
34 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Soudure innershield c'est quoi ?
bonjour je voudrais savoir ce qu'est la soudure innershield ?

#2
Invité
Bonjour,
Si je ne me trompe pas, le procédé de soudage "innershield" est un procédé qui utilise un fil fourré mais sans protection gazeuse extérieure.
D'où son nom "inner" shield par opposition au procédé "outer" shield qui est le MIG/MAG.
#3
Invité
Bonjour,
J'ai trouvé un article technique en utilisant le terme Innershield et la fonction rechercher de ce site :
![]() Le procédé de soudage MAG fil fourré sans gaz Innershield / 114
Le procédé de soudage MAG fil fourré sans gaz Innershield / 114
Innershield = fil fourré sans gaz de protection (ressemble à de l'arc E.E.)
Bonne lecture.
#4
Invité
Bonjour,
le soudage Innershield est bien un procédé fil fourré sans gaz de protection, ce qui permet de souder à l'air libre.
Le seul fournisseur de fil Innershield est la société LINCOLN ELECTRIC.
Il existe comme avec l'électrode enrobée, plusieurs types de fils .
Cordialement
#5


welder En ligne le 27/04/2023 à 06:30 (13 messages sur soudeurs.com)
bonjour ou bonsoir,
Il est bon de préciser que si LINCOLN est le seul fournisseur c'est qu'il en est l'inventeur.
Avis PERSO : j'ai eu l'occasion de tirer quelques cordons avec ce procédé et bien que l'aspect des soudures ne soit pas d'une trés bonne qualité et que l'on en prend plein les narrines, je pense que c'est l'avenir pour les longs cordons et le remplissage.
Là c'est sur on dépose.
si vous utiliser quotidiennement ce procédé merci de nous faire partager vos impressions et conclusions.
Cordialement,
#6
Invité
bonsoir
merci a tous pour toute les informations je n'ai plus ca faire un essai
regis
A+
#7
Invité
le procedé innerschield "114" est utilisé pour des oeuvres comme le viaduc de millau au nr232 et nr400 mais beaucoup de parametre rentre en compte,stichout(fil sortie),dragan(trainée d'angle),voltage qui doit etre precis ,l'aspect n'est pas joli et beaucoup de fumee,
bien se proteger car au 400,le fil creuse sur 2 mm et il y a beaucoup de projection,g de la doc pour qui cela interesse.
salut
#8


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Une idée à vous soumettre :
Si vous avez de la documentation sur l'innershield 114 diffusable sur ce site, il ne faut pas hésiter
Vous nous l'envoyez par mail
Bonne journée
Cordialement,
#9
Invité
Bonsoir,
Je ne suis pas un spécialiste de ce procédé, mais voilà ce que j'ai pu obtenir après une heure d'essai avec un fil fourré sans gaz de type Lincoln NR 233 (le remplaçant du NR 232), Ø 1.8 en position montante et corniche.
Il est vrai que le taux de dépôt est carrément impressionnant, ainsi que la vitesse de soudage.
La mise en oeuvre est assez aisée.
Voici quelques photos de soudures en fil fourré sans gaz innershield :


Cordialement
Casassoude
#10
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour casassoude,
Encore une fois un très grand merci pour votre partage de connaissances, d'expériences et de photographies sur ce forum !
Vous nous apportez beaucoup dans la richesse de nos supports techniques et didactiques.
Vous n'êtes peut être pas, comme vous le dites, un spécialiste du procédé 114 (innershield) toutefois vos cordons de soudure témoignent du contraire et trahissent un coup de patte de maître !
Bonne journée
Cordialement,
#11
Invité
Bonsoir.
voilà l'aspect que l'on peut obtenir d'une soudure au procédé 114 "innershield" réalisé au plafond.
Soudure réalisé en multi-passes sur tole ep 20mm avec un fil type NR 400 Ø 2.0 de chez Lincoln.

Cordialement.
Casassoude.
#12
Invité
Bonjour à tous,
En lisant une doc sur les possibles avantages des fils fourrés sans gaz ''innershield'' procédé 114, le paragraphe encadré en rouge ci-dessous m'a interpellé.
Qu'en pensez vous'?

Cordialement,
Casassoude
#13
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Cela ne peut engager que l'auteur ! Et tout dépend du contexte précis.
Si l'auteur parle de soudage pour l'agriculture, nous pouvons comprendre mais si cela s'adresse au soudage pour le nucléaire ou la défense, il est surement à côté de la plaque.
Nous pouvons vous affirmer que les français ne sont pas les seuls perfectionnistes dans le petit monde du soudage...
Cordialement,
#14
Invité
bonjour.
La doc n'est pas signée mais elle parle des consommables de ce gros fabricant américain de fil "innershield" pour toutes formes d'assemblages.
Elle ne date pas non plus d'hier puisque les tarifs indiqués sont encore en franc.
peut-être était-ce une façon de vendre et de convaincre à l'époque.
Cordialement.
Casassoude.
#15

patus En ligne le 18/04/2019 à 05:07 (3 messages sur soudeurs.com)
Bonjours Casassoude ,je voulais vous demandé pourquoi avoir utilisé du nr 400 au plafond plutôt que le 232 ou 233 , le 400 est pourtant plus pour les montantes ?
#16
Invité
Bonjour patus.
Pour pouvoir souder avec le procédé 114 "innershield" sur les ouvrages d'art type pont pour ligne SNCF, pont routier ext, les donneur d'ordre demandent que les soudeurs soient qualifiés en position PE "plafond", avec le fil fourré sans gaz NR 400.
Cordialement.
Casassoude.
#17
patus En ligne le 18/04/2019 à 05:07 (3 messages sur soudeurs.com)
Bonjour et merci pour votre réponse Casassoude !
J'ai posé cette question car je suis actuellement en formation 114 à Schiltigheim pour Kelly service et initialement on nous a demandé de faire une qualif. en PE avec le nr 232 .
Je l'ai passé avec pas mal d'avance sur le programme de 10 semaines , l'IS m'a alors demandé de refaire une PE mais au nr 400 sur une tôle de 12 mm .
Je comprends mieux maintenant l'intérêt de faire la qualif. en nr 400 .
Si par hasard vous aviez des infos sur les débouchés éventuels de l'innerschield , j'en serais ravi car Kelly est assez flou sur les chantiers en cours .
Merci beaucoup !!!
#18
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour casassoude,
Suite à votre information concernant le type de fil fourré innershield LINCOLN NR 400, pourriez vous nous envoyer le cahier des charges qui impose ce fil et le descr_iptif de mode opératoire de soudage sur notre messagerie pour info.
D'avance merci pour votre aide.
Cordialement,
#19
Invité
bonsoir,
je souhaiterais réouvrir ce post pour ajouter une précision tres importante concernant ce procèdé de soudage pour touts ceux qui souhaiterait s'y orienter.
C'est que bien que le taux dépot soit élevé la vitesse s'en ressent mais il reste important de ne pas se prendre trop au jeu et de ne pas se laisser tenter a une vitesse d'avance excessive.
En effet bien que le cordon puisse garder un aspect acceptable une vitesse trop elevée risque de donner naissance à de nombreuses fissures en pattes d'oies qui ne seraient visibles qu'après un controle radio (fissures également souvent présente en absence ou manque de préchauffe du matériau soudé)
en cas de soudure en plusieurs passes ormis en corniche,personnellement et pour la plupart des collegues qui ont utilisé ce procedé on prefere empilés des passes elargies plutot que de petits cordons car comme il a été dit plutot avec certains fils on creuse beaucoup dc on arrive assez vite a avoir des inclusions ou jouer de la meule plus que de raison entre chaque passes.
les reglages et variable sont en effet plus que pointilleux et differents selon le fil utilisé puisque par exemple pour ce qui est du stickout on varie entre 1.5 cm et 13.5cm
enfin ce procedé reste tout de meme très peu utiliser par chez nous.meme a milliau ou certes on l'a utiliser mais tres peu la plupart des soudures ont été réaliser en fil fourré avec gaz
bonne soirée
#20
Invité
Bonjour WELDER!
Je ne suis pas vraiment d'accord avec vous lorque vous dites que le fil fourré et l'avenir du remplissage
il existe des procédés bien plus "rapide" que le fil fourré un arc pulvérulent, le procédé high speed (jusqu'à 30m/min bobine de 15kg par heure), l'automatisation...de plus le fil fourré n'est pas exempt de défaut et l'aspect n'est pas vraiment "joli" de plus le gain de temps que vous pourriez avoir comparé à un fil plein sera perdu lors de la phase de dégratonage. Cependant il est vrai que le fil fourré reste intéressant pour des soudures en chantier extérieur.
#21


calou976 En ligne le 01/03/2020 à 18:04 (121 messages sur soudeurs.com)
Bonjour
je suis actuellement en mission en nouvelle caledonie sur le projet koniembo pour la realisation de 2 tanks pour le fuel en procede inershield nr222 1,7mm en position descendante et corniche
or j'entend des vertes et des pas murs en contradiction avec ce que je lis sur ce forum comme par exemple qu il ne faut pas balayer pour possibilite de porosite alors que la il y est ecrit le contraire
si oui y a t il un balayage maximum comme pour l electrode (2,5 a 3 fois diametre de celle ci?),pour le stick-out j ai pu lire ailleur qu il ne devait se situer entre 15 et 20 mm ici jusqu a 135 mm (rendu la je pense que du moment que l on control sa longueur d arc et son bain cela importe peu )j ai pu voir jusqu a 70mm sans aucune consequences au visuel si il peut y en avoir quelles peuvent elle etre en esperant que vous allez eclaire ma lanterne
merci
#22


Pierre-Yves En ligne le 31/08/2017 à 04:57 (7 messages sur soudeurs.com)
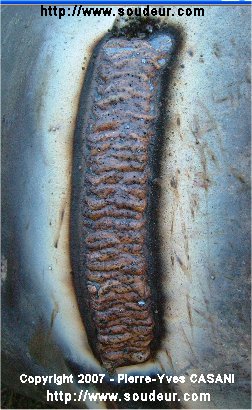
Bonjour à tous.
Voila des photos réalisées à "l'innerschield".Pour les trois premières fil NR400,et la dernière NR232
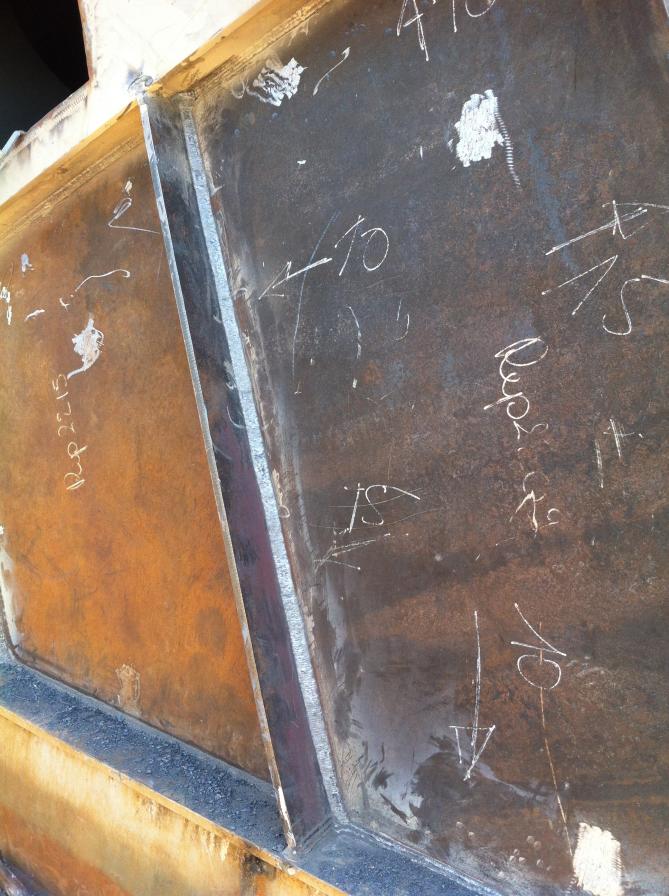



Cordialement
Pierre-Yves.
#23

Bonjour Pierre-Yves,
Je suis vraiment très content de te revoir sur le forum !
Merci pour ce partage de photos
Je t'ai classé dans la catégorie Membre Premium.
Bien amicalement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par Pierre-Yves
Bonjour à tous.
Voila des photos réalisées à "l'innerschield".Pour les trois premières fil NR400,et la dernière NR232
Cordialement
Pierre-Yves.
Bonjour Pierre-Yves,
Je suis vraiment très content de te revoir sur le forum !
Merci pour ce partage de photos
Je t'ai classé dans la catégorie Membre Premium.
Bien amicalement,
#24
Bonsoir
je voudrais vous dire en tant qu'expert sur l'innershield lincoln est bien l'inventeur mais il y aussi la marque Miller en chantier (poste bleu) et qui est même plus facile a maîtriser que le lincoln au NR232 mais plus fragile au niveau de la base de la torche...
Seul les réglages sont différent et a ne pas copier l'un sur l'autre... c'est complément différent
Par contre au fil NR400 le lincoln est le mieux dans sa catégorie...
Invité
Envoyé par welder
bonjour ou bonsoir,
Il est bon de préciser que si LINCOLN est le seul fournisseur c'est qu'il en est l'inventeur.
Avis PERSO : j'ai eu l'occasion de tirer quelques cordons avec ce procédé et bien que l'aspect des soudures ne soit pas d'une trés bonne qualité et que l'on en prend plein les narrines, je pense que c'est l'avenir pour les longs cordons et le remplissage.
Là c'est sur on dépose.
si vous utiliser quotidiennement ce procédé merci de nous faire partager vos impressions et conclusions.
Cordialement,
Bonsoir
je voudrais vous dire en tant qu'expert sur l'innershield lincoln est bien l'inventeur mais il y aussi la marque Miller en chantier (poste bleu) et qui est même plus facile a maîtriser que le lincoln au NR232 mais plus fragile au niveau de la base de la torche...
Seul les réglages sont différent et a ne pas copier l'un sur l'autre... c'est complément différent
Par contre au fil NR400 le lincoln est le mieux dans sa catégorie...
#25
Invité
Bonsoir
je viens de mettre une vidéo sur youtubes spécialement pour le site
http://youtu.be/Tr91ijqDLfI
Un stagiaire qui vient d'apprendre en 5 minutes
#26
Invité







Dans l'ordre vous avez:
- La torche
- l’intérieur du dévidoir
- La generatrice DC 400
- Le dévidoir LN-27
- Une passe au NR232
- Décrassage de la passe
- Le laitier qui se casse tout seul
#27
Pierre-Yves En ligne le 31/08/2017 à 04:57 (7 messages sur soudeurs.com)
Bonsoir à tous et bonne année.
Voila quelques illustrations de soudage au procédé innershield sur tube Ø 800, avec un fil Ø 1,6 Coredshield 8 de chez ESAB.



Cordialement.
#28
Bonsoir Pierre Yves,
Bonne année à toi et à tes proches.
Merci pour ce partage.
Merci pour les photos
Bien amicalement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par Pierre-Yves
Bonsoir à tous et bonne année.
Voila quelques illustrations de soudage au procédé innershield sur tube Ø 800, avec un fil Ø 1,6 Coredshield 8 de chez ESAB.
Cordialement.
Bonsoir Pierre Yves,
Bonne année à toi et à tes proches.
Merci pour ce partage.
Merci pour les photos
Bien amicalement,
#29

dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Bonjour,
Il a pas l'air vilain ce fil ESAB.
#30
Pierre-Yves En ligne le 31/08/2017 à 04:57 (7 messages sur soudeurs.com)
Bonsoir.
Oui comme beaucoup de consommables de soudage dont on prend la peine à découvrir le comportement.
Cordialement
#31

frakie En ligne le 03/12/2025 à 16:15 (46 messages sur soudeurs.com)
Bonjour
Le 114 (innershield) est adapté aux travaux en extérieur car il est moins sensible au vent. Il est en revanche moins productif en atelier que le fil fourré avec gaz (Ar +CO2) voit CO2 pur.
De même il est difficile d'avoir des flexion par choc à des t°C < -20°C du fait d'une présence d'oxydes et de silicates plus importante en zone fondue.
L'hydrogène diffusible est aussi supérieure à la majorité des fils fourrés sous gaz et peut donc nécessiter un pré-chauffage plus important.
Le laitier est plus adhérent, les meulages entre-passes plus conséquents (le bain mouille moins) et les projections plus importantes.
Les grosses entreprises de charpente limitent son usage aux travaux d'extérieur.
Après à chacun de voir en fonction des couts des QMOS et de l'usage que l'on en fait.
#32
Pierre-Yves En ligne le 31/08/2017 à 04:57 (7 messages sur soudeurs.com)
Bonjour.
Il faut comparer l’innerchield avec ce pourquoi il a été conçu à la base…
le fil fourré sans gaz n'a pas été fait pour concurrencer le fil nu ou fil fourré avec gaz, il a été conçu initialement pour améliorer la productivité des électrodes enrobées en extérieur.
Cordialement.
#33


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
Citation de frakie
"De même il est difficile d'avoir des flexion par choc à des t°C < -20°C du fait d'une présence d'oxydes et de silicates plus importante en zone fondue ."
c'est complètement faux regardez ces caractéristiques du fil Lincoln NR 203 Ni 1
Afficher la pièce jointe
#34
Bonjour,
Il semble qu'il y a un problème avec votre lien.
Je tombe sur une page vide...
Suis je le seul ?
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par christwin
Bonjour,
Citation de frakie
"De même il est difficile d'avoir des flexion par choc à des t°C < -20°C du fait d'une présence d'oxydes et de silicates plus importante en zone fondue ."
c'est complètement faux regardez ces caractéristiques:
Page Not Found[per]/NR203ni1-fr.pdf
Bonjour,
Il semble qu'il y a un problème avec votre lien.
Je tombe sur une page vide...
Suis je le seul ?
Cordialement,
#35
christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour Dominique,
je viens de modifier, j'ai mis carrément le fichier Pdf du fil.
Sujets connexes les plus populaires
Soudure d'acier galvanisé
21/02/2006 09:09:34 - Adroul
Réponses : 5
Affichages : 76836
Affichages : 76836
Admin dusweld1
18/05/2007 10:46:38
Soudage par induction
06/04/2006 17:42:07 - mitonuma
Réponses : 4
Affichages : 14379
Affichages : 14379
Alexexe
17/02/2010 13:26:02
Question Posée Quels métaux soudables en TIG avec MISON 8
13/03/2016 15:20:03 - tontonchristobal
Réponses : 14
Affichages : 3815
Affichages : 3815
yanng22
16/03/2016 20:09:33
Question Posée Souder une cuve en inox, usage alimentaire.
23/03/2018 10:52:52 - dc85.
Réponses : 48
Affichages : 5298
Affichages : 5298
jacky111
26/03/2018 22:25:58
soudeur sous l'eau
17/07/2011 23:32:17 - kaiser52
Réponses : 1
Affichages : 7252
Affichages : 7252
domsoud56
29/07/2011 06:15:54
Comment souder deux tubes en plomb ?
06/09/2005 13:17:24 - SebDARNIS
Réponses : 1
Affichages : 31326
Affichages : 31326
bernardmarie
14/09/2005 17:27:57
(WPS) et (PQR)
19/12/2011 15:51:22 - collux
Réponses : 3
Affichages : 17871
Affichages : 17871

DJOUDERDJOUDER
13/12/2020 21:14:46
Question Posée Soudage de l'or et de l'argent
04/07/2004 07:51:20 - JCS
Réponses : 13
Affichages : 45429
Affichages : 45429
motobek1960
04/10/2018 06:50:51
URGENT-comment faire le cahier de soudage
25/05/2007 08:46:03 - o.akim1
Réponses : 1
Affichages : 16151
Affichages : 16151
Admin dusweld1
26/05/2007 10:55:33
Conseils et astuces pour soudure à l'arc classique en position plafond et corniche
09/09/2008 10:23:19 - rifiuti007
Réponses : 3
Affichages : 18845
Affichages : 18845
info technique soudage sous l'eau
13/11/2007 20:35:01 - grandjey160
Réponses : 2
Affichages : 8708
Affichages : 8708
EZINABA
09/11/2019 16:01:55
Inox V2A et V4A
26/11/2010 11:25:36 - micke007
Réponses : 1
Affichages : 14118
Affichages : 14118
Admin dusweld1
27/11/2010 11:54:26
Question Posée Soudure cadre moto enfoncé
25/03/2019 19:58:19 - kickoune
Réponses : 22
Affichages : 1287
Affichages : 1287
Question Posée Soudures de jonction d'angles
27/01/2007 09:35:01 - maurice35000
Réponses : 11
Affichages : 12292
Affichages : 12292
mecanix
02/11/2020 18:18:19
Soudure cadre moto
27/02/2005 12:17:58 - BigBen
Réponses : 3
Affichages : 19377
Affichages : 19377
Soudure et carrosserie...
18/02/2012 20:07:26 - benito21
Réponses : 4
Affichages : 5643
Affichages : 5643
chatelot16
24/03/2012 15:31:47
soudage de toles épaisses (10 a 20mm) mig ou arc ?
01/01/2012 12:49:58 - digi07
Réponses : 3
Affichages : 6362
Affichages : 6362
Admin dusweld1
01/01/2012 17:06:03
[Résolu] soudure fil d'acier
25/02/2011 13:48:42 - mathieuduk
Réponses : 1
Affichages : 5181
Affichages : 5181
Admin dusweld1
20/03/2011 09:24:43
probleme de soudure du plomb
03/03/2009 11:04:01 - davidtig
Réponses : 2
Affichages : 4697
Affichages : 4697
Conseils technique pour allonger un tube acier
19/01/2005 12:29:50 - Phil916
Réponses : 11
Affichages : 19054
Affichages : 19054
thiery85
03/02/2007 10:11:41