
19 réponses -
Accéder à la dernière réponse
#1


filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Sujet : Demande d’aide Conseil sur méthodologie soudage TIG panneau de carrosserie sous le pare brise
Bonjour , je restaure actuellement une Mustang Fastback 1965 V8 , j'utilise un TIG en HF AC/DC 210 de chez IMServices que j'ai depuis quelques années.



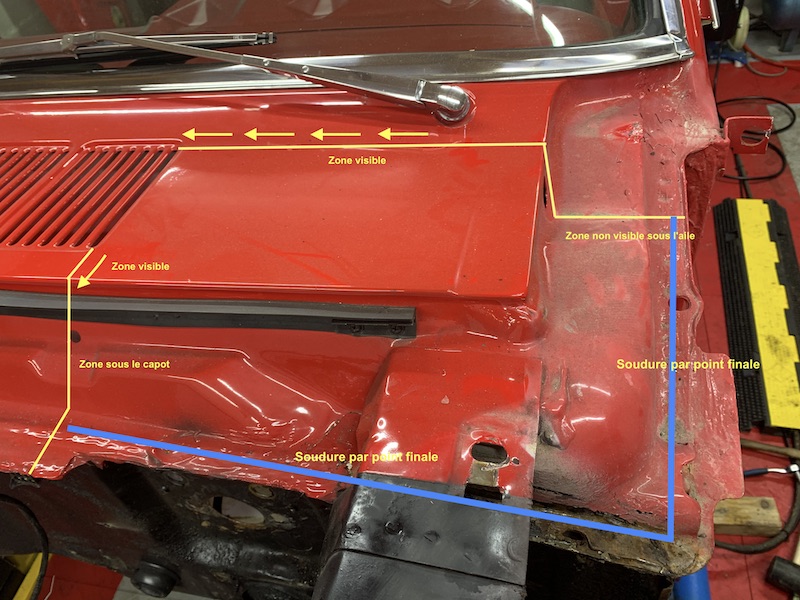
Je vais donc découper la partie ci dessous pour accéder au fond du caisson et réparer les cheminées de ventilation, pas de pb majeur pour faire ce travail, le pb majeur ça va être de ressouder cette partie une fois le travail terminé, je n'ai pas de MIG, juste le TIG tole de 20 gauge soit 0,95 mm, je pointe avec des électrodes de 1,6 mm sous environ 35 à 50 amp apport variable , le but étant que les toles soient jointives, le but étant de minimiser au max la chaleur afin d'éviter les déformations , certes il y en aura hélas , je ne peux pas planer les points n'ayant pas accès au dos de la soudure.
Je finirais par les bords inf en soudure par points qui seront faits en dernier afin d'éviter les contraintes sur le métal, le ratttrapage des défauts sera fait à l'étain
Je souhaiterais donc minimiser ces défauts au max, je vais donc travailler les toles de manière à les rendre le plus jointives possible , je pensais pointer à partir de l'angle haut gauche , puis bas de fente gauche puis continuer le pointage du haut de G à dte , ne pas pointer toute la zone basse qui sera soudée par point à la fin
Puis en partant du haut à gauche pas de pélerin (cf les flèches ) en refroidissant bien à la soufflette à chaque fois , je pense utiliser une électrode de 1 mm avec l'ampérage suffisant pour l'apport le plus fin possible , je soude en pulsé pour diminuer l'impact thermique , réglage style si les toles sont jointives : peak amp 40, base amp 10, pourcentage au peak 30% , pulse 1 Hz , ceci est variable suivant le diamètre de l'apport lié à l'éventuel écart des toles.
Voila , je n'aurais pas droit à 2 essais ... qu'en pensez vous , je ne souhaite pas rattraper avec plein d'étain si possible , merci beaucoup pour vos avis
Cordialement
Philippe
J'ai aussi un bout de plancher à changer , mais là facile , ca se voit moins


#2


Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Bonsoir,
C'est un beau projet, et une belle voiture, même si je n'aime pas le rouge ;) !
Personnellement, si je devais faire le boulot comme vous au Tig, je ne ferais pas différemment de ce que vous prévoyez de faire et je n'ai pas de conseil particulier à faire. Rien à redire quant à votre méthodologie.
Cela dit, si je devais faire le boulot sans qu'un procédé me soit imposé, je le ferais sans doute au MAG. En effet je suis, comme vous, assez inquiet vis à vis des déformations potentielles suite aux retraits de la zone visible soudée sur le capot. Même si vous le savez peut être déjà, je me permets de vous rappeler que les déformations sont une fonction inverse de la vitesse de soudage - ce que vous avez pris en compte- mais également directement liées au procédé de soudage employé. L'énergie transmise aux pièce à souder est moindre en MAG qu'en TIG....
Faire le boulot au Mag vous parait-il envisageable ? Ne pourriez-vous pas louer un poste pour cette occasion ? Bien évidemment, les conseilleurs ne sont pas les payeurs...
Cordialement.
#3
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Merci beaucoup, ça me rassure quant à mon raisonnement, pour tout dire , ayant un peu d'argent de la vente de ma précédente voiture j'ai carrément envisagé le Fronius Transsteel ( un plaisir perso ) , j'hésite mais cela implique gaz différent matos en plus etc ..., je ne soude pas tant que cela et j'avoue que le faire au TIG je préfèrerais, j'aime le TIG .
Ma vue étant ce qu'ellle est , j'ai récemment acquis un Optrel Crystal 2.0 , la révélation , une tuerie cette cagoule pour les travaux sur tole fine
Merci pour votre réponse
#4
Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Je partage votre avis concernant la Crystal d'Optrel. J'ai pu l'essayer une semaine et c'est vrai que la visibilité en soudage mais surtout a l'état clair est impressionnante. En plus elle est vraiment, vraiment légère. Si je bossais davantage en atelier, je me serais laissé tenter.
Pour revenir au sujet qui vous préoccupe, la location d'un semi est peut etre envisageable... Certains vendeurs de matos de soudage proposent ce genre de services.. C'est vous qui voyez. Je comprends aussi la preférence qu'on peut avoir envers un procédé plutôt qu'un autre !
Si vous voulez vous le tenter au tig, procurez vous du métal d'apport de 1mm et soyez aussi rapide que la mangouste ! ;)
Cordialement.
#5
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Envoyé par Tharkey
Si vous voulez vous le tenter au tig, procurez vous du métal d'apport de 1mm et soyez aussi rapide que la mangouste ! ;)
Cordialement.
Je ferais des test sur toles martyres jusqu'à ce que j'y arrive, autre pb , il va falloir que je m'entraine torche à main G pour le pas pélerin de l'autre coté loll, avec un support pour la main ça devrait aller
Je reste sur le TIG que je connais un peu et pour lequel j'ai gaz et matos pour le moment
Pour l'Optrel Crystal j'ai aussi et surtout apprécié fortement le suivi en pulse, même avec du 120/40 Amp à 1,5 ou 2 Hz , aucun éblouissement, ça suit , un vrai bonheur , c'est moi le facteur limitant lol
Merci, bonne soirée
Philippe
#6
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Bonjour, une autre question qui me turlupine
Rapport aux déformations toujours bien sur : vaut il mieux aller vite en soudage continu ( sans pulsé je veux dire ) donc avec moins d'ampérage ou aller moins vite en pulsé ?
Ce n'est pas évident que le mode pulsé apporte vraiment moins de déformation, l'ampérage moyen étant grosso modo le même mais la soudure avance moins vite ? Je vois surtout comme avantage au pulsé de pouvoir mieux maitriser le bain sans faire de trou, enfin je le ressens comme cela.
D'ailleurs j'ai aussi vu certains soudeurs dire que ce genre de soudure si les toles sont bien jointives pouvait être faite en une seule passe direct sans pas de pélerin que le résultat se valait ?
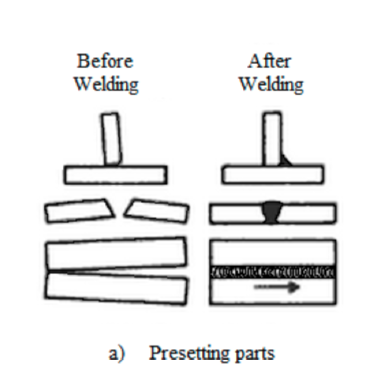
Autre hypothèse la ligne de soudage du haut , la principale , en soudant de la gauche vers la droite en continu, peut on positionner les toles pour anticiper la déformation ? C'est à dire en V en laissant un écart de qques mm à l'extrémité droite ? Le déformation au fil du cordon devrait " théoriquement" entrainer la remise en rectitude de la ligne et toujours "théoriquement" sans déformation ? cf schéma ci dessous
Avez vous des avis, je sais cela fait beaucoup de questions
Merci, cordialement
Philippe
#7
Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Bonjour,
Concernant votre questionnement à propos du pulsé versus courant lisse: je pense que le pulsé est avantageux seulement quand il est possible de poser une vitesse d'avance très élevée et régulière; ceci afin d'avoir un courant moyen bien plus élevé - et donc une vitesse de soudage bien plus élevée également. Remarquez que la seule façon d'obtenir facilement et à coup sûr cette grande vitesse d'avance et cette régularité est de mécaniser ou de robotiser l'opération. Pour du soudage manuel par un opérateur moyen peu entraîné ( ne le prenez pas pour vous ! ;)) il me semble difficile de gagner en vitesse de soudage en utilisant le pulsé.
Pour le reste, je ne pense pas que la méthode du cordon unique en continu soit une solution. Sur une tôle de cette dimension, poser un cordon de toute la largeur signifierait un refroidissement déjà conséquent en début de cordon alors même que vous ne l'auriez pas encore terminé.. Cependant, mon expérience dans ce domaine particulier ne me permet pas d'être catégorique MAIS pour le soudage de greffe en carrosserie auto, la méthode est éculée: soudage par points de chaînette au MAG, pas de pèlerin. Vous pouvez bricoler en "adaptant" cela pour du TIG, mais je n'ai jamais vu de cordon continu chez les carrossiers. ;).
Cordialement
#8
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Bonjour , merci d'avoir pris le temps de me répondre, cela fait un mois et 2 bouteilles d'Argon que je suis sur les essai TIG sur de la tole 0,9 mm dans la config patch de carrosserie sans accès arrière, certes niveau soudure pas de pb , niveau déformation c'est compliqué . J'ai aussi un peu essayé les rétreintes au TIG.
Ce matin , je suis passé chez Soudage 2000 à Sartrouville ( très sympa ) , on en a parlé, j'ai pu voir un Fronius transsteel 2200 sous toutes les couture , bon , voila ... Demain je vais le chercher avec du fil 0,6 et 0,8, consommables torche et une bouteille de mison 12 et on en parle plus , j'ai une voiture à faire , ça fait un mois que je n'y ai pas touché , j'aime le TIG, mais voila je me suis fait plaisir .
Je garde mon Tig que j'aime et que je continuerais à utiliser Alu inox , mais pas pour des trucs acrobatiques sur la voiture.
La place commence à me manquer lol , je ferais un REX sur le Fronius , mais j'en connais déja la teneur , ceci dit je suis ravis depuis 5 ans du TIG AC/DC 210 HF de chez IMServices, juste ma compétence et le procédé ne me permettent pas tout, j'ai un gros boulot sur la Mustang et le but est d'avancer sur la voiture .
Merci encore , je posterais les travaux au Fronius.
#9
antgomez En ligne le 03/06/2026 à 17:11 (130 messages sur soudeurs.com)
bonjour
j'ai une petite formation de carrossier et adepte du tig (prochain achat)
dans ce genre de cas et pour eviter que la soudure se deforme vers le bas pourquoi ne pas souder une bande de metal sous la partie de l'auto qui pourra servir de butée lors de la soudure de la piece.
Cela servira aussi d'absorbeur de chaleur et eviter les deformations
d'habitude on la soude au SERP par points mais on doit pouvoir le faire au tig sans apporter trop de metal
a bientot
antoine
#10
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Bonne idée , je note, cela reste valable pour le MIG aussi , un fer plat avec des supports qui vont au fond du caisson qui maintiennent la forme du patch et absorbent la chaleur , bonne idée , merci beaucoup .
J'ai d'ailleurs aussi pensé souder par point un fer plat périphérique et remettre le patch par chevauchement par point et finir à l'étain les joints
Avec le Fronius , ça va le faire cool quand même , il est étonnant sur toles fines, je suis impatient des premiers tests demain
Comme vous j'aime le TIG , mais j'ai des objectifs sur cette voiture et je pense que mes compétences TIG ne me permettront pas de faire ce travail sereinement, puis il n'y a pas de mal à se faire plaisir quand on le peut.
Merci
#11
antgomez En ligne le 03/06/2026 à 17:11 (130 messages sur soudeurs.com)
Salut
et si tu decoupais en plusieurs pieces pour pouvoir souder la partie visible en premier et pouvoir planer cette partie.
les autres parties n'etant pas visible, le planage serait "accessoire"
a+
antoine
#12


Bonjour,
Equipé uniquement d'un TIG (le IMServices 210 AC/DC comme filou96), j'ai fait pas mal de carrosserie et j'utilise ce principe aussi souvent que nécessaire (après pré-fabrication maximum d'éléments si possible).
Je n'osais pas en parler pour le moment car je travaille sur de la tôle de 15/10 et je ne sais pas comment cela fonctionnerait sur du 95/100...
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par antgomez
pour éviter que la soudure se déforme vers le bas pourquoi ne pas souder une bande de métal sous la partie de l'auto qui pourra servir de butée lors de la soudure de la pièce.
Bonjour,
Equipé uniquement d'un TIG (le IMServices 210 AC/DC comme filou96), j'ai fait pas mal de carrosserie et j'utilise ce principe aussi souvent que nécessaire (après pré-fabrication maximum d'éléments si possible).
Je n'osais pas en parler pour le moment car je travaille sur de la tôle de 15/10 et je ne sais pas comment cela fonctionnerait sur du 95/100...
Cordialement.
#13
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Envoyé par antgomez
Salut
et si tu decoupais en plusieurs pieces pour pouvoir souder la partie visible en premier et pouvoir planer cette partie.
les autres parties n'etant pas visible, le planage serait "accessoire"
a+
antoine
Bonjour, merci pour vos contributions qui restent de toutes façons utiles aussi en MAG
@Antoine : oui possible mais j'avoue que cela devient un peu compliqué
@Locouarn : je me suis entrainé sur du 0,8 et du 1,5 mm j'avoue que tout est plus facile sur du 1,5 mm, mais ça se déforme qd même , cela m'a permis de comprendre que ce genre de travail sort de mon domaine de compétence qui est surtout la mécanique.
Il y a longtemps que je voulais un MIG de toutes façons , et bien c'est fait, j'ai un Fronius Transsteel dans l'atelier, premiers cordons cet AM
Je recommande d'ailleurs Soudage 2000 à Sartrouville, ils sont super et le responsable restaure comme moi de vieilles voitures lol , on a pu discuter.
Je resortirais le TIG pour souder la ligne d'échappement inox il sera parfait pour cela
Bonne journée
Philippe
Edit : essayé le Transsteel sur du 1,5mm , purée la vitesse de soudage, la facilité de mise en oeuvre !!! La différence de transfert thermique que ce soit sur le pointage ou les cordons par rapport au TIG ( pour moi bien sur ), Je n'en reviens pas !
Dire que je suis passé des années à coté de ça ! Bon je n'avais pas non plus les même moyens et autant de temps !
Re-Edit, voici l'atelier sous le garage , comme vous le constatez il est full :) Le Fronius à remplacé le TIG sur la chariot


#14
antgomez En ligne le 03/06/2026 à 17:11 (130 messages sur soudeurs.com)
salut
le semi auto pour la carrosserie te permet de souder rapidement mais tu apportes beaucoup de matiere qu'il te faudra meuler.
donc attention a ne meuler QUE la soudure car la tole elle n'est pas epaisse ! On passe vite a travers et on la chauffe.
a+ et bon courage
antoine
#15
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Bonjour, c'est vrai , merci du conseil.
J'ai modifié mon chariot de soudage afin de pouvoir ouvrir la porte latérale du poste ce matin , il ne me manque que les consommables et galets en 0,6 mm pour être pret pour la voiture , je n'ai que du 0,8 mm pour le moment, c'est en commande.
Le poste accepte de souder de la tole de 0,8 mm avec du fil 0,8 mm , c'est le min qu'il accepte en mode synergique , on a vite fait de percer qd même si on est pas rapide là, avec du 0,6 ce sera très confortable.
Bonne Journée
Philippe
#16
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Bonsoir , et le soudo brasage avec du CuSi3 , vous en pensez quoi ? Ca chauffe bcp moins . En sachant que le caisson participe à la rigididté de la caisse. C'est solide en bord à bord ?
D'autre part , j'ai une soudure pour ma ligne échappement acier/inox en 1.5 mm d'épaisseur, je ne connais aucune des nuances, j'ai du fil inox MIG ER309L en 0.6 mm
Je peux la faire au TIG , clair, juste pour apprendre au MIG question : J'ai de l'Argon pur et de l' Argon/CO2 12% et du CO2 pur, je n'ai pas l'intention d'acheter du Mison2 pour 50 cm de cordon, pas évident de trouver des jetables 2,2 L en 2 à 5% de CO2
C'est quoi le moins pire ? pas de contrainte sur la soudure : Argon pur ou Mison 12 ? ( hors TIG ) je sais c'est le Mison 2 , hurlez pas j'en ai pas
Quant au Fronius mon Dieu , je dors avec , je n'avais jamais fait de MIG là je fais tout ce que je veux direct en synergic, qques modif parfois d'un paramètre et il ajuste les autres tout simplement hallucinant pour moi
Merci et Bonne soirée
Philippe
#17

christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
sur le voitures modernes il y a de plus en plus de tôles HLE et électro-zinguées les constructeurs recommandent le brasage mig avec le CuSi3 sous argon donc c'est un très bon procédé mais très onéreux (Gaz+fil)
#18

fantomas En ligne le 04/07/2026 à 01:46 (60 messages sur soudeurs.com)
Bonsoir filou96. Le brasage mig et tig est un bon procédé pour la restauration et même la construction, et tu a en plus un programme sur le transteel (cu /si et cu /al) et en tig ça fonctionnera bien aussi,le tout en argon pur.pour les métaux d apport ce que j ai trouvé de mieux c est la marque Sif welding, il vende en petite quantité. Bonne continuation
#19
filou96 En ligne le 03/08/2025 à 15:38 (15 messages sur soudeurs.com)
Bonjour , Quelques nouvelles
Merci bien pour ces conseils sur le soudo brasage, j'y penserais.
Le Fronius est top , le longeron est en place et soudé avec une facilité déconcertante pour un novice en MIG , apprèt cuivre sur les zones se chevauchants


Je me disais que cela ne serait pas facile de découper et d'ajuster le plancher et ce fut pire ... 1/2 journée pour ajuster un bout de plancher , c'est drolement pas facile avec le bout de courbe au bout ...
Rogner mm par mm puis faut reprendre ailleurs etc ...
Ca ira comme ça ouf ... Préparation pour le bouchonnage , apprèt cuivre et soudage
Je vais utiliser du fil 0,6 mm pour le plancher qui fait 0,9 d'épaisseur ( je suis en 0,8 actuellement ) , j'ai un petit pb de gaine , j'ai posé une question ici https://www.soudeurs.com/les-novices-les-neophytes-et-les-bricoleurs-soudeurs/26156-mig-utilisation-fil-apport-0-6-avec-gaine-1mm.html

Merci , bonne journée
#20

Bob007 En ligne le 31/01/2025 à 09:00 (12 messages sur soudeurs.com)
Filou96, joli travail sur cette mustang.
Preuve qu'une voiture peut-être magnifique à l'extérieur et toute pourrie derrière la belle robe.
Je vais devoir m'y mettre pour changer un longeron sur une belle mustang cabriolet de 1967.
Sujets connexes les plus populaires
inox et soudure a l'arc
04/02/2012 19:57:17 - thesnake108
Réponses : 5
Affichages : 76007
Affichages : 76007
Froment89
08/02/2012 16:20:01
Quel poste à souder pour carrosserie 2cv et jeune motivé ?
08/03/2010 13:22:34 - romainbh
Réponses : 10
Affichages : 37381
Affichages : 37381
Koyuki
10/08/2011 09:19:45
quel diamètre de fil fourré pour soudure carrosserie
10/03/2011 20:21:54 - tof06nice
Réponses : 5
Affichages : 25508
Affichages : 25508
tof06nice
18/03/2011 21:43:47
Question Posée soudure échappement et protection de l'électronique voiture
16/12/2016 10:05:39 - ptitlilou
Réponses : 10
Affichages : 4582
Affichages : 4582
Rhodo
15/02/2018 01:08:16
soudage sur carrosserie à l'arc?
15/10/2006 20:33:51 - pascal63
Réponses : 4
Affichages : 15785
Affichages : 15785
eric Mag
18/01/2007 07:42:53
Demande d’aide Nuance et épaisseur Ligne d'échappement
24/02/2019 10:39:53 - _rm_67_
Réponses : 10
Affichages : 880
Affichages : 880
mecanix
25/02/2019 18:59:47
Hésitation entre 2 gaz pour mig en carrosserie
02/12/2010 15:44:31 - Laure.B
Réponses : 9
Affichages : 12132
Affichages : 12132
Laure.B
09/12/2010 13:45:49
Question Posée spray avant soudage
14/04/2017 19:05:05 - zamzam
Réponses : 5
Affichages : 2177
Affichages : 2177
Pat26-07
05/12/2018 15:28:24
Question Posée Question bête sur le bouchonnage en carrosserie.
28/12/2013 11:27:17 - Issun Dayo
Réponses : 16
Affichages : 13538
Affichages : 13538
the-ouf-36
01/01/2014 19:52:47
soudure sur aluminium moulé
01/09/2013 08:54:35 - guy46
Réponses : 21
Affichages : 7191
Affichages : 7191
locouarn
03/11/2022 09:59:02
Question Posée Réparation par soudage Carter moteur 250 CR 1973
10/12/2014 17:01:13 - sander'
Réponses : 22
Affichages : 7698
Affichages : 7698
fredo666
15/06/2015 19:23:08
Soudure à l'arc sur pot de moto?
13/05/2008 13:19:10 - julien27
Réponses : 2
Affichages : 10508
Affichages : 10508
[Résolu] soudage carrosserie automobile
04/01/2005 19:59:27 - biwise
Réponses : 3
Affichages : 19887
Affichages : 19887
Question Posée Choix de matériel et procédé de soudure pour de la resto. de voitures
20/11/2014 17:33:32 - Phpiet
Réponses : 4
Affichages : 3875
Affichages : 3875
erbmem
11/12/2014 07:05:38
Question Posée Choix de matériel pour un débutant en soudure pour préparation auto
11/09/2014 21:44:28 - djdadoo
Réponses : 13
Affichages : 5134
Affichages : 5134
aladdin1952
19/09/2014 17:29:39
Question Posée Chaude de retrait sur tôle de carrosserie
02/09/2013 19:25:36 - michel66
Réponses : 21
Affichages : 12150
Affichages : 12150
the-ouf-36
14/12/2013 15:08:37
Protection antirouille avant et après soudage
26/12/2009 22:19:20 - romainbh
Réponses : 5
Affichages : 17424
Affichages : 17424
takata
09/08/2011 16:23:48
Retour d'expérience Poste à souder Inverter Mac Allister MW160-TIG pour carrosserie
07/04/2013 23:09:12 - tangzic
Réponses : 8
Affichages : 16535
Affichages : 16535
locouarn
15/07/2020 06:40:17
Question Posée Quel diamètre de fil fourré pour une soudure tôle carrosserie 1mm
24/10/2018 13:59:05 - sanga
Réponses : 3
Affichages : 1095
Affichages : 1095
Dominique ADMIN
25/10/2018 04:49:47
choix du poste pour soudure Inox
28/02/2010 09:08:04 - r122b
Réponses : 1
Affichages : 3799
Affichages : 3799
Admin dusweld1
28/02/2010 09:49:10