
5 réponses -
Accéder à la dernière réponse
#1


Rainui En ligne le 29/03/2024 à 14:52 (163 messages sur soudeurs.com)
Sujet : Retour d'expérience Saf digipuls ii 420
Bonjour,
Je souhaites partager avec vous mon dernier achat, à savoir un poste MIG/MAG SAF DIGIPULS II 420 avec son refroidisseur.
1) Domaine d'activité :
Mon entreprise est spécialisée dans la ferronnerie et la petite chaudronnerie. Nous fabriquons des portails en acier et aluminium, des grilles, pergolas, ...
Il nous arrive également de faire un peu de réparation agricole, de fabriquer des godets de mini pelle, ...
2) Les critères de choix :
Vu notre domaine d'activité grandissant, j'ai fait le choix de prendre un poste assez puissant et évolué. La possibilité de souder de forte épaisseurs sur les aciers carbone, les inox et les aluminiums était pour moi le critère principal.
Le fait que ce poste soit synergique était le deuxième critère. En effet, pouvoir régler le poste simplement en réglant l'épaisseur à souder est un bon gain de temps, bien qu'il faille tout de même affiner les réglages.
Le dernier critère est le fait que ce soit un poste pulsé. D'après ce que j'avais pu lire, cela réduit les projections mais essentiellement les déformations.
Mon dernier critère était la proximité de mon fournisseur, son SAV qualifié et sa tenue en stock des consommables. Critère qui, quand on y repense est primordial pour une entreprise.
Pour finir, le prix. J'ai pu bénéficier d'une remise lors d'une journée porte ouverte. Ce n'était pas vraiment un critère mais bon, quand on peux payer moins cher :p.
3) L'essayage :
Je déconseille à qui que ce soit d'acheter un poste à souder sans avoir pu l'essayer et si possible, assisté de personnes connaissant le poste en vue.
Il était pour moi primordial de faire un essai avant d'envisager l'achat.
Donc, j'ai organisé un rendez vous avec le commercial SAF, le responsable du SAV et un possesseur de ce poste. Si vous avez un tel achat à faire, je vous conseille de réunir ces personnes, vous aurez de quoi vous faire une bonne opinion du produit.
4) Le poste :

Je dois avouer que l'on peux pas le rater...
Il est composé de 4 parties :
-Un dévidoir séparé avec d'origine 10 mètres de faisceau eau
-Le générateur
-Le refroidisseur
-Le chariot
Le dévidoir :

J'ai pris le dévidoir simple car je n'ai pas estimé nécessaire de prendre le P500 qui permet d'enregistrer des programmes de soudage.
Le potentiomètre de gauche permet de régler la vitesse de fil et celui de droite la synergie/le dynamisme de l'arc.


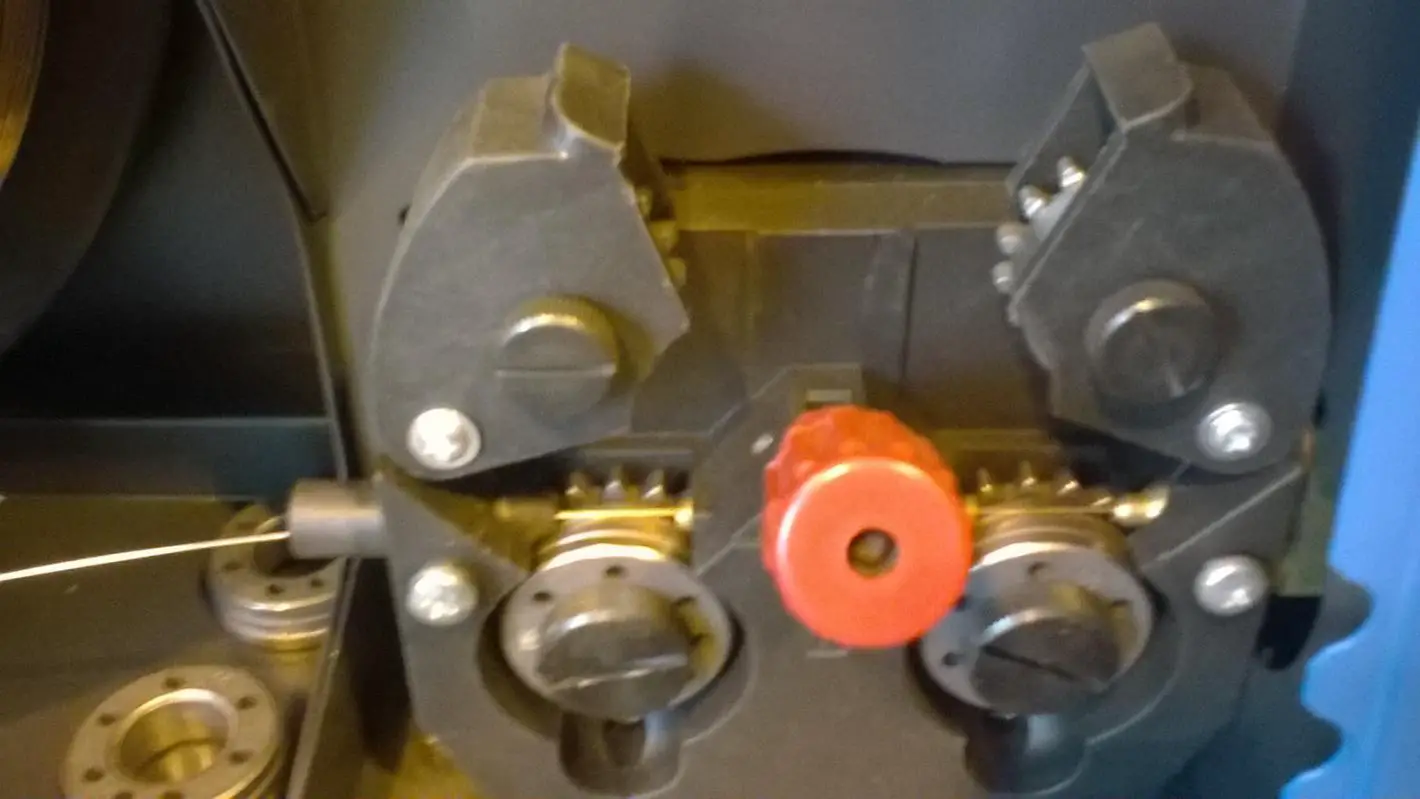
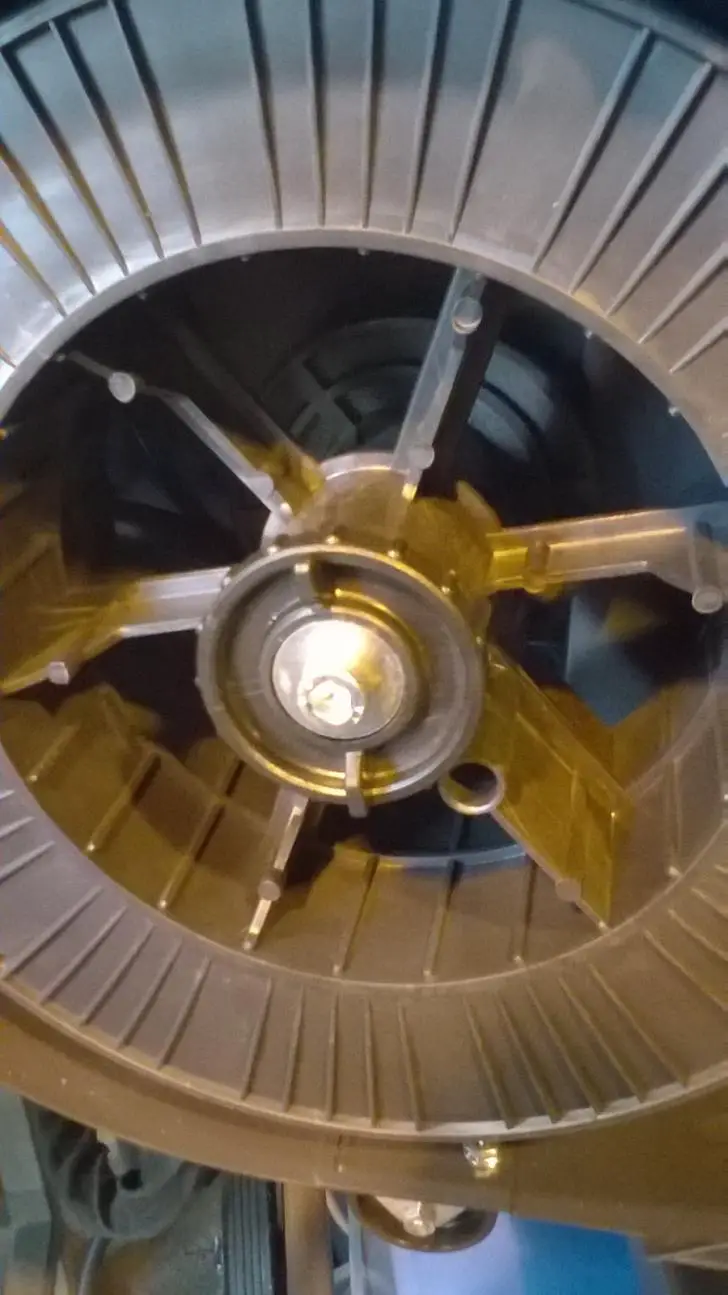
De gauche à droite :
-Une vue d'ensemble de l'intérieur du dévidoir.
-La partie dévidoir 4 galets et les deux interrupteurs sur lesquels je reviendrais.
-Les galets.
-La bobine de fil et son support.
Au sujet des deux interrupteurs, le premier sert à purger l'air lors du changement de torche ou du remplacement de la bouteille de gaz. Le deuxième sert à amener le fil lors du remplacement de la bobine.
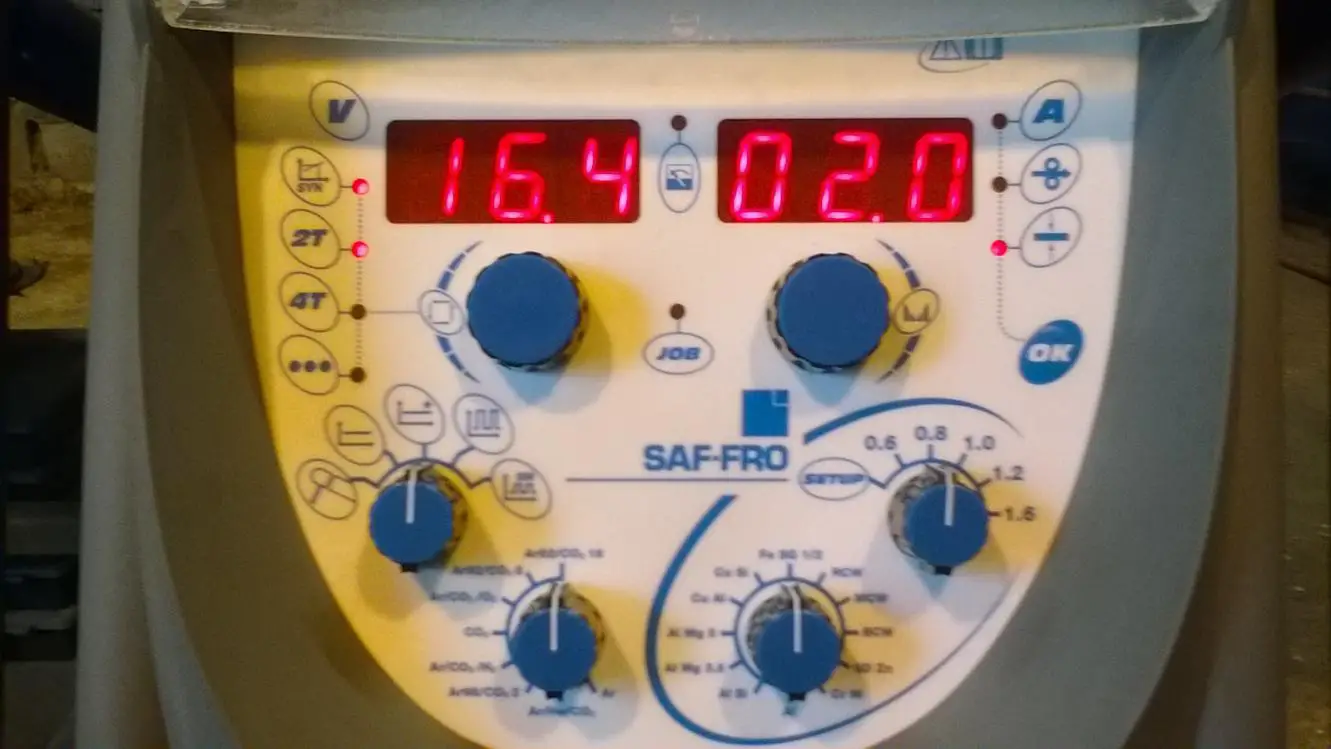
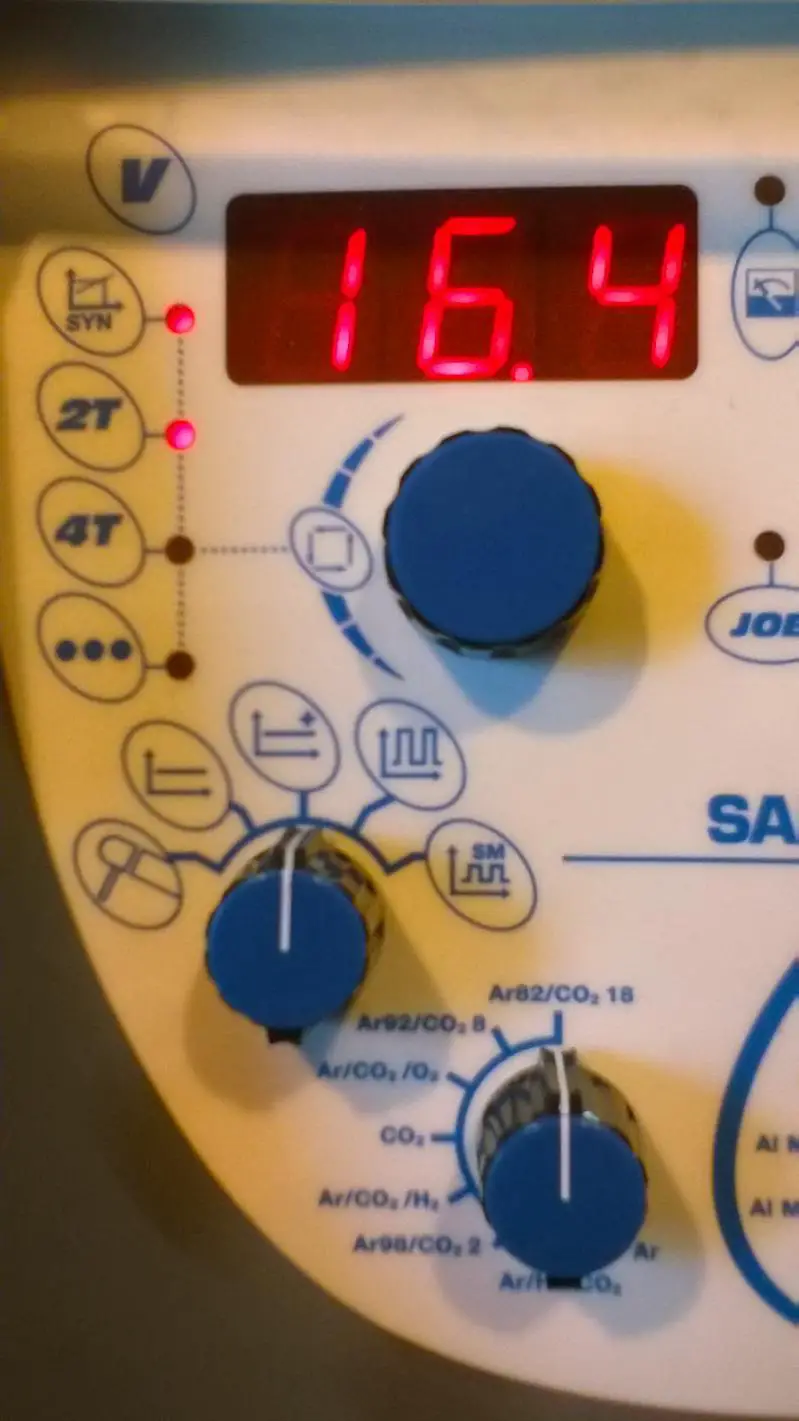

La face avant du générateur :
Les voyants de gauche permettent de savoir en quel mode l'on se trouve : Synergique, 2T, 4T ou en mode point. Le réglage se fait par le potentiomètre en haut à gauche.
Le potentiomètre en haut à droite permet de régler le paramètre réglé en synergie (Intensité, Vitesse de fil ou épaisseur à souder)
Le suivant permet de régler le mode de soudage (MMA, SS, SSA, Pulsé, SpayModal)
On peux sélectionner la nature du gaz, du fil et enfin le diamètre du fil utilisé.
Le potentiomètre qui permet de régler le diamètre du fil sert également à rentrer dans les réglages du poste en le basculant sur "Setup".
Le chariot qui porte le tout :



Le chariot est simple mais bien pensé. La bouteille est bien arrimée, le tout est bien stable.
La pince de masse et la torche :


La pince de masse est celle livrée d'origine, la torche est une torche Binzel que j'ai acheté à part pour garder celle d'origine pour l'aluminium.
5) L'utilisation
L'utilisation de ce poste est relativement simplifiée par le mode synergique. On sélectionne l'épaisseur à souder, on fait un essai et on ajuste en fonction de la position, la forme du cordon, ...
L'élimination quasi totale des projections passe tout de même par une longue séance d'essais pour régler le moment où les gouttes de métal en fusion se détachent.
En mode pulsé, j'ai pu remarquer que la position de la torche influe grandement sur les projections, il arrive en fin de cordon d'avoir une fontaine de grosses projections adhérentes si l'on tient la torche trop penchée.
Quelques soudures :

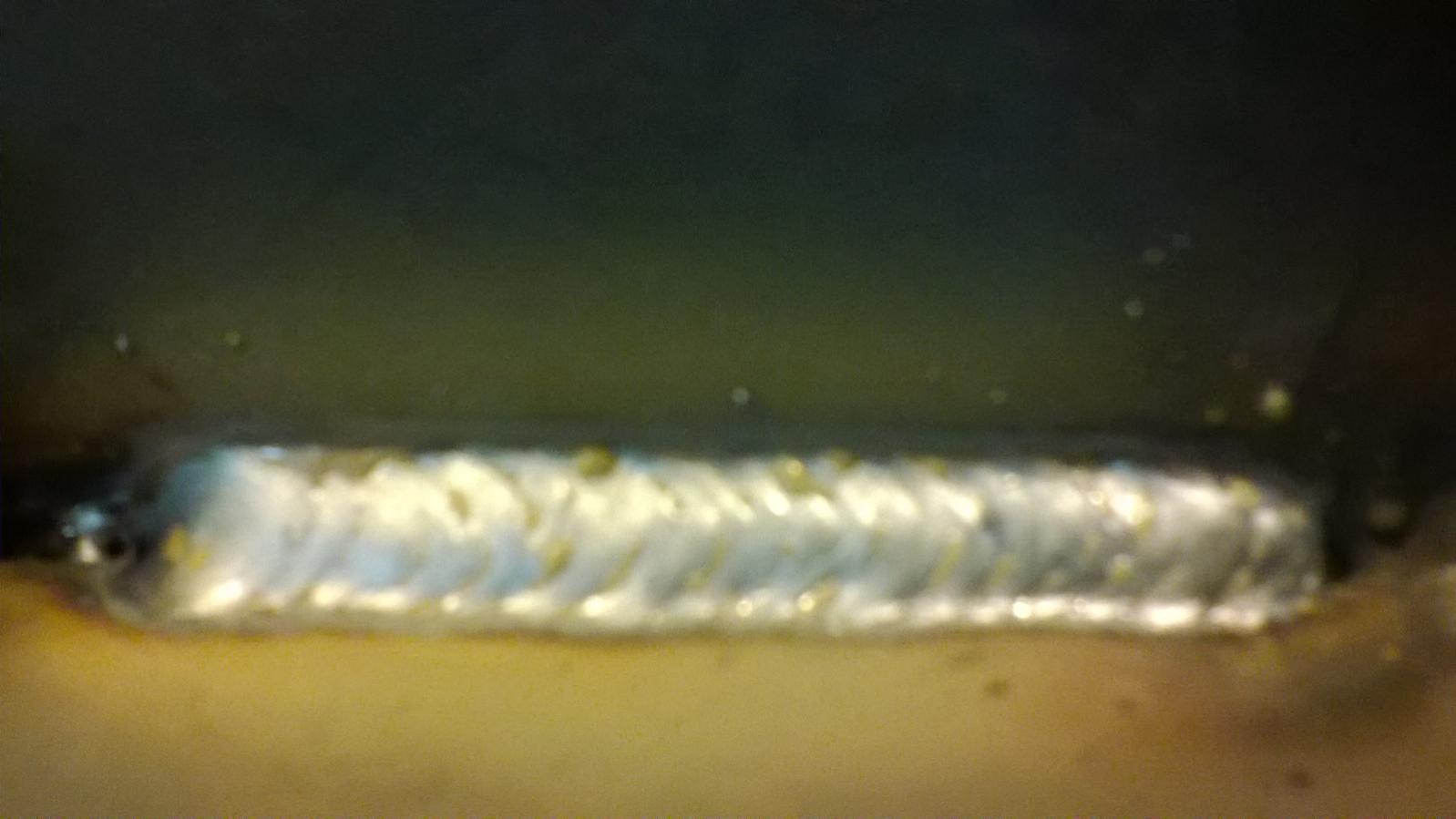
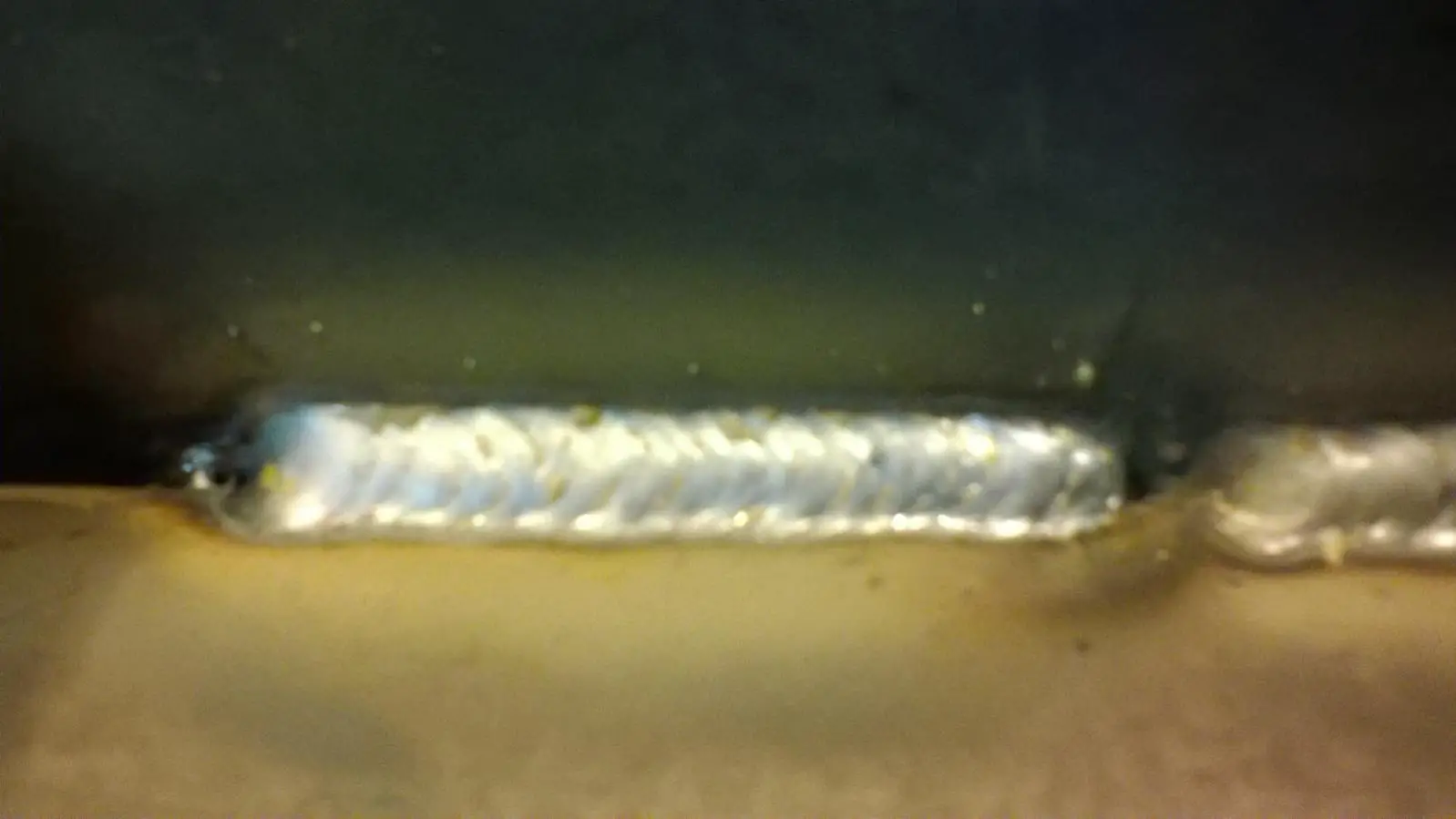
Ce sont toutes des soudures montantes en angle entre deux tubes de 40 x 40 x 3.
Lors de mon premier essai ce matin, j'avais mis un peu trop de fil et le bain s'effondrait.
Je soude rarement dans cette position et j'ai voulu l'essayer pour vous donner un avis objectif (c'est pas vraiment à plat que l'on se rends compte des effet du mode pulsé)
Une fois les paramètres trouvés et le geste en mémoire, ça donne ça au deuxième essai.
Le bain est vraiment très stable, on voit vraiment le font de l'angle se fusionner alors que lors d'un précédent essai en mode SS, l'arc et le bain rentre moins.
De mémoire les paramètres étaient :
-Mode Pulsé
-Vitesse de fil Diam 0.8 : 5m/min
-Tension : 24V
-Débit de gaz 13 l/min pour un diamètre intérieur de buse de 12 mm
Je n'ai d'autres photos, je suis passé en coup de vent à l'atelier faire ça vite fait pour que vous ayez un aperçu. J'en rajouterais un peu plus tard.
Si, pour voir la pénétration, j'ai soudé deux fer plat de 40 x 15 avec un jeu de 2 mm :
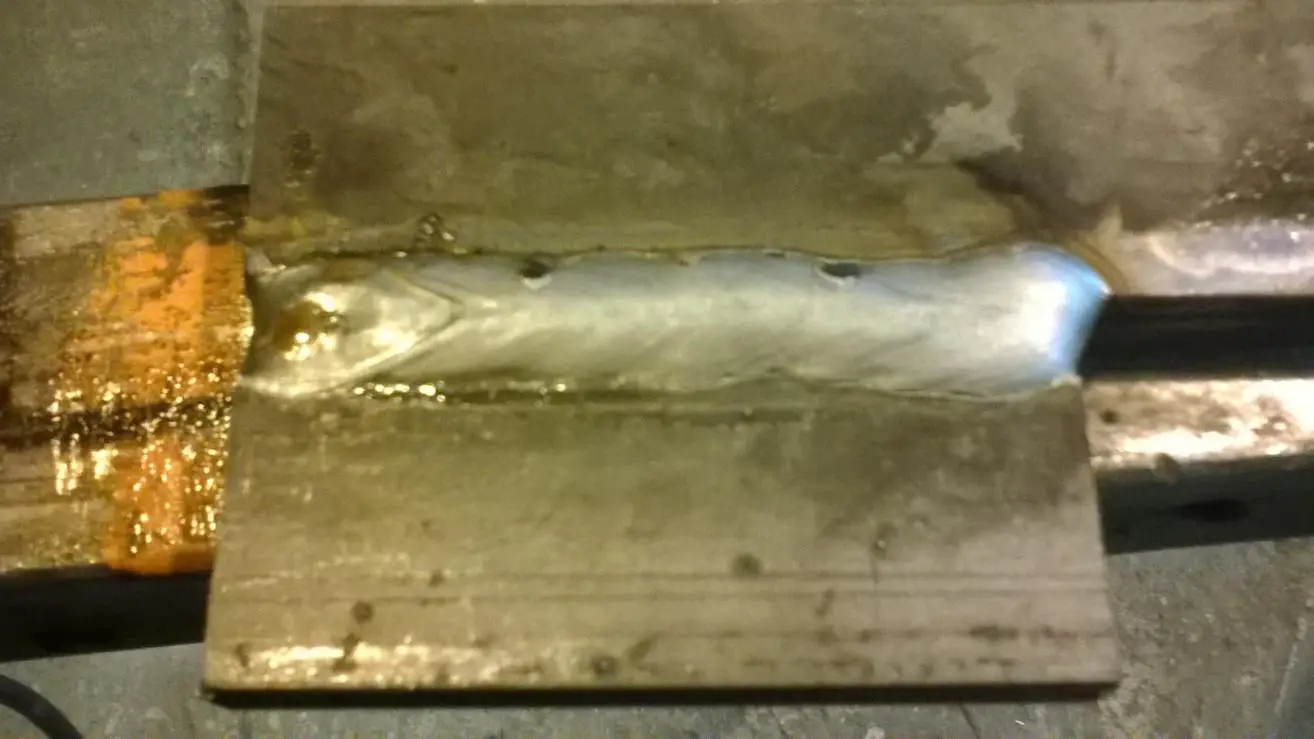

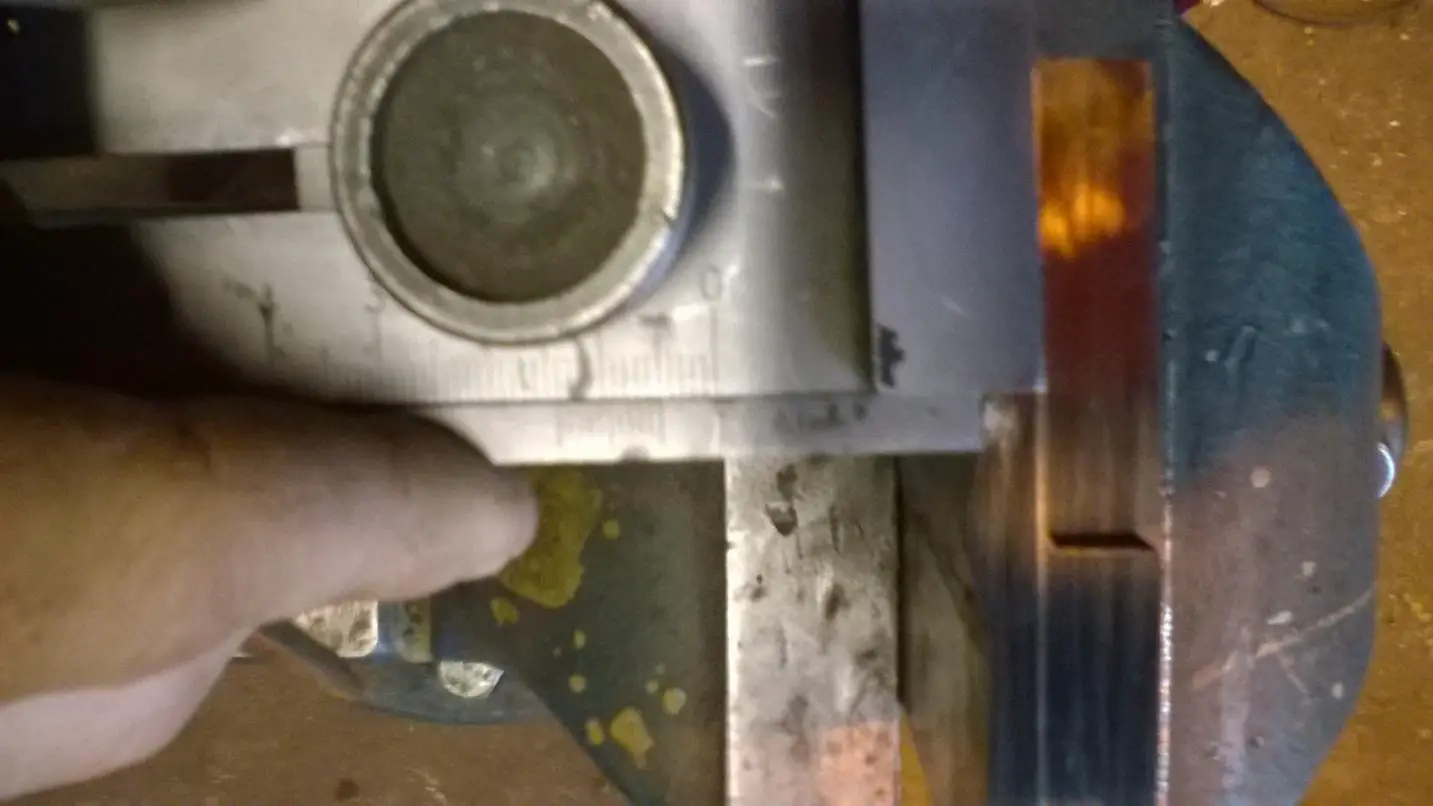
J'ai juste mis le poste en pulsé et réglé l'épaisseur à 12 mm avec du fil de 0.8.
Désolé pour la régularité mais mes gants TIG n'ont pas aimés le rayonnement, ni mes doigts à l'intérieur d'ailleurs ...
Sans préparation (pas de blanchiment, pas de chanfrein) la soudure est rentrée régulièrement sur 5 mm. Je n'ai pas coupé en fin de cordon mais à 20 mm du début de la soudure.
6) Conclusions
Ce poste "haut de gamme" convient parfaitement à mon utilisation, pour les petites entreprises comme la mienne, c'est certes un investissement mais le gain sur le parachèvement n'est pas négligeable. Je ne dit pas qu'il n'y a plus de meulage mais pas loin.
S'il y a des personnes de l'industrie ou souhaitant investir dans un tel poste, je les invite à venir l'essayer à mon atelier à Aramon dans le Gard(30).
Il a comme tout autre matériel des défauts (notamment sur les réglages qui ne sont pas vraiment évident au début) et des qualités. Ce qui est sur, c'est que ça vaut le coup de l'essayer ne serait ce que pour le comparer avec un autre fournisseur.

#2

Invité
Bonjour Rainui
c est un beau jouet que vous avez la
la pince de masse livrée avec ce poste et assez bonne j ai la même que j ai acheté pour remplacer celle d un poste MMA ancien qui était en simple tôle
encore merci pour ce partage
cordialement Ricou26:)
#3

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
le mode pulsé déforme un peu plus, mais bien réglé on arrive a avoir pratiquement plus de projections, et permet de souder avec des angles de torche ( sur des pièces complexes avec des accès difficiles) de ouf.
Par contre sur les alu, il faut se méfier le plus souvent il faut vraiment corriger la synergie (pour raccourcir au maximum l'arc tout en restant en spray arc, ) sous peine de faire de magnifiques cordons mais claffis en interne de porosités
#4
Bonsoir,
Oui, c'est un jouet très sympathique.
La pince de masse est relativement solide, le seul bémol, c'est son ouverture un peu limitée.
Effectivement, en pulsé, le bain est bien plus chaud mais avec la fonction séquenceur, on arrive à réduire l'énergie apportée sans avoir de projections.
Je confirme aussi que l'on peux souder avec des angles de torche vraiment inhabituels.
Je n'ai pas encore souder d'alu avec ce poste, ni au MIG d'ailleurs... Mais je prends note de vos remarques ;)
Rainui En ligne le 29/03/2024 à 14:52 (163 messages sur soudeurs.com)
Envoyé par ricou26
Bonjour Rainui
c est un beau jouet que vous avez la
la pince de masse livrée avec ce poste et assez bonne j ai la même que j ai acheté pour remplacer celle d un poste MMA ancien qui était en simple tôle
encore merci pour ce partage
cordialement Ricou26:)
Bonsoir,
Oui, c'est un jouet très sympathique.
La pince de masse est relativement solide, le seul bémol, c'est son ouverture un peu limitée.
le mode pulsé déforme un peu plus, mais bien réglé on arrive a avoir pratiquement plus de projections, et permet de souder avec des angles de torche ( sur des pièces complexes avec des accès difficiles) de ouf.
Effectivement, en pulsé, le bain est bien plus chaud mais avec la fonction séquenceur, on arrive à réduire l'énergie apportée sans avoir de projections.
Je confirme aussi que l'on peux souder avec des angles de torche vraiment inhabituels.
Je n'ai pas encore souder d'alu avec ce poste, ni au MIG d'ailleurs... Mais je prends note de vos remarques ;)
#5
Invité
J'ai cet aprem testé un poste monophasé de chez EWM en pulsé , très sympa aussi !
Ma boite possède les mêmes postes que toi Rainui avec du fil de 1,2 mm
Les résultats sont impecs
Mathieu
#6
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
pour ce qui est du crâmage de main en mode pulsé (il m'est arrivé d'en avoir des cloques sur le dessus de la main lors du soudage de pièces très épaisses en alu) il y a ce type de gant
Sujets connexes les plus populaires
Question Posée Puissance électrique maxi absorbée par un poste à souder
08/10/2015 19:30:24 - Jon Vivaro
Réponses : 29
Affichages : 12066
Affichages : 12066
Jon Vivaro
12/10/2015 19:56:31
Choix d'un poste : SAF - Presto 160 PFC / CEMONT - Puma S 160 / GYS - Gysmi 206 FV
03/08/2010 19:50:46 - softy
Réponses : 7
Affichages : 19420
Affichages : 19420
jacky111
13/11/2010 19:29:17
Question Posée Poste MMA-TIG-MIG PRESTOMIG 200MP
29/01/2015 18:39:55 - Pierre88
Réponses : 24
Affichages : 20679
Affichages : 20679

Miche
14/04/2017 11:55:36
Question Posée Choix poste saf presto 160 pfc
03/12/2015 17:40:35 - soudure076
Réponses : 8
Affichages : 3925
Affichages : 3925
tungstene
04/12/2015 21:53:10
Retour d'expérience Achat poste EE Saf Fro Presto 175
02/11/2018 23:19:47 - olivier1455
Réponses : 18
Affichages : 1904
Affichages : 1904
yanng22
21/11/2018 22:59:44
Information achat SAF prestomig 200mp, retour d'experience
05/10/2018 09:24:24 - cuicui123
Réponses : 7
Affichages : 1188
Affichages : 1188
LacourWave
03/04/2022 20:56:44
Poste SAXOTIG 160A bon ou mauvais produit !
16/03/2011 17:08:58 - JEANMICHEL60
Réponses : 3
Affichages : 14125
Affichages : 14125
arnaud72
22/03/2011 19:48:17
cherche retour d'expérience sur FILCORD 171C (SAF-Pro)
15/11/2010 15:14:30 - Tophe91
Réponses : 5
Affichages : 11154
Affichages : 11154
Question Posée Problème - Mise en Marche - Oerlikon Citotig 240
31/12/2016 13:17:17 - Tooffyck
Réponses : 24
Affichages : 3957
Affichages : 3957
Tooffyck
04/01/2017 10:14:13
Recherche recherche torche pour TIG SAF prestotig 180
02/01/2018 21:27:58 - odin91
Réponses : 14
Affichages : 2501
Affichages : 2501
locouarn
04/01/2018 17:33:45
Marque Oerlikon
09/03/2011 16:52:34 - mimivivi
Réponses : 12
Affichages : 16460
Affichages : 16460
arnaud72
19/03/2011 16:55:18
SAF 250 mig bl
20/09/2008 10:25:33 - JL6767
Réponses : 1
Affichages : 8062
Affichages : 8062
Admin dusweld1
28/09/2008 14:41:56
Question Posée Conseil Achat poste multiprocédés
28/09/2017 23:56:41 - Scalpoil
Réponses : 10
Affichages : 2115
Affichages : 2115
Dooyoo
08/07/2023 10:08:50
Question Posée Message d'erreur Prestotig
28/01/2018 08:21:01 - Cedric1980
Réponses : 4
Affichages : 779
Affichages : 779
cicis
06/04/2018 20:39:20
Retour d'expérience sur poste SX 160G Commercy
05/12/2008 21:26:49 - yoann86
Réponses : 2
Affichages : 5041
Affichages : 5041
yoann86
21/01/2009 08:40:31
information importante sur saxotig 160 ac/dc
19/03/2009 20:13:54 - debutant04
Réponses : 6
Affichages : 13146
Affichages : 13146
ALDO1340
03/12/2014 12:55:34
Question Posée budget de 3500 euros HT pour tig mma ac/dc 200 amp
03/03/2014 12:23:56 - qmenne
Réponses : 10
Affichages : 5349
Affichages : 5349
qmenne
13/04/2014 13:32:01
safmig 170BL en 220V MONO
14/11/2010 22:14:45 - mx3v6
Réponses : 14
Affichages : 10693
Affichages : 10693
1noraiv2
09/07/2011 05:50:57
Retour d'expérience Saf digipuls ii 420
08/11/2015 11:30:43 - Rainui
Réponses : 5
Affichages : 3560
Affichages : 3560
tungstene
14/11/2015 11:00:06
Poste à souder SAF / GYS
17/10/2006 13:48:37 - brico04
Réponses : 2
Affichages : 14092
Affichages : 14092