
37 réponses -
Accéder à la dernière réponse
#1


jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Sujet : Question Posée Votre avis svp sur mon travail de restauration de carrosserie
Bonjour tout le monde.
J'ai entrepris de restaurer une petite BMW de 1976, et j'ai besoin de vos avis et conseils par rapport à mon travail.
N'étant pas du métier (ni soudeur ni carrossier), je me suis beaucoup documenté ici et un peu partout sur le web et ai donc décidé de me lancer.
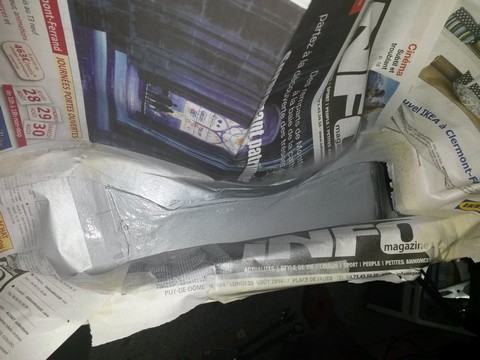
Voici donc ce que l'on découvre en démontant l'aile côté conducteur....des souris sont venues grignoter la tôle!!!

Vous aurez remarqué l'élément neuf juste en dessous à titre de comparaison....
Il y a donc cet élément qui est attaqué par la rouille (que j'ai décidé de tout simplement remplacer) et également les tôles superieure (1mm) et inférieur (2.5mm) du passage de roue.
Pour le démontage de l'élément à remplacer, dépointage + qq coups de disqueuses....et on arrive à ca:



Ensuite, j'ai découpé la partie attaquée de la tôle supérieure, en essayant de ne pas toucher la tôle inférieure:

Puis découpage de la tôle inférieure (je rapelle qu'elle est censée faire 2.5mm d'épaisseur!!) en décaler pour facilité selon moi la soudure et la réparation:

Nettoyage de la rouille residuelle

Puis faconnage de la nouvelle tôle:


Pointage

Puis point de chainette

Et c'est fini!!


Par contre la pénétration pas top du tout.... :(

Un petit coup de meulage plus tard...

Ensuite j'ai formé la tôle supérieure (sympa la forme....si je connaissais celui qui a découpé...grrrr!! lol)

Réalisation de percages pour soudure en bouchonnage pour relier les tôles inférieure et supérieure:

Enfin, camouflage et application d'un appret contact avant soudure au zinc sur la première tôle:

Voila pour aujourd'hui.
Merci de m'avoir lu et je suis ouvert à toutes remarques ou conseils par rapport à ce que j'ai réalisé.
N'étant pas du métier comme dis plus haut, j'imagine bien que ce n'est pas parfait!!
Je souhaiterais avoir quelques retours avant de poursuivre...la marche arrière risquant de devenir difficile ensuite...
Aussi, si vous connaissez d'autre forums plus spécialisés carrosserie ou je pourrais également soumettre mon projet, merci de m'en faire part.
Bonne soirée

#2


aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir jcd63,
Gros travail de préparation de tôle :)
Je ne suis pas professionnel mais je ferais le même constat que toi, la pénétration me semble effectivement insuffisante surtout si près du bol d'amortisseur..
Est-ce que tu as fait un essai sur une tôle martyre de même épaisseur pour tester la solidité ?
Car c'est vrai que 2.5mm c'est inhabituellement épais sur une caisse. Cela nécessite selon moi d'espacer un peu plus les 2 tôles et de pousser le poste (si je dis des bêtises les pros rectifieront :p)
Quels sont tes réglages ?. Sur mon 180A pour 2.5mm avec du fil de 0.8 je suis déjà quasiment au max de la puissance (sans chanfrein mais avec petit espacement).
Est-ce que tu aurais la possibilité de reprendre la soudure ?
voyons ce qu'en pensent les pros.
cordialement
#3

fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , un peu èpais de la 2,5 de la 2 aurais etait plus appropriè est pas assez de pènètrations sur ta soudure .
#4

Invité
Bonjour
Joli travail de restauration même si ce forum n'est pas un forum de carrosserie.
Pour vos soucis de pénétration on voit clairement que c'est un problème de réglage du poste , visiblement il y a beaucoup trop de fil et peut être pas assez de tension.
Si votre poste est doté d'un réglage synergique , servez-vous en ! pour débuter c'est très pratique.
Sur mon Kemppi j'ai le mode synergique pour du fil de 0.8mm même si j'ai tendance à adapter les réglages à ma sauce.
Avec un poste de 200 Ampères vous pouvez théoriquement souder de la tôle jusqu'à 5 mm d'épais , donc du 2 / 3 mm ne dois pas poser de soucis.
Pour une bonne pénétration le plus simple ici est de laisser un léger écartement entre les 2 tôles , et évidemment retirer toutes traces de peinture / apprêt ou d'apprêt phosphatant.
Même si je ne vois pas bien sur vos photos vos perçages pour bouchonnages me paraissent énormes , mieux vaut plusieurs perçage en 5 mm que quelques uns en 10 mm , car les 10 mm il faudra les noyer avec le poste à souder ce qui va créer une chaude de retrait qui provoquera une déformation inévitable de votre tôle.
Vous parlez à la fin du reportage d'une soudure au Zinc .. de quoi s'agit il ? d'une métallisation ?
Cordialement
Mathieu
#5
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Bonjour et merci pour ces premiers retours.
Non je n'ai pas fait d'essai sur une tôle martyre....j'avoue ne pas y avoir pensé....:(
Alors concernant l'épaisseur de la tôle, effectivement c'est épais mais j'ai simplement repris l'épaisseur de la tôle d'origine, pour avoir quelque chose d'homogène.
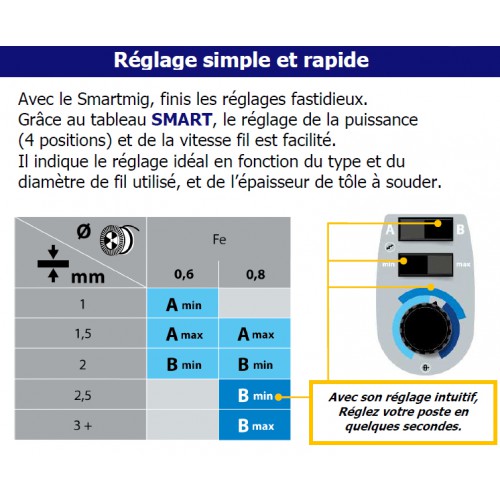
Ensuite concernant mes paramètres de soudure, je ne sais pas si c'est ce que vous apellez un "réglage synergique" mais j'ai un tableau sur la face avant du poste pour faire des réglages simplement en combinaison de l'épaisseur de la tôle, le diamètre de fil....
C'est un SmartMig140 de chez Gys:
Le problème de pénétration insuffisant est peut-être dû au fait que je suis resté en diametre de fil 0.6....car le reste de la tôle rescapée sur la voiture est en réalité plus proche de 2 que 2.5 et je ne voulais pas percer....j'y suis donc allé tout doux....trop à priori.
Je me suis aussi peut être trop appliqué pour joindre les tôles bord à bord....
Je retiens qu'il faut laisser plus d'espace entre les 2 ;)
Reprendre la soudure.....et bien pour être honnête si je pouvais éviter....
Par contre, je pensais refaire une soudure par le dessous, bonne ou mauvaise idée?
Pour les bouchonnage, j'ai lu que le diamètre idéal était de 7.5mm....j'ai percé à 8mm, la tôle de dessous fesant 2.5, je ne pense pas qu'il y ai un gros risque de déformation, si?
Enfin, pour la "soudure au zinc"....en fait c'est l'appret qui est au zinc (comme il en existe au cuivre)
C'est un appret spécial dit "contact" qui est conducteur pour pouvoir souder ensuite.
Il permet d'apprêter des zones qui ne seront plus accessibles après soudage (dans le cas de superposition de tôles ou pointage)
Cordialement
#6
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Salut jcd63,
Le SmartMig n'est pas un poste synergique, et ton modèle (140A ou 160A? vu la pièce jointe) ne permet pas, à priori, d'aller au delà de 2mm avec du 0.6.
Souder par le dessous est possible mais il faudrait à mon avis donner quand même un petit coup de disqueuse pour créer un espace entre les tôles et l'augmentation de l'épaisseur due à la soudure du dessus (si elle est pas arasée) risque d'absorber une partie de l'énergie qui manque déjà un peu.
Et la soudure au plafond (sauf à utiliser une rôtissoire) cela va être pénible.
Je l'ai dit récemment dans un autre sujet mais la peur de percer fait que, en tant que débutant, on ose pas mettre suffisamment d'énergie.
Avec le temps on prend plus d'assurance mais je regrette de n'avoir pas fait suffisamment d'essais de perçage sur des tôles martyres pour mieux apprécier "jusqu'où il ne faut pas aller trop loin".
cordialement
#7
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Bonjour,
Alors il s'agit bien du 140A (je n'arrive pas à supprimer la PJ...)
Je vais donc tenter le petit coup de disqueuse par le dessous (leger avec un disque ép 1.2 ce sera suffisant?) et regarnir en soudure (avec du 0.6 ou 0.8 du coup ?)
La soudure de dessus a été arasée.
Mais avant tout, je vais faire qq tests sur des tôles martyres....je vous mets qq photos ici.
Merci pour votre aide :)
#8
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Bonjour tout le monde :)
J'ai refais un peu de soudure ce soir...
J'ai donc fait des essais de soudage bord à bord sans chanfrain (pour que ca ressemble au mieux à ce que j'ai fait sur la voiture) pour fair des tests de pénétration.
J'ai fais des tests avec du fil de 0.6 et 0.8mm à différentes puissances...jusqu'au maximum (140A):


Même en puissance maxi, la pénétration n'est pas suffisante.
Donc petit coup de disqueuse par dessous pour créer un espace entre les tôles (comme préconisé par Aladdin1952) afin de faciliter la pénétration:

Puis pointage:

Vus de dessus:

Terminé:


Je ne sais pas si on le voit bien sur les photos mais la pénétration est bien meilleure (même si souder à l'envers n'est pas evident...surtout avec la jambe de force qui m'a obligée à me contorsionner....du coup c'est pas très beau :( )
Qu'en pensez-vous?
Merci
#9
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonjour jcd63
Essaye de plier complètement tes tests. J'ai peur qu'ils cassent sur la soudure.
Avec une intensité aussi limitée tu devrait refaire des tests en écartant un peu les tôles et/ou en faisant un chanfrein
cordialement
#10
Invité
Bonsoir
je ne comprends plus grand chose ...
Sur les photos ci dessus de quelle épaisseur s'agit il on dirait de la tôle de 5 mm ...!?
Il serait bien de préciser tout ça car là , on apprend pas grand chose.
En tout cas il faudrait vraiment apprendre à souder avant de se lancer dans des réparations aussi lourdes ...
Là absolument rien n'est respecté en terme de préparation (chanfreins etc...)
Mathieu
#11
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Re bonsoir,
Mathieu54 a raison, tant que tu n'obtiens pas de résultat correct, ne serait-ce qu'en terme de pénétration, sur tes essais de tôle d'épaisseur équivalante, c'est prématuré d'attaquer le véhicule.
courage
#12
C'est toujours de la 2.5mm....comme sur la voiture
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Envoyé par Mathieu54
Bonsoir
je ne comprends plus grand chose ...
Sur les photos ci dessus de quelle épaisseur s'agit il on dirait de la tôle de 5 mm ...!?
C'est toujours de la 2.5mm....comme sur la voiture
#13
Invité
C'est surprenant que tu n'arrives pas à avoir un minimum de pénétration.
Quels sont les réglages du poste pour cette épaisseur ?
Mathieu
#14
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Le poste possède 4 niveaux de puissance, A min, A max, B min et B max.
Pour de la tôle de 2.5, le tableau indique Bmin avec du fil de 0.8.
J'ai testé en Bmin et Bmax sur la tôle martyre, mais je les ai juxtaposées bord à bord sans chanfrein, pour avoir une configuration identique par rapport à la soudure sur la voiture.
D'après toi, dans cette configuration (c'est à dire sans espace entre tôles et sans chanfrein), je devrais tout de même avoir une bonne pénétration?
#15
Invité
Oui tu devrais avoir une pénétration correcte
Ce que tu peux essayer c'est de mettre le poste à fond et de procéder par point.
Tu dois le voir directement si cela pénètre ou non ton point ne doit pas être bombé
Mathieu
#16
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
A fond en puissance ET/OU vitesse de fil ?
#17
fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , puissance maxi est l'avance fil en consèquence de la la puissance .est la la tu ferais des photos du rèsultat .
#18
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir,
Sur un appareil non synergique il faut régler la vitesse à l'oreille (je ne suis pas le mieux placé pour te donner des conseils, mon appareil, est synergique)
cordialement
#19
Invité
C'est pas évident par le biais d'un forum d'apprendre à souder à quelqu'un ...
Normalement au MAG c'est le mélange tension et vitesse de fil qui fera que tu auras une bonne pénétration.
Mathieu
#20
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Bonjour,
Alors voici les résulats de mes essais.
Tous d'abord les paramètres de soudage:
Gas: Mison 12, débit 9l/min
Fil: 0.8mm
Tôle: Chutes ép2.5mm légerement chanfreinées
Poste: Gys Smartmig 142 réglé sur B Max
La plage de vitesse de fil correspondant à la zone bleu foncée est de 5 à 10 (m/min?)
1er point, vitesse fil réglée sur 6
2ème point sur 8
3ème point sur 10

Les photos sont prises en macro, les points font en réalité environ 5mm de diamètre
A l'envers:

On voit que le 3ème point à traversé
#21
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir jcd63,
Ça progresse :) Entre 8 et 10 tu ne doit pas être loin du bon réglage. Essaye de peaufiner à l'oreille.
Cela vaudrait le coup que tu t'exerces à faire de courts cordons. Vu l'épaisseur exceptionnelle de cette tôle sur une voiture et sa localisation, se serait à mon sens, peut-être mieux que du point de chainette (par exemple entre les pointages que tu avais fait).
Sur des cordons il faudra, peut-être baisser un peu les paramètres. Et surtout ensuite faire des essais de pliage pour vérifier a solidité de tes soudures.
cordialement
#22
Invité
De quel fil s'agit il ici ?
Car les points ont tout de même une drôle d'apparence
Mathieu
#23
Alors oui effectivement je me posais aussi la question de l'utilité de souder par point de chainette sur une tôle de 2.5.....
Je débute en MAG et j'avais vraiment peur de percer (habitude de l'electrode enrobée...) mais je me rends compte qu'il y a de la marge!!!
Et en cordon, la pénétration devrait être meilleure, non?
Sinon, j'ai fais un essai de pliage sur la soudure des 3 points de ma dernère photo...ca a plier à côté de la soudure ;)
Le fil c'est du Stanley 460648
Merci pour votre aide :)
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Envoyé par aladdin1952
Bonsoir jcd63,
Ça progresse :) Entre 8 et 10 tu ne doit pas être loin du bon réglage. Essaye de peaufiner à l'oreille.
Cela vaudrait le coup que tu t'exerces à faire de courts cordons. Vu l'épaisseur exceptionnelle de cette tôle sur une voiture et sa localisation, se serait à mon sens, peut-être mieux que du point de chainette (par exemple entre les pointages que tu avais fait).
Sur des cordons il faudra, peut-être baisser un peu les paramètres. Et surtout ensuite faire des essais de pliage pour vérifier a solidité de tes soudures.
cordialement
Alors oui effectivement je me posais aussi la question de l'utilité de souder par point de chainette sur une tôle de 2.5.....
Je débute en MAG et j'avais vraiment peur de percer (habitude de l'electrode enrobée...) mais je me rends compte qu'il y a de la marge!!!
Et en cordon, la pénétration devrait être meilleure, non?
Sinon, j'ai fais un essai de pliage sur la soudure des 3 points de ma dernère photo...ca a plier à côté de la soudure ;)
Envoyé par Mathieu54
De quel fil s'agit il ici ?
Car les points ont tout de même une drôle d'apparence
Mathieu
Le fil c'est du Stanley 460648
Merci pour votre aide :)
#24
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Bonsoir,
Les cordons devraient être plus plats que tes points qui sont effectivement assez bombés (en tout cas pour du 2.5 car sur la tôle fine s'est souvent difficile de faire autrement).
Tu peux essayer de garder des paramètres élevés, souder plus vite et faire un petit geste circulaire pour avoir un point plus large et plus aplati.
cordialement
#25
Oki j'essaierai ca.
Par contre du coup je ne sais pas ce que je fais sur la voiture...je refait une passe par dessus en meulant l'ancienne soudure ou je laisse comme ca?
Encore merci pour votre aide ;)
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Envoyé par aladdin1952
Bonsoir,
Les cordons devraient être plus plats que tes points qui sont effectivement assez bombés (en tout cas pour du 2.5 car sur la tôle fine s'est souvent difficile de faire autrement).
Tu peux essayer de garder des paramètres élevés, souder plus vite et faire un petit geste circulaire pour avoir un point plus large et plus aplati.
cordialement
Oki j'essaierai ca.
Par contre du coup je ne sais pas ce que je fais sur la voiture...je refait une passe par dessus en meulant l'ancienne soudure ou je laisse comme ca?
Encore merci pour votre aide ;)
#26
Tu prendras la bonne décision lorsque tu maitriseras bien la technique :)
Si tu estimes que tu peux faire beaucoup mieux après entrainement, redécouper et refaire une pièce n'est pas non plus une catastrophe (ta découpe de tôle était superbe)
cordialement
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Envoyé par jcd63
Par contre du coup je ne sais pas ce que je fais sur la voiture...je refait une passe par dessus en meulant l'ancienne soudure ou je laisse comme ca?
Tu prendras la bonne décision lorsque tu maitriseras bien la technique :)
Si tu estimes que tu peux faire beaucoup mieux après entrainement, redécouper et refaire une pièce n'est pas non plus une catastrophe (ta découpe de tôle était superbe)
cordialement
#27
Oui sauf que dans mon cas la pièce n'est plus du tout accessible une fois tout remonté (soudé)....
Donc je pense que je fais refaire une "saignée" à la meuleuse sur le dessus comme je l'ai fait pour le dessous et refaire la soudure en conservant les derniers paramètres de réglage du poste qui permettent une bien meilleur pénétration....
Merci....sauf que l'ai préparée comme si je fesais une soudure au tig....bien bord à bord...
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Envoyé par aladdin1952
redécouper et refaire une pièce n'est pas non plus une catastrophe
Oui sauf que dans mon cas la pièce n'est plus du tout accessible une fois tout remonté (soudé)....
Donc je pense que je fais refaire une "saignée" à la meuleuse sur le dessus comme je l'ai fait pour le dessous et refaire la soudure en conservant les derniers paramètres de réglage du poste qui permettent une bien meilleur pénétration....
Envoyé par aladdin1952
ta découpe de tôle était superbe
Merci....sauf que l'ai préparée comme si je fesais une soudure au tig....bien bord à bord...
#28
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Bonjour à tous.
Alors suivant vos conseils, j'ai donc repris ma soudure initiale en ajustant au mieux les paramètres de mon poste (A fond!!:))
Ensuite, je me suis essayé à la soudure par bouchonnage...sur une tôle martyre cette fois-ci :)
Configuration identique à celle du véhicule, à savoir tôle de 1mm sur tôle de 2.5mm
J'ai réalisé 2 points, et j'en ai arrasé un afin d'avoir un état de surface plan et surtout de afin de voir si il y avait des cavités...RAS!!

Vu de derrière:

Puis j'ai réalisé un essai d'arrachage: la soudure ne bouge pas :o

Si vous avez des remarques, je prends ;)
#29
Invité
Ta soudure bouchon a une forme correcte , c'est ce à quoi doit ressembler tes points !
N'hesite pas à chanfreiner pour augmenter la pénétration après tout dépend des épaisseurs.
Pour s'assurer de la pénétration d'un bouchonnage pas le choix de faire des essais destructifs sur des tôles martyrs comme tu le fais !
Bonne initiative !
Mathieu
#30
aladdin1952 En ligne le 09/07/2015 à 11:37 (293 messages sur soudeurs.com)
Salut,
pour moi c'est bon
pour comparaison voila 2 des miennes (pavillon)

bonnes soudures
#31
jcd63 En ligne le 13/01/2019 à 21:28 (18 messages sur soudeurs.com)
Ah cool vous me rassurez!!
Je continue alors ;)
Merci et bonne soirée ;)
#32

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
Les points sont corrects (les derniers) , le mison 12 a un taux de co2 assez élevé je crois ( je suis chez AL) donc la coloration des points est différente d'un arcal mig, mais une énergie plus importante a intensité égale.(Le CO2 augmente la t° du bain)
Concernant l'épaisseur, sur les voitures anciennes on n'utilisait pas d'acier a haute limite élastique (400 Mpa / 700 Mpa) mais de l'acier plus classique avec une résistance trois fois plus faible donc une épaisseur trois fois plus importante.
Sur des travaux de carrosserie, concernant des voitures récentes la qualité du fil d'apport ne doit pas être négligée.
Cordialement
#33

Noël965 En ligne le 26/05/2022 à 15:24 (6 messages sur soudeurs.com)
Bravo pour votre travail !!!
ce retour d'expérience va m'être très utile pour mes travaux de restauration.
#34

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
, le manque de pénétration combiné au meulage ça craint un peu quant à la résistance. D'autre part chercher à pénétrer c'est délicat aussi. En fait les carrossier font du point de chaînette cela permet de pénétrer plus sans trop risquer de percer

#35
Invité
Il existe sur certains postes MIG / MAG comme sur le thermal arc 252I une fonction de point , cela permet d'avoir un cordon qui est en fait une succession de points très rapides.
je précise que cela n'a rien avoir avec du pulsé.
Mathieu
#36
yannick a En ligne le 10/04/2020 à 00:20 (7 messages sur soudeurs.com)
Salut
La préparation est primordiale. Aucune soudure ne peut être bonne sans une bonne préparation. J'ai fais 6 mois de formation l'année dernière où j'ai réellement compris l'importance de la préparation et des réglages.
Une bonne préparation c'est 50% du résultat de la soudure
Amicalement
Yannick
#37

Bonjour Mathieu .
J'ai cette fonction "point" sur mon Prestotig .
Est ce sensiblement la même chose que sur un Mig/Mag ?
Est ce que vous pourriez m'en dire un peu plus sur cette " fonctionnalité " svp ?
En vous remerciant .
liquid Beav's En ligne le 05/04/2017 à 06:23 (17 messages sur soudeurs.com)
Envoyé par Mathieu54
Il existe sur certains postes MIG / MAG comme sur le thermal arc 252I une fonction de point , cela permet d'avoir un cordon qui est en fait une succession de points très rapides.
je précise que cela n'a rien avoir avec du pulsé.
Mathieu
Bonjour Mathieu .
J'ai cette fonction "point" sur mon Prestotig .
Est ce sensiblement la même chose que sur un Mig/Mag ?
Est ce que vous pourriez m'en dire un peu plus sur cette " fonctionnalité " svp ?
En vous remerciant .
#38

Renerex-74 En ligne le 01/08/2017 à 19:56 (25 messages sur soudeurs.com)
bonjour,
elle est terminée ?
Merci, René.
Sujets connexes les plus populaires
inox et soudure a l'arc
04/02/2012 19:57:17 - thesnake108
Réponses : 5
Affichages : 76007
Affichages : 76007
Froment89
08/02/2012 16:20:01
Quel poste à souder pour carrosserie 2cv et jeune motivé ?
08/03/2010 13:22:34 - romainbh
Réponses : 10
Affichages : 37381
Affichages : 37381
Koyuki
10/08/2011 09:19:45
quel diamètre de fil fourré pour soudure carrosserie
10/03/2011 20:21:54 - tof06nice
Réponses : 5
Affichages : 25508
Affichages : 25508
tof06nice
18/03/2011 21:43:47
Question Posée soudure échappement et protection de l'électronique voiture
16/12/2016 10:05:39 - ptitlilou
Réponses : 10
Affichages : 4582
Affichages : 4582
Rhodo
15/02/2018 01:08:16
soudage sur carrosserie à l'arc?
15/10/2006 20:33:51 - pascal63
Réponses : 4
Affichages : 15785
Affichages : 15785
eric Mag
18/01/2007 07:42:53
Demande d’aide Nuance et épaisseur Ligne d'échappement
24/02/2019 10:39:53 - _rm_67_
Réponses : 10
Affichages : 880
Affichages : 880
mecanix
25/02/2019 18:59:47
Hésitation entre 2 gaz pour mig en carrosserie
02/12/2010 15:44:31 - Laure.B
Réponses : 9
Affichages : 12132
Affichages : 12132
Laure.B
09/12/2010 13:45:49
Question Posée spray avant soudage
14/04/2017 19:05:05 - zamzam
Réponses : 5
Affichages : 2177
Affichages : 2177
Pat26-07
05/12/2018 15:28:24
Question Posée Question bête sur le bouchonnage en carrosserie.
28/12/2013 11:27:17 - Issun Dayo
Réponses : 16
Affichages : 13538
Affichages : 13538
the-ouf-36
01/01/2014 19:52:47
soudure sur aluminium moulé
01/09/2013 08:54:35 - guy46
Réponses : 21
Affichages : 7191
Affichages : 7191
locouarn
03/11/2022 09:59:02
Question Posée Réparation par soudage Carter moteur 250 CR 1973
10/12/2014 17:01:13 - sander'
Réponses : 22
Affichages : 7698
Affichages : 7698
fredo666
15/06/2015 19:23:08
Soudure à l'arc sur pot de moto?
13/05/2008 13:19:10 - julien27
Réponses : 2
Affichages : 10508
Affichages : 10508
[Résolu] soudage carrosserie automobile
04/01/2005 19:59:27 - biwise
Réponses : 3
Affichages : 19887
Affichages : 19887
Question Posée Choix de matériel et procédé de soudure pour de la resto. de voitures
20/11/2014 17:33:32 - Phpiet
Réponses : 4
Affichages : 3875
Affichages : 3875
erbmem
11/12/2014 07:05:38
Question Posée Choix de matériel pour un débutant en soudure pour préparation auto
11/09/2014 21:44:28 - djdadoo
Réponses : 13
Affichages : 5134
Affichages : 5134
aladdin1952
19/09/2014 17:29:39
Question Posée Chaude de retrait sur tôle de carrosserie
02/09/2013 19:25:36 - michel66
Réponses : 21
Affichages : 12150
Affichages : 12150
the-ouf-36
14/12/2013 15:08:37
Protection antirouille avant et après soudage
26/12/2009 22:19:20 - romainbh
Réponses : 5
Affichages : 17424
Affichages : 17424
takata
09/08/2011 16:23:48
Retour d'expérience Poste à souder Inverter Mac Allister MW160-TIG pour carrosserie
07/04/2013 23:09:12 - tangzic
Réponses : 8
Affichages : 16535
Affichages : 16535
locouarn
15/07/2020 06:40:17
Question Posée Quel diamètre de fil fourré pour une soudure tôle carrosserie 1mm
24/10/2018 13:59:05 - sanga
Réponses : 3
Affichages : 1095
Affichages : 1095
Dominique ADMIN
25/10/2018 04:49:47
choix du poste pour soudure Inox
28/02/2010 09:08:04 - r122b
Réponses : 1
Affichages : 3799
Affichages : 3799
Admin dusweld1
28/02/2010 09:49:10