
11 réponses -
Accéder à la dernière réponse
#1


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Sujet : Proposition Le contrôle du débit de gaz de protection en sortie de buse de soudage
Bonjour à tous,
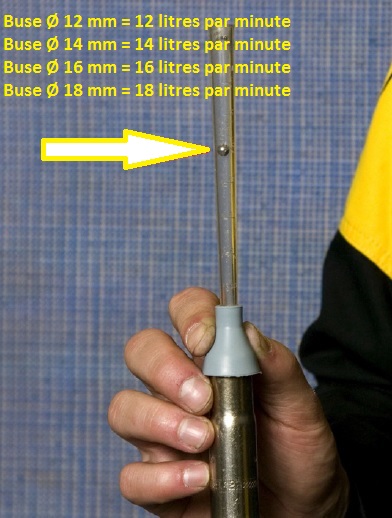
Voici ce que doit faire un soudeur consciencieux à chaque démarrage de soudure en soudage MAG sous gaz avec fil plein massif et avec fil fourré sous gaz rutile ou basique.
Un contrôle du débit de gaz de protection en sortie de torche
Bien entendu le gaz ou le mélange de gaz utilisé sera conforme au DMOS et à la technique de soudage
Le débit de gaz indiqué sur la photo est donné à titre d'information et n'a aucun caractère obligatoire ou contractuel.
Le rotamètre à bille ou à flotteur utilisé doit être adapté au gaz contrôlé et étalonné
Cordialement,

#2

Invité
Si mes souvenirs sont bons il faut vérifier que l'appareil soit adapté au gaz ou mélange de gaz faute de quoi l'erreur de mesure augmente (p.ex. mesurer du He avec un appareil pour du CO2, après, pour des mélanges Ar/CO2 on ne trouve évidemment pas d'appareil séparé pour chaque taux de mélange mais quelques % de CO2 de plus ou de moins ne causent pas une très grande erreur surtout que cet appareil pour mesure en bout de torche n'est pas non plus très précis).
#3

Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Les différences de densité entre l'argon et le CO2 rendent les erreurs de mesures très faible, bien en dessous des 10% relatif habituellement requis.
Pour les mélanges Ar + He, il faut appliquer des coefficients de corrections.
Plusieurs fichiers, disponible sur notre forum permettent de calculer ces coefficients.
#4

Vincehag67 En ligne le 21/12/2023 à 14:33 (61 messages sur soudeurs.com)
Bonjour,
Je rajouterai ceci : dans le cas du soudage MIG/MAG avec torches aspirantes, il est recommandé d'ajouter 2 à 3 litres/min aux valeurs indiquées par Dominique dans le premier post pour limiter le risque de soufflures.
#5
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
+1
les torches aspirantes imposent d'avoir un cône de protection gazeuse plus rigide pour résister à l'aspiration de la torche.
#6

chatelot16 En ligne le 14/01/2016 à 10:59 (15 messages sur soudeurs.com)
Bonjour,
Ne serait il pas plus sérieux de mettre un capteur de débit dans le poste de soudure qui sonne en cas de débit inférieur au réglage ?
hélas les postes que j'ai eu l'occasion d'utiliser n'avait même pas de débitmètre : juste un manomètre gradué en débit , ce qui ne vérifie absolument pas le débit réel
le controle du debit sur la torche en debut de soudure , c'est mieux que rien mais ça ne protege pas de la bouteille vide en cours de soudure , ni tu tuyaux qui se fait ecraser
#7
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour chatelot16,
Ce type de matériel est très peu usité en atelier de chaudronnerie et / ou de tuyauterie
Vous le trouvez dans les laboratoires et centres de développement du soudage.
Bien cordialement,
#8

dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Bonjour,
La route peut être encore longue et semée d’embûches entre le poste et la torche.
De plus le débit peut varier en fonction de la buse, le métal de base, on peut parfois augmenter le débit selon le type d'assemblage, la sortie de l'électrode, pour forcé un peu l'arc en AC, palier à un léger courant d'air, etc..
J'ai pris pour habitude de contrôler le débit de gaz sur la peau de mon visage avant de commencer un travail, s'assurer du remplissage de la bouteille avant un travail donné fait partie du job.
#9

Froment89 En ligne le 27/04/2019 à 21:11 (474 messages sur soudeurs.com)
Bonsoir,
Dubby79, je ne suis pas sûr que ce soit une bonne chose de donner un tel conseil sur un forum: car si vous contrôlez bien cette procédure, il n'en va peut-être pas de même pour certains qui seraient tentés de le suivre*.
Il suffirait en effet que le système d'entraînement ne soit pas débrayé pour provoquer une blessure par perforation (possiblement grave: œil).
*J'ai failli ajouter: "aveuglément"! Mais cela aurait été un "clin d'œil" de mauvais goût! :cool:
Cordialement
#10
dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Bonjour,
Effectivement et j'aurais du préciser que je parlais du cas du TIG.
#11
Alex15 En ligne le 15/10/2020 à 09:38 (1 message sur soudeurs.com)
Bonjour Dominique,
Je suis un peu perdu vis à vis des valeurs que vous proposez pour le semi-auto et que l'on retrouve sur tout le forum (diamètre interne de la buse en mm = débit en L/min)
En effet, dans l'article technique que vous avez rédigé
https://www.soudeurs.com/site/comment-choisir-le-detendeur-debitmetre-de-gaz-de-soudage-209/
vous mentionnez des coefficients à appliquer en fonction du métal à souder en MIG/MAG et vous conseillez d'ajouter 1 à 2 litres lorsqu'on réalise la finition d'un cordon quel que soit le procédé.
Quelle est finalement la bonne pratique ?
Est-ce qu'un cordon unique est à traiter comme pour la finition d'un cordon ? Dans ce cas aurions-nous pour l'acier carbone : débit = (diamètre + 1 ou 2) x 1,2 ?
Cela peut paraître dérisoire mais par rapport à la règle habituelle, dans le cas d'une buse de 12mm, le budget gaz peut augmenter de 40% pour de l'acier carbone voire 75% pour de l'alu. Peut-être que quelque chose m'a échappé...
Merci beaucoup
#12


YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Bonjour,
Si vous regardez les dernières interventions du profil, vous pourrez vous rendre compte que Dominique n'a plus posté depuis près d'un an.
Je vous invite donc à créer un nouveau sujet si vous souhaitez lancer une discussion sur le sujet du débit de gaz.
Pour ma par je ne travaille qu'en TIG et ne serais donc pas apte à vous répondre de manière objective.
Cdlt,
Sujets connexes les plus populaires
Trucs pour tole fine automobile
22/11/2009 20:33:17 - bricolux
Réponses : 4
Affichages : 17876
Affichages : 17876
Tonton.mickael
22/12/2009 20:01:31
Quel diamètre de fil pour quelle épaisseur ?
28/12/2006 10:42:16 - Pierre.M
Réponses : 10
Affichages : 28447
Affichages : 28447
Admin dusweld1
18/08/2007 06:20:44
Question Posée Quel poste mig sans gaz
17/10/2013 19:23:20 - maxou4236
Réponses : 25
Affichages : 11322
Affichages : 11322
victoire
17/07/2014 08:34:03
Recherche cherche paramètre général de soudage MIG/MAG
16/09/2012 18:05:54 - david08800
Réponses : 4
Affichages : 24932
Affichages : 24932
tstc
06/02/2022 08:45:07
Question Posée Soudure Alu en MIG
15/03/2013 20:31:15 - Linet49
Réponses : 6
Affichages : 17726
Affichages : 17726
Frederic Thiollier
18/03/2013 13:10:04
soudage mig sans gaz
15/01/2008 17:25:35 - gabounet
Réponses : 9
Affichages : 6931
Affichages : 6931
JC
21/04/2008 05:18:18
Probleme: pas de soudure que des billes!!!
08/12/2008 19:07:08 - SpaceDJ
Réponses : 14
Affichages : 13315
Affichages : 13315
SpaceDJ
14/02/2011 20:51:30
Question Posée quelle difference dans l'application entre mig et mag?
13/11/2007 18:32:22 - ducdegordon
Réponses : 9
Affichages : 27641
Affichages : 27641
beluzien
19/03/2024 08:29:46
épaisseurs minimum de métaux avec fils fourrés
02/01/2013 17:40:32 - gilberider
Réponses : 8
Affichages : 9157
Affichages : 9157
gilberider
04/01/2013 21:53:12
Soudage tôle fine
01/04/2007 09:12:19 - peug40688
Réponses : 5
Affichages : 21084
Affichages : 21084
EddyC38
09/07/2013 18:05:56
Question Posée Fil fourré inox sans gaz pour soudage MAG
06/11/2015 22:35:11 - pacha66
Réponses : 5
Affichages : 5377
Affichages : 5377
Question Posée Soudage MIG Aluminium
18/02/2016 17:17:10 - anouarfhal
Réponses : 3
Affichages : 1358
Affichages : 1358
Dominique ADMIN
19/02/2016 17:29:05
utiliser du fil fourré sans gaz pour chassis tubulaire ?
13/11/2009 10:30:13 - ouzzi23
Réponses : 3
Affichages : 6030
Affichages : 6030
hexen
16/11/2009 15:27:10
MIG soudure alu
11/11/2006 09:21:46 - franz6co
Réponses : 8
Affichages : 5259
Affichages : 5259
franz6co
19/11/2006 08:55:10
Question Posée Paramètres de soudure en MAG pulsé
14/02/2018 12:11:54 - Julien-
Réponses : 15
Affichages : 3109
Affichages : 3109
richardChev
01/03/2018 08:55:31
[Résolu] pousser ou tirer au soudage MAG
02/01/2004 13:28:38 - baba
Réponses : 2
Affichages : 22803
Affichages : 22803
Admin dusweld1
02/01/2004 17:33:56
Que choisir, poste mig pour commencer le soudage
16/02/2011 11:20:01 - marius33
Réponses : 6
Affichages : 16705
Affichages : 16705
marius33
23/02/2011 09:01:26
Probleme de déroulement du fil sur mon poste MIG
02/07/2010 21:43:33 - ktmracing144
Réponses : 6
Affichages : 8550
Affichages : 8550
oath191
17/12/2024 19:54:03
[Résolu] Soudure INOX au MIG avec gaz - problèmes de réglage ...
05/06/2007 11:28:57 - Nightrider31
Réponses : 1
Affichages : 8446
Affichages : 8446
dubby79
05/06/2007 14:14:27
Question Posée paramètres de soudure en fil fourré inox 1.2 rutile ????
05/07/2017 22:24:11 - speedweld
Réponses : 6
Affichages : 2140
Affichages : 2140
locouarn
28/02/2018 21:01:44