
27 réponses -
Accéder à la dernière réponse
#1


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Sujet : Question Posée Que pensez vous de cette coupe macrographique d'angle réalisée sur le chantier ?
Bonjour à tous,
Que pensez vous de cette coupe macrographique d'angle réalisée sur le chantier ?
C'est à dire éprouvette découpée à la tronçonneuse, polie avec une meuleuse d'angle et un disque à lamelles
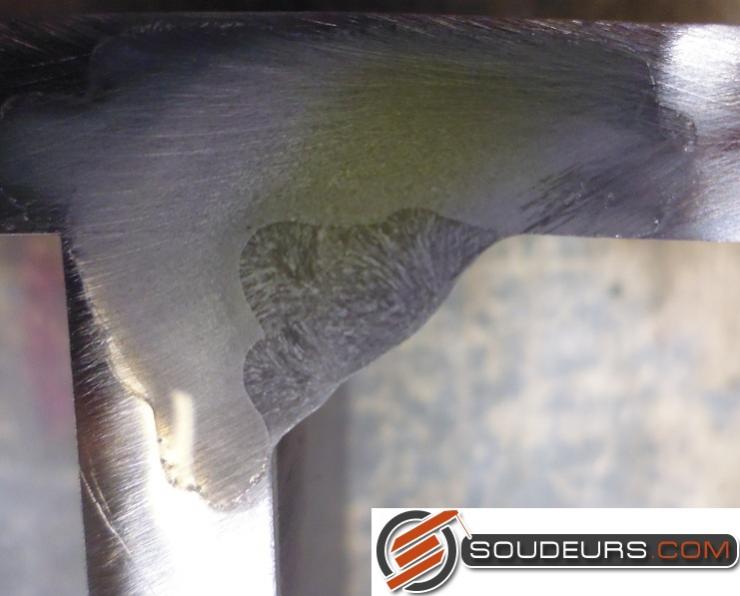
C'est une soudure d'angle multipasse au plafond PD réalisée en MAG FIL PLEIN / 135 en courant lisse sur acier carbone manganèse S235JR en 10 millimètres d'épaisseur
Le réactif d'attaque est du perchlorure de fer FeCl3
Bien cordialement
Dominique

#2


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Je n'y connais pas grand chose... En gris foncé c'est la pénétration/fusion et en gris clair c'est la ZAT ? :confused:
Cordialement.
#3


matlegore En ligne le 15/01/2026 à 12:50 (178 messages sur soudeurs.com)
Bonjour,
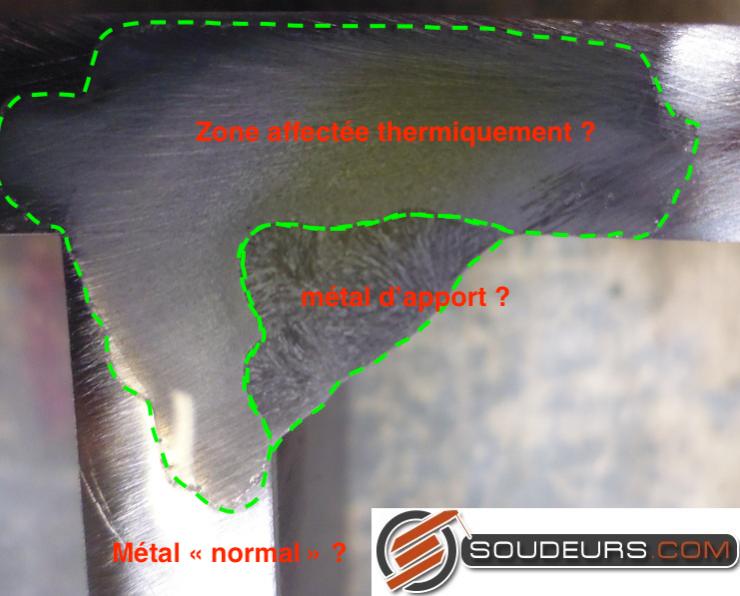
Je n'y connais pas grand chose non plus, mais je pense comme Locouarn. J'étais justement en train de préparer le visuel suivant :
#4


fantomas En ligne le 19/03/2025 à 13:35 (60 messages sur soudeurs.com)
bonsoir dominique
merci pour cette photo, ou peut on se procurer du perchlorure FeCI3 ?
je vous remercie d'avance
#5


Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
Bonsoir,
@Locouarn et Matlegore:
Je crois que la partie claire visible n'est pas la ZAT mais plutôt la zone qui a été affectée par le perchlorure de fer.
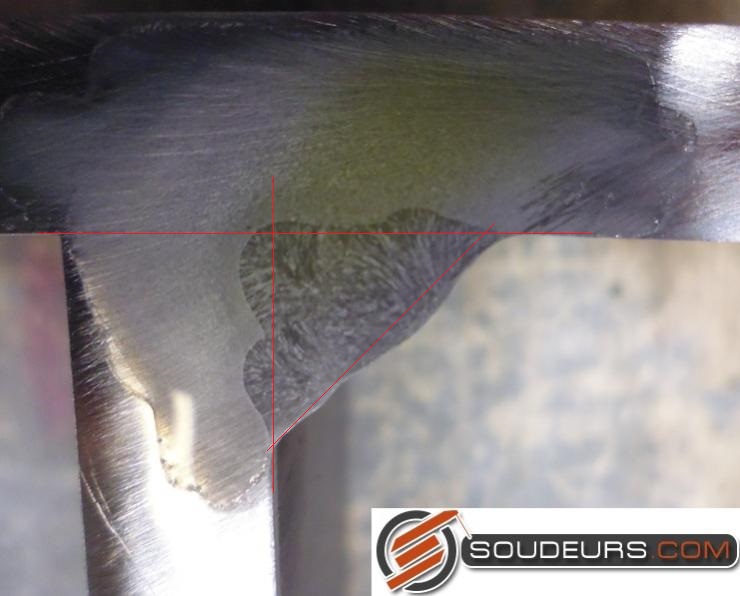
Pour voir la qualité de la pénétration, il est pratique, sur une photo comme celle la, de tirer des lignes prolongeant le métal de base comme sur la photo:

Grace à cela, on peut voir que la fusion à la racine est insuffisante et bien trop asymétrique.
J'ajoute que si le résultat attendu était un assemblage de deux tôles avec un angle a 90°, l'angle n'est plus ce qu'il était.
Peut on avoir plus d'indication sur la préparation des pièces avant soudage ?
#6
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Tharkey,
Je vous rappelle que c'est une soudure d'angle au plafond PD / 4F
Et bien vous me semblez bien sévère !
Je ne vous voudrais pas comme inspecteur de soudage
Au fait vous connaissez une norme européenne qui précise un critère précis pour la valeur de la pénétration dans l'angle ?
Je remet la photo avec le traçage des génératrices
Pour la préparation ce sont deux tôles en angle à 90° sans aucune préparation de bords (sauf le meulage pour le blanchiment)
Bien amicalement
Dominique
#7
matlegore En ligne le 15/01/2026 à 12:50 (178 messages sur soudeurs.com)
Bonsoir Tharkey,
Merci d'éclairer nos lanternes.
En cherchant à me documenter, j'ai vu que lors de leurs préparations, les coupes macrographiques étaient vernies.
Je me demande si la zone claire n'est pas simplement un effet de couleur du vernis.
Ce vernis est aussi présent sur le métal d'apport, mais on dirait qu'il ne recouvre pas toute la pièce ?
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir matlegore ,
Non la macro n'est pas vernie
Elle a été photographiée juste après avoir déposé le FeCl3
Et le réactif d'attaque Perchlorure de fer n'a pas été parfaitement et uniformément réparti sur la coupe
D'où les variations de couleur
Mais la fusion de la soudure est parfaitement visible
Il est beaucoup plus difficile de définir les ZAT
Bonne soirée
Dominique
#9
Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
@Dominique.
Le fait que ce soit une PD rend le maintien de la symétrie du cordon plus complexe et je n'ai en effet pas connaissance de la normalisation de valeur de pénétration (:rolleyes:) .
Votre question à ce sujet ainsi que votre remarque sur ma sévérité;) m'incite à croire qu'étant donné qu'il n'existe pas de valeur normée pour évaluer la pénétration en angle vous "valideriez" cette soudure.
Mais on voit quand même que le soudeur maîtrise les problèmes d'écoulement au vu des multipasses suivantes qui sont, elles, tout a fait équilibrées, d'ou ma sévérité !:p:
Si la première passe avait été symétrique, la pénétration aurait été meilleure dans l'angle et on ne se serait pas posé la question (rhétorique) des critères précis pour la valeur de la pénétration dans l'angle !
Ceci dit, la conservation de la géométrie de la pièce a aussi son importance, et la , ben ya pas photo :p!
EDIT:
je n'avais pas vu votre photo avec votre traçage des génératrices:
il est pour le moins "en faveur" du soudeur !
#10
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bon, sinon le perchlorure de fer se trouve facilement car il est couramment utilisé pour la gravure des circuits imprimés.
perchlorure de fer achat - Recherche Google
Attention tout de même, c'est un produit très corrosif...
La formule en granulés à combiner à de l'eau peut être plus rassurante pour le transport (si l'emballage est bien étanche).
Cordialement.
#11

Bonsoir Fantomas :)
le perchlorure de fer FeCl3
on le trouve dans tous les magasins qui vendent des composants électronique notamment pour la réalisation des circuits imprimés
sur le net chez Conrad ou ailleurs vendu en granulé il suffis d'ajouter une certaine quantité d'eau pour obtenir une solution liquide
cordialement Ricou26:)
Invité
Envoyé par fantomas
bonsoir dominique merci pour cette photo, ou peux t'on se procurer du perchlorure CI3 ? je vous remercie d'avance
Bonsoir Fantomas :)
le perchlorure de fer FeCl3
on le trouve dans tous les magasins qui vendent des composants électronique notamment pour la réalisation des circuits imprimés
sur le net chez Conrad ou ailleurs vendu en granulé il suffis d'ajouter une certaine quantité d'eau pour obtenir une solution liquide
cordialement Ricou26:)
#12
fantomas En ligne le 19/03/2025 à 13:35 (60 messages sur soudeurs.com)
bonsoir ricou26
je te remercie pour cette info, elle me sera utile a l'avenir .
bonne soirée et a bientôt
#13

gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Bonjour,
Pour la valeur de pénétration, EN ISO 5817 niveau B n° 2.13 : pas de manque de pénétration autorisé.
Pour moi cette macro est ok :
pas de manque de pénétration, bonne symétrie (autour de 1 mm de dissymétrie), absence de caniveau, pas de surépaisseur, bon raccordement, valeur de gorge dans les tolérances.
#14
Bonjour gringe2010,
Je suis content d'entendre cela
C'est l'avis que j'avais avant de poster cette photo
Mais j'apprécie de partager et avoir l'avis d'autres spécialistes et experts du soudage
Merci pour votre participation sur ce forum.
Bon week-end à vous
Bien amicalement
Dominique
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par gringe2010
Bonjour,
Pour la valeur de pénétration, ISO 5817 niveau B n° 2.13 : pas de manque autorisé.
Pour moi cette macro est ok : pas de manque de pénétration, bonne symétrie (autour de 1 mm de dissymétrie), absence de caniveau, pas de surépaisseur, bon raccordement, valeur de gorge dans les tolérances.
Bonjour gringe2010,
Je suis content d'entendre cela
C'est l'avis que j'avais avant de poster cette photo
Mais j'apprécie de partager et avoir l'avis d'autres spécialistes et experts du soudage
Merci pour votre participation sur ce forum.
Bon week-end à vous
Bien amicalement
Dominique
#15
Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
Bonjour,
Nous sommes d'accord, une pénétration est normée par une négation:
pas de manque autorisé.
Pas d'échelle de valeur donc: c'est soit bon, soit mauvais.
Puisque mon traçage de génératrice me donne tord, quelle est la bonne méthode pour les tracer correctement ?
Ce qui me pose problème, c'est la déformation finale de l'assemblage..
Car si on trace des génératrices perpendiculaires sur des pièces qui ne le sont pas, le point d'intersection du tracé est a l'avantage du soudeur.
Si, en revanche, le tracé "suit" la fermeture de l'angle,le point d'intersection "recule" en défaveur du soudeur.
Quelqu'un pourrait-il éclairer ma lanterne !?:confused:
#16

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
"la "conservation de la géométrie de la pièce a aussi son importance, et la , ben ya pas photo"
les déformations sont hélas là inévitables en ne soudant que d'un seul côté et en plus en multi passes, en théorie ont pourrait pointer en faux équerrage en se mettant en angle plus ouvert pour essayé d'anticiper la future déformation, mais cela craint du point de vue du soudage car cela va faire un écartement préjudiciable à la passe en racine
Tharkey en a tu déjà faites des soudures de ce genre ?
Moi j'en doute un peu .......
#17
Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
@tungstène,
Je ne vois pas en quoi un micro faux equerrage serait préjudiciable a la passe racine: il s'agit de gagner quelque degrés seulement.
A mon avis, pas de quoi géner en première passe, en revanche, une différence significative au traçage de génératrices.
Pour le reste, bien qu'il ne s'agisse pas de savoir si je suis cap' ou pas cap' , mais d'évaluer la validité d'un joint soudé, ce type d'assemblage fait parti de ceux que j'ai eu a travailler pour le passage du titre et je n'ai pas souvenir d'avoir eu de difficulté particulière en PD 135, pour la passe racine j'insiste..
De mon point de vue, les passes suivantes sont plus difficiles a effectuer.
Il est vrai que j'ai peu d'expérience sur ce type de joint.
Enfin, et sans prendre la mouche : si donner son avis a tendance a transformer les réponses venant ensuite en remise en question de mes propres capacités de soudage (qui ne sont pas le sujet ici...), je me garderai bien de répondre à l'avenir, ce n'est pas un concours de celui qui a la plus grosse...
Enfin, je crois.
#18

rocdacier En ligne le 19/05/2026 à 20:18 (16 messages sur soudeurs.com)
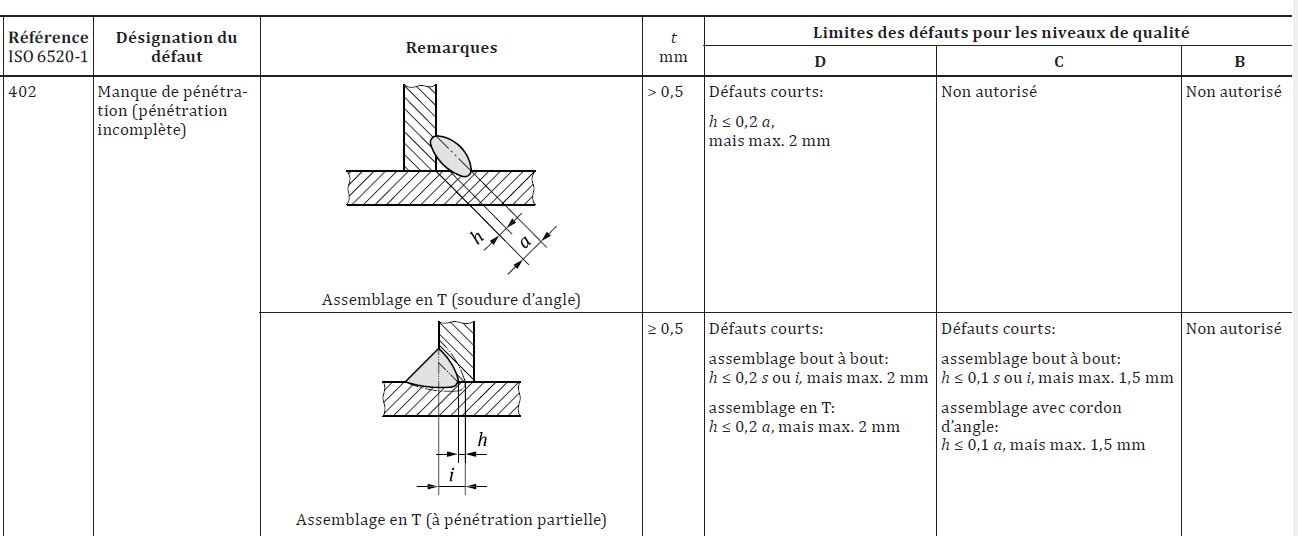
Salut. Voici un extrait de la norme NF EN ISO 5817 qui précise les critères d'acceptations des défauts.
#19
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
Tharkey je ne voulais pas te froisser, juste dire qu'en faisant une multipasse que d'un seul côté la déformation est inévitable hélas , même en bridant même en mettant un peu de faux équerrage en prévision
#20
Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
@Tungstène:
Je suis entièrement d'accord avec toi Tungstène, les déformations sont inévitables avec une telle préparation.
Évidemment, je ne dis pas qu'il est possible de faire moins de déformations et encore moins que je ferais mieux, ce n'est pas mon propos.
Et puis je crois en ta longue expérience.
Mais puisque ces déformations sont la, comment trace t on des génératrices fiables puisque il n'y a plus de ligne droite..:confused:
@Rocdacier: J'ai du mal a comprendre ce qu'est un "assemblage en T avec pénétration partielle "?
Édit: intervention requise d'un homme en vert :p pour supprimer un double post maladroit ! :)
#21
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir à tous,
Le sujet fait couler de l’encre...
Non Tharkey je te confirme qu’il n’y a pas de concours de la plus grosse ou de la plus longue ou les deux !
Et je te présente mes plus sincères excuses si je t’ai froissé...
Concernant les déformations il est de bon usage de passer la plaque support sous une presse pour la prédéformer de quelques degrés en plein milieu dans le sens long de l’éprouvette
Cela n’a pas été fait cette fois ci
Et comme le soudeur soude son éprouvette d’un seul côté je lui conseille de pointer ou souder une tôle à l’arrière de l’angle pour maintenir à angle droit la tôle rapportée sur la tôle support après pointage de l’ensemble.
Amicalement
Dominique
#22
gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Sur l'assemblage en T à pénétration partiel, un chanfrein est réalisé mais pas sur toute l'épaisseur de la pièce (on peut voir le chanfrein dessiné).
Pour le traçage des axes pour vérifier la bonne pénétration, je procède ainsi:
côté sans soudure : 1 point sur la tôle support, au plus proche de la tôle posé (c'est ce point là que vous n'avez pas traçé et qui est en défaveur du soudeur).
côté soudé : 1 point sur la tôle support au pied du cordon.

#23
rocdacier En ligne le 19/05/2026 à 20:18 (16 messages sur soudeurs.com)
Oui gringe2010 à bien expliqué.
Pénétration partielle= avec chanfrein. Comme sur le schéma.
#24
Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
@Dominique; Nul besoin d'excuse.
Je dois travailler sur mon coté " à fleur de peau" !:o.
Grace à cette petite discussion, à ton initiative, je sais maintenant que les déformations des assemblages "impactent" l'examen visuel; je n'avais jamais fait ce constat pourtant simple jusque là, ni imaginer de protocole particulier pour palier à ce problème dans l’exécution d'une macro.
Merci donc pour l'enseignement tiré.
@Gringe2010;@Rocdacier
Ce protocole de traçage est clair et le traçage de Dominique n'est donc pas "en faveur" du soudeur comme j'ai pu le dire !:rolleyes:.
Merci pour cette explication ainsi que celle concernant l'assemblage en T à péné partielle; je n'avais pas vu le chanfrein.
Cordialement
#25
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
pour les soudures en angles intérieurs, les pires préparations et celles que je je redoute le plus c'est pas en T mais en K, à mon avis le meilleur, c'est à dire le pire moyen de ne pas fondre correctement la racine même en mettant une patate de dingue .
Quant aux déformations ordinaires le truc sympa pour un peu s'en consoler c'est de regarder par exemple une coque de bateau exposée à une lumière rasante cela fait visuellement voir tous les retraits causés par les soudures des membrures misent en renforts intérieurs
#26
GregS En ligne le 06/11/2023 à 19:45 (65 messages sur soudeurs.com)
bonsoir à vous.
Alors pour ma part, et à mon humble avis, je dirais que cette macro est un essai passable.
Je sors juste des qualifs incluant PD simple passe..
J'ai heureusement aussi fait du PD ml.
Je peux donc déjà dire qu'il n'y a pas de collages..
Mais il ya un manque de pénétration à la racine simplement car si l'angle de torche est bon, l'arc malgré ça est quand même trop sur la pièce rapportée et ce, déjà avant la déformation de l'ensemble, donc sur la première passe.
Sans ce défaut la pénétration racine serait bonne sur les deux cas de traçage de génératrice, la symétrie serait meilleure égalementi sur les deux passes qui s'en suivent..
Du fait de ce défaut d'axe en racine le bain de la première passe à chutée forçant la deuxième à se retrouver trop bas et donc à laisser bien trop de place à la troisième qui finalement ne fait que remplir pour l'aspect. ( Vitesse de déplacement beaucoup plus lente que les précédentes..).
L'apothème est peut-être bon mais en destructif sûrement moins (dans l'absolu..)
Un faux équerrage et l'écart d'angle qui en découle aurait été dramatique au vues d'une racine décalée à ce point.
En revanche une passe dans l'autre angle à plat aurait fait du bien d'autant plus que la préparation était pas mauvaise..
Le refroidissement entre passe a peut-être aussi une incidence à vous de me dire.
Sinon cette soudure est loin d'être ridicule du fait de sa difficulté certaine je classerais dans la catégorie pénétration suffisante et aspect apparemment correct.
Les soudure sont vernies pour conserver le visuel macro, comme embaumé pour les garder au chaud..
#27
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
la racine est correctement fondue le croisement des lignes justement n'est pas au bonne endroit à cause de la déformation, et si vous arrivez à faire des soudures correctes sans déformation appelez moi, moi je demande à voir
#28
GregS En ligne le 06/11/2023 à 19:45 (65 messages sur soudeurs.com)
Bonjour tungstène..
C'est pas les lignes qui tombent au mauvais endroit mais bien la racine qui n'est pas placée idéalement..
Ni avant, ni après la déformation..
La seule chose en faveur ou en défaveur du soudeur c'est la racine..
La racine qui est dans l'angle reste dans l'angle même ave la déformation qui est bien sûr inévitable..
Sujets connexes les plus populaires
Question Posée Pénétration à la racine d'une soudure d'angle.
06/03/2014 19:55:10 - Mathieu54
Réponses : 11
Affichages : 5507
Affichages : 5507
frakie
20/11/2014 22:49:44
[Résolu] Définition du Nital (réactif d'attaque macrographique)
24/05/2004 13:43:16 - céquoi
Réponses : 2
Affichages : 18204
Affichages : 18204
rayess18
19/04/2016 08:58:21
Question Posée Quelle réglementation sur la soudure de matériel de levage?
19/05/2019 13:56:34 - legino
Réponses : 4
Affichages : 403
Affichages : 403
nhuille
21/05/2019 08:22:32
test pénétration cordon de soudure
29/05/2007 13:34:53 - TIESA
Réponses : 1
Affichages : 8963
Affichages : 8963
Admin dusweld1
30/05/2007 04:18:23
Question Posée Réalisation d'une macrographie de soudure
16/04/2018 15:46:47 - dany 62
Réponses : 9
Affichages : 1851
Affichages : 1851

etienne.corrieu
05/01/2022 10:19:12
[Résolu] comment réaliser une macro (acide nital)
07/01/2010 12:33:24 - hugy59
Réponses : 1
Affichages : 6575
Affichages : 6575
Admin dusweld1
07/01/2010 13:10:18
Question Posée Film radio avec un défaut de soudage " rochage "
23/07/2014 14:01:18 - cacahouette01
Réponses : 2
Affichages : 2301
Affichages : 2301
Frederic Thiollier
08/09/2014 06:47:08
Macrographie au Nital
15/04/2005 06:19:53 - romain M
Réponses : 3
Affichages : 9982
Affichages : 9982
Admin dusweld1
01/05/2005 13:08:38
Duretés HV5 et HV10
24/04/2007 16:55:30 - asdetrefle
Réponses : 4
Affichages : 16652
Affichages : 16652
Al3xb
29/05/2013 06:23:10
Question Posée Réactif d'attaque sur coupe macrographique aluminium
14/04/2018 10:31:02 - Dominique ADMIN
Réponses : 9
Affichages : 1969
Affichages : 1969
fufux
21/07/2021 14:34:19
Proposition Quels sont les différents réactifs d'attaque pour macrographie de soudure ?
19/12/2017 12:24:30 - Dominique ADMIN
Réponses : 3
Affichages : 1248
Affichages : 1248
Tharkey
20/12/2017 17:39:28
Question composition Nital.
13/02/2013 17:38:28 - rocdacier
Réponses : 3
Affichages : 2702
Affichages : 2702
Dominique ADMIN
14/02/2013 18:59:54
Question Posée Pourquoi déterminer le sens de laminage lors de l'essai de pliage
14/04/2017 06:53:46 - Desire
Réponses : 7
Affichages : 2378
Affichages : 2378
SavoirFer
14/04/2017 17:11:32
Réaliser une solution d'eau régale pour Inox
19/02/2008 19:56:40 - cnesquik
Réponses : 2
Affichages : 8553
Affichages : 8553
cnesquik
20/02/2008 19:06:05
Question Posée Quel réactif pour macro sur alliage d'aluminium
28/04/2011 06:56:17 - jean-pierre
Réponses : 2
Affichages : 4524
Affichages : 4524
Dominique ADMIN
15/04/2018 09:35:24
Question Posée Les indications d'un essai de texture sur tôle bout à bout
21/04/2015 14:36:55 - Tharkey
Réponses : 9
Affichages : 3589
Affichages : 3589
Tharkey
22/04/2015 19:10:03
Controle par Réplique, radio-scanning
28/02/2006 09:46:41 - mayache
Réponses : 2
Affichages : 8413
Affichages : 8413
AP
04/03/2006 17:04:57
ASME B31.1 ET ASME B31.3 c KOI?
04/02/2010 16:14:55 - le petit benjamin
Réponses : 2
Affichages : 5669
Affichages : 5669
le petit benjamin
05/02/2010 06:29:11
coupon temoin
10/12/2010 09:33:02 - plamann1
Réponses : 1
Affichages : 3471
Affichages : 3471
despasme
10/12/2010 12:10:28
Flexion par choc
27/03/2005 12:26:39 - TAGRART
Réponses : 5
Affichages : 8037
Affichages : 8037
Admin dusweld1
03/04/2005 07:24:01