
11 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Question Posée Pénétration à la racine d'une soudure d'angle.
Bonsoir à tous.
une question au sujet des soudures d'angles
j'ai réalisé des essais sur de la tôle de 10 mm d'épaisseur en acier S235.
Soudage par 2 procédés différents , MAG avec une intensité d'environ 260 Ampères et un voltage d'environ 29 V.
Et au TIG avec un poste monophasé et un réglage à 165 ampères , tungstène de 2.4 et métal d'apport de 2mm.
Après coupe à la scie à ruban , polissage des éprouvettes et passage d'un acide pour réaliser la macrographie , il s'avère que la pénétration est limite acceptable pour le TIG et plus qu'acceptable pour le MAG.
Le MAG a pénétré sur les flancs sur environ 4 mm et presque 2 mm à la racine pour le tig 1mm sur les flancs et 0.2 mm en racine.
La question que je me pose est la suivante :
Si les 2 résultats sont acceptables qu'en est il mécaniquement parlant en terme de résistance mécanique ?
Cela pour savoir jusqu'ou on doit s'arrêter en terme de pénétration et qu'est ce que ce que cela apporte de plus de trop pénétrer ?
Merci à vous
Mathieu

#2


tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
une macro n'est qu'un état ponctuel, une forte pénétration apporte surtout une présomption que cette pénétration est constante tout le long de la soudure, le MIG pénètre toujours plus que le TIG (en soudure d'angle) c'est particulièrement vrai dans le soudage des alliages légers
#3

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
bonjour mathieu
ce sont des résistance bonne mais moyenne
plus tu auras de la penetration ,plus tu auras de la résistance mecanique
pour avoir une bonne résistance mécanique il faut avoir des soudures pleine péné
cordialement
#4

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour à tous,
Il y a plus de 15 ans, le défaut de pénétration à la racine sur les soudures d'angle était accepté par plusieurs codes de fabrication et normes si il ne dépassait pas 1/10 de la section de la gorge de soudure avec un maximum de 0,7 mm de longueur.
Même le RCC-M tolérait ce type de défaut pour les soudures d'angle avec ces mêmes tolérances.
Mais aujourd'hui les commissions de normalisation préfèrent aseptiser et normaliser toutes les imperfections de soudure !
Donc la plupart des normes européennes n'acceptent plus le défaut de pénétration à la racine.
Et cela génère beaucoup de problème d'interprétation (pas facile de le détecter à l'oeil nu!) et d'acceptation car certaines soudures sont refusées pour un manque de pénétration de 0,1 mm (le matériel de macrographie est très performant de nos jours - grossissement jusqu'à 50 fois en un tour de main !)
Il n'y a plus que la norme NF EN ISO 10042 (aluminium) qui tolère le défaut de pénétration à la racine (1/10 de la section de la gorge de soudure) en défaut court (moins de 25 mm pour 100 mm contrôlé)
Combien de soudures avez vous vu avec un point de laitier à la racine lorsque vous soudez avec une électrode enrobée inox ou un fil fourré avec laitier ?
Si nous devions contrôler toutes les soudures d'angle réalisées depuis une décennie je pense que nous aurions des surprises !
Et très sincèrement j'ai réalisé assez de textures sur soudures d'angle pour m'apercevoir que même avec un manque de pénétration à la racine, la rupture est très difficile à réaliser si vous n'entaillez pas assez la gorge.
Après plus de 35 ans dans le monde du soudage dont 25 pour le nucléaire (et oui je fais partie des vieux cons de l'âge...), j'ai sincèrement l'impression que l'on amende pas dans la normalisation européenne...
De plus les normes de qualification du personnel soudeur augmentent régulièrement la durée de validité des certificats de qualifications de soudeurs ce qui fait qu'il n'y a plus de contrôle régulier des méthodes de soudage et de remise en cause des dextérités de chaque soudeur.
Car certains procédés de soudage comme le TIG en aluminium ou le MAG fil fourré sous gaz actif avec laitier rutile sur acier carbone (T 42 4 P M 1 H 5 pour les connaisseurs) n'ont pas des qualités prouvées de pénétration aisée à la racine !
Et quand je lis certains membres qui me disent qu'ils ne rencontrent pas de problème, j'émet de sérieux doutes...
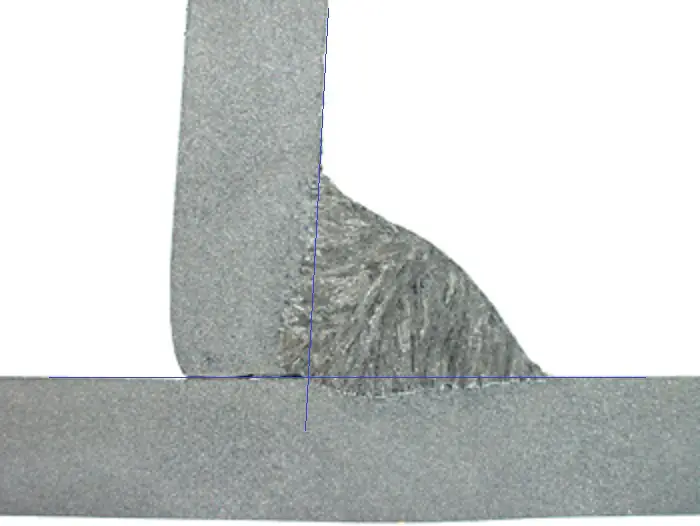
Exemple de coupe macrographique d'une soudure MAG effectuée en angle intérieur tôle épaisseur 4 mm avec le mélange de soudage MESSER Ferroline C12X2.
Mathieu54, en TIG sur de la tôle de 10 mm il faut au moins 170 / 180 ampères pour avoir une bonne fusion de la racine avec un arc très court.
Beaucoup de soudeurs réalisent une passe de fusion en TIG (quasiment sans métal d'apport) pour être sur d'assurer la fusion efficace de la racine.

Cordialement,
#5

Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Bienvenue dans le monde du parapluie, que dis-je, du parasol :rolleyes:
#6
pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
bonjour à tous
Lincoln à sorti des MAG ave force arc pour favorisé la péné dans les soudures angles
avec ses poste plus besoin de calée 2ou3mm pour avoir du jour pour la péné
avec cette option ca perpore la tole pour avoir de la péné
s'est génial
a+
#7
Invité
Merci pour toutes ces précisions.
Concrètement qu'est ce que le force arc ?
merci
Mathieu
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Voici une documentation EWM sur la technologie Force Arc
http://www.ewm-sales.co.uk/downloads/wm045401_gb_ewm_forcearc-produktinformation_12.pdf

Cordialement,
#9
Invité
merci pour ces documents
cela ressemble un peu au principe du pulsé
des pics de courants ?
Mathieu
#10

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
Généralement entre le mig et le tig c'est la forme de la pénétration qui est différente. "pointue " en mig et " ronde " en tig avec quelques variante suivant le gaz de protection utilisé.
Mais comme cité plus haut c'est le manque d'intensité qui fait que vous avez une mauvaise pénétration.
Le problème de manque de pénétration en racine me désole car avec une soudure d'un seul coté nous avons une belle amorce de rupture envers, bonne pénétration ou pas....
Là ce n'est même plus une histoire de parasol mais de toiture en lauzes ;);)
Cordialement
#11
pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
bonjour à tous
force arc est une option, moi je l'ai connu comme option
ca te donne un arc plus puissant en pénétration
C'est pas facile à expliquer (le bain de fusion va creuser la matière)
ce sont des belles photos de soudure avec pénétration
rien a voir avec le pulsé
a+
#12

frakie En ligne le 03/12/2025 à 16:15 (46 messages sur soudeurs.com)
Bonjour,
pour ce qui est de la résistance mécanique, le terme est un peu flou. les soudures d'angle sont utilisées principalement pour des reprises de contraintes en cisaillement, pas pour de la tractions pure.
Le manque de pénétration à la racine est effectivement un problème potentiel pour les soudures mono-passes (avec une gorge de moins de 6mm).
En effet les codes de conception intègrent un facteur de sécurité en terme de pourcentage de la gorge.
Ceci a pour but de compenser une qualité moins bonne (en général) des soudures d'angles du fait de leur impossibilité / difficulté de les contrôler en compacité (US très difficiles et radio impossible).
Hors pour le manque de péné en racine, le défaut est de l'ordre de 2mm quelque soit la taille de la soudure d'angle. sur une mono passe de gorge 6mm, la reduction de gorge (2 mm sur 6) est de l'ordre de 33%.
Sur une gorge requise de 15mm, l'impact est de 13% ce qui est largement compensé par les facteurs de sécurité inclus dans les codes de calcul. donc l'impact de ce manque de péné est très largement fonction de la talle de la gorge requise.
Si ajoute à cela les manques de fusion de MAG (le soudeur baissant les ampères pour éviter que la torche ne chauffe tout en maintenant la vitesse de dévidage, cela a amené au fait que les charpentiers métalliques étaient la profession maudite des assureurs dans le cadre des garanties décennales.
Je pense que ces durcissements de critères (au delà de l'application sans réflexion de l'ISO 5817 cl B qui interdit tout manque de fusion) viennent de la sinistralité des soudures d'angles de faible gorge.
C'est évidemment stupide (les soudeurs un fois qualifiés continuent de faire les mêmes défauts en production) alors qu'une adaptation des codes de calcul (prise en compte des - 2mm systématiques sur la gorge auraient pu régler certains problèmes, quitte à specifier que des optimisations sont possibles dans certains cas (soudage robotisé, ...)
Pour garantir quasiment l'absence de manque de pénétration à la racine, il suffit de casser l'angle de la tôle d'environ 1,5 mm (un simple coup de meule) et le tour est joué même si le soudeur n'a pas vraiment soigné cette péné.
Sujets connexes les plus populaires
Question Posée Pénétration à la racine d'une soudure d'angle.
06/03/2014 19:55:10 - Mathieu54
Réponses : 11
Affichages : 5507
Affichages : 5507
frakie
20/11/2014 22:49:44
[Résolu] Définition du Nital (réactif d'attaque macrographique)
24/05/2004 13:43:16 - céquoi
Réponses : 2
Affichages : 18204
Affichages : 18204

rayess18
19/04/2016 08:58:21
Question Posée Quelle réglementation sur la soudure de matériel de levage?
19/05/2019 13:56:34 - legino
Réponses : 4
Affichages : 403
Affichages : 403
nhuille
21/05/2019 08:22:32
test pénétration cordon de soudure
29/05/2007 13:34:53 - TIESA
Réponses : 1
Affichages : 8963
Affichages : 8963
Admin dusweld1
30/05/2007 04:18:23
Question Posée Réalisation d'une macrographie de soudure
16/04/2018 15:46:47 - dany 62
Réponses : 9
Affichages : 1851
Affichages : 1851

etienne.corrieu
05/01/2022 10:19:12
[Résolu] comment réaliser une macro (acide nital)
07/01/2010 12:33:24 - hugy59
Réponses : 1
Affichages : 6575
Affichages : 6575
Admin dusweld1
07/01/2010 13:10:18
Question Posée Film radio avec un défaut de soudage " rochage "
23/07/2014 14:01:18 - cacahouette01
Réponses : 2
Affichages : 2301
Affichages : 2301
Frederic Thiollier
08/09/2014 06:47:08
Macrographie au Nital
15/04/2005 06:19:53 - romain M
Réponses : 3
Affichages : 9982
Affichages : 9982
Admin dusweld1
01/05/2005 13:08:38
Duretés HV5 et HV10
24/04/2007 16:55:30 - asdetrefle
Réponses : 4
Affichages : 16652
Affichages : 16652
Al3xb
29/05/2013 06:23:10
Question Posée Réactif d'attaque sur coupe macrographique aluminium
14/04/2018 10:31:02 - Dominique ADMIN
Réponses : 9
Affichages : 1969
Affichages : 1969
fufux
21/07/2021 14:34:19
Proposition Quels sont les différents réactifs d'attaque pour macrographie de soudure ?
19/12/2017 12:24:30 - Dominique ADMIN
Réponses : 3
Affichages : 1248
Affichages : 1248

Tharkey
20/12/2017 17:39:28
Question composition Nital.
13/02/2013 17:38:28 - rocdacier
Réponses : 3
Affichages : 2702
Affichages : 2702
Dominique ADMIN
14/02/2013 18:59:54
Question Posée Pourquoi déterminer le sens de laminage lors de l'essai de pliage
14/04/2017 06:53:46 - Desire
Réponses : 7
Affichages : 2378
Affichages : 2378
SavoirFer
14/04/2017 17:11:32
Réaliser une solution d'eau régale pour Inox
19/02/2008 19:56:40 - cnesquik
Réponses : 2
Affichages : 8553
Affichages : 8553
cnesquik
20/02/2008 19:06:05
Question Posée Quel réactif pour macro sur alliage d'aluminium
28/04/2011 06:56:17 - jean-pierre
Réponses : 2
Affichages : 4524
Affichages : 4524
Dominique ADMIN
15/04/2018 09:35:24
Question Posée Les indications d'un essai de texture sur tôle bout à bout
21/04/2015 14:36:55 - Tharkey
Réponses : 9
Affichages : 3589
Affichages : 3589
Tharkey
22/04/2015 19:10:03
Controle par Réplique, radio-scanning
28/02/2006 09:46:41 - mayache
Réponses : 2
Affichages : 8413
Affichages : 8413
AP
04/03/2006 17:04:57
ASME B31.1 ET ASME B31.3 c KOI?
04/02/2010 16:14:55 - le petit benjamin
Réponses : 2
Affichages : 5669
Affichages : 5669
le petit benjamin
05/02/2010 06:29:11
coupon temoin
10/12/2010 09:33:02 - plamann1
Réponses : 1
Affichages : 3471
Affichages : 3471
despasme
10/12/2010 12:10:28
Flexion par choc
27/03/2005 12:26:39 - TAGRART
Réponses : 5
Affichages : 8037
Affichages : 8037
Admin dusweld1
03/04/2005 07:24:01