse Ar 82% / CO2 18 %, en France la composition est différente) était incluse dans le set, donc pas de choix et de toute manière même sans set, comme petit client on risque de devoir prendre ce que le dépositaire de gaz a en stock.
Les clients moyens achètent des cadres et là je suppose qu'ils ont plus de choix et les grands consommateurs ont des réservoirs stationnaires et le cas échéant des installations de mélange.
#26
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Le soudage par court circuit étant parfaitement adapté au soudage des tôles mince, un 12 ou 18% de CO2 dans l'argon sont des bons choix et feront parfaitement l'affaire.
#27
Invité
Merci pour la confirmation.
En pratique, la différence entre 12 et 18% de CO2 est-elle perceptibe si on soude des épaisseurs de l'ordre de 1 à 4 mm? Dans la négative, serait-elle perceptible pour un procédé robotisé?
#28
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
1mm d'épaisseur, il n'y aura pas de différence.
Pour le 4 mm, nous ne sommes plus dans la tôle fine.
Quel est votre diamètre de fil? Soudez vous en position?
Le soudage robotisé ne diffère pas du soudage manuel en terme de réglage, ce qui est bon pour l'un l'est pour l'autre aussi.
Par contre, il arrive fréquemment d'utiliser le pulsé en MAG robotique, est ce le cas ici?
#29
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Frédéric THIOLLIER,
J'ai placé vos informations techniques sur les gaz argon + CO2 dans l'article technique :
http://www.soudeurs.com/site/quel-type-de-gaz-de-protection-dois-je-utiliser-pour-souder-en-mag-135-gmaw-168/
Cordialement,
#30
Invité
Je précise que je suis débutant. Comme je déjà mentionné à plusieurs reprises, j'utilise un ESAB Caddy Mig C200i, donc épaisseurs limitées, je dirais pas plus de 4 mm en usage courant (fil de 0.8 mm), de toute manière je suis lié au 82/18 car il n'y avait pas d'autre mélange disponible. Je ne peux évidemment pas évaluer les différences car je ne suis pas qualifié pour cela.
Question bête: que signifie "souder en position"? (Je n'ai pas trouvé dans le glossaire, tout comme le "meulage en sifflet".)
Ma question était d'ordre général concernant la comparaison entre des procédés automatisés et manuels vu qu'en automatisé la machine suit un tracé géométrique préprogrammé (éventuellement avec une correction en fonction des mesures effectives de la pièce) et que les paramètres doivent être ajustés de manière à garantir la reproductibilité des résultats. En manuel le soudeur expérimenté adapte en permanence sa façon de travailler alors qu'en automatique personne n'est là pour corriger manuellement en temps réel.
#31
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Pat85392,
Souder en position s'entend souder dans une position autre que la position à plat PA ou PB
Lorsque vous réalisez une soudure en position verticale montante vous soudez en position
Lorsque vous soudez au plafond, vous soudez en position (dans le langage imagé des soudeurs)
Un meulage en sifflet est un façonnage du cordon de soudure par meulage avec une pente longue et douce de l'arrêt de soudure afin de refondre le métal déposé lors d'une reprise de soudage.
En MAG il est très important d'assurer ce meulage en sifflet pour limiter les manques de fusion de reprise ou redémarrage de soudure.
Les soudeurs que je rencontre professionnellement utilisent aussi le terme "faire une cuillère" lorsqu'ils parlent du meulage de l'arrêt de soudure.
Je vous disais bien que c'était très imagé le langage technique de soudeurs.
Je vais rajouter ces termes dans le glossaire.
Très bonne remarque de votre part Pat85392 !
Cordialement,
#32
Pas de problèmes Dominique, je suis content que mes informations puissent vous servir.
Puis je vous demander de rajouter un "s" à "pénétrationS" dans la ligne 8% de CO2 et la même chose à "pénétrationS latéraleS" dans le ligne 18% de CO2?
J'essaie de faire attention à l'orthographe, mais celles ci sont passées à travers
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Envoyé par Dominique
Bonsoir Frédéric THIOLLIER,
J'ai placé vos informations techniques sur les gaz argon + CO2 dans l'article technique :
http://www.soudeurs.com/site/quel-type-de-gaz-de-protection-dois-je-utiliser-pour-souder-en-mag-135-gmaw-168/
Cordialement,
Pas de problèmes Dominique, je suis content que mes informations puissent vous servir.
Puis je vous demander de rajouter un "s" à "pénétrationS" dans la ligne 8% de CO2 et la même chose à "pénétrationS latéraleS" dans le ligne 18% de CO2?
J'essaie de faire attention à l'orthographe, mais celles ci sont passées à travers
#33
Comme l'a écrit Dominique, le soudage en position est du soudage qui n'est pas à plat.
Vous utilisez un fil de 0,8 mm, pour du 4 mm d'épaisseur vous devriez être en spray arc et seriez alors plus à l'aise avec un argon + 12% de CO2 (Mison 12 chez Linde, groupe M20) qu'un 18% de CO2.
Mais comme vous n'avez pas le choix, vous pouvez peut être essayer un fil de 10/10° et de rester en court circuit, ainsi vous ne perdrez pas trop en vitesse de soudage et aurez de beaux cordons.
Vous pouvez rester en fil de diamètre 8/10°, mais le risque est alors de se trouver en globulaire et d'avoir de la projection et des soufflures, mais peut être est ce tolérable dans votre fabrication?
En ce qui concerne la robotique, vous avez raison. Fondamentalement, les réglages sont les mêmes qu'en manuel, mais comme le robot ne corrige pas, il faut utiliser un couple fil / gaz qui soit le plus polyvalent possible.
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Envoyé par Pat85392
Je précise que je suis débutant. Comme je déjà mentionné à plusieurs reprises, j'utilise un ESAB Caddy Mig C200i, donc épaisseurs limitées, je dirais pas plus de 4 mm en usage courant (fil de 0.8 mm), de toute manière je suis lié au 82/18 car il n'y avait pas d'autre mélange disponible. Je ne peux évidemment pas évaluer les différences car je ne suis pas qualifié pour cela.
Question bête: que signifie "souder en position"? (Je n'ai pas trouvé dans le glossaire, tout comme le "meulage en sifflet".)
Ma question était d'ordre général concernant la comparaison entre des procédés automatisés et manuels vu qu'en automatisé la machine suit un tracé géométrique préprogrammé (éventuellement avec une correction en fonction des mesures effectives de la pièce) et que les paramètres doivent être ajustés de manière à garantir la reproductibilité des résultats. En manuel le soudeur expérimenté adapte en permanence sa façon de travailler alors qu'en automatique personne n'est là pour corriger manuellement en temps réel.
Comme l'a écrit Dominique, le soudage en position est du soudage qui n'est pas à plat.
Vous utilisez un fil de 0,8 mm, pour du 4 mm d'épaisseur vous devriez être en spray arc et seriez alors plus à l'aise avec un argon + 12% de CO2 (Mison 12 chez Linde, groupe M20) qu'un 18% de CO2.
Mais comme vous n'avez pas le choix, vous pouvez peut être essayer un fil de 10/10° et de rester en court circuit, ainsi vous ne perdrez pas trop en vitesse de soudage et aurez de beaux cordons.
Vous pouvez rester en fil de diamètre 8/10°, mais le risque est alors de se trouver en globulaire et d'avoir de la projection et des soufflures, mais peut être est ce tolérable dans votre fabrication?
En ce qui concerne la robotique, vous avez raison. Fondamentalement, les réglages sont les mêmes qu'en manuel, mais comme le robot ne corrige pas, il faut utiliser un couple fil / gaz qui soit le plus polyvalent possible.
#34
Merci pour ces précisions.
Pour le moment je m'exerce au soudage MAG, j'essaie différentes choses avec de la feraille mais je n'ai pas d'impératifs particuliers à tenir et je m'en tiens à des petites réparations perso qui ne sont pas critiques. Les soudures critiques du point de vue de la résistance mécanique je les sous-traite car c'est une affaire de spécialistes.
J'essaie effectivement de souder dans toutes sortes de positions, également pour des pièces d'exercice posées sur une table en acier, histoire d'acquérir un peu de pratique. Pour des questions de sécurité je préfère souder à l'air libre mais ces derniers temps la météo n'était pas terrible (pluie et/ou vent).
[quote]Un meulage en sifflet est un façonnage du cordon de soudure par meulage avec une pente longue et douce de l'arrêt de soudure afin de refondre le métal déposé lors d'une reprise de soudage.
En MAG il est très important d'assurer ce meulage en sifflet pour limiter les manques de fusion de reprise ou redémarrage de soudure.
Il semble avoir vu ce type de meulage mentionné dans un article technique abordant les reprises de soudage mais je ne souvenais pas du terme technique.
C'est vrai que pour les spécialistes, l'emploi de termes techniques va tellement de soi que l'on se rend pas forcément compte que le commun des mortels ne s'y retrouve pas toujours. Je le constate également avec certains de mes messages en rapport avec l'électrotechnique dans lesquels j'emploie parfois des termes spécialisés sans m'en rendre compte sur le moment (le cas échéant il suffit de me le faire remarquer).
Invité
Envoyé par Dominique
Bonjour Pat85392,
Souder en position s'entend souder dans une position autre que la position à plat PA ou PB
Merci pour ces précisions.
Pour le moment je m'exerce au soudage MAG, j'essaie différentes choses avec de la feraille mais je n'ai pas d'impératifs particuliers à tenir et je m'en tiens à des petites réparations perso qui ne sont pas critiques. Les soudures critiques du point de vue de la résistance mécanique je les sous-traite car c'est une affaire de spécialistes.
J'essaie effectivement de souder dans toutes sortes de positions, également pour des pièces d'exercice posées sur une table en acier, histoire d'acquérir un peu de pratique. Pour des questions de sécurité je préfère souder à l'air libre mais ces derniers temps la météo n'était pas terrible (pluie et/ou vent).
[quote]Un meulage en sifflet est un façonnage du cordon de soudure par meulage avec une pente longue et douce de l'arrêt de soudure afin de refondre le métal déposé lors d'une reprise de soudage.
En MAG il est très important d'assurer ce meulage en sifflet pour limiter les manques de fusion de reprise ou redémarrage de soudure.
Il semble avoir vu ce type de meulage mentionné dans un article technique abordant les reprises de soudage mais je ne souvenais pas du terme technique.
C'est vrai que pour les spécialistes, l'emploi de termes techniques va tellement de soi que l'on se rend pas forcément compte que le commun des mortels ne s'y retrouve pas toujours. Je le constate également avec certains de mes messages en rapport avec l'électrotechnique dans lesquels j'emploie parfois des termes spécialisés sans m'en rendre compte sur le moment (le cas échéant il suffit de me le faire remarquer).
#35
Merci pour votre réponse.
Comme je l'ai mentionné dans mon message précédent, j'en suis aux pièces d'exercice et, n'étant pas encore expérimenté, je dois encore découvrir des spécifités telles que le passage d'un mode à un autre. Sur ce point je dois relire divers articles techniques et également me pencher sur les spécification de mon poste à souder.
Pour le gaz il m'est difficile de changer, au plus je pourrais demander à faire un essai comparatif chez quelqu'un qui dispose d'autres mélanges. Pour le diamètre du fil, je peux effectivement passer au 0.6 mm ou au 1.0 mm, je dois juste vérifier quelles pièces à changer mais cela n'est pas très onéreux et la mise en place de la bobine du fil est très simple (je n'ai pas encore démonté le liner, d'ailleurs je dois le souffler un de ces jours).
Pour le moment j'ai l'inductance réglée à 7 (par défaut elle est réglée sur 5 et on peut l'ajuster de 0 à 10), je n'ai quasiment pas testé l'influence du réglage de l'inductance (ESAB Caddy Mig C200i).
Les procédés automatiques requièrent souvent des réglages assez pointus mais une fois que c'est bon et que les conditions sont stables ça peu rouler des heures en automatique, cela dépend évidemment du procédé.
Par contre vu les quantités de gaz consommées, ces utilisateurs peuvent se permettre d'optimiser leurs mélanges avec précision.
Je me souviens de soudage automatisé avec des vitesses de l'ordre de 90 à 180 mètres par minute avec des générateurs HF d'une puissance de plusieurs centaines de kW et une électronique dangereuse car à plusieurs milliers de volts mais très intéressante.
Le soudage laser en continu est encore plus stable et plus propre mais beaucoup plus lent même à 10 kW CW (qui est déjà assez respectable pour un CO[SUB]2[/SUB] même si aujourd'hui on trouve des lasers de soudage deux fois plus puissants, CW signifie Continuous Wave, donc quelque chose comme "faisceau continu", c.à.d. non "switché").
Invité
Envoyé par Frederic Thiollier
Comme l'a écrit Dominique, le soudage en position est du soudage qui n'est pas à plat.
Vous utilisez un fil de 0,8 mm, pour du 4 mm d'épaisseur vous devriez être en spray arc et seriez alors plus à l'aise avec un argon + 12% de CO2 (Mison 12 chez Linde, groupe M20) qu'un 18% de CO2.
Mais comme vous n'avez pas le choix, vous pouvez peut être essayer un fil de 10/10° et de rester en court circuit, ainsi vous ne perdrez pas trop en vitesse de soudage et aurez de beaux cordons.
Vous pouvez rester en fil de diamètre 8/10°, mais le risque est alors de se trouver en globulaire et d'avoir de la projection et des soufflures, mais peut être est ce tolérable dans votre fabrication?
Merci pour votre réponse.
Comme je l'ai mentionné dans mon message précédent, j'en suis aux pièces d'exercice et, n'étant pas encore expérimenté, je dois encore découvrir des spécifités telles que le passage d'un mode à un autre. Sur ce point je dois relire divers articles techniques et également me pencher sur les spécification de mon poste à souder.
Pour le gaz il m'est difficile de changer, au plus je pourrais demander à faire un essai comparatif chez quelqu'un qui dispose d'autres mélanges. Pour le diamètre du fil, je peux effectivement passer au 0.6 mm ou au 1.0 mm, je dois juste vérifier quelles pièces à changer mais cela n'est pas très onéreux et la mise en place de la bobine du fil est très simple (je n'ai pas encore démonté le liner, d'ailleurs je dois le souffler un de ces jours).
Pour le moment j'ai l'inductance réglée à 7 (par défaut elle est réglée sur 5 et on peut l'ajuster de 0 à 10), je n'ai quasiment pas testé l'influence du réglage de l'inductance (ESAB Caddy Mig C200i).
En ce qui concerne la robotique, vous avez raison. Fondamentalement, les réglages sont les mêmes qu'en manuel, mais comme le robot ne corrige pas, il faut utiliser un couple fil / gaz qui soit le plus polyvalent possible.
Les procédés automatiques requièrent souvent des réglages assez pointus mais une fois que c'est bon et que les conditions sont stables ça peu rouler des heures en automatique, cela dépend évidemment du procédé.
Par contre vu les quantités de gaz consommées, ces utilisateurs peuvent se permettre d'optimiser leurs mélanges avec précision.
Je me souviens de soudage automatisé avec des vitesses de l'ordre de 90 à 180 mètres par minute avec des générateurs HF d'une puissance de plusieurs centaines de kW et une électronique dangereuse car à plusieurs milliers de volts mais très intéressante.
Le soudage laser en continu est encore plus stable et plus propre mais beaucoup plus lent même à 10 kW CW (qui est déjà assez respectable pour un CO[SUB]2[/SUB] même si aujourd'hui on trouve des lasers de soudage deux fois plus puissants, CW signifie Continuous Wave, donc quelque chose comme "faisceau continu", c.à.d. non "switché").
#36
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Pat85392,
Voici un exemple de fraisage en sifflet sur un tube aluminium 6060 de Ø 60 x 5 mm
Photo réalisée par Portail Soudeurs.com - Site Technique francophone de référence du soudeur

Cordialement,
Sujets connexes les plus populaires
inox et soudure a l'arc
04/02/2012 19:57:17 - thesnake108
Réponses : 5
Affichages : 76007
Affichages : 76007
Froment89
08/02/2012 16:20:01
Quel poste à souder pour carrosserie 2cv et jeune motivé ?
08/03/2010 13:22:34 - romainbh
Réponses : 10
Affichages : 37381
Affichages : 37381
Koyuki
10/08/2011 09:19:45
quel diamètre de fil fourré pour soudure carrosserie
10/03/2011 20:21:54 - tof06nice
Réponses : 5
Affichages : 25508
Affichages : 25508
tof06nice
18/03/2011 21:43:47
Question Posée soudure échappement et protection de l'électronique voiture
16/12/2016 10:05:39 - ptitlilou
Réponses : 10
Affichages : 4582
Affichages : 4582
Rhodo
15/02/2018 01:08:16
soudage sur carrosserie à l'arc?
15/10/2006 20:33:51 - pascal63
Réponses : 4
Affichages : 15785
Affichages : 15785
eric Mag
18/01/2007 07:42:53
Demande d’aide Nuance et épaisseur Ligne d'échappement
24/02/2019 10:39:53 - _rm_67_
Réponses : 10
Affichages : 880
Affichages : 880
mecanix
25/02/2019 18:59:47
Hésitation entre 2 gaz pour mig en carrosserie
02/12/2010 15:44:31 - Laure.B
Réponses : 9
Affichages : 12132
Affichages : 12132
Laure.B
09/12/2010 13:45:49
Question Posée spray avant soudage
14/04/2017 19:05:05 - zamzam
Réponses : 5
Affichages : 2177
Affichages : 2177
Pat26-07
05/12/2018 15:28:24
Question Posée Question bête sur le bouchonnage en carrosserie.
28/12/2013 11:27:17 - Issun Dayo
Réponses : 16
Affichages : 13538
Affichages : 13538
the-ouf-36
01/01/2014 19:52:47
soudure sur aluminium moulé
01/09/2013 08:54:35 - guy46
Réponses : 21
Affichages : 7191
Affichages : 7191
locouarn
03/11/2022 09:59:02
Question Posée Réparation par soudage Carter moteur 250 CR 1973
10/12/2014 17:01:13 - sander'
Réponses : 22
Affichages : 7698
Affichages : 7698
fredo666
15/06/2015 19:23:08
Soudure à l'arc sur pot de moto?
13/05/2008 13:19:10 - julien27
Réponses : 2
Affichages : 10508
Affichages : 10508
[Résolu] soudage carrosserie automobile
04/01/2005 19:59:27 - biwise
Réponses : 3
Affichages : 19887
Affichages : 19887
Question Posée Choix de matériel et procédé de soudure pour de la resto. de voitures
20/11/2014 17:33:32 - Phpiet
Réponses : 4
Affichages : 3875
Affichages : 3875
erbmem
11/12/2014 07:05:38
Question Posée Choix de matériel pour un débutant en soudure pour préparation auto
11/09/2014 21:44:28 - djdadoo
Réponses : 13
Affichages : 5134
Affichages : 5134
aladdin1952
19/09/2014 17:29:39
Question Posée Chaude de retrait sur tôle de carrosserie
02/09/2013 19:25:36 - michel66
Réponses : 21
Affichages : 12150
Affichages : 12150
the-ouf-36
14/12/2013 15:08:37
Protection antirouille avant et après soudage
26/12/2009 22:19:20 - romainbh
Réponses : 5
Affichages : 17424
Affichages : 17424
takata
09/08/2011 16:23:48
Retour d'expérience Poste à souder Inverter Mac Allister MW160-TIG pour carrosserie
07/04/2013 23:09:12 - tangzic
Réponses : 8
Affichages : 16535
Affichages : 16535
locouarn
15/07/2020 06:40:17
Question Posée Quel diamètre de fil fourré pour une soudure tôle carrosserie 1mm
24/10/2018 13:59:05 - sanga
Réponses : 3
Affichages : 1095
Affichages : 1095
Dominique ADMIN
25/10/2018 04:49:47
choix du poste pour soudure Inox
28/02/2010 09:08:04 - r122b
Réponses : 1
Affichages : 3799
Affichages : 3799
Admin dusweld1
28/02/2010 09:49:10