
3 réponses -
Accéder à la dernière réponse
#1


shady En ligne le 01/04/2024 à 23:21 (6 messages sur soudeurs.com)
Sujet : soudage héterogene de l'acier et l'inox ?
Bonjour,
Je voudrais réaliser un assemblage héterogene de L'INOX et l'acier CARBONE.
Pensez-vous que cela est possible ?
Si oui comment proceder ?
Et avec quel metal d'apport faut-il utiliser pour reussir le soudage ?
Je compte sur vous.
Merci.

#2


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Oui vous pouvez réaliser un assemblage hétérogène acier carbone / acier inox avec quelques précautions.
Tout est expliqué dans l'article technique ci-dessous pour le choix du type de métal d'apport :
![]() Comment utiliser efficacement le diagramme de Schaeffler ou de Delong ?
Comment utiliser efficacement le diagramme de Schaeffler ou de Delong ?
Cordialement,
#3

Invité
Bonjour,
Le procédé de soudage le plus approprié est le TIG et le métal d'apport est de l'inox 309L.
Cordialement.
#4
Invité
Bonjour,
Tous les procédés de soudage peuvent être utilisés dans la mesure d'un contrôle du taux de la dilution du carbone dans le métal fondu. (gestion contrôlée de l'énergie de soudage)
Exemple sur ce site :
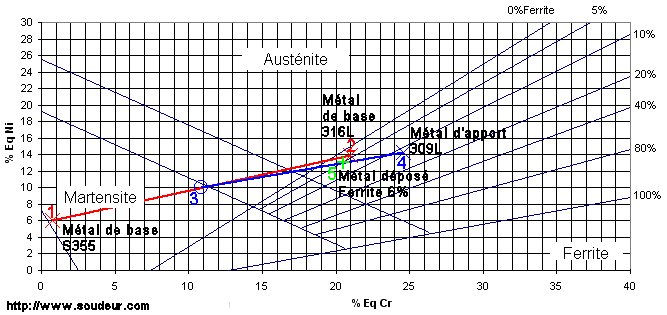
Vous devez réaliser un assemblage hétérogène de deux aciers de nuances très différentes dont l'un est un acier inoxydable austénitique 316L et l'autre un acier non allié au carbone manganèse S 355.
Il est nécessaire de limiter la dilution du carbone dans le bain de fusion pour ne pas obtenir une structure martensitique.
Le métal déposé devra avoir une structure austénite-ferrite avec environ 7% de ferrite.
Nous sélectionnons un métal d'apport type 309L ou 24% Cr et 13% Ni
Vous positionnez sur le diagramme le métal de base 1 S355 (Eq Cr = 0,75 et Eq Ni = 6,1)
Vous positionnez sur le diagramme le métal de base 2 316L (Eq Cr = 21 et Eq Ni = 13,9)
Vous positionnez sur le diagramme le métal d'apport 309L (Eq Cr = 24,6 et Eq Ni = 14,3)
Vous positionnez sur la droite 1-2 le point figuratif ou représentatif 3 (en %) de la participation respective de chacun des deux métaux de base dans le bain de fusion
Dans notre exemple, nous estimons à 15% le taux de fusion de chaque matériau
de base à part égale dans le bain de fusion
Donc 15 / (15 + 15) x 100 = 50% soit le milieu de la droite 1-2
Vous tracez ensuite la droite 3-4
Vous positionnez sur la droite 3-4 le point figuratif 5 de participation du métal d'apport dans le métal fondu
Dans notre exemple, le métal d'apport participe à 70% dans la constitution du métal fondu.
Salutations cordiales
Sujets connexes les plus populaires
peut on souder de la fonte sur de l acier
03/08/2010 15:57:25 - sgoubi27
Réponses : 7
Affichages : 34048
Affichages : 34048
jacky111
13/05/2011 20:32:38
soudure d'aluminium et acier
14/09/2007 22:00:21 - AlexVez
Réponses : 4
Affichages : 16906
Affichages : 16906
Question Posée Soudure acier S235 sur acier corten est-ce possible ?
15/04/2017 07:43:24 - -jerome-
Réponses : 7
Affichages : 1770
Affichages : 1770
Dominique ADMIN
17/04/2017 07:59:07
Question Posée soudage autogene vs assemblage heterogene.
23/01/2014 20:30:17 - Seb@
Réponses : 19
Affichages : 7757
Affichages : 7757
vincentphenix
20/05/2024 13:24:44
TIG INOX LAITON
09/08/2004 11:01:30 - Manu
Réponses : 9
Affichages : 14495
Affichages : 14495
mecanix
24/02/2020 19:14:24
soudage héterogene de l'acier et l'inox ?
25/08/2010 13:53:55 - shady
Réponses : 3
Affichages : 5178
Affichages : 5178
Soudage Inconel 600/Inconel 600 et Inconel 600/Aisi 321
27/10/2005 14:37:09 - yvesf62
Réponses : 7
Affichages : 9502
Affichages : 9502
yvesf62
03/11/2006 12:22:32
Question Posée Electrode pour souder de z120 et de la creusabro 4800
18/08/2017 00:18:51 - lschuler
Réponses : 2
Affichages : 1234
Affichages : 1234
lschuler
22/08/2017 02:50:17
Soudure hétérogène
25/07/2008 07:25:29 - karen71
Réponses : 2
Affichages : 3015
Affichages : 3015
khaledkarim
24/04/2023 09:18:39
Soudage hétérogène inox réfractaire
06/01/2012 12:42:05 - jekisha57
Réponses : 5
Affichages : 8545
Affichages : 8545
Question Posée Caractéristiques de l'Inox 430 (1.4016) et soudabilité avec l'inox 304
14/05/2019 00:24:58 - kalayaan
Réponses : 3
Affichages : 368
Affichages : 368
Dominique ADMIN
14/05/2019 18:47:43
Est il possible de souder de l'inox et du cuivre ?
07/11/2005 19:50:01 - papi6773
Réponses : 1
Affichages : 4178
Affichages : 4178
Admin dusweld1
08/11/2005 05:04:24
soudure d'un renfort en acier 25cd4s sur inox
26/04/2015 16:26:12 - flagada
Réponses : 7
Affichages : 2253
Affichages : 2253
Dominique ADMIN
22/06/2015 18:13:36
soudure cuivre avec acier
21/05/2009 11:58:46 - 23marteau
Réponses : 4
Affichages : 8588
Affichages : 8588
Soudage INOX et ACIER chrome moly
23/09/2003 21:03:53 - Peter Welder
Réponses : 1
Affichages : 12369
Affichages : 12369
Admin dusweld1
24/09/2003 09:47:22
Question Posée Soudage Acier S355 avec inox 316L : Métal d'apport
21/01/2016 07:40:50 - Benoit18
Réponses : 3
Affichages : 1911
Affichages : 1911
pasor
21/01/2016 17:59:02
Soudage Homogène 13CrMo4-5 et hétérogène avec du 16Mo3
12/03/2007 13:22:09 - yvesf62
Réponses : 2
Affichages : 6737
Affichages : 6737
yvesf62
13/03/2007 08:07:02
Soudure d'inconel625/inconel718
14/10/2009 14:57:14 - AYRTON54
Réponses : 1
Affichages : 3768
Affichages : 3768
Admin dusweld1
15/10/2009 17:00:40
Soudage heterogene A335P5 /A335P9
29/08/2009 15:15:37 - zizix38
Réponses : 3
Affichages : 5004
Affichages : 5004
zizix38
30/08/2009 16:03:08
Soudage S355 ou S235 / Acier au manganèse (Z120M12)
02/07/2009 11:18:27 - goodman62
Réponses : 1
Affichages : 5741
Affichages : 5741
Admin dusweld1
05/07/2009 06:55:02