
60 réponses -
Accéder à la dernière réponse
#1


LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Sujet : Solution Saviez-vous que BMW faisait aussi des vireurs de soudure ?
Bonjour le forum.
Je vous fais part ici de mon dernier projet de création d'outillage.
Un peu d'historique
Les BMW des anciennes séries K75 et K100 des années 80 et 90 avaient un défaut de conception bien gênant dans leur transmission par cardan.
L'arbre de transmission était entrainé par cannelures dans le cardan massif côté boite (c'est OK), mais côté pont, les canelures du pignon de couple arrière entraient dans l'arbre sous la forme d'un tube broché et réduit.
Beauoup des possesseurs de ces machines l'ont subi un jour: un bon coup de gaz et la moto reste sur place, les canelures creuses de l'arbre côté pont se sont usées au fil des années puis se sont arrachées sur un effort intense. La moto reste sur place dans un bruit de pignon et c'est l'assistance.
La réparation, et c'est là le problème puis l'origine de ma création, consistait invariablement à changer tout le pont arrière en même temps que l'arbre détruit, parce que pour arriver au résultat de la casse fatale, les canelures du pignon de sortie de pont étaient aussi souvent très endommagées, quoi que plus solides. Et l'on ne met pas une pièce neuve en travail sur une pièce endommagée, ou alors on est un vrai (bip).
Pourquoi changer tout le pont arrière? Parce que ces ponts demandent un outillage spécial et des procédures très complexes (démontage et remontage à la presse à chaud, outils spéciaux de mise en place des joints) si bien qu'aucun concessionnaires ne voulait tenter l'aventure de ne changer que le pignon de sortie de pont: tous proposaient en échange d'un joli billet le remplacement du couple arbre+pont.
Je me suis donc retrouvé depuis 2002 avec un pont de BLW K75 fonctionnel mais inutilisable dans mes caisses de trucs. Dix fois je me suis dit que j'allais balander ce machin sans usage... et je ne l'ai pas fait, bien m'en a pris !
La génese du montage
Récemment, j'ai eu besoin de souder des petites viroles en acier en bout de tube acier. Rien de bien méchant, juste que pour tourner autour d'un tube de 30x1.5mm il faut reprendre, et c'est parfois pas joli.
A ce moment là j'ai envisagé d'acheter un petit vireur de soudure, mais entre 300€ de cochonnerie asiatique et 1000€ de bon matériel pour ne servir qu'une fois de temps en temps, je me suis dit...
ON VA LE FABRIQUER !
Et j'ai repensé à mon pont arrière de K75 qui attendait je ne sais quoi depuis 2002 (date de la vente de la moto avec son pont neuf).
La fabrication est en cours depuis quelques semaines à temps perdu, et finalement en regardant ce qui se fait, j'ai opté pour les principes suivants:
- Le vireur est FIXE, c'est à dire qu'il propose un plateau qui tourne dans un axe vertical. Si je veux un positionnement en angle, je cale le vireur sur l'angle avec autre chose (c'est prévu).
- Le vireur est motorisé par une commande digitale, qui permet de varier la vitesse et le secteur de rotation (n'importe quoi entre 1 et 360 degrés).
- La commande de secteur variable du vireur permet par exemple de faire des soudures partielles précises, avec un avertisseur sonore (par exemple 60 degrés de soudure, puis 60 degrés libre, puis de nouveau 60 degrés de soudure jusqu'au tour complet).
- Le vireur est un accessoire de table de soudure, donc il doit être compact et électriquement autonome. Autrement dit, pas de fil à la patte, qui non seulement va encombrer mais SURTOUT va acheminer l'orage EM des arcs de soudure vers l'ARDUINO de contrôle. Je choisis donc une alimentation par batterie, et comme je suis bien équipé en MAKITA 18V, l'alimentation sera faite par une batterie d'outillage clipsée sur l'extérieur du boitier par un chargeur compatible sacrifié pour la bonne cause. J'ai piqué l'idée (je l'avoue) à un youtubeur qui a utilisé ce principe de compatibilité avec les batteries de grande marque pour un montage. La batterie fournit 18V, cette tension alimente directement le moteur et est régulée à 9V pour alimenter l'ARDUINO. Des caractéristiques du moteur récupéré (un astrosynth NEMA23 à 2.6V/2A par phase) je déduis au moins 6 heures de fonctionnement sur une charge, sachant que le soft coupe la puissance du moteur (ENA low) entre les déplacements effectifs, ça peut être beaucoup plus long que ça.
- Les commandes du vireur sont simples et peu nombreuses: Un encodeur rotatif avec afficheur LED lisible pour la vitesse et le secteur, un interrupteur rotatif MARCHE/ARRET, un interrupteur trois position rotatif AVANT/STOP/ARRIERE et un bouton poussoir pour START/DEPLACEMENT. Le vireur propose un buzzer (fort) pour donner les instructions au soudeur sans avoir à le regarder: un long bip annonce le début de la rotation après START, trois bips brefs annoncent la fin de la rotation.
- Du coup l'intégralité de la commande se fait par un ARDUINO et un moteur pas à pas. Par la suite, si je veux modifier le programme pour recevoir une commande externe (pédale, déclanchement de torche MIG/MAG/TIG) je le peux.
Je commence ce sujet tel qu'il est et je le mettrai à jour jusqu'à la vidéo de premier usage :)
Premières photos
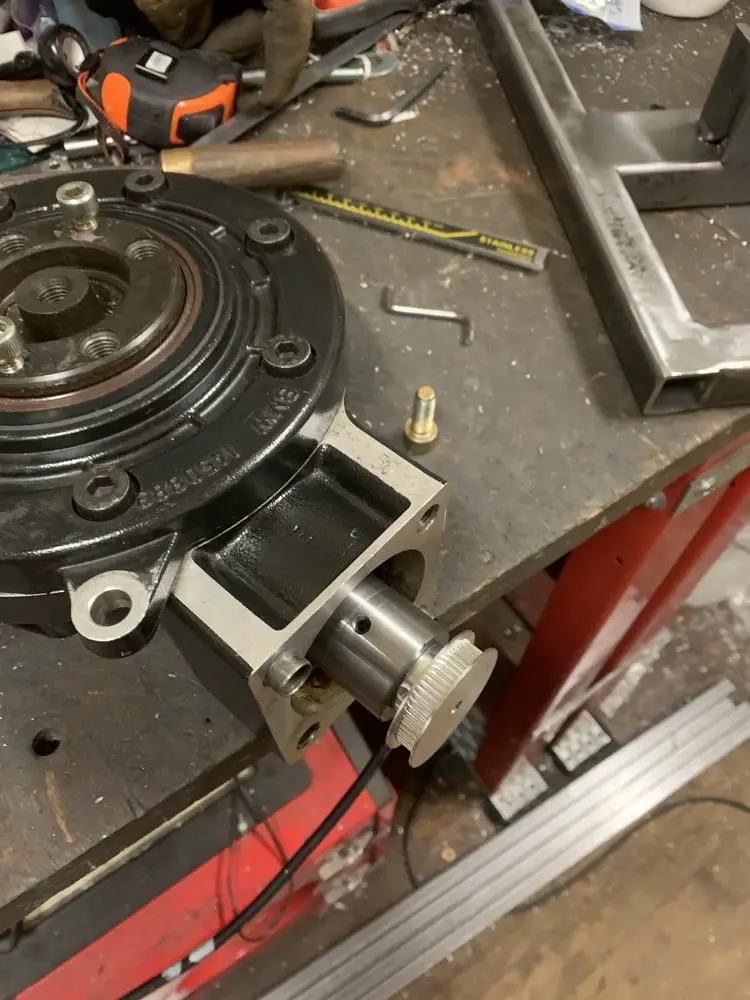
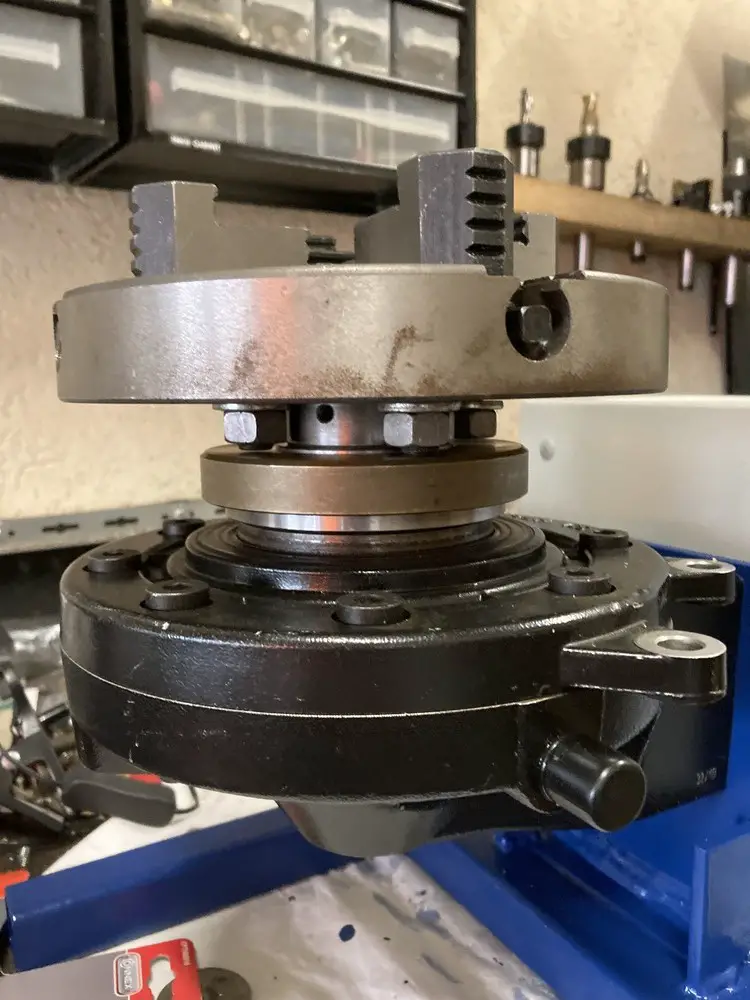
Le pont de K75S après 20 ans de sommeil:

Le manchon d'adaptation d'une courroie crantée T2x6 sur l'axe de sortie machouillé en 22mm du pont.
Tournage simple en acier C38 pour le manchon et vissage M6 au centre d'une poulie alu achetée en ligne.
je n'ai pas prévu de goupille vu la charge extrèmement faible sur le montage, un serrage énergique suffit, en profitant de la tribologie acier/alu.
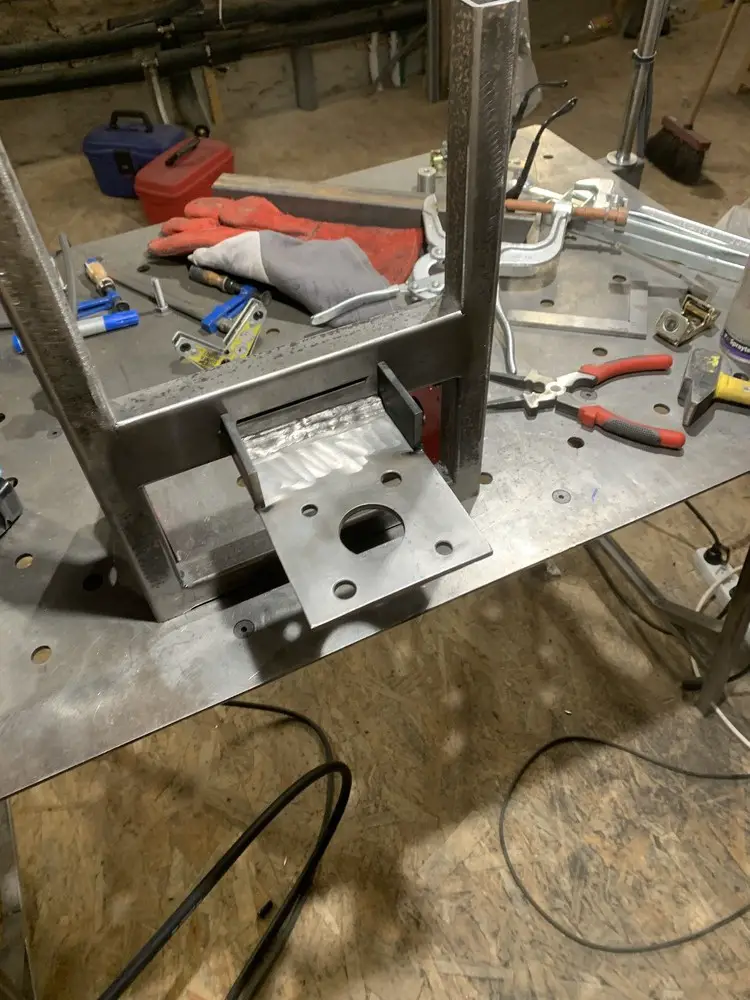
Construction du chassis du vireur:
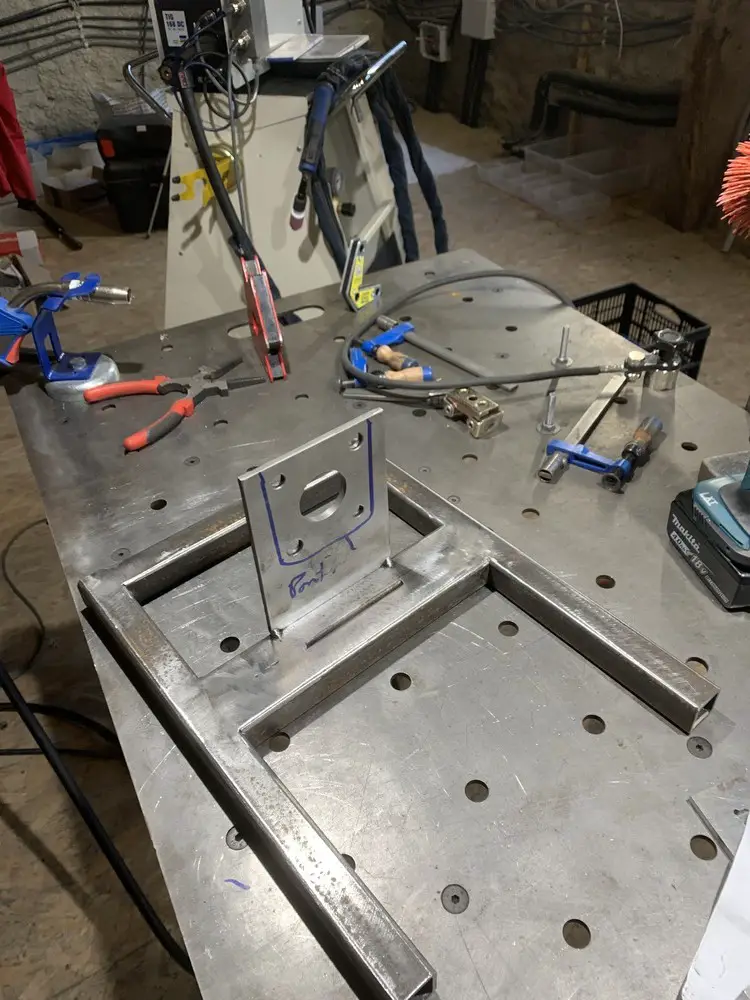
Et encore:

En encore:
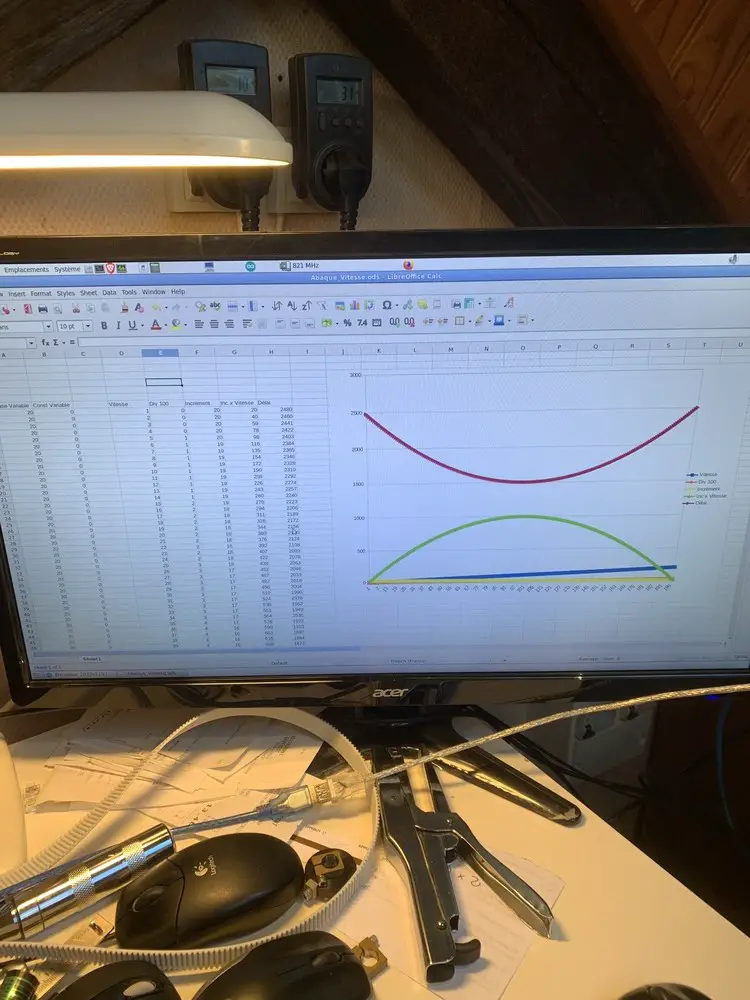
Pour le soft, il m'a fallu déterminer une fonction de vitesse qui reste un peu linéaire en tenant compte du fait que je n'agis que sur l'intervalle de pas, donc 1/freq de pas, pour éviter que ce soit trop lent en début de réglage et trop rapide en fin de réglage. La fonction du régime est une hyperbole, on va la corriger avec un changement d'origine et un changement d'échelle. Avec un tableur ça va bien mieux :)
Bon, j'avais fait un super paragraphe pour expliquer les calculs, mais ce (_"'à_(ç-'ç"'-(ç de serveur n'a pas pris mes mises à jour et après un quart d'heure de rédaction tout était paumé :(
Je résume! Avec les réductions mécaniques 11/31 et 20/60 et le soft avec des pas 1/8, on aura entre 100 et 1000 pas par seconde d'amplitude de vitesse avec un réglage quasiment linéaire, ce qui donnera la possibilité de faire du TIG à 1mm/s sur un diametre 10 et du MIG/MAG à 10mm/s sur un diamètre 200.
Quand on place le boitier (à l'envers, c'est juste pour faire tenir en équilibre) ça donne l'idée de l'ensemble:

A suivre!
Le Creusois.

#2

Invité
Bonjour,
C'est un projet très intéressant.
Pour arriver à gérer les 1000 pas/s il va falloir bien gérer la tension d'alimentation du moteur pas à pas.
Cordialement,
#3
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour.
Je ne vais pas me compliquer la vie, je vais utiliser un driver intégré à base de TB6600 acheté chez Amz pour 12€:
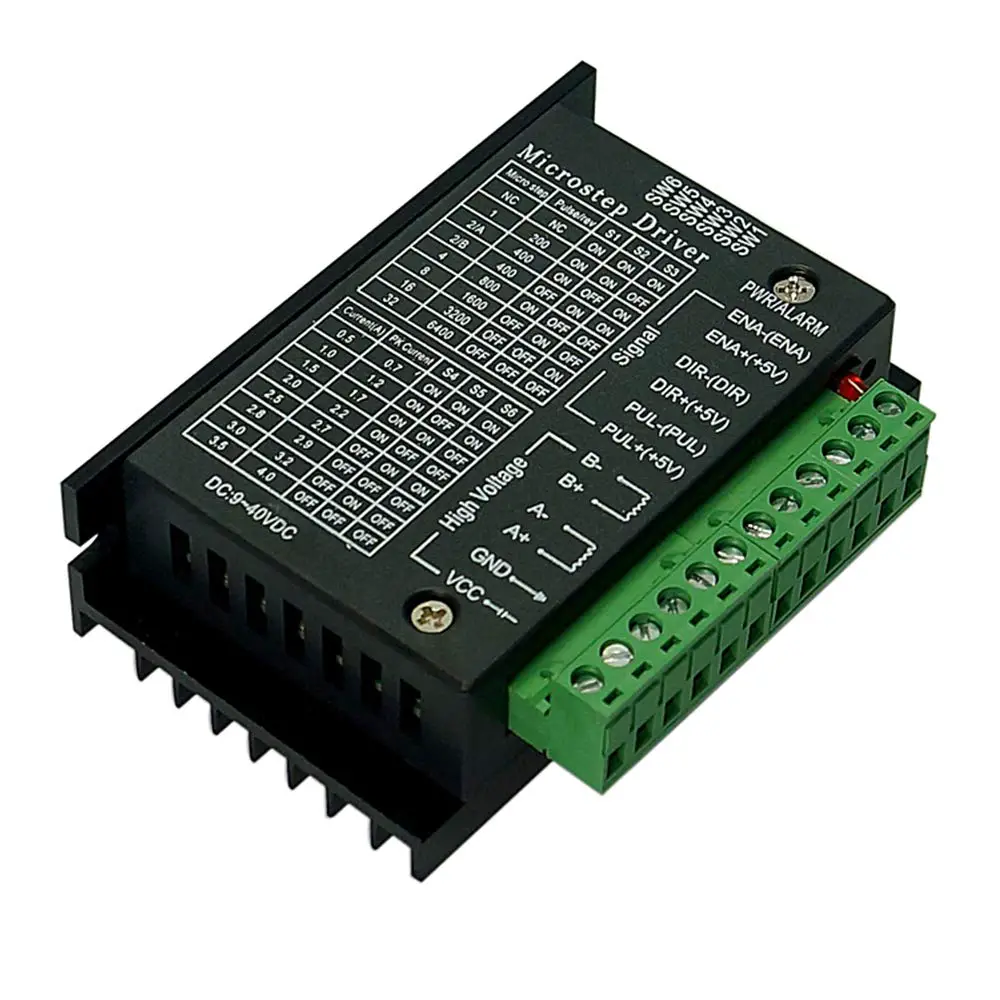
Il gère jusqu'au 32ème de pas, ce serait l'idéal pour éviter la perte de pas sur les transitions de courant, mais il faudrai alors monter à 4000 micro-pas par seconde et c'est du côté du soft que ça va coincer.
Ce genre de driver permet de programmer le courant, et je suis monté en test avec un générateur assez haut (presque 5000 pas/s !) mais avec un couple reduit à presque rien, c'est logique.
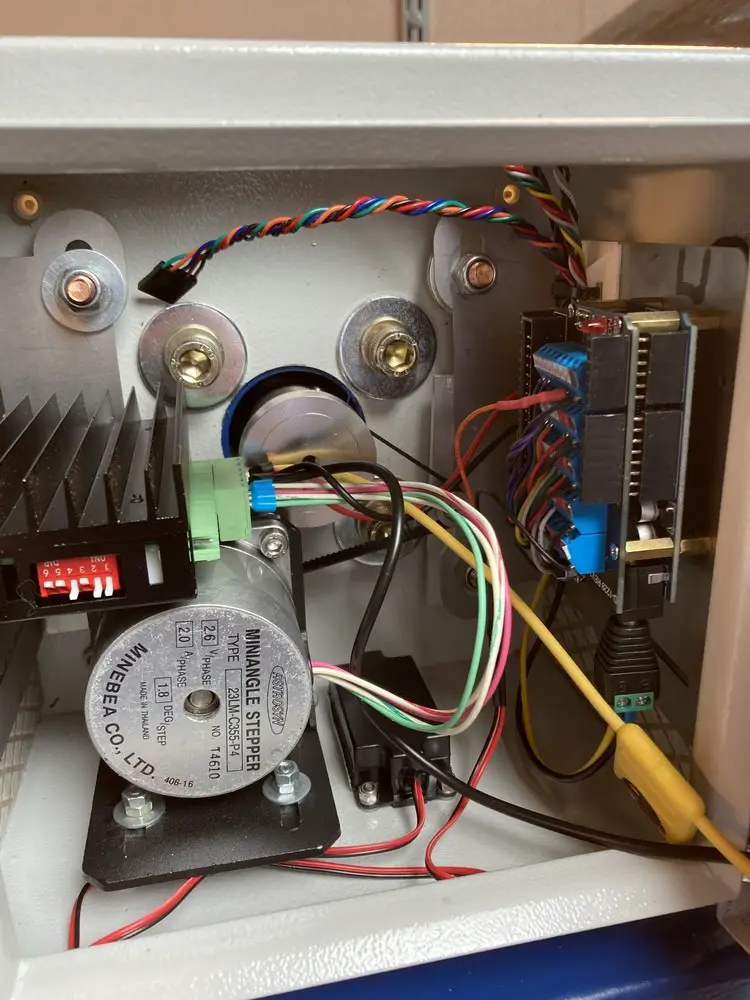
J'ai fait des essais avec un "shield arduino" d'imprimante 3D qui permet de monter directement sur l'arduino quatre drivers de moteur pas à pas en gagnant beaucoup de place:
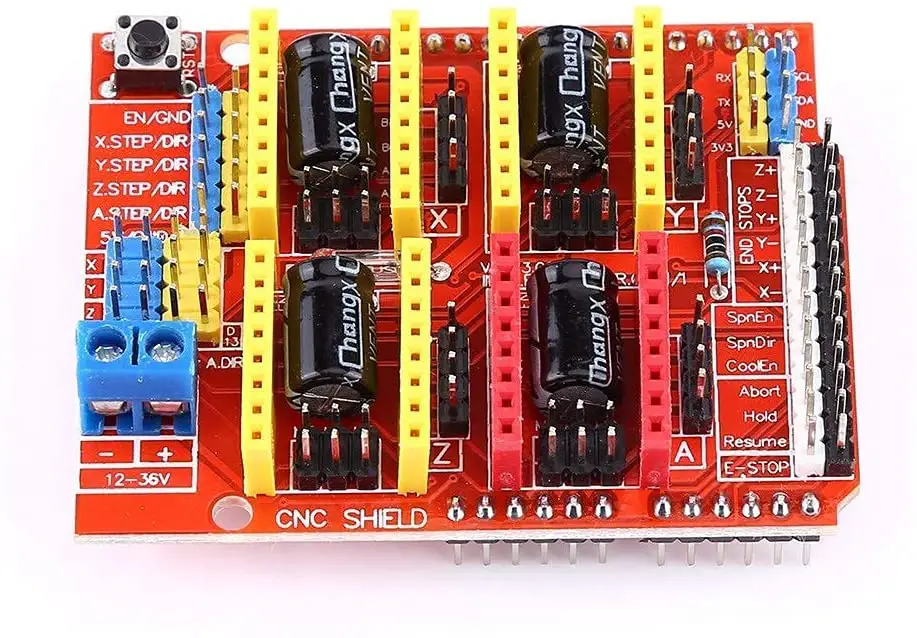
Celui que j'ai récupéré est équipé de drivers 4998 qui plafonnent à 2A. C'est largement suffisant pour des moteurs NEMA17 des petites imprimantes 3D mais le moteur que j'utilise est un ASTROSYN NEMA23 pour qui 2A est l'intensité nominale, donc le driver est au maxi et chauffe à mort même avec un dissipateur.
C'est pas bon pour la fiabilité, j'ai donc laissé tombé même si sur l'établi ça pouvait fonctionner. En réutilisant les pins autrement attribuées du shield, je pouvais facilement mettre l'afficheur, les boutons et l'encodeur sur les pins en noir et blanc sur la photo, mais le soucis était la fragilité du driver, pas prévu pour pendre son intensité maximale tout me temps dans un boitier sans ventilation active. La gestion du moteur est donc déléguée à un driver spécial. En plus les 18V des batteries d'outils MAKITA est pile au milieu de la plage d'utilisation.
Le Creusois.
#4


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Je suis de l'avis de KNOFF les 18 volts de la batterie sont totalement insuffisant pour alimenter correctement le driver du moteur pas à pas. Pour bien faire il faut monter à la tension max admise par le driver MOINS 4 ou 5 volts.
La division de 1/8 de pas c'est le driver du moteur qui le fait et elle n'a pour but que de lisser les mouvements. Le moteur de peut pas s'arrêter sur ces divisions de pas. Il faut faire les calculs en prenant les 200 pas/tour nominaux du moteur
#5
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour.
Non, désolé. Le moteur s'arrête parfaitement sur le micro-pas demandé, sinon ca n'aurait aucun intérêt d'avoir des micro-pas pour le mouvement.
Tant que le driver est alimenté bien entendu :)
En revanche, quand on coupe l'alimentation et qu'on la rétablit, alors là OUI le moteur retrouve une position d'équilibre sur le pas entier le plus proche de sa position d'arrêt, puisqu'il était "tenu" sur un micro-pas intermédiaire par le driver.
C'est tout à fait bénin, on parle de positionner une pièce pour la soudure sous a torche et non un massif sous la fraise dans une CNC.
Donc lors du mouvement on est en micro-pas 1/8 pour avoir un lissage et un couple optimal sans décrochage, mais on perd la position exacte en retombant dans le pas entier le plus proche lors de la coupure et du rétablissement du courant. C'est prévu.
Quant aux 18V, j'ai essayé jusqu'à 30V avec mon alim de labo, et je n'ai pas noter de comportement très différent. En revanche à 12V c'est bien moins bon, et l'on comprend que le régulateur de courant de phase doit chopper bien plus tard pour l'établissement du courant programmé dans le bobinage. J'ai essayé à 18V sans noter de dégradation particulière.
Note: le projet est bien en avance sur le "reportage", donc je ne me pose plus de questions, j'expose ce qui est fait parce que ça marche et que ça a été validé par des tests :D
Cordialement.
#6


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
très bel réalisation, mais attention en cas d'utilisation en TIG est ce que les boitiers électroniques genre ARDUINO supportent la haute fréquence ?
Vous risquez d’être en vitesse maxi en phase d’amorçage en TIG DC et en permanence en TIG AC
Cordialement.
#7


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Je vois beaucoup de questions ou d'objections qui dénotent une méconnaissance du Grbl. Ce soft permet de subdiviser les pas du moteur à volonté, de le bloquer en l'absence de commande, etc.
Cdlt
#8
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Je suis désolé mais les µpas ne permettent pas un positionnement car il n'y a presque pas de couple de maintien.
Si vous ne faites pas de mesures de couple en fonction de la vitesse de rotation du moteur il est clair que vous ne pouvez pas voir de différence en changeant la valeur de la tension d'alimentation du driver.
Maintenant ce que j'en ai dit c'était parce que je pensais que vous débutiez votre projet MAIS s'il est abouti et que ses performances vous conviennent SURTOUT ne changez rien.
#9
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonour.
L'arduino est programmé avec un code original, aucune interprétation de GCODE n'est prévue. J'y reviendrai ensuite pour ceux que ça intéresse, le programme est une "machine à états" assez compliquée qui permet de simuler une exécution simultanée (multitache) de toutes les commandes et actions: affichage, encodeur, boutons, moteur, buzzer, café, croissant, ouvrir au livreur de la poste, etc, etc...
Mais pour revenir au débat du micro-pas, l'usage par un driver élaboré de courants fractionnaires pour obtenir des pas intermédiaires à ceux de l'établissement du circuit magnétique préférentiel échappe à certains. Le positionnement en micro-pas offre non seulement un mouvement plus fluide (au prix d'une multiplication des pas pour un déplacement angulaire donné) mais l'on observe quasiment pas de perte de couple lors du parcours des positions intermédiaires (désolé Yann, ce n'est pas que de la théorie, c'est de la pratique). Il suffit de se poser la question: pourquoi est-ce universellement utilisé en positionnement industriel, soit en boucle ouverte (bi ou triphasés) ou bien en boucle fermée sur les servos ? Le mode pas entier ou demi-pas qui ne demandent que des commandes binaires des bobines, en revanche, présentent des pertes de couple sur les transitions de courant de phase. Lors d'un pilotage en pas entiers, le moteur passe par une phase de relaxation lors de l'inversion du courant, et son couple passe très temporairement à 50% ou à 0%. Quand un moteur est piloté en pas entiers, il est facile de le bloquer en coincant l'axe avec les doigts par exemple sur un petit moteur. Et le décrochage de pas intervient précisément lors du changement de phase des courants moteur, parce qu'on a une chute brutale du couple de maintient à ce moment précis. Dans le cas d'un mode micro-pas, ce décrochage est très limité ou éliminé, et le couple est plus constant. Le cas idéal serait une commande en sinusoidale pure, c'est ce que tentent de faire en s'approchant de la courbe idéale ce genre de driver. Ce TB6600 est de bas de gamme, les modèles plus puissants permettent le 1/64ème. Il serait préférable de le configurer en 32ème de pas (voir l'abaque imprimé sur le corps du driver même) pour avoir une courbe la plus lisse possible, mais alors le nombre de pas augmente beaucoup trop pour la commande.
Oui, je confirme Yann: c'est un reportage, pas un travail d'équipe en ligne :) Le but est d'inspirer d'autres personnes pour de la récupération utile à l'atelier de soudure.
Je ne suis pas infaillible, si ça déconne par la suite je modifierai, mais pour l'instant c'est très satisfaisant.
#10
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour.
La réponse à la question fait partie des paragraphes qui ont sauté lors de l'édition :)). Oui, la soudure est le pire perturbateur qui soit pour de l'électronique.
C'est pourquoi j'ai pris de nombreuses précautions:
- Le boitier est en acier et assurera une continuité parfaite avec des mises à la masse partout.
- Aucun cable d'alimentation ne peut véhiculer en interne de la HF, d'où l'usage d'une batterie d'outils MAKITA.
- Le circuit de masse pour le retour de suduure fait l'objet d'une attention particulière pour éviter le rayonnement d'un passage de courant intense: il y a un patin en bronze de gros diamètre (25mm) massif qui frotte sur le plateau tournant à l'opposé du boitier, afin d'éviter toute induction et surtout tout étincelage des roulements et engrenages du point.
A vrai dire je n'ai pas encore essayé de tests EMS et de voir comment se passe un amorçage HF, mais si ça saute et qu'il n'y a pas de possibilités, on reviendra au moteur d'essuie-glace et au rotacteur à résistances :)))
#11
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Lecreusois23 a écrit :
Oui, je confirme Yann: c'est un reportage, pas un travail d'équipe en ligne :) Le but est d'inspirer d'autres personnes pour de la récupération utile à l'atelier de soudure.
Vous repasserez pour l'exemple à suivre car il faut avoir une moto BMW en panne .
Je suis étonné que votre reportage passe aujourd'hui sur soudeurs.com car l'aspect soudure n'y apparaît pas beaucoup. Vous auriez du choisir un autre forum de bricolage (un soudeur professionnel ne s'amuse pas à cela)
Moi j'ai fait aussi mon "vireur" de soudage et un dispositif d'amener d'un fil de soudage MIG mais pour une torche TIG , en son temps mais à l'époque il était hors sujet de présenter ces bricolages sur ce forum
#12
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Personnellement, j'estime que cet article a totalement sa place sur notre forum, surtout dans la rubrique "Divers". Du moins autant que les montages proposés pour les refroidisseurs, tables de soudage et autres réalisations en rapport avec le soudage.
Pour info, le couple de maintien d'un moteur NEMA23 est de 2 à 3 N.m selon les modèles et le couple est indépendant de la vitesse de rotation sur un moteur pas à pas. Enfin, peu importe le réducteur / renvoi d'angle utilisé, c'est le principe qui est intéressant.
S'il était possible de discuter de façon plus factuelle autour de ce sujet intéressant sans dénigrer par plaisir et avec des arguments inexacts, ce serait sympa.
Merci.
#13
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
bonjour
je suis l'avis de locouarn
C'est sympa de présenter ses réalisations sur le forum ,
on est pas obligé de copier mais un jour ou l'autre on finira par lui piquer une de ses idées.
Quand aux "pro" j'en ai vu un paquet de vireur maison ,pas étonnant quand on voit le prix du neuf.
cdlt
#14
olivaure En ligne le 04/07/2024 à 17:45 (78 messages sur soudeurs.com)
Envoyé par Yann
Lecreusois23 a écrit :
Oui, je confirme Yann: c'est un reportage, pas un travail d'équipe en ligne :) Le but est d'inspirer d'autres personnes pour de la récupération utile à l'atelier de soudure.
Vous repasserez pour l'exemple à suivre car il faut avoir une moto BMW en panne .
Je suis étonné que votre reportage passe aujourd'hui sur soudeurs.com car l'aspect soudure n'y apparaît pas beaucoup. Vous auriez du choisir un autre forum de bricolage (un soudeur professionnel ne s'amuse pas à cela)
Moi j'ai fait aussi mon "vireur" de soudage et un dispositif d'amener d'un fil de soudage MIG mais pour une torche TIG , en son temps mais à l'époque il était hors sujet de présenter ces bricolages sur ce forum
C'est vrais, un vireur ça sert quand même vachement plus au tricot qu'a la soudure...et c'est vrais, y a que des pro sur soudeur.com....si ça te plais pas tu peux aussi passer ton chemin...
Je trouve ton commentaire arrogant et humiliant pour cette personne qui a pris le temps de nous expliquer son bricolage....Si plus personne ne post, faudra pas venir pleurer ensuite.
Moi qui croyais que le respect et la courtoisie était de mise ici....
#15
Invité
Bonsoir,
La différence entre une alimentation en 30V par rapport à une en 18V est que la perte de couple sera moindre, au delà de 200Hz. Mais en pratique, tant que l'axe est vertical, vous ne devriez pas avoir de soucis.
Pour le mode micro-pas, avec un moteur standard on gagne au niveau du bruit et des vibrations, c'est appréciable, un moteur pas à pas pour commander un vireur je trouve que c'est une belle solution.
Les 1000 pas/ seconde avec un arduino c'est tout à fait réalisable.
Bravo pour votre projet, je le trouve très intéressant.
Bonne programmation et bonnes soudures.
Cordialement
#16
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour à tous.
J’ai bien vu que mon sujet irritait certains donc je vais essayer d’être plus synthétique.
Oui en effet ce serait une certaine fierté si j’inspirais quelques réalisations.
Bon j’ai oublié de dire que tout mon code ARDUINO sera libre pour tous, et j’ai déjà eu un retour par ailleurs: un copain a mis la main sur un énorme NEMA42 (a voir, c’est gros comme un démarreur avec un couple gigantesque) et pour son projet le plateau vireur sera en prise directe sur l’axe du moteur, et le moteur inclinable n’importe comment dans un support cardan.
Je vais donc étendre la plage de réglage de vitesse pour un accouplement direct sans réduction mécanique en micro pas.
Je poursuis le reportage quand j’ai un peu de temps.
Le Creusois :)
#17
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Rebonjour.
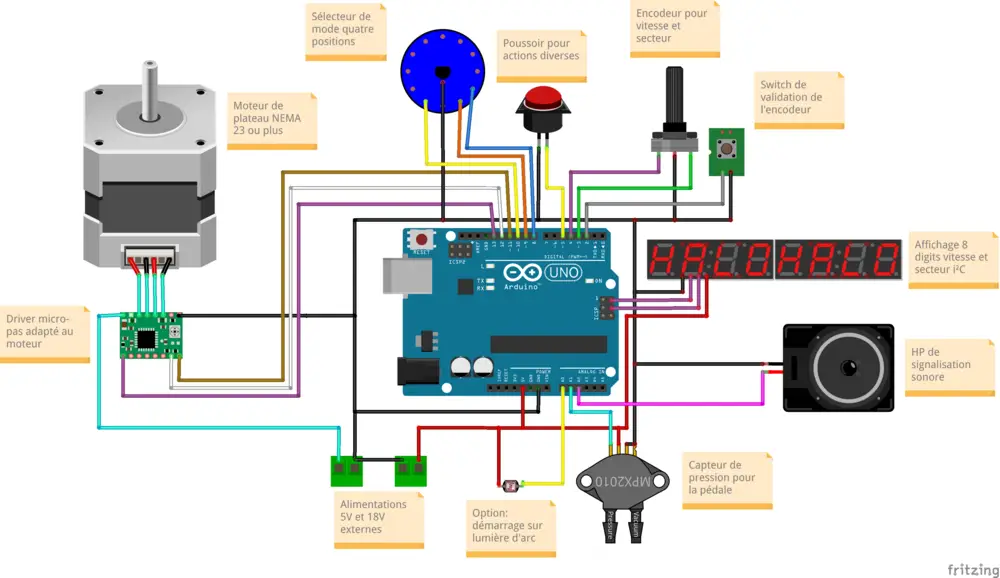
Pour ceux qui sont encore là, voici le schéma d'ensemble de la commande numérique du vireur.
D'ailleurs son petit nom est choisi: c'est "VIROLO", origine motarde oblige :)
Parlons un peu du fonctionnement du logiciel, puisque ensuite chacun sera libre de l'utiliser avec sa propre construction mécanique.
Remarquons qu'il se trouve deux anomalies sur le schéma ci-dessus: il n'y a pas de résistance de limitation pour le HP (une 100 ohms est prévue) et il n'y a pas de pont de résistance diviseur avec la LDR (une 10K et une 1K en talon).
Je n'ai pas trouvé le moyen de connecter proprement ces composants avec le logiciel de dessin utilisé, alors j'assume ces deux bugs :)
Je dois dire que j'ai regardé toutes les photos possibles de vireurs professionnels (SAF et autres) pour trouver ce qui manque à mon idée du truc.
Il y a 4 modes, que l'on sélectionne avec le gros rotacteur bleu, avec en plus une position "NEUTRE" qui coupe tout mouvement.
- Avance horaire, sous l'action du bouton poussoir, et à la vitesse sélectionnée par l'encodeur. Dans ce mode, quand on pousse le bouton, le moteur tourne dans le sens horaire. Il n'y a pas de position zéro définie sur le plateau, le zéro est défini à la position où l'on cesse d'actionner le poussoir;
- Avance anti-horaire identique au précédent, quand on pousse le bouton.
Pourquoi des avance ? Parce qu'une fois que le montage est bridé, et que le vireur est également bridé sur la table, on va pas jouer à tarzan pour se retrouver dans une bonne position de début de soudure ou tourner autour de la table pour attaquer au bon endroit. C'est le plateau qui tournera pour la position de début, d'autant qu'avec un moteur pas à pas et une réduction mécanique, il est impossible de le forcer à la main à moins de tout casser.
- Mode "Manuel" dans lequel le vireur commence à tourner à partir de la position actuelle lors de l'action de la pédale à la vitesse affichée, aussi longtemps que la pédale est actionnée. C'est le mode de tous les vireurs simples sans électronique avec une pédale;
- Mode "Automatique", qui est un peu plus complet. Dans ce mode, le vireur va commencer à tourner à la vitesse affichée, mais sur une IMPULSION de la pédale ou du poussoir, avec une petite mélodie caractéristique au HP trois seconde avant le début du mouvement. Ainsi, on garde le masque, et à l'oreille on sait quand ça va commencer à tourner, on a pas besoin de garder le pied sur la pédale.
Dans ce mode Automatique, intervient la notion de secteur de soudure. Kézako (en Creusois traditionnel, une variante du Limousin, variante du Languedocien) ?
J'ai déjà eu envie de faire des soudures genre viroles, mais incomplètes. Genre 60 degrés soudés, puis 60 non soudés, puis on recommence. Soit on met du marqueur sur les pièces et on s'arrête quand on est sur la marque, soit on laisse faire le vireur (à l'époque, j'en avais pas, on est d'accord :)
Avec le paramètre Secteur du mode Automatique, on paramètre au bout de combien de rotation le vireur va faire une petite musique d'avertissement, puis au bout s'arrêter. Le paramètre est entre ZERO (valeur spéciale, utilisation particulière) et 380 degrés. Pourquoi pas 360 ? Eh bien pour gérer un recouvrement du cordon commencé un peu tard, dans le cas d'un tour complet !
Exemple:
Je dois faire une (des) viroles en bout de tube, par exemple des pieds en TIG. Je pointe, je bride. Je programme une vitesse de 30 (nous reviendrons sur l'unité de la vitesse plus tard, là ca donne environ 1mm/s sur un diamètre 30), je me positionne au bon endroit pour commencer confortablement (OK c'est rond, donc c'est partout pareil, mais pas que...), je programme le secteur sur 370 (tour complet avec recouvrement 10 degrés), je bascule ma cagoule et je presse la pédale ou le bouton. Trois secondes de petites notes retentissent, ce qui me laisse le temps d'amorcer et de chauffer mon bain TIG) et à la fin de la petite musique le plateau se met à tourner. Je soude comme je peux, moi je ne suis pas un pro.
Le secteur programmé (370 degrés) va bientôt se terminer, et dans les trois dernières secondes retentit une autre petite musique qui m'avertit que la rotation va bientôt cesser. A l'issue de la petite musique, le moteur se stoppe, et il n'y a pas d'évanouisseur, parce que "Je déteste l'évanouisseur" (c) Christophe Lagarde
Si j'ai une autre virole identique à faire, je rebride, je remets ma cagoule, je me positionne et j'actionne à nouveau la pédale.
Exemple 2:
Je veux faire une soudure qui n'est pas continue autour de ma pièce. Disons que je veux 4 soudures de 45 degrés régulièrement réparties. Je bride, je positionne. Je programme 45 degrés sur le secteur, et à chaque pression sur la pédale, le vireur sonne, puis avance de 45 degrés, puis sonne, puis stoppe. Et donc pour faire mes soudures régulièrement espacées, je presse 8 fois sur la pédale pour faire le tour, j'aurai 4 soudures régulièrement espacées.
Les trucs marrants, et les trucs loufoques:
Pourquoi la pédale est-elle connectée à un capteur de pression de gaz (ici d'air) ?
Tout simplement pour ne JAMAIS apporter une source de courant parasite (HF ou induction du courant de soudage) dans le boitier de commande ! La pédale sera simplement une poire en caoutchouc avec un tube silicone qui traine aux alentours de la soudure. Il suffit d'écraser la poire et l'action est enregistrée par la commande. Aucun fil conducteur donc aucun risque de planter le contrôleur. Pour les lecteurs précis, le capteur de pression est en réalité un MPX5700AP (pression absolue) que je n'ai pas trouvé dans les illustrations de Fritzing.
Ce capteur contient un amplificateur intégré, il peut être relié directement au contrôleur sur une entrée analogique.
Une petite voix à quelques mètres vient de me dire en rigolant qu'on peut utiliser le tuyau comme on veut, par exemple dans la bouche (le premier qui parle d'autre chose nous doit une bière), pour servir à démarrer ou couper la soudure. Il existe c'est vrai des instruments de musiques électronique qui fonctionnent ainsi avec un tube dans la bouche, mais je ne l'envisage pas même si c'est parfaitement possible, la détection du changement de pression se fait par soft, le seuil peut être variable.
C'est quoi cette photorésistance ? C'est pour un démarrage sur détection de la violente lumière de l'arc. Je pense que ça serait plutôt utile au MIG/MAG et pas au TIG, voir exemple ci-dessus. Bon, c'est peut-être un peu too much que de mettre ainsi une LDR à travers une petite ouverture vitrée dans le boitier, mais ça peut servir pour refuser le travail s'il fait nuit :)
La suite au prochain numéro !
Le Creusois.
#18
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Il existe (existait) des contacts manométriques sur les machines à laver le linge qui servent à mesurer le niveau de l'eau. Pas d'électronique dedans ; commute simplement avec la bouche.
#19
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Envoyé par Yann
Il existe (existait) des contacts manométriques sur les machines à laver le linge qui servent à mesurer le niveau de l'eau. Pas d'électronique dedans ; commute simplement avec la bouche.
Bonjour Yann.
Oui c’est ainsi que le niveau d’eau est connu dans la cuve de la machine avec un pressiostat mecanique, parfois avec plusieurs contacts de seuil.
Sauf que j’en ai eu un en main, et que c’est gros comme une boîte de camembert (ou un peu moins).
Je n’ai donc pas trop la place dans le coffret de 200x200x150… je reste donc en capteur électronique qui mesure environ 4cm.
Cordialement,
Le Creusois
EDIT:
Je viens de fouiner et il existe désormais des pressostats de machine à laver assez petits en tout ou rien, ou en analogique mais sans interface connue. Je vais trouver un petit pressostat à contacts secs pour faire des essais, ça ne vaut que moins de 10€. Merci Yann :)
#20
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
bonjour
le pressostat de lave linge :en voila une idée facile à adopter même pour un néophyte
cdlt
#21
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Les dimensions de ces contacts électriques fonctionnant par pression d'air sont forcément grandes si on veut qu'ils se déclenchent avec une faible surpression. Je possède des micro-vérins qui pourraient pousser sur un microswitch de son choix ou approcher le pôle d'un aimant permanent d'une ampoule REED à contacts mouillés MAIS la pression à fournir serait d'autant plus grande que le vérin est petit
#22
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
 bonsoir
bonsoir
tu as trouver ou ta commande pneumatique
un truc dans ce style
merci
#23
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Rebonjour à tous !
Après bien des semaines d'activité pro intense, j'ai pu continuer à avancer sur le vireur de soudure et il est maintenant terminé, hors le drain électrique tournant qui demande encore un peu de travail.
J'ai donc un paquet de photos et de textes à mettre ici (à condition bien entendu que ça puisse intéresser quelqu'un, et l'on verra si j'ai pu chatouiller quelqu'un à fabriquer le sien !
Allez, on commence par un une petite photo de la bestiole sur la table de ... (oui ma chérie, la cuisine, promis, tout est nettoyé).
C'est parti !

#24
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Le soucis que l'on rencontre souvent quand on se lance dans ce genre de prototype, c'est d'être obligé de s'arrêter en chemin par la réalité d'une trop grande ambition...
C'est pourquoi, pour ne pas rester en plan, je me suis restreint à doter le vireur (de son petit nom "VIROLO", c'est normal pour un pont de moto) des fonctions essentielles, et de continuer à développer le logiciel à temps perdu après une première complètement fonctionnelle.
J'ai donc décidé dans cette première version fonctionnelle de ne pas mettre la sectorisation et les signalisations avancées (décompte sonore, détection d'arc) ou les répétitions ou la télécommande, etc, etc...
Et tout marche, après une partie d'assemblage pas piquée des hannetons: VIROLO est maintenant parfaitement fonctionnel, sachant que pour le drain électrique les photos sont toujours un peu en retard sur la réalité.
Donc reprenons pour la réalisation:
Il a bien fallu trouver les cotes bizarres de ce pont, et donc on y va à l'ancienne. Pour l'anecdote, les pions sont taillés dans des goujeons de ducati 748/916 tronçonnés et façonnés. J'en avais une pleine boite !

Ensuite c'est comme à Kyber Pass !


La suite pour le boitier !
#25
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Ensuite il a fallu faire le boitier. J'insiste sur une continuité électrique totale pour le montage, afin que le micro-contrôleur soit dans une cage de Faraday totale. Tout est donc métallique, tout est donc continu, et tout est donc parfaitement merdique à travailler parce que ces tôles fines sont en acier relativement tenace... mais finalement on y arrive.

Pour le tableau de bord et pour les platines internes qui soutiendront toute l'électronique, j'ai fait faire chez Laser Fusion des pièces de remplacement et sur mesure, afin d'avoir un montage dense mais propre et -toujours- étanche:

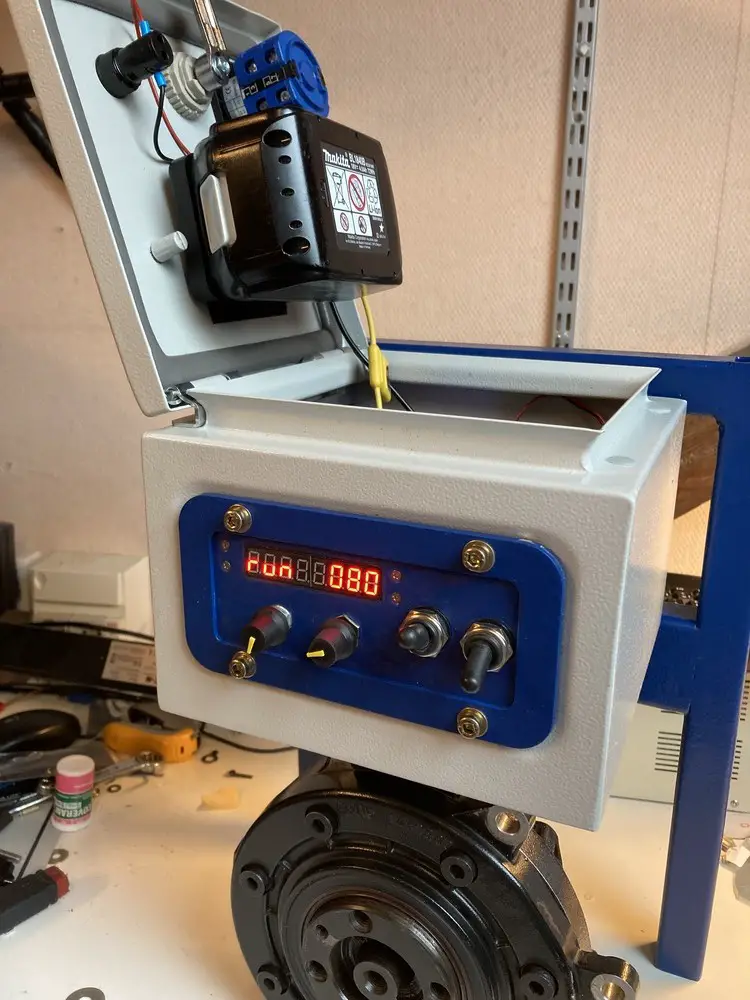
Une fois le boitier prêt on peut commencer à le remplir:

On notera que la porte sert également à soutenir des composants: ici le commutateur d'alim générale, un voyant de mise sous tension TRES VISIBLE (afin de tout couper rapidement pour ne pas utiliser la batterie) et ladite batterie, dont on voit la marque. J'ai trouvé le support sur AMZ, très pratique parce qu'il est compatible avec les batteries MAK et BOSCH. Et la suite montrera que...
#26
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Les platines sont au nombre de deux: une porte l'ARDUINO et son shield de borniers à vis ainsi que le régulateur d'alimentation, et l'autre porte le driver de moteur, un banal TB6600 à dix balles, toujours chez AMZ. Par rapport aux autres, il est bien plus petit, et les centimètres comptent.
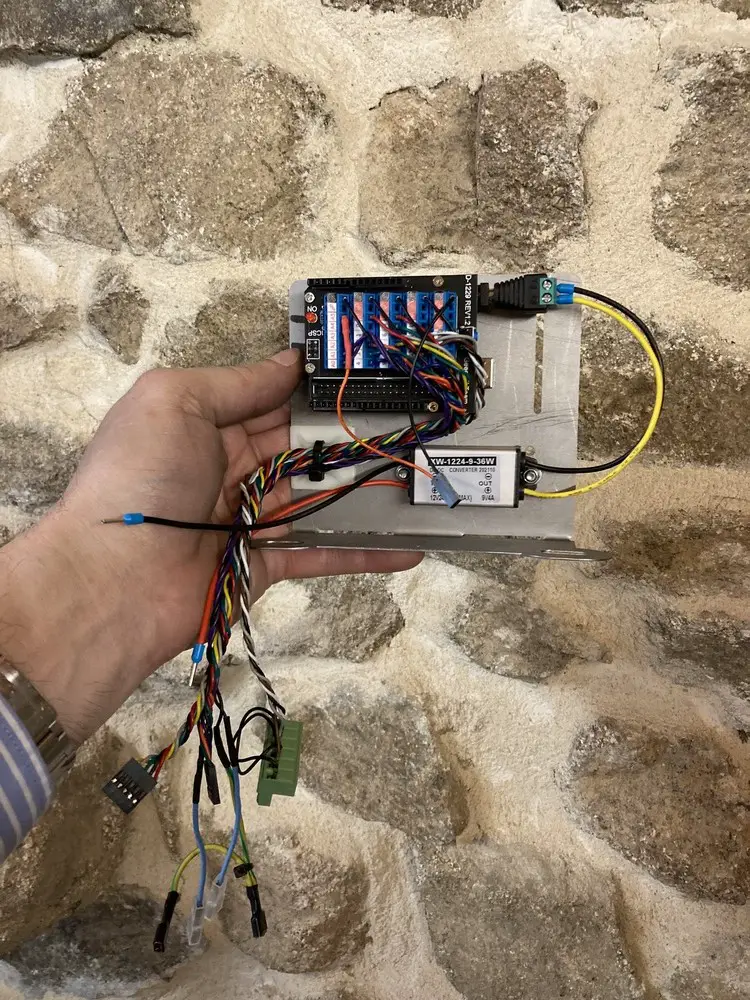
Le mur de pierre de mon bureau. Y'a un truc avec des fils devant, c'est dommage...
Ensuite on monte les composants au chausse-pied, j'aurais peut-être du prendre un boitier un peu plus grand.
A ce moment là, on peut monter le tableau de bord, qui contient conformément au plan, un afficheur, un encodeur rotatif, et un commutateur rotatif. Ce dernier n'est pas câblé pour le moment, quand viendra le moment des fonctions qui en ont besoin, je sortirai la trippe et je rajouterai ce qui manque.

(lors de la mise en place à blanc! Tout est tellement serré qu'il faut monter le boitier sur le chassis avec le pont avant de mettre l'électronique, parce que les M12 de fixation ne sont plus accessibles !)
Et quand tout est dans la boite, voici le résultat mais...
Mais...
MAIS...
Impossible de refermer avec la batterie MAKITA, elle est trop profonde, je me suis loupé dans mes mesures!
C'est là que le bidule porte-batterie acheté sur AMZ me sauve: il est également compatible avec les batteries BOSCH pro, et j'en ai de toutes petites pour une perçeuse:

On peut fermer ave la petite batterie, OUFF !
#27
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Pour le drain électrique (la mise à la masse) j'ai du imaginer autre chose... Sur les chinoiseries en ligne, on voit qu'ils ont ajouté un charbon de moteur de machine à laver, le gendre de truc qui va commencer à se vaporiser à 50A ou presque, et il n'en est pas question.
J'ai donc décider de concevoir un système à bague tournante, c'est à dire qu'il y a un contact permanent sur toute la circonférence pour échapper à l'étincelage et à la soudure.
J'avais dans mes trucs (comme tout le monde) un machin vaguement en bronze, ou en laiton, bref en cuivreux bien massif. Après un passage à la scie, au tour et à la tête d'alésage, j'en ai fait une bague très massive qui repose sur le pivot du plateau tournant.

Vouais, c'est très gras et très dégueu, mais parce que j'ai pris +5/100 sur le cuivre, sans lubrifiant c'est très difficile de le faire tourner, la tolérence est très bonne et va se roder au fil des tours entre l'acier et le bronze/laiton (je n'arrive pas à savoir, les deux alliages sont proches d'un point de vue extérieur).
Cette bague cuivreuse, qui est libre de tourner, est prise entre le pont et le plateau.
Les quatre tresses de 20mm qui relient la bague tournante à la borne de masse (un massif d'alu vissé sur le pont) ne sont pas encore installés sur la photo. On a donc 80mm2 de tresse et presque 20 fois plus de surface de contact entre la bague et le pivot du plateau: largement suffisant pour éviter tout incident ou tout collage.
L'ensemble tournant est lubrifié à la graisse conductrice à l'argent il y a maintenant des rainures et un graisseur pour injecter la graisse dans l'ensemble.
#28
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
On en arrive à la photo du début...
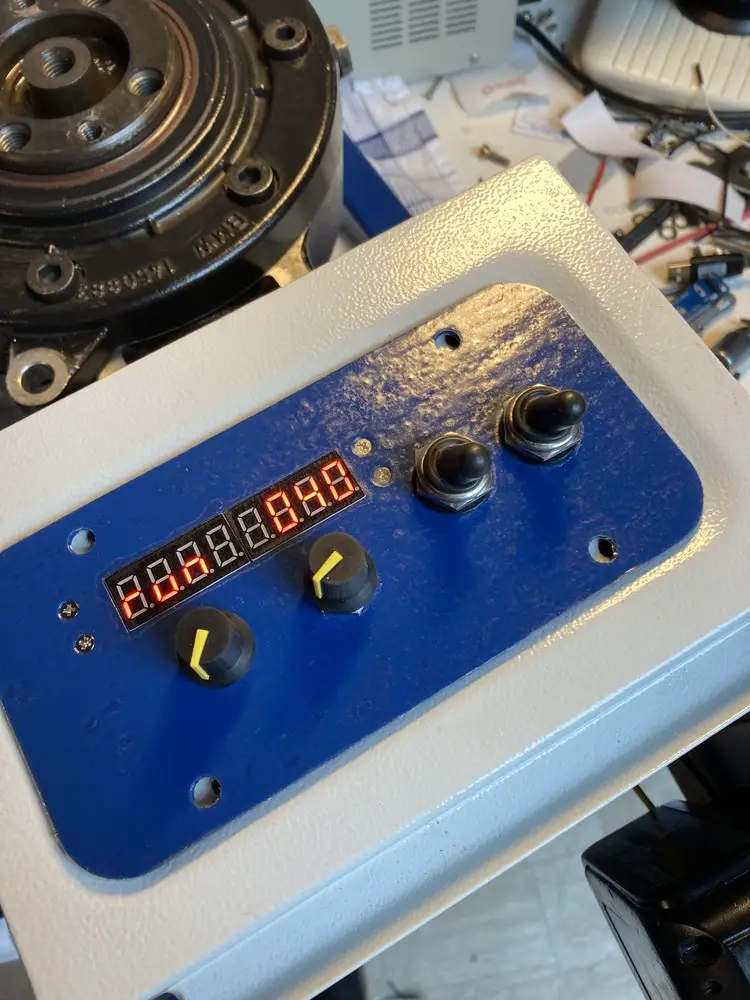
L'encodeur permet de choisir et de sauvegarder la vitesse.
Un inter protégé choisit entre "run" et StoP"
Un inter protégé choisit le sens de rotation.
L'inter rotatif pour les fonctions de la version 2.0 n'est tout simplement pas encore cablé.
La commande à pédale par pression (Merci Mecanix!) sera électriquement en parallèle du premier inter, ainsi on aura un "poussoir à pied" pour faire tourner.

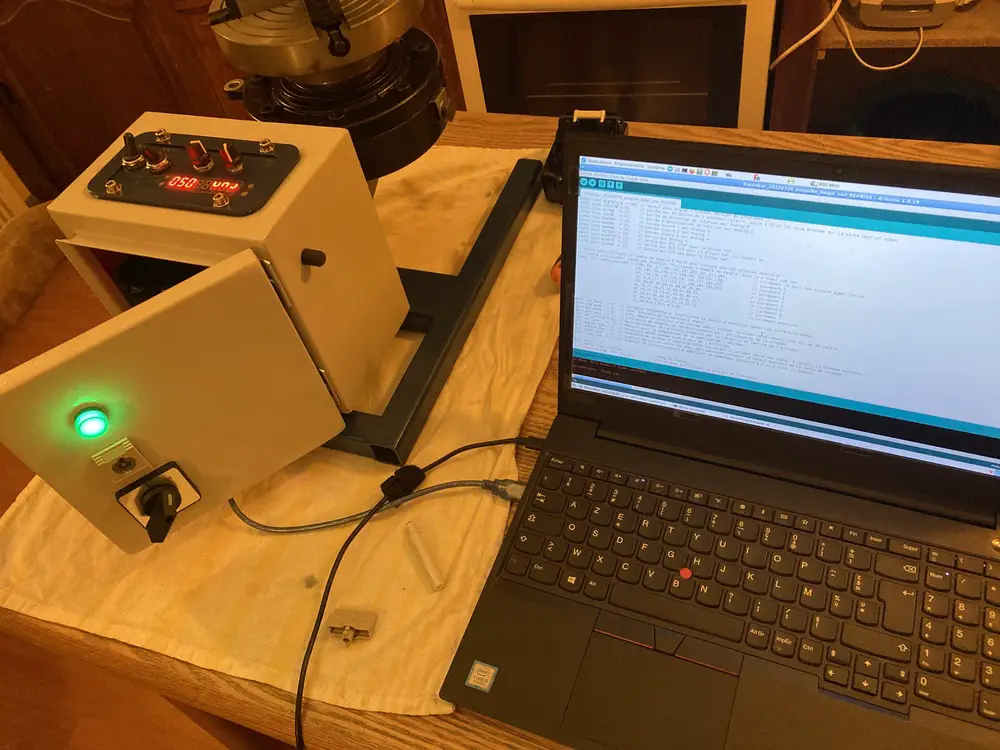
L'intérêt d'avoir un contrôle électronique est évident quand on veut modifier la courbe de vitesse de l'encodeur pour l'adapter à la démultiplication mécanique qu'on utilise. Pour moi, les vitesses en dessous de "30" étaient carrément aussi lentes qu'une horloge, et ne servaient à rien.
On sort le PC et avec le cordon USB qui traine dans le fond du voitier de VIROLO, on se fait le plaisir d'une petite repro sur site...
#29
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Et finalement j'y ai droit :)))

Pour information, le plateau était livré avec un tour RC machine. Je pensais qu'il était en M33 x 3.5 comme tous les outils de tournage à monter sur un nez de tour, mais en fait c'est bien plus vicieux, c'est un M39 x 4, pour lequel j'ai écumé internet sans trouver quoi que ce soit pour faire un mâle à fixer sur le tour... C'est donc encore un emmanchement très précis avec de la graisse conductrice.
ATTENTION, la "graisse au cuivre" très jolie et très courante pour les montage à haute température, n'est absolument pas conductrice! Enfin elle l'est peut-être (certaiement) en HT, mais pour les 100V d'un poste, c'est un bon isolant.
J'ai une vidéo des premiers essais mais le serveur n'en veut pas... tant pis !
Le code de l'ARDUINO est très souple, on peut l'adapter pour n'importe quel vireur avec moteur pas-a-pas.
Avec la petite batterie de 18V/1.5Ah (ancien modèle, le nouveau contient 2.0 Ah) on tourne pendant deux heures en continu. Ca colle avec les 0.5A mesurés en test. OUI je sais, 2 heure à 0.5A ça donne 1 Ah :) Cependant ces batteries ont 5 ans d'usage pro, et je n'avais pas vérifiées si elles étaient réellement chargées au maximum. Avec une 2.0 Ah neuve, on doit pouvoir tourner 3/4 heures, c'est à dire des semaines pour un usage intermittent.
L'ARDUINO est alimenté par un régulateur qui décroche et se met en sécu très tard, vers 10V, alors que le driver de moteur se coupe bien avant. Ainsi, quand la batterie est déchargée, le moteur se coupe mais l'électronique courant faible fonctionne toujours. Aucun risque donc d'avoir soudain un VIROLO qui devient fou parce que la commande perd les pédales avec un moteur toujours capable de tourner.
Un prochain montage sera un vireur avec un M42 (moteur pas à pas énorme de récupération) en prise directe sur le plateau, je vous en parlerai quand on aura avancé !
Allez, lancez-vous, je ferai mon possible pour aider! Et n'oubliez pas: avec un moteur pas à pas et une interface convenablement programmée, pas besoin de démultiplication, ce sera facile !
Le Creusois
#30
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Le message avec le détail du prix de revient à sauté :(((
Donc résumons:
- Environ 360€ de fournitures et services divers (découpe laser, peinture, électronique, visserie, etc), et il va en rester parce qu'il y a des achats par lot.
- Environ 15€ d'acier pour réaliser le châssis de 10 Kg.
- Environ 10€ de laiton/bronze pour réaliser le drain de 1 Kg.
Le plateau de tour vaut 100€ mais peut se bricoler, le mien était dans mon atelier.
Donc ça reste plus cher qu'une chinoiserie bleue d'entrée de gamme, mais c'est surtout une base pour la suite, et c'est à mon avis bien plus costaud.
Bonne conception !
#31
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bon, j'arrête de vous embêter, c'est le dernier message, promis :)
Cette fois c'est tout bon, et même testé en usage ;)
Pour ceux qui cherchent un inter pneumatique, j'ai trouvé mon bonheur non pas avec un capteur électronique, non pas avec un pressiostat de machine à laver, mais avec un poussoir pneumatique isolant pour les SPA et autres broyeurs de cuisine (ex: monbroyeur.com)

L'ensemble identique partout même chez AMZ vaut moins de 10 balles, et ça se monte parfaitement en paroi de boitier avec un orifice de 12mm, et ainsi la pédale (ou le souffle puissant du soudeur...) sont accessibles de l'extérieur.
Version finale avec le système de drain de masse:

Allez, c'est fini, promis j'arrête et je soude en rond !
Le Creusois23.
#32
Invité
Félicitations,
J'aime beaucoup les réalisations qui permettent d'enrichir les possibilités de l'atelier, et c'est agréable ensuite de l'utiliser et d'apprécier l'amélioration de ses conditions de travail.
L'ajout d'un microcontrôleur rends le vireur plus intelligent et permet des évolutions impossibles avec un simple régulateur de moteur à courant continu. On pourrait également gérer la vitesse d'un moteur à courant continu avec un pilotage à tension variable à l'aide d'une sortie PWM du microcontrôleur et rendre plus sophistiqué un simple vireur doté d'un moteur à courant continu.
J'adhère totalement à votre décision de commencer par une version simple, que vous pouvez déjà utiliser à loisir, tout en continuant le développement pour ajouter d'autres fonctions plus sophistiquées. Cela permet de garder la motivation tout au long du projet et d'avoir un montage opérationnel sous la main, ce qui vous évite de tourner en rond.
Encore bravo.
Bonnes soudures.
#33
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Merci pour vos encouragements, et le projet reste ouvert pour quiconque voudrait de l’aide fabriquer son vireur avec micro-contrôleur.
La gestion PWM d’un moteur à courant continu par arduino est une idée intéressante, on trouve des ponts en H de 20A pour des clopinettes… À creuser!
Le développement continue après cette V1 fonctionnelle, la prochaine fonction mise en œuvre sera la sectorisation, c’est à dire la signalisation sonore au soudeur pour faire des secteurs réguliers.
J’étudie également pour une version V3 l’usage des timers d’interruption de l’ARDUINO pour générer les signaux d’horloge à très grande vitesse ( > 10 KHz) pour piloter des moteurs en micro-pas très fins, et le code n’a strictement plus rien à voir.
Si ça n’ennuie pas trop le monde j’en reparlerai quand ce sera mûr!
Le Creusois.
#34
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Comme j'ai deux mains gauche qui commencent en plus à "sucrer les fraises" je rêverais volontiers d'un robot de soudage TIG.
Plus prosaïquement j'avais commencé un système qui apporte à une torche TIG le métal d'apport sous forme de fil comme le EASYTIG de GYS. Ce dispositif monté sur une machine à commande numérique en X,Y,Z pourrait ouvrir des horizons pour certains travaux. je pense à certains créateurs d'art en statues comme j'ai connus par le passé grace à ce forum.
#35
Invité
Envoyé par LeCreusois23
J’étudie également pour une version V3 l’usage des timers d’interruption de l’ARDUINO pour générer les signaux d’horloge à très grande vitesse ( > 10 KHz) pour piloter des moteurs en micro-pas très fins, et le code n’a strictement plus rien à voir.
Si ça n’ennuie pas trop le monde j’en reparlerai quand ce sera mûr!
Le Creusois.
Bonjour,
Votre code actuel ne travaille pas avec les interruptions ? Je n'ai pas lu votre code, alors je pensais que vous l'aviez écrit en les utilisants, cela permet effectivement une bonne régularité de la rotation sur une large plage de vitesse et notamment lorsque l'on accélère, c'est ce qui permet les meilleures performances.
Les micro-pas c'est bien gentil mais en dessous du 1/8 ou 1/16 de pas vous n'allez pas obtenir grand chose de mieux, et encore pour les exploiter vraiment il faut un moteur spécialement conçu pour travailler en micro-pas. Cela atténue le bruit et les vibrations mais il y a une limite, vous le verrez bien surtout si votre moteur n'est pas conçu spécialement pour les exploiter.
Le facteur le plus limitant c'est la tension d'alimentation, vous verrez que pour générer une rotation plus rapide sans perte de couple, vous devrez augmenter la tension d'alimentation du driver. Je ne parle pas d'augmenter le nombre de micro-pas pour finalement faire tourner le moteur à la même vitesse. Si vous travaillez à 10KHz au 1/32 de pas cela fait 312.5 pas par seconde et avec 18V d'alimentation, vous perdez du couple.
Sinon le projet de Yann d'alimenter comme avec le EASY TIG et de déplacer la torche en XYZ, est un projet très intéressant aussi. Pour ce projet je partirais plus volontiers d'un Arduino MEGA afin d'avoir davantage de Timers et de ne pas être obligé d'avoir des routines d'interruptions trop alambiquées pour palier à un manque de ressources matérielles. Ce serait plus simple pour gérer les 4 axes simultanément et le code serait plus facile à écrire.
Cordialement et bonnes réalisations
#36
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour !
Eh non, je n'utilise pas d'interruptions, j'ai simplement programmé une "machine à états" avec une boucle infinie à la plus grande vitesse possible, et c'est très satisfaisant, j'en ai été surpris moi-même. Je dois être à environ 4000 impulsions de pas par seconde, le code a été un peu amélioré, il faudrait que je fasse une mesure au fréquencemètre.
4000 / 32 = 125 pas entiers / s
= 1 tour moteur 200 pas en 1.6 secondes
Démultiplication interne 1/3 suivie de démultiplication de pont 10/32 donne un tour complet en 16 seconde.
C'est bon pour souder une rondelle sur un tube de 20mm...
D'une part ça correspond à mon niveau plus que moyen en codage et d'autre part c'est sans la moindre adhérence matérielle, ça peut tourner sur n'importe quoi qui a des I/O et peut s'adapter au pseudo-C de l'ARDUINO.
Par contre je vous contredis pour le micro pas: le montage utilise du matériel de bazar de récup ou de chine, et j'ai tout essayé. Le verdict c'est des vibration abominables et sonores dans tout le montage jusqu'au 1/4, puis ensuite c'est de mieux en mieux. J'utilise le 1/32 (maxi sur ce petit driver TB6600) et l'ensemble tourne très souplement avec un feulement très acceptable. Evidemment, un Berger-Lahr à 5 phases serait totalement silencieux, mais on est pas en robotique :)))
La tension de 18V à partir d'une batterie Bosch convient parfaitement ici, le driver me permet de sélectionner le courant d'enroulement et les 2A prescrits pour ce moteur s'avèrent très satisfaisant. Mais puisqu'il chauffe dans le boitier, j'ai réduit le courant à 1,5 A avec le DIP et l'ensemble fonctionne sans aucune différence notable.
Le travail de régulation de courant par ce genre de driver est fait par un chopper triangulaire, et il est ici d'environ 50 KHz sur le TB6600. C'est par principe la fréquence maxi d'entrée de pas (pas de pas entier, mais de pas dans le séquenceur interne), mais pour les drivers plus sérieux dont je parle, cette fréquence est d'environ 200 KHz. Le temps de montée des étages de ce genre de driver se mesure en µs, donc j'ignore une problématique théorique de temps d'établissement du courant supérieur au cycle de régulation de phase avec une tension trop faible.
Ici tout fonctionne parfaitement, et si je dois utiliser un mode micro pas beaucoup plus fin, ce ne sera pas avec ce moteur ni avec ce driver, donc on passera à 24 ou 36V :))) Et ce n'est pas pour une machine-outil, c'est pour remplacer un moteur d'essuie-glace, une perte de pas au démarrage ne sera pas visible :))
Je n'arrive pas à placer une vidéo du montage en fonctionnement, c'est dommage...
Pour le soudage par table XYZ il manquera au moins deux axes, celui qui orientera la torche dans le plan horizontal et celui qui orientera dans le plan vertical.
Le "poignet" qui tient la torche en quelques sortes. Là c'est vraiment du très haut niveau...
Par contre je n'ai rien trouvé pour GYS EASYTIG. Un EASYMIG oui, j'en ai un petit (142), mais pas TIG.
Un type a fait une vidéo sur YTB où il a "accouplé" un poste TIG avec un dérouleur de MIG/MAG pour faire son alimentation automatique. Visiblement il n'était pas trop satisfait...
Le Creusois.
#37
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par LeCreusois23
Bonjour !
Un type a fait une vidéo sur YTB où il a "accouplé" un poste TIG avec un dérouleur de MIG/MAG pour faire son alimentation automatique. Visiblement il n'était pas trop satisfait...
Le Creusois.
Bien sûr que le dérouleur MIG ne peut convenir car l'EASYTIG reproduit le mouvement de la main qui apporte le métal, la baguette, dans le bain en fusion puis revient un peu en arrière.
Si l'EASYTIG n'est plus en vente j'imagine que son prix (environ 1300 €) y est pour quelque chose.
Un encart dans la presse qui avait été repris sur ce forum il y a quelques années nous avait annoncé que GYS avait été choisi par le GROUPE VW pour équiper TOUTES leurs usines dans tous leurs équipements de soudage
@Le Creusois, si vous voulez des moteurs Berger je peux vous en céder.
#38
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonsoir!
J’ai trouvé :
https://www.gys-soudure.com/pdf/datasheet/fr/017870.pdf
Alors je vous dit MERCI, MERCI, MERCI !!!!
Parce que maintenant vous savez ce que je vais concevoir et fabriquer avec mes ARDUINO, des moteurs pas à pas et du jus de cervelle un peu incandescent!
Donc le mec sur YTB s’est arrêté en chemin. On va aller au bout :)))))
Encore MERCI !!!
LeCreusois Incandescent
PS: merci pour la proposition des moteurs Berger-Lahr. Mais ils demandent des drivers 5 phases ultra spécifiques de la même marque, et le budget est hors de portée sur mes projets. Si je m’attaque à une fraiseuse CN peut-être ;)
#39

Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Bonjour,
J'observe la discussion "de loin", la programmation et les ARDUINO sont hors de mes compétences.
Je signale au passage que le principe d'apport de métal pour du TIG n'est pas une technologie spécifique à GYS; elle porte le nom de TIG Fil froid, ou application fil froid, dévidoir TIG fil froid ...
Cordialement
#40
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par LeCreusois23
Bonsoir!
J’ai trouvé :
https://www.gys-soudure.com/pdf/datasheet/fr/017870.pdf
Alors je vous dit MERCI, MERCI, MERCI !!!!
PS: merci pour la proposition des moteurs Berger-Lahr. Mais ils demandent des drivers 5 phases ultra spécifiques de la même marque, et le budget est hors de portée sur mes projets. Si je m’attaque à une fraiseuse CN peut-être ;)
Si je vous ai proposé des moteurs Berger c'est parce que j'ai AUSSI les drivers. Certes ces drivers fonctionnent en tension constante (c'est des produits des années 80) mais j'ai aussi un driver moderne que l'on peut trouver à prix raisonnable sur ebay
C'est vous qui voyez.
#41
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par Tharkey
Bonjour,
J'observe la discussion "de loin", la programmation et les ARDUINO sont hors de mes compétences.
Je signale au passage que le principe d'apport de métal pour du TIG n'est pas une technologie spécifique à GYS; elle porte le nom de TIG Fil froid, ou application fil froid, dévidoir TIG fil froid ...
Cordialement
Si j'ai cité GYS c'est parce qu'ils vendent (aient) cet appareil mais bien sûr qu'il existe des robots de soudage qui utilisent ce type d'équipement.
Tout le monde des férus en microprocesseur pense Arduino très vite mais une CNC cela marche beaucoup plus simplement (aucune programmation à faire) avec un vieux PC. Le forum USINAGES.COM regorge d'exemples
Moi je comptais uniquement sur des LM555 et quelques compteurs/décompteurs pour faire mon EASY TIG. L'électronique de grand-papa bien sûr
#42
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour.
Oui vous avez raison, l’électronique analogique a toujours sa place, et j’en parle en connaissance de cause…
Mais l’utilisation d’un microcontroleur a un avantage: on remplace du matériel par du logiciel souple a l’infini. Ainsi à toujours fait Apple par exemple dont les premiers hardware étaient de vrais cauchemars mais son le soft très malin cachait tout.
Aujourd’hui un arduino à 10€ remplacera une carte et sera reprogrammé sur un coin de table.
J’interviens parfois sur usinages. J’ai construit plusieurs machines depuis des années, mais c’est hors sujet, avec EMC par exemple :))
Ici nous parlerons soudure, merci pour « fil froid » je vais creuser.
Deja le dévidoir de fil 4 galets sur lequel adapter un PaP est localisé: environ 50€ sur EBY.
C’est ma femme qui va être contente… Le WAF (Wife Acceptance Factor) du truc est voisin de ZÉRO…
Le Creusois
#43
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Yann
Tout le monde des férus en microprocesseur pense Arduino très vite mais une CNC cela marche beaucoup plus simplement (aucune programmation à faire) avec un vieux PC.
Bonjour,
Plus simple ? Dans les deux cas il faut un PC, que ce soit avec Arduino/shield ou avec Mach3 (qui existe maintenant en USB). Avec Arduino il n'y a aucune "programmation" à faire, juste charger un firmware Grbl. Après, il reste à générer le code d'usinage (très proche du Fanuc) avec un logiciel genre CamBam. Mais quelle que soit la démarche et les solutions choisies, ce qui compte c'est le plaisir d'arriver à un résultat avec une machine créée de ses mains.
Sinon, dans l'exemple présent (vireur), l'avantage de l'Arduino est de constituer un automate totalement autonome.
#44
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par locouarn
Bonjour,
Mais quelle que soit la démarche et les solutions choisies, ce qui compte c'est le plaisir d'arriver à un résultat avec une machine créée de ses mains.
Comme cette affirmation est une fin de non recevoir sur tous les forums lorsque ce genre de discussion fleurit,, moi je réponds par une question ; "Certes on veut se faire plaisir mais en faisant quoi ? de l'électronique/programmation/outillage numérisé ? ou en soudant au TIG des objets que l'on a imaginé ou dont on a besoin? "
#45
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
ça s'appelle l 'évolution ,au fur et à mesure on a une vision des choses qui évolue et un attrait pour d 'autre aspect d'une technologie
probablement que le premier qui a eu l idée de faire un vireur devait être un soudeur
Pour le moteur de dévidoir attention au rattrapage du jeu de pignon avec le mouvement allé retour du fil
sur le Kemppi on peut régler le jeu de pignon par exemple et pas sur mon majors 400
#46
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Envoyé par mecanix
ça s'appelle l 'évolution ,au fur et à mesure on a une vision des choses qui évolue et un attrait pour d 'autre aspect d'une technologie
probablement que le premier qui a eu l idée de faire un vireur devait être un soudeur
Pour le moteur de dévidoir attention au rattrapage du jeu de pignon avec le mouvement allé retour du fil
sur le Kemppi on peut régler le jeu de pignon par exemple et pas sur mon majors 400
Bonjour.
Oui ce sera un point à étudier dans les premiers temps.
J'ai vu que FRONIUS avait une torche MIG/MAG très particulière, motorisée, qui épaulait le dévidoir (qui pousse) en tirant depuis le poste de travail. J'ai même vu une torche qui "avance et recule" le fil "jusqu'à 140 fois par seconde" (selon eux) pour éviter de chauffer trop la pièce.
Une espèce de "point de chainette à haute fréquence" probablement, pour des applications hautement professionnelles... C'est donc fatalement piloté par microprocesseur, et à cette cadence pour cette précision, je pencherai pour un servo-DC. C'est totalement un autre monde :)))
L'intérêt avec un moteur PaP c'est que lorsqu'on a déterminé le jeu de la mécanique, on applique la correction à chaque changement de direction, avec même une fonction de correction adaptative si besoin.
Sinon, j'ai vu des devidoir de fils ("wire feeders") tous faits à environ 175 € sur "DesTrucsChinois.com", mais avec (justement) un tableau intégré de commande qui semble analogique pour la vitesse et le délai. Ils sont vendus pour du MIG/MAG, c'est probablement une base acceptable pour remotoriser et mettre une commande à µP pour un TIG "avance et recule".
Bref l'étude est lancée pour une résurection amateure de l'EASYTIG (rip)
Le Creusois.
Écrivez votre message ici
#47
Invité
Bonjour,
@Yann :
Le numérique ouvre des possibilités nouvelles et nombreuses ce qui le rend si fantastique et fascinant.
En ce qui me concerne, je me fais plaisir en concevant de l'électronique et en réalisant de l'électronique ou en la programmant. Je suis content aussi d'acheter ou de me fabriquer un nouvel outil numérisé ou pas.
J'aime souder et pas seulement au TIG et concevoir des objets qui me sont utiles. Par contre mon coté artistique ne s'est toujours pas développé, j'essaye de faire de belles soudures, mais c'est tout.
Bref je prends du plaisir dans mon travail et mes loisirs et je comprends parfaitement que ce soit le cas pour d'autres que moi.
@LeCreusois23
Si vous pouvez augmenter le nombre de pas et diminuer les vibrations jusqu'au 1/32 c'est que vous avez un moteur qui permet de bénéficier du travail en micro-pas. Je pensais que non car les moteurs qui peuvent en bénéficier coûtent plus cher à fabriquer, milles excuses de m'être trompé.
Pour la démultiplication de votre réducteur, je n'avais pas fait le calcul de la vitesse de rotation nécessaire pour votre moteur et je ne savais pas à quelle vitesse vous deviez le faire tourner, je vous mettais en garde contre cet écueil. Si vous n'avez besoin que de faire tourner à moins d'un tour par seconde, vous n'avez pas de problème de réduction du couple avec 18V. Vous avez réduit le couple en ne faisant passer que 1.5A au lieu de 2A, donc vous pouvez monter à 266 pas/seconde avant de constater une nouvelle réduction du couple. Cela ne provient pas de la fréquence de découpage du driver, mais du moteur, plus précisément de l'inductance de ses enroulements qui ne permettra plus de faire circuler 2A lorsque vous travaillez au delà de 200 pas/s (1.5A à 266pas/s). C'est parce que vous n'avez pas besoin de tourner à plus d'un tour pas seconde que vous ne voyez pas le problème. Si vous voulez le constater, faites un essai à 400pas/s et vous verrez que l'intensité sera plutôt de l'ordre de 1A.
Les problèmes de couple ne sont vraiment embêtants que si vous travaillez avec un axe horizontal et un balourd et que le moteur cale. Pour un vireur avec un axe vertical si vous perdez un pas cela n'est pas gênant, ce n'est pas un robot.
Mon premier projet à 6 axes (tout en assembleur) remonte à la glorieuse époque du 8086 j'avais fait acheter un coprocesseur 8087 pour accélérer les calculs. A partir du moment où on sait bien gérer un axe, dans le programme on peut aussi gérer les autres. Pour chaque mouvement on essaye d'obtenir un mouvement le plus fluide possible car il faut ménager la mécanique et limiter son usure.
Bonnes réalisations, et si un projet vous tente, alors foncez !
Cordialement,
#48
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour.
Oui c'est exactement ça.
Le vireur démare en une fraction seconde après la mise sous tension, exactement comme le ferait une carte analogique.
C'est sur que dans l'absolu c'est totalement disproportionné d'utiliser un µP à 16MHz pour faire simplement tourner un moteur et afficher une vitesse avec des LED comme en 1980, mais c'est l'époque qui veut ça... 30€ d'électronique pour tout (puissance comprise), ce serait impossible de nos jours, rien qu'en fabrication du circuit imprimé et en transistors de puissance on en aurait pour plus.
C'est juste infiniment plus sensible aux ESD, c'est le problème de l'électronique digitale. Pour l'instant je n'ai rien cramé en quelque minutes de MIG/MAG et de TIG, ce qui prouve que j'ai été assez prudent.
Même la HF d'amorçage du GYS 168 l'a laissé imperturbable (alors que ça commute mon OPTREL :D ) donc c'est que j'ai visé juste.
Le Creusois
#49
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
On doit être de la même génération, en effet les 8080 (les Z80 ensuite) allaient fort bien pour ce genre de cartes au format euro sur des connecteurs 96 points :) Punaise j'suis vieux :)
#50
Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Re,
@LeCreusois23, Le type de torche dont vous parlez de chez Fronius, ce type de torche s'appelle Push/pull; si ça peut vous aider dans vos recherches...
Cordialement
#51
Invité
Bonsoir,
Oui nous sommes de la même génération et le Z80 est mon processeur préféré, celui avec lequel j'ai commencé la programmation en assembleur. J'avais dévorés les pavés de Rodnay Zaks qui traitaient du Z80 et des interfaces, je connais encore la traduction en hexa de certains Opcodes du Z80, que de souvenirs ! Hélas, je ne suis plus tout jeune non plus... Il était vraiment génial et très pédagogue, pour les autres microprocesseurs que j'ai utilisés ensuite je n'ai pas retrouvé la même qualité ni la même richesse dans les livres qui ont été écrits par d'autres auteurs.
Après pour faire tourner un vireur avec un moteur pas à pas, un NE555 (clin d'oeil à Yann) aurait pu générer les impulsions, mais effectivement l'ajout des transistors et de la fabrication du circuit imprimé couteraient plus cher que l'achat d'un Arduino Uno et d'un TB6600. L'éventail des possibilités est bien plus vaste avec le microcontrôleur. Vous pouvez par une simple reprogrammation ajouter un peu plus d'intelligence à votre vireur, c'est un bon choix. Comme quasiment tout le monde je trouve que le point faible de l'Arduino Uno c'est sa fixation mécanique qui aurait mérité un peu plus de place autour des trous de fixation.
L'amorçage HF et les courants de soudage génèrent de très fortes perturbations CEM et si tout fonctionne imperturbablement dans un environnement aussi bruité, c'est que c'est bien conçu ! Vos choix sont validés.
Encore bravo pour votre réalisation.
Cordialement,
#52
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
J'adore les propos des adeptes des microprocesseurs "mis partout" :L'éventail des possibilités est bien plus vaste avec le microcontrôleur dites vous ?
Oui mais lorsque la fonction principale est satisfaite à quoi ça sert de pouvoir faire mille autres choses ?
C'est le signe que les "jeunes" vous êtes contaminés par vos "téléphones" et vos PC qui permettent de faire mille choses mais qui dans la pratique de l'énorme majorité des gens ne sont utilisés qu'au dixième si ce n'est au centième de leurs possibilités.
Les constructeurs de voiture le pratiquent délibérément : pourquoi avoir 150 cv si ce n'est plus sous le capot pour rouler au maximum autorisé à 130 km/h alors que 50 cv pour cela suffisent ?
Moi je cultive au maximum l'art de ne mettre que ce qu'il faut là ou il faut
#53
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonjour,
très bon exemple les voitures, avec les tarifs qui grimpent sans cesse,et après le consommateur se lamente sur son pouvoir d'achat.
Cordialement
#54
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
mauvais exemple ! tu ne prends que le critère de puissance
50cv dans une simca 1000 de 750kg avec une boite normale (aujourd'hui on dirai courte )
110cv dans les premières golf gti
150cv dans une voiture de 2020 d'une tonne 1/2 avec une boite qui tire long pour passer la norme wltp ,
en plus le consommateur il n'a pas le choix sauf à aller chez Dacia et encore pour la gestion moteur on a plus le choix et c'est l' Europe qui impose ces normes de pseudo sécurité qui rend les voitures de plus en plus lourde ,dommage on a encore raté notre chance de prendre nos distances vis à vis de ces enfoirés de technocrates
#55
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par mecanix
mauvais exemple ! tu ne prends que le critère de puissance
en plus le consommateur il n'a pas le choix sauf à aller chez Dacia et encore pour la gestion moteur on a plus le choix et c'est l' Europe qui impose ces normes de pseudo sécurité qui rend les voitures de plus en plus lourde ,dommage on a encore raté notre chance de prendre nos distances vis à vis de ces enfoirés de technocrates
Tu sembles ne pas connaitre l'existence des études de marché et celle des tendanceurs
Tout le travail de la prospection que pratique toute entreprise qui désire vivre, consiste à ne fabriquer que ce que les gens veulent acheter.aujourd'hui
Pourquoi les gens se sont jetés sur les SUV et 4x4 ?
C'est sûr que lorsque je vois passer une 4 cv Renault avec laquelle j'ai appris à conduire j'ai l'impression que mon Opel Corsa à côté est un SUV (Sans Utilité Véritable)
La préoccupation première des français est leur pouvoir d'achat ???? ils ne vont pas être déçus MDR
#56
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
J'adore les propos des adeptes des microprocesseurs "mis partout" :L'éventail des possibilités est bien plus vaste avec le microcontrôleur dites vous ?
Oui mais lorsque la fonction principale est satisfaite à quoi ça sert de pouvoir faire mille autres choses ?
C'est le signe que les "jeunes" vous êtes contaminés par vos "téléphones" et vos PC
Merci du compliment, on ne m’avait pas traité de jeunot depuis au moins 1980!
Le problème est simple, et sa solution doit l’être aussi en fonction de l’époque.
Si nous étions en 1985 j’aurais fait une belle carte avec 4 ou 5 DIL 14 pour l’affichage, un séquenceur discret en 74LSxxx pour la gestion de vitesse et de pas, et j’aurais eu du mal pour le mode micro pas.
Le tout sur une carte demi-euro au minimum, pour plusieurs centaines de FRANCS sans compter le risque d’erreur, le proto en veroboard…
Nous sommes en 2022. Désormais un ARDUINO avec un Atmel 328 développe beaucoup plus de puissance que n’importe quel micro domestique de ces années 80 de ma jeunesse.
Ne parlons pas de n’importe quel smartphone dont la capacité est comparable à celle d’un datacenter de grande entreprise des memes annees 80: 8 processeurs 36 (oui) bits a 50 MHz et 140 MÉGAS (oui, mega) octets de stockage, c’était la capacité du centre de traitement avec trois gros systèmes IBM ou j’ai terminé mes études en 1986.
C’est bien d’être un ancien combattant comme moi: on mesure la distance vertigineuse en 50 ans de technologie.
Je peux cependant toujours construire un récepteur AM avec une diode et deux lampes triode, mais pour quelques CENTIMES je pourrai acheter un tuner AM/FM stéréo intégré gros comme un ongle de petit doigt… et je l’utiliserai plutôt que deux lampes et une prise secteur.
C’est la marche du progrès cher ami. J’ai utilisé ce que j’avais sous la main en 2022, et c’est bien différent de ce que j’ai eu sous la main dans les décennies précédentes.
Le résultat est atteint: j’ai un vireur agréable, peint en bleu, lourd de 27 kg, qui utilise 1% du processeur intégré en connaissance de cause, et probablement plus fiable et plus souple qu’une pleine carte discrète…
J’ai évité le moteur d’essuie-glace et le rhéostat en céramique de 25W, c’est déjà ça…
Le Creusois
#57
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par LeCreusois23
J'adore les propos des adeptes des microprocesseurs "mis partout" :L'éventail des possibilités est bien plus vaste avec le microcontrôleur dites vous ?
Oui mais lorsque la fonction principale est satisfaite à quoi ça sert de pouvoir faire mille autres choses ?
C'est le signe que les "jeunes" vous êtes contaminés par vos "téléphones" et vos PC
Merci du compliment, on ne m’avait pas traité de jeunot depuis au moins 1980!
Le problème est simple, et sa solution doit l’être aussi en fonction de l’époque.
Si nous étions en 1985 j’aurais fait une belle carte avec 4 ou 5 DIL 14 pour l’affichage, un séquenceur discret en 74LSxxx pour la gestion de vitesse et de pas, et j’aurais eu du mal pour le mode micro pas.Le tout sur une carte demi-euro au minimum, pour plusieurs centaines de FRANCS sans compter le risque d’erreur, le proto en veroboard…
Nous sommes en 2022. Désormais un ARDUINO avec un Atmel 328 développe beaucoup plus de puissance que n’importe quel micro domestique de ces années 80 de ma jeunesse.
Ne parlons pas de n’importe quel smartphone dont la capacité est comparable à celle d’un datacenter de grande entreprise des memes annees 80: 8 processeurs 36 (oui) bits a 50 MHz et 140 MÉGAS (oui, mega) octets de stockage, c’était la capacité du centre de traitement avec trois gros systèmes IBM ou j’ai terminé mes études en 1986.
C’est bien d’être un ancien combattant comme moi: on mesure la distance vertigineuse en 50 ans de technologie.
Je peux cependant toujours construire un récepteur AM avec une diode et deux lampes triode, mais pour quelques CENTIMES je pourrai acheter un tuner AM/FM stéréo intégré gros comme un ongle de petit doigt… et je l’utiliserai plutôt que deux lampes et une prise secteur.
C’est la marche du progrès cher ami. J’ai utilisé ce que j’avais sous la main en 2022, et c’est bien différent de ce que j’ai eu sous la main dans les décennies précédentes.
Le résultat est atteint: j’ai un vireur agréable, peint en bleu, lourd de 27 kg, qui utilise 1% du processeur intégré en connaissance de cause, et probablement plus fiable et plus souple qu’une pleine carte discrète…
J’ai évité le moteur d’essuie-glace et le rhéostat en céramique de 25W, c’est déjà ça…
Le Creusois
D'accord, je prends note.
Il me reste une remarque. Si tu es venu nous présenter ici ce travail dans tous ses moindres détails c'est, j'imagine, pour le cas où quelqu'un voudrait lui aussi se faire un vireur de soudage.
Question, donc : penses tu que celui là, ceux là, voudront suivre ta démarche et ton raisonnement ?
Moi mon vireur je l'ai fait en une après-midi (j'avais le matériel déjà) en utilisant un moteur DC accouplé à une génératrice tachymétrique et un module ampli plus une alim DC. Le tout acheté sur ebay pour pas très cher.
Bien sûr il n'y a pas d'affichage
#58
mecanix En ligne le 27/06/2026 à 17:27 (2107 messages sur soudeurs.com)
justement son vireur est différent du tien vu qu'il est autonome !
ensuite c'est toujours sympa que quelqu'un ouvre la voie
#59
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
En suivant (de loin) ce sujet, je ne peux que déplorer la propension naturelle qui consiste à dénigrer ce qui est présenté (avec générosité) pour mettre en valeur des solutions personnelles, radicalement différentes par principe, mais sans en montrer l'application contrairement à l'auteur d'origine.
Un pur style "kikalaplugross" bien français qui ne fait malheureusement pas beaucoup avancer le "Schmilblick". Comme pour les voitures, tous les choix se respectent et tout le monde n'a pas les mêmes besoins, les mêmes moyens, les mêmes motivations. Cela s'appelle la diversité et cela se respecte.
S'il était possible d'apprécier tout simplement ce qui est proposé, ou éventuellement de suggérer quelques améliorations qui ne remettent pas le principe en cause, ce serait bien plus agréable à suivre. Je pense que beaucoup de membres viennent ici pour partager un peu de convivialité sans pour autant vouloir la meilleure solution pour fabriquer un vireur.
Merci.
#60
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Il me semble élémentaire de pouvoir dire que plusieurs solutions à un problème, existent pour le cas où certains ne seraient pas "formés" à toute cette technologie.
Si on ne veut pas entendre autre chose que ses propres choix, on s'abstient de se manifester sur un forum.
MAIS c'est très contemporain AUSSI que des tiers qui regardent de loin le sujet viennent se plaindre que les choses ne se fassent pas comme dans leur esprit. Qu'ils amènent leur propre vision des solutions qu'ils ONT MISES en oeuvre sur le sujet. Ce serait plus constructif que de dénigrer le comportement d'untel ou untel. Moi je ne critique pas les gens, seulement j'amène ma propre vision de la chose exposée.
#61
LeCreusois23 En ligne le 23/11/2023 à 11:43 (58 messages sur soudeurs.com)
Bonjour @Yann.
J’avoue volontiers que je suis plutôt axé sur une solution actuelle, mais que dans un cas simple de vireur (juste un plateau tournant, quoi :P ) on peut tout y mettre, et sur l’on peut tout au contraire jouer à fond la carte « steam punk ».
Un gros moteur électrique DC Russe en 27 volts (standard militaire) avec une boîte à résistances céramiques commutés par un rotacteur triphasé en cuivre et Bakélite, et un ventilo avec courroie en cuir pour éviter la combustion… Et ce sera de l’art, et e sera vraiment respectable (sans ironie).
Oui, j’ai partagé parce que ça peut motiver d’autres pour équiper leur atelier, pour moi ça a été le sauvetage d’un pont de moto.
Le code ARDUINO est court, je le publierait ici dans un corps de message si c’est accepté, libre à chacun de tenter SA PROPRE solution.
Du technique moderne comme moi (je n’avais jamais encore vu de vireur avec PaP, sauf erreur de ma part).
De l’ingénieux ou de l’artistique ou du pas cher, chacun sa voie: c’est pour faire de la soudure en rond :))
Le Creusois
Sujets connexes les plus populaires
Information Salaire moyen ou taux horaire moyen d'un soudeur en France ?
19/08/2005 10:15:43 - Admin dusweld1
Réponses : 166
Affichages : 268671
Affichages : 268671
Fromage57
17/11/2024 17:42:38
Question Posée Méthode pour réaliser une Gueule de Loup en tuyauterie ?
08/11/2014 13:24:16 - nicolas17
Réponses : 24
Affichages : 39668
Affichages : 39668
dany 62
25/09/2019 17:09:59
Question Posée tarifs réparation auto entrepreneur soudeur
12/12/2018 11:27:46 - Cutterbil
Réponses : 11
Affichages : 1073
Affichages : 1073
nico316l
22/06/2023 19:51:50
Question Posée Support meuleuse d'angle
17/02/2017 13:44:19 - Emilien88
Réponses : 10
Affichages : 5755
Affichages : 5755
Canon
18/02/2017 23:01:55
Question Posée Formation et Qualification de Soudeur TIG
12/02/2019 15:07:23 - phcorn
Réponses : 25
Affichages : 1120
Affichages : 1120

phcorn
03/03/2019 17:10:50
Question Posée Notion de Pouce soudé ?
25/10/2013 06:57:08 - godecho
Réponses : 18
Affichages : 19860
Affichages : 19860
davjones
07/03/2017 20:05:50
Recherche Soudeur de France pour travailler au Canada (Québec)
05/03/2013 16:47:32 - wildsled90
Réponses : 12
Affichages : 10659
Affichages : 10659
l'islet
04/05/2017 13:32:37
Retour d'expérience Expatriation et travail à l'étranger (Australie et Canada)
01/04/2014 09:10:44 - trotglober
Réponses : 20
Affichages : 14203
Affichages : 14203

Alpha87
15/06/2016 20:47:18
Question Posée J'achète un poste CEA TS 160
05/02/2017 14:32:02 - kadwan
Réponses : 11
Affichages : 2415
Affichages : 2415
Tharkey
12/05/2022 11:22:57
formation la meilleure de soudeur ?
03/12/2013 08:26:12 - gribouille711
Réponses : 9
Affichages : 3245
Affichages : 3245
gonsik
05/08/2014 14:18:45
Question Posée Disque à tronconner pour l'aluminium
27/05/2016 10:10:34 - Mathieu54
Réponses : 16
Affichages : 3307
Affichages : 3307
frontalier suisse
13/04/2016 18:55:56 - Alexandre Lecaude
Réponses : 1
Affichages : 1793
Affichages : 1793
Alexandre Lecaude
13/04/2016 18:55:56
Question Posée quel type d'alu pour du cintrage
21/08/2016 19:20:17 - laiyo
Réponses : 11
Affichages : 2436
Affichages : 2436
laiyo
13/09/2016 19:01:47
Question Posée Conseils pour formation Spécialiste international en soudage (IWS)
08/11/2014 21:43:30 - welderrr
Réponses : 1
Affichages : 1600
Affichages : 1600
Dominique ADMIN
09/11/2014 08:37:42
Demande d’aide Les baguettes américaines de brasage de l’aluminium miraculeuses.....
21/03/2019 12:19:40 - Pierre-Jean
Réponses : 6
Affichages : 413
Affichages : 413
Yann
21/03/2019 18:17:58
Information caisse rangement auer-packaging
28/04/2019 19:56:05 - nico_30
Réponses : 0
Affichages : 245
Affichages : 245
nico_30
28/04/2019 19:56:05
Recherche Cherche travailleur indépendant
21/02/2013 11:01:53 - Tilc68
Réponses : 7
Affichages : 1311
Affichages : 1311
Tharkey
12/05/2022 11:23:42
Information Programme de traçage en tuyauterie et chaudronnerie
27/04/2017 07:22:55 - Steeve 59
Réponses : 0
Affichages : 1657
Affichages : 1657
Steeve 59
27/04/2017 07:22:55
coup de gueule d'une femme qui exerce le métier de soudeur
23/01/2013 17:31:21 - nene28
Réponses : 24
Affichages : 7219
Affichages : 7219
Tharkey
12/05/2022 11:23:16
Retour d'expérience Etre femme soudeur + dur ou dépend des régions?
18/02/2016 12:01:55 - Alex79
Réponses : 6
Affichages : 1683
Affichages : 1683
baba la fumière
25/06/2018 20:29:42