
15 réponses -
Accéder à la dernière réponse
#1


Julien- En ligne le 23/02/2020 à 20:16 (21 messages sur soudeurs.com)
Sujet : Question Posée Paramètres de soudure en MAG pulsé
Bonjour à tous,
Possesseur depuis quelques années d'un TIG chinois de marque TIGMIG qui m'a toujours donné satisfaction (si ce n'est la fréquence du pulsé limitée à 25 Hz),
et d'un Gys Pearl 200XL, (que je trouve assez mou en intensité: 200A sur le papier, mais guère plus que 170/180 en réalité...)
J'ai donc acheté un poste Everlast MTS251Si qui a la particularité de pouvoir souder en TIG pulsé, en MIG synergique (lisse) et en MIG pulsé (mais pas synergique...)
Et la est le problème: autant en TIG pulsé je m'en sors plutôt bien, autant en MAG pulsé, je ne trouve aucune table pour m'orienter dans les réglages.
J'ai joué avec un moment mais sans trouvé de réglage qui me convient: j'ai énormément de projections alors qu'il ne devrait quasiment pas y en avoir.
Pour avoir essayé des postes pulsés professionnels au boulot ça n'a rien à voir. Bien que le matériel n'a rien à voir non plus, évidemment (c'est du CLOOS quineo)
Je suis donc à la recherche de valeurs, par exemple pour souder de l'acier 4mm à plat, fil diamètre 1, argon+CO2, ce sera déjà un début!
- fréquence des pulsations ?
- tension (ou intensité) haute ?
- tension (ou intensité) basse ?
- temps chaud (pourcentage) ?
- vitesse du fil ?
la seule chose que j'ai pu voir sur les postes pros qui sont eux pulsés synergiques, c'est que la fréquence de pulsation augmente quand on augmente l'épaisseur à souder (ça s'entend à l'oreille)
Vraiment à la louche: dans les 100Hz pour une épaisseur 4mm , dans les 200Hz pour du 8.
merci pour votre aide!

#2


dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,
de quel genre d'argon + CO2 avez vous ,si c'est de l'argon 18%CO2 ,laissez tomber.
Il faut utiliser un argon + 8% CO2,sinon poste difficile à régler ,beaucoup de grattons je parle exclusivement en mode pulsé .
D'après certaine notice vous avez un préréglage pour le mode pulsé,en général cela se trouve à l'intérieur du dévidoir.
#3
Julien- En ligne le 23/02/2020 à 20:16 (21 messages sur soudeurs.com)
Oui effectivement c'est de l'argon 18%CO2 ... je vais voir si je peux faire un essai avec du 8% ...
Mais de manière générale je suis surpris de n'avoir trouvé nulle par sur internet la moindre valeur, même pas une courbe qui montre les ondulations de courant...
#4

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ,
dany 62 a raison
Sauf erreur de ma part, l'information est donnée dans cet article rédigé par AIR LIQUIDE
Rôle et choix du gaz de soudage et de protection selon AIR LIQUIDE
http://www.soudeurs.com/site/role-et-choix-du-gaz-de-soudage-et-de-protection-selon-air-liquide-969/
Voir Paragraphe 12
12 - Gaz de protection en soudage MIG-MAG / 13
Régime Pulsé
Argon/Dioxyde de carbone
Bien cordialement,
#5
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour, ne cherchez plus ,c'est bien votre gaz qui fait défaut .
Pour l'inox 2% CO2 ,Pour l'acier c'est 8% de CO2.
Quand à la fréquence cela ne change pas grand chose,je règle toujours mon poste en synergie .
Je ne fait que manipuler le plus ou moins au niveau de la tension.
Cordialement.
Certaines de mes soudures sont au pulsé ,sur mon blog....
#6

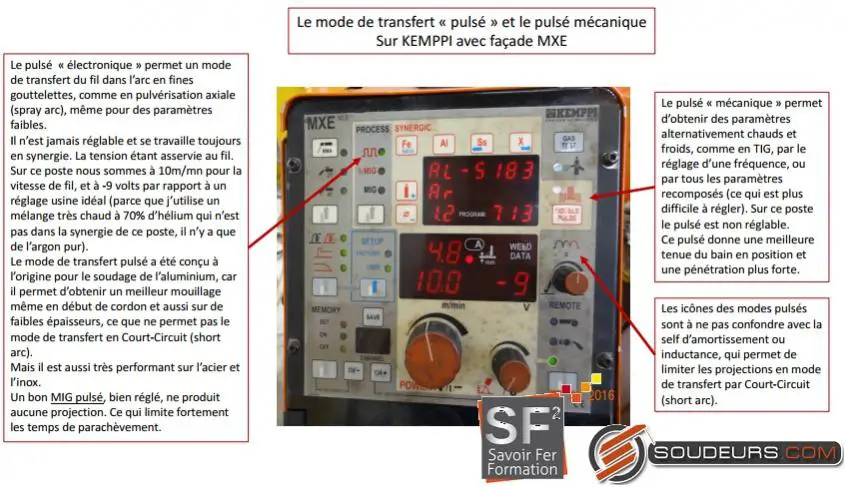
Je pense que vous confondez le mode de transfert pulsé, celui que vous trouvez dans votre entreprise, et le pulsé "mécanique", celui de votre poste perso ou celui d'un poste TIG.
Voici l'exemple d'un poste semi-auto Kemppi équipé à la fois d'un mode de transfert pulsé (que l'on appelle couramment "MIG pulsé") et d'un pulsé "mécanique".
Afficher la pièce jointe
Cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir Julien,
Pour avoir essayé des postes pulsés professionnels au boulot ça n'a rien à voir
Je pense que vous confondez le mode de transfert pulsé, celui que vous trouvez dans votre entreprise, et le pulsé "mécanique", celui de votre poste perso ou celui d'un poste TIG.
Voici l'exemple d'un poste semi-auto Kemppi équipé à la fois d'un mode de transfert pulsé (que l'on appelle couramment "MIG pulsé") et d'un pulsé "mécanique".
Afficher la pièce jointe
Cordialement,
#7


Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Bonjour,
@SavoirFer, document intéressant, mais pourquoi appeler le pulsé mécanique justement "mécanique"??
Pour moi, il parait tout aussi électronique que le pulsé dit "électronique"....:confused:
#8
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir Tharkey,
Puisque tu es passé par l'afpa tu as peut-être entendu parler des 3 effets de l'arc : Thermique, électrique et mécanique.
Pulsé "mécanique" parce que cet arc a un effet mécanique très marqué sur le bain de fusion, il pousse.
D'où une très bonne tenue en position, particulièrement en angle au plafond (PD) avec une très bonne dilution.
Et aussi parce que je n'ai pas trouvé mieux pour le distinguer du mode de transfert pulsé.
Si tu as une idée...
Cordialement,
#9
Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Ok pour l'explication, ça tient la route, je retiendrai !;) et je n'ai rien de mieux à proposer !
Cela dit, javais écris dans une autre discussion que mon avis était "mitigé" quant à la formation AFPA.... Bien qu'ayant été tout ouïe tout le long de la formation, c'est la première fois que j'entends parler des trois effets de l'arc : thermique, électrique, mécanique:o. Rien dans mes cours n'y fait référence. Il faudra que je regarde, à l'occasion, sur les cours "anciennes générations" de l'Afpa dont j'avais récupéré un exemplaire papier (incomplet...:() et qui sont bien plus approfondis que leur nouvelle version.
Merci pour la connaissance.
Cordialement.
#10
Julien- En ligne le 23/02/2020 à 20:16 (21 messages sur soudeurs.com)
Donc si je comprends bien le pulsé que vous appelez "mécanique" est un double pulsé: une fréquence basse superposée à une fréquence plus haute.
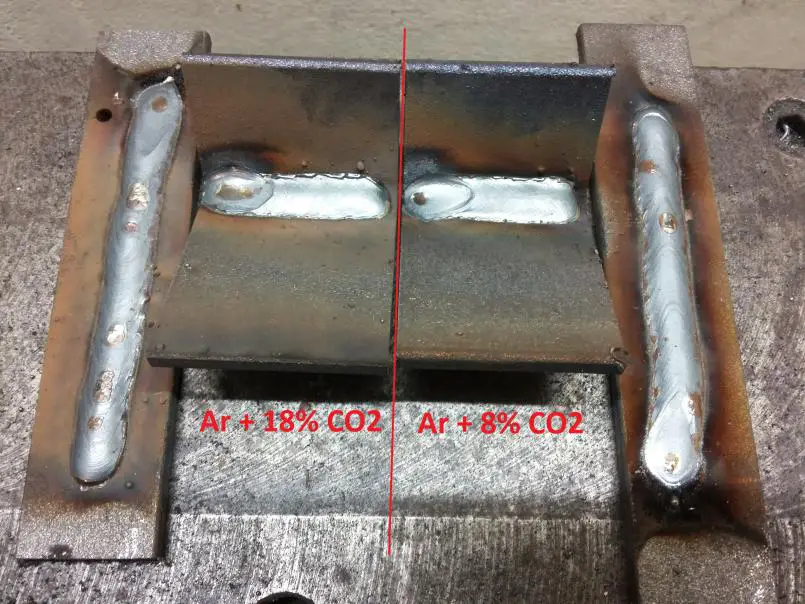
Ci joint une photo des essais que j'ai fait avec du gaz à 18% et à 8% de CO2.
Les paramètres sont les suivants:
fil massif acier diam 1
vitesse du fil 8,3m/min
30 volts 85% du temps (il faudrait que je regarde à quelle intensité ça correspond)
15 volts 15% du temps
fréquence plusé 220Hz
C'est effectivement beaucoup mieux avec du mélange à 8%, on entend à l'oreille que le régime n'est pas le même, aucun crépitement.
Après je ne sais pas si cette fumée brune est normale?
#11
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,
pour la fumée noire c'est tout à fait normal ,cela indique un bon réglage vu l’épaisseur et une tension élevée .
Je suppose un bain très fluide ,pas de crépitement un réglage approximatif entre 80 et 90 cm minutes.
Cela se voit c'est un bon réglage ,quand c'est bien réglé, il vous suffit d'un bon coup de brosse.
Oups je n'avais pas fait attention à vos donner sur les réglages.
Par habitude je sais faire la différence,entre plusieurs modes.
Ne vous occupez pas de la fréquence ,cela ne change pas grand chose,mais seulement de la tension .
Cordialement
#12

Loick63 En ligne le 19/03/2018 à 21:00 (7 messages sur soudeurs.com)
Bonjour
les fabricants font des courbes synergiques en pulse pour éviter les collages
le risque en pulsé Manuel
la plupart ont un réglage par épaisseur puis un réglage de hauteur d'arc (Kemppi, Lorch et Oerlikon ... )
le seul moyen car je suis pas convaincu qu un fabricant t offre ses courbes amplitude et fréquence et se faire des tests avec oscilloscope et
Pince ampère trique mais que tu est argon avec 7,8 ou même 15 de co2 change rien au pulsé le CO2 va réchauffe ton bain de fusion
#13
Pour ce que j'en vois sur les photos, la fumée marron est due à une des premières erreurs en soudage : le manque de préparation de la pièce avant soudage.
Calamine, rouille, corps gras et humidité. C'est pas bon pour la soudure ni pour les poumons.
Effectivement, le CO2 va augmenter la température du bain.
Certaines synergies de mode pulsé proposent différentes teneur en CO2.
Quand le gaz que vous employez n'est pas proposé par la synergie, il suffit en général d'adapter la tension, comme dans l'exemple que j'ai donné plus haut avec le Kemppi MXE.
Cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
Après je ne sais pas si cette fumée brune est normale?
Pour ce que j'en vois sur les photos, la fumée marron est due à une des premières erreurs en soudage : le manque de préparation de la pièce avant soudage.
Calamine, rouille, corps gras et humidité. C'est pas bon pour la soudure ni pour les poumons.
...mais que tu aies de l'argon avec 7, 8 ou même 15% de co2 ne change rien au pulsé, le CO2 va réchauffer ton bain de fusion.
Effectivement, le CO2 va augmenter la température du bain.
Certaines synergies de mode pulsé proposent différentes teneur en CO2.
Quand le gaz que vous employez n'est pas proposé par la synergie, il suffit en général d'adapter la tension, comme dans l'exemple que j'ai donné plus haut avec le Kemppi MXE.
Cordialement,
#14
Loick63 En ligne le 19/03/2018 à 21:00 (7 messages sur soudeurs.com)
Savoir fer a raison et sympa la façade du pro mig kemppi
par contre pourquoi tu veux souder en pulsé sur de la 4 mm et 8 mm
en courant lisse ça projette trop ?
#15
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonsoir, pour la fumée marron, c'est juste l'inclinaison de la torche.
Si vous soudez droit ou légèrement en poussée -tirée,le gaz extérieur au plasma celui qui est évacué ,par la poussée des gaz et légèrement brûlé.
Le seul conseille que je peut vous donnez ,c'est d'augmenté le débit de gaz ,exemple 20 litres au lieu de 18 litres par minutes .
Vous aurez beau meulé la pièce vous aurez toujours cette fumée marron par excès de tension.
Et oui la tension au pulsé et toujours supérieur à d'autre modes de transfère.
#16
richardChev En ligne le 14/05/2018 à 12:04 (6 messages sur soudeurs.com)
En soudage TIG, il n'y a pas de lien directe entre la fréquence du Pulsé et l'intensité (on fait un peu ce qu'on veut et qu'on ressent).
par contre, en MIG/MAG, la fréquence est directement liée à la vitesse de dévidage, donc de l'intensité.
il faut compter environ 25Hz par m/mn de vitesse de fil pour un diamètre 1.0 (fréquence inversement proportionnelle au diamètre du fil, quelque soit le type de fil, cela résulte du volume de la goutte à chaque pulse), les courant crête pour un fil Acier doivent être au delà de 300A pour du 1.0mm voir 400A aux vitesse de fil > 5m/mn. les temps de pulse de l'ordre de 1ms.
soit à 4m/mn Freq=100Hz temps de pulse 1ms soit 10% de rapport cyclique. pour le courant bas, il faut tester jusqu'à obtenir de légers court-circuit.
la longueur d'arc étant théoriquement toujours ajustable
ceci est une base de départ à affiner.
Cordialement...
Sujets connexes les plus populaires
Trucs pour tole fine automobile
22/11/2009 20:33:17 - bricolux
Réponses : 4
Affichages : 17876
Affichages : 17876
Tonton.mickael
22/12/2009 20:01:31
Quel diamètre de fil pour quelle épaisseur ?
28/12/2006 10:42:16 - Pierre.M
Réponses : 10
Affichages : 28447
Affichages : 28447
Admin dusweld1
18/08/2007 06:20:44
Question Posée Quel poste mig sans gaz
17/10/2013 19:23:20 - maxou4236
Réponses : 25
Affichages : 11322
Affichages : 11322
victoire
17/07/2014 08:34:03
Recherche cherche paramètre général de soudage MIG/MAG
16/09/2012 18:05:54 - david08800
Réponses : 4
Affichages : 24932
Affichages : 24932
tstc
06/02/2022 08:45:07
Question Posée Soudure Alu en MIG
15/03/2013 20:31:15 - Linet49
Réponses : 6
Affichages : 17726
Affichages : 17726
Frederic Thiollier
18/03/2013 13:10:04
soudage mig sans gaz
15/01/2008 17:25:35 - gabounet
Réponses : 9
Affichages : 6931
Affichages : 6931
JC
21/04/2008 05:18:18
Probleme: pas de soudure que des billes!!!
08/12/2008 19:07:08 - SpaceDJ
Réponses : 14
Affichages : 13315
Affichages : 13315
SpaceDJ
14/02/2011 20:51:30
Question Posée quelle difference dans l'application entre mig et mag?
13/11/2007 18:32:22 - ducdegordon
Réponses : 9
Affichages : 27641
Affichages : 27641
beluzien
19/03/2024 08:29:46
épaisseurs minimum de métaux avec fils fourrés
02/01/2013 17:40:32 - gilberider
Réponses : 8
Affichages : 9157
Affichages : 9157
gilberider
04/01/2013 21:53:12
Soudage tôle fine
01/04/2007 09:12:19 - peug40688
Réponses : 5
Affichages : 21084
Affichages : 21084
EddyC38
09/07/2013 18:05:56
Question Posée Fil fourré inox sans gaz pour soudage MAG
06/11/2015 22:35:11 - pacha66
Réponses : 5
Affichages : 5377
Affichages : 5377
Question Posée Soudage MIG Aluminium
18/02/2016 17:17:10 - anouarfhal
Réponses : 3
Affichages : 1358
Affichages : 1358
Dominique ADMIN
19/02/2016 17:29:05
utiliser du fil fourré sans gaz pour chassis tubulaire ?
13/11/2009 10:30:13 - ouzzi23
Réponses : 3
Affichages : 6030
Affichages : 6030
hexen
16/11/2009 15:27:10
MIG soudure alu
11/11/2006 09:21:46 - franz6co
Réponses : 8
Affichages : 5259
Affichages : 5259
franz6co
19/11/2006 08:55:10
Question Posée Paramètres de soudure en MAG pulsé
14/02/2018 12:11:54 - Julien-
Réponses : 15
Affichages : 3109
Affichages : 3109
richardChev
01/03/2018 08:55:31
[Résolu] pousser ou tirer au soudage MAG
02/01/2004 13:28:38 - baba
Réponses : 2
Affichages : 22803
Affichages : 22803
Admin dusweld1
02/01/2004 17:33:56
Que choisir, poste mig pour commencer le soudage
16/02/2011 11:20:01 - marius33
Réponses : 6
Affichages : 16705
Affichages : 16705
marius33
23/02/2011 09:01:26
Probleme de déroulement du fil sur mon poste MIG
02/07/2010 21:43:33 - ktmracing144
Réponses : 6
Affichages : 8550
Affichages : 8550
oath191
17/12/2024 19:54:03
[Résolu] Soudure INOX au MIG avec gaz - problèmes de réglage ...
05/06/2007 11:28:57 - Nightrider31
Réponses : 1
Affichages : 8446
Affichages : 8446
dubby79
05/06/2007 14:14:27
Question Posée paramètres de soudure en fil fourré inox 1.2 rutile ????
05/07/2017 22:24:11 - speedweld
Réponses : 6
Affichages : 2140
Affichages : 2140
locouarn
28/02/2018 21:01:44